JP6813471B2 - 耐火物ノズル - Google Patents
耐火物ノズル Download PDFInfo
- Publication number
- JP6813471B2 JP6813471B2 JP2017239632A JP2017239632A JP6813471B2 JP 6813471 B2 JP6813471 B2 JP 6813471B2 JP 2017239632 A JP2017239632 A JP 2017239632A JP 2017239632 A JP2017239632 A JP 2017239632A JP 6813471 B2 JP6813471 B2 JP 6813471B2
- Authority
- JP
- Japan
- Prior art keywords
- refractory nozzle
- refractory
- main body
- iron skin
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Continuous Casting (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
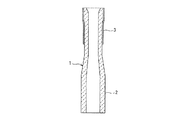
はじめに、図1〜図4を参照して、本発明の一実施形態に係る耐火物ノズル1について説明する。耐火物ノズル1は、図1及び図2に示すように、本体2と、鉄皮3とを備える。
本体2は、円筒状の耐火物であり、延在方向である上下方向(図1及び図2の上下方向)の下端側が上下方向の中央(「首部」ともいう。)に比べて外径及び内径が大きくなるように形成される。また、本体2の上端側は、後述するように、使用時に耐火物ノズル1を保持する固定装置で保持可能なように、首部に比べて外径が大きくなるよう、フランジ状に形成される。また、本体2の上端側は、後述するように、取鍋のスライディングプレートと嵌合可能なように、内径が首部の内径に比べて大きくなるように形成される。本体2は、連続鋳造設備において通常用いられているものであり、内孔側の耐火物と、使用時に溶鋼に浸漬する下側表面の耐火物と、取鍋へと嵌合する上端側の耐火物と、中央表面の耐火物とが、それぞれ求められる特性に応じて異なる組成や性状の耐火物からなる。
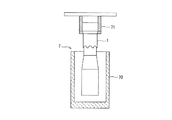
このような連続鋳造設備では、耐火物ノズル1は、不図示の固定装置によって、上端が取鍋4のスライディングプレート42へと嵌合した状態で、上側へと押し付けられた状態で保持される。
以上で、特定の実施形態を参照して本発明を説明したが、これら説明によって発明を限定することを意図するものではない。本発明の説明を参照することにより、当業者には、開示された実施形態の種々の変形例とともに本発明の別の実施形態も明らかである。従って、特許請求の範囲は、本発明の範囲及び要旨に含まれるこれらの変形例または実施形態も網羅すると解すべきである。
また、本体2の形状や材質等は、上記実施形態に限定されず、連続鋳造機で一般的に用いられるものであれば、他の形状や材質であってもよい。
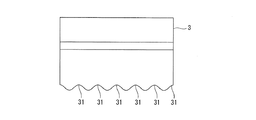
(1)本発明の一態様に係る耐火物ノズル1は、鋼の連続鋳造で用いられる耐火物ノズル1であって、耐火物製の円筒状の本体2と、本体2の延在方向である上下方向の上部に設けられ、本体2の外周を覆う鉄皮3とを備え、鉄皮3は、上下方向の下端に、湾曲部を含む複数の切欠き31が形成される。
(2)上記(1)の構成において、切欠き31は、円弧状である。
上記(2)の構成によれば、鉄皮3の切欠き31の加工が容易になる。
2 本体
3 鉄皮
31 切欠き
4 取鍋
41 羽口
42 スライディングプレート
5 溶鋼
6 タンディッシュ
7 加熱装置
70 加熱炉
71 ホルダー
Claims (1)
- 鋼の連続鋳造で用いられる耐火物ノズルであって、
耐火物製の円筒状の本体と、
該本体の延在方向である上下方向の上部に設けられ、前記本体の外周を覆う鉄皮と
を備え、
該鉄皮は、前記上下方向の下端に、円弧状の複数の切欠きが形成されることを特徴とする耐火物ノズル。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017000194 | 2017-01-04 | ||
| JP2017000194 | 2017-01-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018108605A JP2018108605A (ja) | 2018-07-12 |
| JP6813471B2 true JP6813471B2 (ja) | 2021-01-13 |
Family
ID=62843967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017239632A Active JP6813471B2 (ja) | 2017-01-04 | 2017-12-14 | 耐火物ノズル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6813471B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5351418U (ja) * | 1976-10-06 | 1978-05-01 | ||
| JPS6472975A (en) * | 1987-09-12 | 1989-03-17 | Yasushi Kato | Joined body of ceramics and metal |
| JP4099257B2 (ja) * | 1998-02-18 | 2008-06-11 | 黒崎播磨株式会社 | 溶融金属排出用下ノズル |
| JP2005093262A (ja) * | 2003-09-18 | 2005-04-07 | Nissan Motor Co Ltd | 燃料電池用単セル及び固体電解質形燃料電池 |
| JP6122393B2 (ja) * | 2014-02-25 | 2017-04-26 | 黒崎播磨株式会社 | 浸漬ノズル |
-
2017
- 2017-12-14 JP JP2017239632A patent/JP6813471B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018108605A (ja) | 2018-07-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4585606B2 (ja) | 連続鋳造方法及びノズル加熱装置 | |
| KR101941506B1 (ko) | 연속 주조용 주형 및 강의 연속 주조 방법 | |
| JP5001213B2 (ja) | 連続鋳造用浸漬ノズル | |
| EP3140066B1 (en) | Refractory ceramic casting nozzle | |
| JP6003850B2 (ja) | 連続鋳造用鋳型の製造方法及び鋼の連続鋳造方法 | |
| JP6813471B2 (ja) | 耐火物ノズル | |
| JP2019077934A (ja) | ガス吹込みノズル用耐火物 | |
| RU2466825C2 (ru) | Разливочный стакан для непрерывного литья | |
| JP6003851B2 (ja) | 連続鋳造用鋳型及び鋼の連続鋳造方法 | |
| JP6787359B2 (ja) | 鋼の連続鋳造方法 | |
| CN109475930B (zh) | 连续铸造用铸模及钢的连续铸造方法 | |
| JP6950648B2 (ja) | 連続鋳造用鋳型及び鋼の連続鋳造方法 | |
| JP6452037B2 (ja) | 鋳造方法および鋳造装置 | |
| JP7222262B2 (ja) | 誘導加熱コイル用保護耐火物および電磁誘導加熱方法 | |
| JP2002532252A (ja) | 注入チューブ | |
| US6454144B1 (en) | Continuous casting nozzle | |
| JP2020528826A (ja) | 鋳造用のスライディングゲート | |
| KR20200035551A (ko) | 턴디쉬 슬라이딩 게이트 부재용 내화재 | |
| KR101175626B1 (ko) | 래들 및 래들 내화물의 축조 방법 | |
| JP4809259B2 (ja) | ロングノズル | |
| AU738960B2 (en) | Continuous casting nozzle | |
| JP4157222B2 (ja) | 真空脱ガス装置用浸漬管 | |
| KR101586931B1 (ko) | 래들 | |
| JP4274016B2 (ja) | 耐火物被覆ランスの製造方法 | |
| JP2008101244A (ja) | ランスパイプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190606 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200306 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20201124 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20201217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6813471 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |