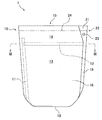
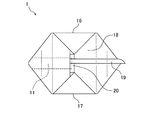
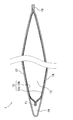
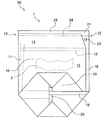
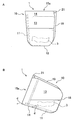
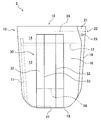
以下、図面を参照しつつ、本発明の実施形態を詳細に説明する。まず、本実施形態に係る包装容器について詳細に説明する。図1は本実施形態に係る包装容器1の一例が示された概略正面図であり、図2は図1の包装容器1の概略底面図であり、図3は図1のIII−III線断面が模式的に示された概略断面図であり、図4は本実施形態に係る充填体50の一例が示された概略正面図であり、図5は折り畳まれた状態の本実施形態に係る充填体50の一例が示された概略正面図である。なお、以下では、説明の便宜上、包装容器1が載置された図1の状態において、後述する容器本体10の開口15の側を上とし、底面部18の側を下とし、図の手前側を表とし、図の奥側を裏とする。また、図1におけるIII−III線は、後述する再封部材12を通る直線であり、図3は包装容器1の水平概略断面図である。
図1〜図3に示されるように、本実施形態に係る包装容器1は、上端に開口15を有する容器本体10と、透液性を有する仕切り部材11と、仕切り部材11に接続する再封部材12とを備える。そして、容器本体10の内部は、仕切り部材11と再封部材12によって、内容物を収容する収容室13と、開口15と連通する注出室14との二室に区画されるように構成されている。なお、以下では、包装容器1に収容される内容物が飲料や調味料などを抽出する被抽出物である場合を例示して説明する。
容器本体10は、少なくともシーラント層と基材層とが順次積層された積層体である可撓性を有するフィルムで構成される。容器本体10は、シーラント層が内面となるようにフィルムが重ね合わされ、外周縁部が接着されて袋状に形成されたものである。シーラント層は、内容物の物性に影響を与えず、熱によって溶融し、相互に融着する性質を有していれば良い。シーラント層としては、例えば直鎖状低密度ポリエチレン(LLDPE:Linear Low Density Polyethylene)のフィルムやシートが用いられる。シーラント層の厚さは、15μm〜300μmであることが好ましく、20μm〜60μmであることがより好ましい。
シーラント層の材料としては、直鎖状低密度ポリエチレン以外にも、例えば低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、アイオノマー、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸共重合体、エチレン−アクリル酸エチル共重合体、エチレン−メタクリル酸共重合体、エチレン−プロピレン共重合体、メチルペンテンポリマー、ポリブテンポリマー、酸変性ポリオレフィン系樹脂、ポリプロピレンとポリスチレンとのポリマーアロイ、ポリプロピレンとポリエチレンとのブレンド樹脂が挙げられ、これらの樹脂を単体で、あるいは二つ以上の樹脂を混合して用いることができる。
基材層は、包装袋の基材としての強度を有する材料であれば良い。基材層としては、例えば合成樹脂フィルムが用いられ、特に、二軸延伸熱可塑性樹脂フィルムが用いられる。基材層としては、例えば二軸延伸ポリエチレンテレフタラート(BOPET:Biaxially-Oriented Polyethylene Terephthalate)フィルムが用いられる。基材層の厚さは、6μm〜30μmであることが好ましく、9μm〜15μmであることがより好ましい。基材層は、薄すぎると強度が不足しやすくなり、厚過ぎると費用が嵩む。
基材層の材料としては、ポリエステル系樹脂、ポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂、その他の各種の樹脂を用いることができる。
積層体であるフィルムは、例えば基材層の表面や裏面には、印刷層が設けられても良い。また、収容される内容物に応じて、シーラント層と基材層との間には、酸素や水蒸気の透過を阻止するガスバリア性、可視光や紫外線などを阻止する遮光性、耐突き刺し性、耐屈曲性、耐熱性などを付加するための中間層が更に設けられても良く、中間層が多層に構成されても良い。ガスバリア性を付与する層としては、例えば酸化アルミニウムや酸化ケイ素などの蒸着膜が挙げられ、耐突き刺し性を付与する層としては、例えばポリアミド系樹脂フィルムが挙げられる。更に、基材層の表面には外層が設けられても良い。外層は、包装袋を保護する役割を果たすものであり、上述の基材層と同様に、例えば合成樹脂フィルムを用いることができる。
各層の積層方法には限定はなく、例えばポリウレタン系接着剤によるドライラミネーションによって積層することができる。なお、利便性の観点から、容器本体10を構成するフィルムは、内容物を目視できる程度の透明性を有し、電子レンジでの加熱に対応し得る構成とすることが好ましい。このようなフィルムの層構成としては、例えば、直鎖状低密度ポリエチレン(60μm:シーラント層)/酸化アルミニウムの蒸着膜(20nm:中間層)/ポリエチレンテレフタラート(12μm:基材層)とすることができる。
以上のような層構成を有する積層体としてのフィルムから容器本体10が形成される。容器本体10は、シーラント層が内面側となるようにこのフィルムが折り曲げられて重ね合わされ、外周縁部が接着されて袋状に形成される。製袋時におけるフィルムの接着は、接着剤が用いられる方法であっても構わない。しかしながら、積層体であるフィルムには、シーラント層として、例えば直鎖状低密度ポリエチレンフィルムが用いられているため、ヒートシール(熱融着)による方法が容易に製造できることから好ましい。
容器本体10は、上端の開口15と、表面部16と、裏面部17と、底面部18とを備え、底面部18が平坦で底面視で長方形状である角底袋であり、この平坦な底面部18を載置面として自立可能に構成されている。詳細については後述するが、容器本体10は、上端に開口15を有する正面視で長方形状の包装袋の下部を折り込むことによって形成される。表面部16は、折り曲げられて重ね合わされたフィルムの一方の側で構成され、図1の手前側に位置している。裏面部17は、折り曲げられて重ね合わされたフィルムの他方の側で構成され、図1の奥側に位置している。そして、容器本体10は、開口15が封止されることによって、内容物を密封収容できるように構成されている。
容器本体10は、重ね合わされたフィルムが接着される外周縁部としての側部シール19、及び下部シール20と、側部シール19の上部に設けられる把持部21と、把持部21に設けられるノッチ22、及び貫通孔23と、開封予定部24なども有する。
側部シール19、及び下部シール20は、シーラント層が内面側となり、シーラント層が対向するように折り曲げられて重ね合わされたフィルムの外周縁部が熱融着されることによって構成され、所定の幅を有し、フィルムの外周端に沿って延びている。側部シール19、及び下部シール20は、後述する抽出時に抽出液を内部に保持できる接着強度を有する。
側部シール19は、上部にその幅が広げられた把持部21を有する。つまり、把持部21は、側部シール19の幅が内方側に拡張された部位であり、容器本体10の上端まで延び、少なくとも2つの指で挟持可能な面積を有する。
側部シール19の把持部21は、容器本体10を構成するフィルムの引き裂きのきっかけとなる開封手段としてのノッチ22を有する。ノッチ22は、側部シール19の外側の端から内方へ延びるV字形状の切り欠きであり、容器本体10の上端から所定の間隔を有するとともに、再封部材12よりも上方(開口15の側)に位置している。また、把持部21は、表面側から裏面側に貫通する円形状の貫通孔23を有する。
なお、側部シール19の幅が広げられた把持部21は、下方から上方へ向けて漸次その幅が拡大する形状であるが、その形状、配置、数は限定されるものではなく、容器本体10の形態に応じて適宜設定できる。また、ノッチ22は、フィルムの引き裂きのきっかけとなる構成であれば良く、例えばU字形状の切り欠きやI字形状の切り込みなどであっても良い。また、貫通孔23の形状や大きさは特に限定されるものではなく、例えば多角形状や楕円形状などであっても良い。また、ノッチ22、及び貫通孔23は、把持部21と異なる側部シール19に形成されても良い。
開封予定部24は、容器本体10の上端(開口15)から所定の間隔を有し、ノッチ22から上端に沿って左右方向に延びる。開封予定部24は、容器本体10を構成するフィルムの強度が弱められた弱め線であり、表面部16、及び裏面部17に形成されている。開封予定部24は、容器本体10を構成するフィルムがノッチ22を起点に引き裂かれる際に伝播する裂け目を開封予定部24の上に誘導する機能を有する。弱め線としては、例えばフィルムの内面側または外面側からその厚さ方向の途中まで切れ目が入ったハーフカットが挙げられる。なお、貫通孔23は、開封予定部24と交わらない位置に設けることが好ましく、ノッチ22を起点にしたフィルムの引き裂きを妨げることがない。
透液性を有する仕切り部材11は、可撓性を有する帯状のシートであり、容器本体10の内部に取り付けられる。仕切り部材11としては、柔軟性を有し、内容物の物性に影響を与えることがない材料、例えばパルプ、綿、麻、絹、合成樹脂などの材料の単体で、あるいは二つ以上を混用して構成される織布や不織布を用いることができる。なお、仕切り部材11は、透液性を有するとともに容器に収容される内容物(固形物)が透過しない構成であれば良く、例えば多数の微細な貫通孔を有する合成樹脂フィルムであっても良く、その構成、材質、厚み、透水率などは内容物に応じて適宜設定される。なお、利便性の観点から、仕切り部材11は、容器本体10を構成するフィルムと同様に、電子レンジでの加熱に対応し得る構成とすることが好ましい。
帯状の仕切り部材11は、容器本体10の開口15以外の外周縁部である例えば下部シール20から開口15へ向けて延びる。より詳細には、仕切り部材11は、容器本体10の底面部18の中央から側部シール19と対向する側、図中では左側の容器本体10の内面に沿うように延びている。帯状の仕切り部材11の短手方向である幅方向の両端部は、長手方向に沿ってそれぞれ表面部16の内面と裏面部17の内面に接着されている。下部シール20における仕切り部材11の端部は、重ね合わされたフィルムに挟み込まれた状態で接着されている。仕切り部材11の他端は、開口15の近傍であって、側部シール19と対向する側、図中では左側に位置している。そして、この仕切り部材11は、表面部16と裏面部17との間に介在し、容器本体10の内部を2つの領域に仕切るように構成されている。なお、開封性の観点から、仕切り部材11の他端は、開封予定部24よりも下方(底面部18の側)に位置することが好ましく、仕切り部材11による開封不良を防止することができる。
仕切り部材11の容器本体10への接着は、接着剤が用いられる方法であっても構わない。しかしながら、容器本体10を構成する積層体であるフィルムには、シーラント層として、例えば直鎖状低密度ポリエチレンフィルムが用いられているため、熱融着による方法が容易に製造できることから好ましい。したがって、仕切り部材11は、容器本体10を構成するフィルムに熱融着させることができる構成とされることが好ましく、例えば低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、これらの混合物からなる樹脂などで構成される不織布が挙げられる。
再封部材12は、互いに液密嵌合する雄部材12aと雌部材12bとで構成される、いわゆるジッパーであり、容器本体10の内部に取り付けられる。再封部材12は、容器本体10の開口15以外の外周縁部である側部シール19から左右方向に延び、仕切り部材11に接続する。再封部材12の雄部材12aは、図示せぬ凸状嵌合部が内方を向いた状態で表面部16の内面に接着される。再封部材12の雌部材12bは、凸状嵌合部と液密に嵌合する図示せぬ凹状嵌合部が内方を向いた状態で裏面部17の内面に接着される。側部シール19における再封部材12の端部は、重ね合わされたフィルムに挟み込まれた状態であって、側部シール19に入り込んだ状態で接着される。なお、再封部材12の端部は、側部シール19と接合されていれば良く、側部シール19が内方側へ突出し再封部材12の端部と接合する突出部を有する構成であっても良い。再封部材12の他端部の側は、仕切り部材11に接着され、その先端は仕切り部材11に挟み込まれた状態で接着されている。つまり、再封部材12の両端部は、雄部材12aと雌部材12bの嵌合が外れない状態である。そして、再封部材12は、雄部材12aと雌部材12bを嵌合させることで、表面部16の内面と裏面部17の内面とを液密に接合でき、雄部材12aと雌部材12bの嵌合を外すことで、表面部16の内面と裏面部17の内面とを離間させることができるように構成されている。
このような構成の再封部材12と、再封部材12が接続する仕切り部材11とによって、容器本体10の内部は、内容物を収容する収容室13と、開口15と連通する注出室14との二室に区画されている。したがって、仕切り部材11と再封部材12とで区画された収容室13は、再封部材12によって再封可能に構成されている。つまり、収容室13は、再封部材12の雄部材12aと雌部材12bの嵌合を外すことで開口15と連通した開封状態にすることができ、再封部材12の雄部材12aと雌部材12bを嵌合させることで開口15との連通が遮断された再封状態にすることができる。
再封部材12の材料としては、柔軟性を有し、内容物の物性に影響を与えることがない材料、例えばポリエステル系樹脂、ポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂、その他の各種の樹脂を用いることができる。再封部材12の容器本体10への接着は、接着剤が用いられる方法であっても構わない。しかしながら、容器本体10を構成する積層体であるフィルムには、シーラント層として、例えば直鎖状低密度ポリエチレンフィルムが用いられているため、熱融着による方法が容易に製造できることから好ましい。したがって、再封部材12は、容器本体10を構成するフィルムに熱融着させることができる材料で構成されることが好ましく、例えば低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、これらの混合物からなる樹脂などが挙げられる。なお、利便性の観点から、再封部材12は、容器本体10を構成するフィルムと同様に、電子レンジでの加熱に対応し得る構成とすることが好ましい。
なお、再封部材12は、上述の雄部材12aと雌部材12bとの嵌合による構成に限定されるのもではなく、表面部16の内面と裏面部17の内面とを液密に接合、及び離間させることができ、収容室13を開口15との連通が遮断された再封状態と、開口15と連通した開封状態とにすることができる構成であれば良い。例えば、表面部16の内面と裏面部17の内面に、剥離及び再接着が可能な接着剤が帯状に塗布された構成であっても良い。
以上のように構成される包装容器1の容器本体10の収容室13に開口15から内容物が収容された後、開口15が封止部としての上部シール25によって封止されて包装容器1が密封され、本実施形態に係る充填体50が作製される(図4参照)。つまり、充填体50は、容器本体10の開口15を封止する上部シール25を更に備える包装容器1と、収容室13に収容された内容物とを備える。
上部シール25は、上述の側部シール19と下部シール20と同様に、シーラント層が対向するように重ね合わされたフィルムが熱融着されることによって構成される。つまり、表面部16の内面と裏面部17の内面とが熱融着されることによって構成される。上部シール25は、所定の幅を有し、容器本体10の上端(開口15)に沿って左右方向に延びている。なお、上部シール25は、開封予定部24よりも上方に位置し、開封予定部24を含まないように構成されている。この上部シール25によって気密を保って内容物の酸化等による品質低下を防ぐことができる。なお、上述の貫通孔23は上部シール25に形成されても構わない。
包装容器1に収容される内容物としての被抽出物は、飲料や調味料などを抽出するものであれば良く、例えば飲料の抽出に用いられる茶葉や挽かれたコーヒー豆などの飲料素材や、出汁の抽出に用いられるかつお節、煮干、昆布、干し椎茸などの出汁素材などとすることができる。なお、図4、及び図5に示される充填体50では、内容物として出汁素材である昆布3が収容されている。
このような構成の包装容器1は、ノッチ22を起点に容器本体10を構成するフィルムを引き裂き、容器本体10の上部を切離することで開封される。ここで、容器本体10はノッチ22と開封予定部24を有するため、包装容器1を容易に開封することができる。また、引き裂かれる際に伝播する裂け目は開封予定部24に誘導されるので、仕切り部材11や再封部材12のフィルムとの接合部に伝播せず、開封不良を防止することができる。開封性の観点から、容器本体10はノッチ22や開封予定部24を有することが好ましいものの、包装容器1の容器本体10は、ノッチ22や開封予定部24を備えなくても良く、例えば、表面部16と裏面部17を離間させて封止部としての上部シール25を剥離することによって開封する構成であっても良い。
また、包装容器1の容器本体10や仕切り部材11は可撓性を有するので、収容される内容物によっては、例えば図4における二点鎖線の折り畳み線26で示された部位で包装容器1を折り曲げ、図5に示されるように底面部18が正面を向くように折り畳んだ状態とすることができる。したがって、充填体50の容積を小さくすることができ、携帯性に優れる。また、容器に抽出液が収容される場合と比較して、容積、及び重量が低減されるので、搬送効率が良好である。また、包装容器1は、貫通孔23を有するので、図5に示されるように容積が小さくされて自立できない状態であっても吊り下げて展示させることができ、陳列効率を向上させることができる。そして、詳細については後述するが、包装容器1は、開封された後、収容された内容物から成分を抽出する際の抽出容器として利用することができる。更に、抽出容器としての使用後の包装容器1は、使い捨てができるので、衛生的であり利便性に優れる。また、包装容器1は、図5に示される開封前の状態と同様に、折り畳んだ状態で廃棄することができ、ゴミの減容化が図れる。
次に、本実施形態に係る包装容器1の製造方法について詳細に説明する。図6は、包装容器1の製造工程の一例が模式的に示された概略図である。なお、図6D〜図6Fにおいて、仕切り部材11と再封部材12の記載は省略されている。まず、図6Aに示されるように、容器本体10を構成する1枚のフィルムと、帯状の仕切り部材11と、雄部材12aと雌部材12bとで構成される再封部材12とが用意される。1枚のフィルムは、シーラント層が手前側となるように配置されて左右方向の中央で上下方向と平行に奥側へV字状に窪むように折り込まれる。ここで、V字状に折り込まれた部位を境にして、一方の側、図中では左側のフィルムが表面部16を構成するフィルムとなり、他方の側、図中では右側のフィルムが裏面部17を構成するフィルムとなる。なお、用意されるフィルムには、上端から所定の間隔を有する位置に、上端に沿って平行に延びるここでは図示せぬハーフカットが予め施されており、ハーフカットは開封予定部24となる。
帯状の仕切り部材11は、V字状に折り込まれた部位に沿ってフィルムの下端から上端へ向けて上下方向に延びるように配置される。なお、仕切り部材11の上端はフィルムの上端から所定の間隔を有する。そして、帯状の仕切り部材11は、短手方向である幅方向の両端部が、下端部を残して、長手方向に沿ってそれぞれ表面部16を構成するフィルムのシーラント層と裏面部17を構成するフィルムのシーラント層に、所定の温度、圧力、及び加熱加圧時間の条件で熱融着される。
雄部材12aと雌部材12bとが嵌合した状態の再封部材12は、フィルムの上端から所定の間隔を有し、仕切り部材11の幅方向の中央から裏面部17を構成するフィルムの側、図中では右方向へ向けて延び、雌部材12bが裏面部17を構成するフィルムのシーラント層と対向するように配置される。なお、再封部材12の右端はフィルムの右端から所定の間隔を有する。そして、再封部材12の雌部材12bが裏面部17を構成するフィルムと仕切り部材11に、所定の温度、圧力、及び加熱加圧時間の条件で熱融着される。
次に、図6Bに示されるように、容器本体10を構成するフィルムをV字状に折り込まれた部位を折り目にして、シーラント層が内面側となって対向するように折り曲げられて重ね合わされる。そして、重ね合わされたフィルムの端、図中では右端が、所定の温度、圧力、及び加熱加圧時間の条件で熱融着され、上端と下端に開口を有する筒状に形成される。ここで、熱融着された箇所は、側部シール19となり、手前に位置するフィルムが表面部16を構成するフィルムであり、奥側に位置するフィルムが裏面部17を構成するフィルムであり、上端の開口が開口15となる。また、仕切り部材11と再封部材12は、筒状フィルムの内部に位置しており、再封部材12の右側の端部は、側部シール19に入り込んだ状態であり、重ね合わされて熱溶着されたフィルムに挟み込まれる。次に、再封部材12の雄部材12aが表面部16を構成するフィルムと仕切り部材11に、所定の温度、圧力、及び加熱加圧時間の条件で熱融着される。
次に、図6Cに示されるように、側部シール19が左右方向の中央に位置するように筒状フィルムを配置し、筒状フィルムの下端が所定の温度、圧力、及び加熱加圧時間の条件で熱融着され、下端の開口が封止される。ここで、再封部材12の雄部材12aと雌部材12bの嵌合は外された状態であり、熱融着された箇所は、下部シール20となる。また、仕切り部材11の下端部は、下部シール20に入り込んだ状態であり、重ね合わされて熱溶着されたフィルムに挟み込まれる。
次に、側部シール19が右端に位置するように、つまり図6Bに示される状態となるように、下端の開口が封止された筒状フィルムを配置する。この際、下部シール20は手前側から奥側へ向けて延びるように位置している。そして、図6Dに示されるように、この筒状フィルムの下部を下部シール20が手前側に来るように左右方向と平行に折り曲げる。ここで、下部シール20は上下方向に延びるように位置し、手前側へ折り曲げられた箇所である折り曲げ部27は、正面視で略長方形状であり、底面部18を構成する部位となる。また、側部シール19の上部近傍における筒状フィルムが、所定の温度、圧力、及び加熱加圧時間の条件で熱融着される。熱融着された箇所は、側部シール19の幅が広がるように側部シール19と連接しており、熱融着された箇所とその近傍の側部シール19が把持部21となる。そして、この把持部21に、外側の端、図中では右端から左方向に延びるV字形状の切り欠きと、手前側から奥側へ貫通する孔とを形成する。形成された切り欠きと孔は、それぞれノッチ22と貫通孔23となる。
次に、図6Eに示されるように、筒状フィルムの折り曲げ部27において、下部シールの一端、図中では上端から所定の間隔を有する位置と、下部シール20の他端、図中では下端から所定の間隔を有する位置とが、それぞれ所定の温度、圧力、及び加熱加圧時間の条件で熱融着される。ここで、熱融着された箇所である2つの補助シール28は、それぞれ下部シール20と直交するように所定の幅を有して左右方向に延びており、折り曲げ部27における側部シール19を中心にして対称に配置されている。
次に、図6Fに示されるように、筒状フィルムの折り曲げ部27において、上部と下部をそれぞれ補助シール28に沿って手前側に折り曲げ、折り曲げられた部位の下部シール20を、折り曲げられていない部位の下部シール20に重ね合わせる。重ね合わされた下部シール20が、所定の温度、圧力、及び加熱加圧時間の条件で部分的に熱融着され、底面部18が形成されて本実施形態に係る包装容器1が製造される。なお、重ね合わされた下部シール20は、接着剤を用いて接着されても良く、下部シール20ではなく、折り曲げられて重ね合わされた折り曲げ部27の外面が接着されても良い。また、補助シール28が省略された構成であっても良い。しかしながら、包装容器1の自立性の観点から、補助シール28を設ける構成が好ましい。
ここで、包装容器1の製造方法は上述の方法に限定されるものではなく、製袋装置の形態に応じて適宜設計できる。上述の方法では、容器本体10を構成する1枚のフィルムに仕切り部材11と再封部材12とを取り付けるが、例えばロール状に巻かれたフィルムの原反から繰り出されるフィルムに仕切り部材11と再封部材12とを取り付ける方法であっても良い。このような場合には、図6Aに示されるV字状の折り込みは、原反から繰り出されるフィルムの繰り出し方向と平行に延びるように形成される。そして、仕切り部材11と再封部材12を熱融着させ、フィルムをV字状の折り込みに沿って繰り出し方向と平行に折り曲げて重ね合わせ、その端を熱融着させて筒状に形成し、所定の長さで切断することによって図6Bに示される筒状フィルムが形成される。
また、容器本体10を構成する1枚のフィルムが半分に折り曲げられて重ね合わされ、端を熱融着させて筒状フィルムを形成し、この筒状フィルムの内部に仕切り部材11と再封部材12を取り付ける方法であっても構わない。なお、仕切り部材11と再封部材12の筒状フィルムへの取り付け順序は特に限定されるものではなく、例えば、再封部材12の一端部を仕切り部材11に熱融着した後、仕切り部材11と再封部材12を筒状フィルムの内部に熱融着しても良い。
また、容器本体10は、表面部16を構成するフィルムと裏面部17を構成するフィルムの2枚のフィルムで構成されても良い。このような場合には、2枚のフィルムをシーラント層が対向するように重ね合わせ、左右の両端を熱融着させることによって筒状フィルムが形成され、左右の両端に側部シール19が形成される。
また、図6Cに示される筒状フィルムの下端の熱融着は、側部シール19が左右方向の端に位置した状態、つまり図6Bに示される状態でされても良い。なお、このような構成の場合には、底面部18を形成するための筒状フィルムの折り込み方法が異なる。図示による説明は省略するが、筒状フィルムの下部であって、側部シール19が位置する右側とその反対側である左側とを、それぞれ内方(中央)へ窪むように正面視でV字状に折り込む。V字状に折り込まれた部位の上端を折り目とし、下部シール20が手前側に来るように折り曲げる。この際、底面部18を形成する部位は正面視で六角形状となり、下部シール20は左右方向に延びるように位置し、左右の端部には三角形状のベロ部が形成される。ベロ部はV字状に折り込んだ際の下側の部分である。この左右のベロ部をそれぞれ中央の側へ折り返し、重ね合わされた部位を部分的に接着することで、底面部18が形成される。なお、角底の底面部18を形成する筒状フィルムの折り込み方法は特に限定されるものではない。
次に、本実施形態に係る包装容器1の抽出容器としての利用方法について詳細に説明する。図7は、包装容器1による抽出工程の一例が示された概略図であり、図7Aには内容物から成分を抽出する状態が示され、図7Bには抽出液を注出する状態が示される。以下では、内容物が出汁素材の一例である昆布の場合を例示し、出汁の抽出時における包装容器1の利用方法について説明する。ここで、図7Bには注出時における出汁の流れが矢印dによって示されている。
図5に示される内容物として昆布3が包装容器1の内部に収容された上で密封された充填体50において、上述したように、ノッチ22を起点に容器本体10を構成するフィルムを引き裂いて容器本体10の上部を切離し、包装容器1を開封する。次に、再封部材12の雄部材12aと雌部材12bの嵌合を外し、開封によって形成された開口15aと収容室13とを連通させる。そして、図7Aに示されるように、底面部18を含む包装容器1の折り畳まれた部位を押し広げ、底面部18を載置して包装容器1を自立させた後、開口15aから収容室13に所定の量の水を注入する。なお、仕切り部材11は透液性を有するため、収容室13に注入された水は仕切り部材11を透過して注出室14にも行き渡る。
ここで、包装容器1は自立可能であるので、水を注入する際に包装容器1を安定して載置させることができて、水の注入(抽出動作)が容易となり、使い勝手が良い。また、包装容器1は把持部21を有するので、把持部21を把持して包装容器1の自立を補助した状態で水を注入することができ、包装容器1の予期せぬ転倒を防止することができ、使い勝手が良い。
次に、再封部材12の雄部材12aと雌部材12bを嵌合させ、開口15aと収容室13との連通を遮断し、包装容器1ごと電子レンジで所定の時間加熱する。ここで、開口15aと注出室14とは連通しており、収容室13と注出室14とは透液性を有する仕切り部材11によって一部が区画されているので、電子レンジの加熱によって包装容器1の内部の圧力が過剰に高まることはなく、包装容器1の破裂や破損が生じることはない。したがって、包装容器1を電子レンジの加熱による内圧の増加に耐え得る強度としたり、減圧機構を設けたりする必要がなく、コストの低減が図れる。この電子レンジの加熱よって内容物としての昆布3から成分が抽出され、抽出液としての出汁が得られる。なお、内容物が例えば茶葉などである場合には、水やお湯を用いることによって電子レンジでの加熱をすることなく、その成分が抽出された抽出液としてのお茶なども得ることができる。
そして、図7Bに示されるように、把持部21を把持して包装容器1を仕切り部材11の側、図中では左側に傾倒することで、開口15aの左側から出汁を注出することができる。したがって、包装容器1は、開封された後、収容された内容物から成分を抽出する際の抽出容器として利用することができ、利便性に優れる。
ここで、再封部材12は雄部材12aと雌部材12bが液密に嵌合しているため、収容室13内の出汁は、仕切り部材11を透過して注出室14へ流れるように規制される。そして、仕切り部材11は、把持部21とは反対の側である左側の容器本体10の内面に沿うように延びているので、出汁の注出が開口15aの左側に規制されて、使い勝手が良い。また、出汁の注出速度は、包装容器1の傾倒角度によって調整できるとともに、その最大速度は、再封部材12の仕切り部材11と接合される側の端部における注出室14の断面積によってある程度規制することができるため、所定の位置に出汁を注出しやすく、使い勝手が良い。また、包装容器1は、別部材の注出具を備えることなく所定の位置から出汁を注出することができ、コストの低減が図れる。また、収容室13にある出汁は仕切り部材11を透過した後に注出されるため、出汁は被抽出物としての昆布3が混入した状態で注出されることがなく、使い勝手が良い。また、抽出容器としての使用後の包装容器1は、使い捨てができるので、衛生的であり利便性に優れる。また、包装容器1は、図5に示される開封前の状態と同様に、折り畳んだ状態で廃棄することができ、ゴミの減容化が図れる。
ここで、包装容器1の構成は上述の構成に限定されるものではない。上述で例示された容器本体10の包装形態は角底袋であるが、例えばスタンディングパウチ、二方シール袋、三方シール袋、ガゼット袋、合掌袋など各種の包装形態から選択して用いることができる。なお、抽出作業性の観点から、容器本体10は自立可能な形態であることが好ましく、抽出の際に加熱されてフィルムの剛性が低下した状態であっても安定した自立ができる角底袋であることがより好ましい。
また、仕切り部材11と再封部材12は、容器本体10の内部を、内容物を収容する収容室13と、開口15と連通する注出室14との二室に区画されるように配置されていれば良く、例えば再封部材12が仕切り部材11の上端部と接続する構成であっても良く、仕切り部材11が開口15以外の外周縁部である側部シール19や表面部16と裏面部17との接合部であるフィルムの折り目から延びる構成であっても良い。また、表面部16の内面と裏面部17の内面とが熱融着された接続シールを介して再封部材12が仕切り部材11と接続する構成であっても良い。なお、抽出作業性の観点から、仕切り部材11は、開口15の側の端(上端)が、把持部21と対向する側の外周縁部の近傍に位置するように配置されることが好ましい。このような構成にすることで、注出時の注出液の流れが安定し、抽出作業が容易となる。また、再封部材12は、開口15(上端)の近傍であって、開口15(上端)や開封予定部24と略平行に延びるように配置されることが好ましい。このような構成にすることで、再封部材12が開封時に形成される開口15aに沿うようになるので、雄部材12aを雌部材12bに嵌合しやすくなり、抽出作業が容易となる。
また、包装容器1は、抽出に用いる水やお湯などの液体を計量するための目盛を容器本体10に有する構成であっても良い。目盛としては、例えば容器本体10を構成するフィルムを透明や半透明とするとともに、このフィルムの印刷層に印刷された目印が挙げられる。このような構成にすることで、抽出する際に用いる液体を包装容器1に注入しながら計量することができ、使い勝手が良い。
また、包装容器1は、図8、図9に示されるような構成であっても良い。ここで、図8は別の実施形態に係る包装容器2の一例が示された概略正面図であり、図9は補強部材30の外面側が示された概略展開図である。なお、包装容器2は、上述の包装容器1において更に補強部材30を備える構成であり、補強部材30以外は包装容器1と同様の構成である。そして、上述の包装容器1と同様の構成については同一の符号を付した上で、その説明を省略する。
包装容器2は、包装容器1と同様に、容器本体10と、仕切り部材11と、再封部材12とを備える。そして、包装容器2は、更に容器本体10の外面に取り付けられる補強部材30を備える。補強部材30は、紙を基材とする帯状の積層体で構成され、容器本体10を構成するフィルムよりも高い剛性と断熱性とを有し、容器本体10を自立状態により確実に保持する機能を有する。
補強部材30を構成する積層体としては、例えば、外側から順に、外層、紙基材層、内層が積層された3層構造とすることができる。
紙基材層は、主強度材であり、例えばミルク原紙、純白ロール紙、コート紙、クラフト紙、板紙、加工紙、その他の各種紙材を用いることができる。紙基材層に用いる紙材の坪量は、取り付けられる容器本体10の形態に応じて適宜決定することができ、坪量は、80g/m2〜600g/m2であることが好ましく、100g/m2〜450g/m2であることがより好ましい。また、厚さは、110μm〜860μmであることが好ましく、140μm〜640μmであることがより好ましい。紙基材層は、坪量が少なかったり薄すぎたりすると強度が不足しやすくなり、坪量が多かったり厚過ぎたりすると費用が嵩む。
外層、及び内層は、紙基材層を保護する役割を果たすものであり、例えば合成樹脂フィルムが用いられる。外層、及び内装の材料としては、ポリエステル系樹脂、ポリアミド系樹脂、ポリエチレン系樹脂、ポリプロピレン系樹脂、ポリカーボネート系樹脂、ポリアセタール系樹脂、フッ素系樹脂、その他の各種の樹脂を用いることができる。外層、及び内層の厚さは、10μm〜120μmであることが好ましく、20μm〜60μmであることがより好ましい。
補強部材30を構成する積層体は、容器本体10を構成するフィルムよりも高い剛性を有するものであれば良く、その層構成は限定されるものではなく、例えば紙基材層の表面、外層の表面や裏面には、印刷層が設けられても良い。また、各層の積層方法も限定されるものではない。なお、利便性の観点から、補強部材30を構成する積層体は、容器本体10を構成するフィルムと同様に、電子レンジでの加熱に対応し得る構成とすることが好ましい。
補強部材30は、底面視で長方形状である底部31と、底部31を介して連接され、上方(開口15)へ向かって延び、正面視で長方形状である一対の側部32とを有し、鉛直断面視で略U字形状に形成されている。補強部材30の左右方向の幅は、容器本体10の底面部18の形状に合わせて対応している。
一対の側部32の上端は、開封予定部24の下方かつ近傍に位置している。また、一対の側部32は、外方へ突出するように折り曲げられた2つの山折り部33をそれぞれ有する。側部32が有する2つの山折り部33は、所定の間隔を有し、底部31との接合部から上端まで直線的に延びている。この山折り部33によって、側部32の鉛直方向の荷重に対する剛性が向上されている。なお、山折り部33の数や配置は特に限定されるものではなく、例えば側部32の左右方向の中央に1つの山折り部33が形成される構成であっても良い。また、山折り部33は、その端が底部31との接合部や上端と接続しない構成であっても良い。また、側部32は、山折り部33が形成されない構成であっても良い。また、側部32は、上方へ向かって左右方向の幅が変化する構成であっても良く、例えば正面視で台形状や三角形状であっても良い。
少なくともいずれか一方の側部32は、底部31との接合部から所定の間隔を有し、左右方向に延びる折り目線34を有する。折り目線34は、補強部材30を構成する積層体を内方へ突出するように折り曲げやすくするものである。折り目線34としては、例えば積層体を折り曲げることによって形成される折り曲げ跡や、積層体の内面側からその厚さ方向の途中まで切れ目が入ったハーフカットなどが挙げられる。
このような構成の補強部材30は、紙を基材とする帯状の積層体が短手方向と平行に延びる2箇所の折り曲げ部35で折り曲げられて形成される(図9参照)。2つの折り曲げ部35によって挟まれた領域が底部31となり、折り曲げ部35よりも長手方向の端の側の領域がそれぞれ側部32となる。そして、折り曲げ部35は底部31と側部32との接合部となる。なお、補強部材30は、底部31、及び一対の側部32に対応する3つの積層体がつなぎ合わされて構成されても良い。
補強部材30は、底部31の内表面が容器本体10の底面部18に部分的に接着され、一対の側部32の内表面が容器本体10の表面部16と図示せぬ裏面部17にそれぞれ部分的に接着されることで容器本体10に取り付けられる。なお、補強部材30の容器本体10への接着方法は、特に限定されるものではなく、例えば接着剤が用いられる方法や熱融着による方法であっても良い。また、補強部材30は、一対の側部32のみ、容器本体10の表面部16と裏面部17に接着される構成であっても良い。
このような構成の包装容器2は、補強部材30の底部31によって平坦な載置面を確保することができ、補強部材30の側部32によって鉛直方向の荷重に対する剛性が向上される。したがって、包装容器2は、より安定した自立状態で載置でき、上述した抽出時の動作が容易となり、使い勝手が良い。また、抽出液を注出する際に、把持部21とともに補強部材30を把持して包装容器2を傾倒させることができるので、抽出液が高温であっても容易に注出することができ、使い勝手が良い。なお、側部32の上端は、再封部材12よりも上方かつ開封予定部24より下方に位置することが好ましい。このような構成にすることで、包装容器2の開封性を低下させることなく、自立時の安定性をより効果的に向上することができる。
また、補強部材30は折り目線34を有するので、折り目線34で側部32を折り曲げ、図10に示されるように底部31が正面を向くように折り畳んだ状態とすることができる。ここで、図10は別の実施形態に係る包装容器2が折り畳まれた状態が示された概略正面図である。なお、折り目線34は、図4に示される折り畳み線26に対応しており、側部32を折り目線34で折り曲げる際に、容器本体10は、図5に示されるように折り畳まれる。したがって、包装容器2は、上述の包装容器1と同様に、携帯性、搬送効率、陳列効率などに優れる。
ここで、補強部材30は上述の構成に限定されるものではなく、容器本体10を自立させるような構成であれば良く、例えば有底筒状に形成されて内部に容器本体10を収容するような構成であっても良い。補強部材30は、紙を基材とする積層体以外の部材、例えば厚紙、ボール紙、段ボール、熱可塑性樹脂の板状部材などで構成されても良い。また、補強部材30は、内容物の物性に影響を与えることがない材料で構成される場合には、容器本体10の内部に取り付けられる構成であっても良い。
本実施形態に係る包装容器1、2にはサイズによる限定はなく、種々のサイズに対して適用することができる。例えば、包装容器1、2の容積が500ml以上、3000ml以下であっても良い。なお、包装容器1、2は、大きな設計変更をすることなく容積を変更でき、設計の自由度が高く、一度に多量の抽出液を得ることも可能となる。また、包装容器1、2は折り畳むことができるので、容積の増加にともなう携帯性、搬送効率、陳列効率などの低下が少ない。
以上に説明がなされたように、本実施形態に係る包装容器1、2は、上端に開口15を有する容器本体10と、透液性を有し、容器本体10の開口15以外の外周縁部から延びる仕切り部材11と、容器本体10の開口15以外の外周縁部から延び、仕切り部材11に接続する再封部材12と、を備え、容器本体10の内部は、仕切り部材11と再封部材12によって、被抽出物を収容する収容室13と、開口15と連通する注出室14との二室に区画されるように構成されている。
本実施形態に係る構成によれば、容器に抽出液が収容される場合と比較して、容積、及び重量が低減されるので、搬送効率が良好である。更に、本実施形態の構成によれば、包装容器1、2は、抽出時に抽出液を内部に保持できる強度であれば良い。そして、搬送時の衝撃に対しても、液体が収容された状態で破裂しない程の強度は必要なく、液体が収容される前の状態で密封性や機能が損なわれない強度があれば良く、コストの低減が図れる。更に、本実施形態の構成によれば、包装容器1、2を収容された内容物から成分を抽出する抽出容器として利用することができ、利便性に優れる。更に、本実施形態の構成によれば、包装容器1、2は、使い捨てができるので、衛生的であり利便性に優れる。更に、本実施形態の構成によれば、別部材の注出具を備えることなく抽出液を注出することができ、コストの低減が図れる。
したがって、本実施形態によれば、携帯性に優れ搬送効率が良好であり、内容物の成分を抽出する抽出容器としても利用できて利便性に優れる包装容器1、2、及び充填体50を提供することができる。