JP6846741B2 - アルミダイカスト品の絶縁塗装方法 - Google Patents
アルミダイカスト品の絶縁塗装方法 Download PDFInfo
- Publication number
- JP6846741B2 JP6846741B2 JP2017082865A JP2017082865A JP6846741B2 JP 6846741 B2 JP6846741 B2 JP 6846741B2 JP 2017082865 A JP2017082865 A JP 2017082865A JP 2017082865 A JP2017082865 A JP 2017082865A JP 6846741 B2 JP6846741 B2 JP 6846741B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- powder
- powder coating
- coating material
- aluminum die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
Description
アルミダイカスト品は比較的軽量で且つ複雑な形状が作り易いことから、自動車等のホイール、機械部品、門扉等の金物、建築部材等に広く利用されており、その中には、特許文献1に記載のように、強度や靱性の向上のために、上記した粉体焼付け塗装が施されているものもある。
而して、複数のバッテリーを固定するものとして従来からアルミ製が利用されているが、いずれも圧延材であり、複雑な形状に対応できるダイカスト品に代替できれば、バッテリーシステム全体の構造の自由度も大きくなり、技術開発に大きく貢献できるものと考えられる。
一方、ダイカスト品には元々多数の巣穴が形成されていることもあり、ピンホールの無い塗膜を形成することは難しく、予め空焼きするか、溶剤塗料や粉体塗料のプライマー等を予備塗装した上で粉体焼付け塗装をしているが、それでもピンホールの発生を高い精度で阻止することは難しい。そのため、従来は絶縁目的では250〜400μm程度と比較的膜厚を大きくしてその膜厚効果を利用しており、190μm以下の薄い膜厚では絶縁塗装に成功した例を未だ聞いたことがない。
<被塗物>
本発明の対象となっている被塗物はアルミダイカスト品である。
アルミダイカスト品は、ダイカスト鋳造用の化学組成のアルミニウム合金溶湯を脱ガス、脱滓処理した後、ダイカスト鋳造したものである。その内部には、引け巣や巻き込み巣が形成されている。これらは、形成原因は異なるが、いずれも空洞であり、まとめて巣穴と呼ばれている。
アルミダイカスト品は金型から取り出した後に、表面処理を施して、この段階でできる限りのピンホール対策を施す。
先ず、金型の離型剤がアルミダイカスト品に付着しているので、脱脂処理を施す。
次に、アルミダイカスト品にはバリや凹凸が出るので、大きいバリは切削で除去し、更にショットブラストにより小さいバリを除去すると共に平滑にする。
そして、上記した処理の後には、ゴミや埃が付着しないよう、静電気付着対策としてイオナイザーを作動した雰囲気下においておく。
上記前処理されたアルミダイカスト品を、粉体焼付け塗装に供する。
粉体塗料には、塗膜の主成分となる樹脂が含まれるが、これには、エポキシ樹脂、ポリエステル樹脂、エポキシポリエステル樹脂等があり、用途に応じて使い分けられているが、本発明の場合には、電気絶縁が要求される用途なので、現在その用途での主流となっているエポキシ樹脂が含まれるものを使用する。
なお、後述するように、本発明では、2回塗装するため、1回目と2回目で、粉体の大きさを変えたり、塗料どうしの相性が良ければ種類を変えたりすることも可能である。
この段階でのピンホール対策としては、従来から、予め被塗物を空焼きするか、溶剤や粉体のプライマー等を使用して予備塗装することが提案されているが、本発明では、これらの対策は取らない。
高周波誘導加熱方式では、高周波を利用して被塗物を加熱し、被塗物に付着した粉体塗料を被塗物に接触する側から融解し化学反応によりネットワーク状の組織を形成するようになっている。
しかしながら、本発明では、2コート2ベーク目を実施しており、2ベーク段階で誘導加熱を有効に働かせることで、塗着した2コート目の粉体塗料が融解し、ピンホールも無く、且つ表面平滑性も良い塗膜を形成することに成功している。1ベーク目で発生したピンホールが埋められたのか、もしくは空洞として内部に残されているのかは不明であるが、2ベーク後の塗面にはそのピンホールの痕跡は残っていない。
1コート目の粉体塗料の焼付け温度を、標準焼付け温度よりも稍高い温度にし、2コート目の粉体塗料の焼付け温度を、標準焼付け温度程度にすることが好ましい。
従って、粉体塗料の種類が同じであれば、1コート目の粉体塗料の焼付け温度を、2コート目の粉体塗料の焼付け温度より、20〜50℃程度高くすることが推奨される。
また、1コート目の粉体塗料の塗着膜厚を厚く、2コート目の粉体塗料の塗着膜厚を薄くすることが好ましい。
具体的には、1コート目で粉体塗料の塗着膜厚を70〜120μmにして、2コート目で粉体塗料の塗着膜厚を30〜70μmにすることが好ましい。
1ベーク目を高い温度で行うことで、ガスの出し尽くし効果が期待され、更に、1コート目を厚くすることで、2ベーク段階でのガス発生抑制効果が期待される。従って、温度と膜厚の調節を共に行った場合に、より良い効果が期待される。
なお、1ベーク目を高い温度で行うといっても、高周波誘導加熱方式による焼付け乾燥の許容範囲内であることが前提となっている。
上記した絶縁塗装方法を実施するための粉体焼付け塗装装置1の一例を以下に示す。
図1は、粉体焼付け塗装装置1の全体的な構成図である。
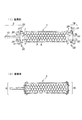
この装置で処理される被塗物としてのアルミダイカスト品3の一例は、図2に示すバッテリー用の絶縁カートリッジの一部をなすものであり、矩形プレート状で多数の装着孔5が形成されている。
このアルミダイカスト品3の長手方向両端側には複数のボルト孔7が設けられており、この部分のマスキングが必要になっている。
符号19は上記とは別のマスキング治具を示す。このマスキング治具19は支え軸13を設けられていないだけで、その他の構成はマスキング治具9と同じになっている。
アルミダイカスト品3の長手方向両端側からそれぞれマスキング治具9、19をスライド移動させアルミダイカスト品3を挟み込む。その状態では、連通孔17がアルミダイカスト品3のボルト孔7と連通しているので、そこにボルト20を通して締めることで、連結させる。
なお、図2は、ボルト孔7と連通孔17は、孔縁が視認し易くなるよう、孔縁の輪郭線が実線で示されている。
粉体焼付け塗装装置1には、環状軌道の搬送ライン21に、塗装部23が二か所、加熱部25が二か所、エア吹き落とし部27が二か所設けられており、第1コートベーク部(塗装部23〜加熱部25〜エア吹き落とし部27)〜第2コートベーク部(塗装部23〜加熱部25〜エア吹き落とし部27)の順に配置されており、そこを通過するときに各処理が施される。
従って、アルミダイカスト品3は搬送ライン21を一周すると、2コート2ベークが完了したことになる。
塗装部23では、塗装ガン24が下側を向いており、アルミダイカスト品3がその下方を通過するようになっている。アルミダイカスト品3はそこで軸周りに回転するので両板面及び両板部の表面に粉体塗料が万遍無く吹き付けられ塗着する。なお、部室内はバキュームを使用して負圧に維持され、且つイオナイザーが併用されており、塗装装置に粉体塗料が付着しないようになっている。
加熱部25では、平面状ワークコイル26、26で上下から挟むようになっており、ワークコイル26への高周波電源の供給により、アルミダイカスト品3が誘導加熱される。
エア吹き落とし部27では、エアを吹き付けて、マスキング治具9、19上に乗っている余分な粉体塗料が落とされて清掃される。
ベークの後には、次の処理部まで、搬送ライン21上に間隔が開けられており、そこで放冷される。すなわち、冷却部29として働く。
なお、加熱部は、昇温速度は大きく、約150秒で240℃まで昇温できるものとした。使用した粉体塗料は、高周波誘導加熱方式に適用する場合には、220℃を最適焼付け温度とし、そのプラスマイナス20℃以内が標準焼付け温度の範囲となっている。
(実施条件1)
第1コートベーク部では、塗装無しで、260℃まで加熱した後冷却して、空焼き効果を狙った。
第2コートベーク部では、120〜150μmに塗着し、220℃まで加熱した後、清掃し、冷却して処理を終了した。なお、粉体塗料の流動性を良くするため、他の実施条件よりも細かくした粉体塗料を使用した。
第1コートベーク部では、50〜80μmに塗着し、230℃まで加熱した後、清掃し、冷却して処理を終了した。
第2コートベーク部では、80〜100μmに塗着し、230℃まで加熱した後、清掃し、冷却して処理を終了した。
(実施条件3)
第1コートベーク部では、50〜80μmに塗着し、240℃まで加熱した後、清掃し、冷却して処理を終了した。
第2コートベーク部では、60〜100μmに塗着し、220℃まで加熱した後、清掃し、冷却して処理を終了した。
第1コートベーク部では、50〜80μmに塗着し、210℃まで加熱した後、清掃し、冷却して処理を終了した。
第2コートベーク部では、60〜100μmに塗着し、240℃まで加熱した後、清掃し、冷却して処理を終了した。
(実施条件5)
第1コートベーク部では、40〜50μmに塗着し、210℃まで加熱した後、清掃し、冷却して処理を終了した。
第2コートベーク部では、100〜120μmに塗着し、240℃まで加熱した後、清掃し、冷却して処理を終了した。
第1コートベーク部では、70〜120μmに塗着し、240℃まで加熱した後、清掃し、冷却して処理を終了した。
第2コートベーク部では、30〜70μmに塗着し、220℃まで加熱した後、清掃し、冷却して処理を終了した。
(実施条件2)〜(実施条件5)では、ピンホールは殆ど認められず、絶縁効果も期待できた。
(実施条件6)では、ピンホールは確認できず、圧延材に処理した場合に匹敵する表面平滑性が得られ、格段の絶縁効果が期待できた。
9…マスキング治具 11…受け部 13…支え軸 15…包持部
17…連通孔 19…別のマスキング治具 20…ボルト
21…搬送ライン 23…塗装部 24…塗装ガン
25…加熱部 26…ワークコイル 27…エア吹き落とし部
Claims (2)
- 被塗物であるアルミダイカスト品上に、第1の粉体塗料を静電方式で塗着させ、高周波誘導加熱方式で焼付け乾燥により加熱融解後冷却して下側の粉体塗膜を形成した後に、その上に第2の粉体塗料を静電方式で塗着させ、高周波誘導加熱方式で焼付け乾燥により加熱融解後冷却して上側の粉体塗膜を形成することで、絶縁性を付与するアルミダイカスト品の絶縁塗装方法であって、
前記第2の粉体塗料の焼付け温度を、標準焼付け温度にし、前記第1の粉体塗料の焼付け温度を、前記第2の粉体塗料の焼付け温度よりも20℃高い温度にし、
前記第1の粉体塗料と前記第2の粉体塗料を同じ種類のものとし、
前記第1の粉体塗料を、前記第2の粉体塗料よりも厚く塗着することを特徴とする絶縁塗装方法。 - 請求項1に記載したアルミダイカスト品の絶縁塗装方法において、
第1の粉体塗料を70〜120μm、第2の粉体塗料を30〜70μmの厚さでそれぞれ塗着することを特徴とする絶縁塗装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017082865A JP6846741B2 (ja) | 2017-04-19 | 2017-04-19 | アルミダイカスト品の絶縁塗装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017082865A JP6846741B2 (ja) | 2017-04-19 | 2017-04-19 | アルミダイカスト品の絶縁塗装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018176112A JP2018176112A (ja) | 2018-11-15 |
| JP6846741B2 true JP6846741B2 (ja) | 2021-03-24 |
Family
ID=64280472
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017082865A Active JP6846741B2 (ja) | 2017-04-19 | 2017-04-19 | アルミダイカスト品の絶縁塗装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6846741B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114149720A (zh) * | 2021-11-17 | 2022-03-08 | 浙江富佰特材科技有限公司 | 一种静电喷涂的高耐腐蚀绝缘钢轨 |
| KR102447942B1 (ko) * | 2022-04-25 | 2022-09-27 | 주식회사 동우씨제이 | 다이캐스팅 제품에 대한 분체도장 방법 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05104059A (ja) * | 1991-10-14 | 1993-04-27 | Soufuku Koki Kk | 粉体塗物の焼付乾燥方法 |
| JP3992337B2 (ja) * | 1997-11-25 | 2007-10-17 | 大日本塗料株式会社 | 鉄構造物の粉体塗料による塗装方法 |
| JP2003080166A (ja) * | 2001-09-10 | 2003-03-18 | Dainippon Ink & Chem Inc | 複層塗膜形成方法 |
| JP5186513B2 (ja) * | 2010-01-26 | 2013-04-17 | 東芝三菱電機産業システム株式会社 | 誘導加熱装置 |
-
2017
- 2017-04-19 JP JP2017082865A patent/JP6846741B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018176112A (ja) | 2018-11-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013500154A (ja) | 金属粒子を含む少なくとも一つの防食性液体コーティング剤を加工品に塗布するための方法及び装置。 | |
| JPH08246943A (ja) | シリンダ孔壁がコーティングされたエンジンブロックを製造する方法 | |
| JP6846741B2 (ja) | アルミダイカスト品の絶縁塗装方法 | |
| KR101160509B1 (ko) | 반도체 제조설비용 배관의 내부면 불소수지 코팅방법 | |
| US7455881B2 (en) | Methods for coating a magnesium component | |
| JP2001503478A (ja) | 無機コーティングを電気伝導体に施す方法 | |
| CN107805809A (zh) | 一种汽车模具表面涂膜修复工艺 | |
| CN102812154B (zh) | 涂层设备清洁方法 | |
| CN102756515A (zh) | 一种陶瓷覆铝基板及其制备方法 | |
| CN107127122A (zh) | 一种喷塑工艺流程 | |
| CN111468377A (zh) | 一种工业用电机的转子及其热电涂粉方法 | |
| CN118256853A (zh) | 一种复合重熔涂层及其制备工艺 | |
| JP6019850B2 (ja) | 可鍛鋳鉄の熱処理方法および鋳物の製造方法 | |
| RU2621088C1 (ru) | Способ получения покрытия на стальной пластине | |
| JP2020063759A (ja) | 内面被覆鋼管の製造方法 | |
| JP3356960B2 (ja) | 鋳鉄管の溶射方法 | |
| CN113037034B (zh) | 一种铁芯热浸涂敷工装、系统及方法 | |
| US9909207B1 (en) | Ion vapor deposition of aluminum on non-metallic materials | |
| KR102435986B1 (ko) | 코팅 장치 및 코팅 방법 | |
| CN102950092B (zh) | 一种加温固化类喷漆零件的绝缘保护方法 | |
| CN106077910B (zh) | 一种加油管的焊接方法 | |
| US20200173005A1 (en) | Method of coating a workpiece | |
| CN111424201A (zh) | 一种镁合金压铸件的改性处理方法 | |
| CN106269439B (zh) | 镀铬夹具的绝缘保护方法 | |
| GB2478641A (en) | Masking means and methods of use |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20170508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20170508 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190611 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200713 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200818 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201008 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6846741 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |