JP6848076B2 - フィルム状焼成材料、及び支持シート付フィルム状焼成材料 - Google Patents
フィルム状焼成材料、及び支持シート付フィルム状焼成材料 Download PDFInfo
- Publication number
- JP6848076B2 JP6848076B2 JP2019542004A JP2019542004A JP6848076B2 JP 6848076 B2 JP6848076 B2 JP 6848076B2 JP 2019542004 A JP2019542004 A JP 2019542004A JP 2019542004 A JP2019542004 A JP 2019542004A JP 6848076 B2 JP6848076 B2 JP 6848076B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- firing
- firing material
- support sheet
- metal particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/062—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts
- B22F7/064—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools involving the connection or repairing of preformed parts using an intermediate powder layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/02—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers
- B22F7/04—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite layers with one or more layers not made from powder, e.g. made from solid metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/10—Metallic powder containing lubricating or binding agents; Metallic powder containing organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/20—Conductive material dispersed in non-conductive organic material
- H01B1/22—Conductive material dispersed in non-conductive organic material the conductive material comprising metals or alloys
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7402—Wafer tapes, e.g. grinding or dicing support tapes
- H10P72/7404—Wafer tapes, e.g. grinding or dicing support tapes the wafer tape being a laminate of three or more layers, e.g. including additional layers beyond a base layer and an uppermost adhesive layer
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/0198—Manufacture or treatment batch processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/25—Noble metals, i.e. Ag Au, Ir, Os, Pd, Pt, Rh, Ru
- B22F2301/255—Silver or gold
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/05—Submicron size particles
- B22F2304/054—Particle size between 1 and 100 nm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B82—NANOTECHNOLOGY
- B82Y—SPECIFIC USES OR APPLICATIONS OF NANOSTRUCTURES; MEASUREMENT OR ANALYSIS OF NANOSTRUCTURES; MANUFACTURE OR TREATMENT OF NANOSTRUCTURES
- B82Y30/00—Nanotechnology for materials or surface science, e.g. nanocomposites
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7416—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7416—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding
- H10P72/742—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used during dicing or grinding involving stretching of the auxiliary support post dicing
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7422—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support used to protect an active side of a device or wafer
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/74—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support
- H10P72/7438—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using temporarily an auxiliary support with parts of the auxiliary support remaining in the finished device
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/01—Manufacture or treatment
- H10W72/013—Manufacture or treatment of die-attach connectors
- H10W72/01331—Manufacture or treatment of die-attach connectors using blanket deposition
- H10W72/01336—Manufacture or treatment of die-attach connectors using blanket deposition in solid form, e.g. by using a powder or by laminating a foil
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
- H10W72/073—Connecting or disconnecting of die-attach connectors
- H10W72/07331—Connecting techniques
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/321—Structures or relative sizes of die-attach connectors
- H10W72/325—Die-attach connectors having a filler embedded in a matrix
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/352—Materials of die-attach connectors comprising metals or metalloids, e.g. solders
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/353—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics
- H10W72/354—Materials of die-attach connectors not comprising solid metals or solid metalloids, e.g. ceramics comprising polymers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/30—Die-attach connectors
- H10W72/351—Materials of die-attach connectors
- H10W72/355—Materials of die-attach connectors of outermost layers of multilayered die-attach connectors, e.g. material of a coating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Dispersion Chemistry (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Die Bonding (AREA)
- Powder Metallurgy (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Materials For Medical Uses (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Ceramic Capacitors (AREA)
Description
本願は、2017年9月15日に、日本に出願された特願2017−177833号に基づき優先権を主張し、その内容をここに援用する。
従来、半導体素子から発生した熱の放熱のため、半導体素子の周りにヒートシンクが取り付けられる場合もある。しかし、ヒートシンクと半導体素子との間の接合部での熱伝導性が良好でなければ、効率的な放熱が妨げられてしまう。
ところで、焼成材料は、例えば半導体ウエハをダイシングにより個片化したチップと基板との焼結接合に使用される。通常、チップと基板は焼成前の焼成材料で仮固定された状態で搬送される。そのため、焼成材料の粘着力が不充分であると、焼成前の搬送時にチップがずれることある。また、焼成材料を焼結させると収縮が発生し、チップと基板との接着性が低下することがある。その結果、焼成後にチップが基板から剥がれることがあり、デバイスとしての長期使用が困難となる。
[1] 焼結性金属粒子及びバインダー成分を含有するフィルム状焼成材料であって、
焼結性金属粒子の含有量が15〜98質量%であり、バインダー成分の含有量が2〜50質量%であり、
温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの平面方向における収縮率が焼成前に対して10%以下であり、体積収縮率が焼成前に対して15〜90%であり、
被着体と接触した状態で、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの被着体との接触率が被着体の接触面積に対して90%以上である、フィルム状焼成材料。
[2] 少なくとも一方の表面の算術平均粗さ(Ra)が0.5μm以下である、[1]に記載のフィルム状焼成材料。
[3] 焼成前のフィルム状焼成材料のシリコンウエハに対する粘着力が0.2mN/25mm以上である、[1]又は[2]に記載のフィルム状焼成材料。
[4] [1]〜[3]のいずれか1つに記載のフィルム状焼成材料と、前記フィルム状焼成材料の少なくとも一方の側に設けられた支持シートと、を備えた支持シート付フィルム状焼成材料。
[5] 前記支持シートが、基材フィルム上に粘着剤層が設けられたものであり、
前記粘着剤層上に、前記フィルム状焼成材料が設けられている、[4]に記載の支持シート付フィルム状焼成材料。
なお、以下の説明で用いる図は、本発明の特徴を分かり易くするために、便宜上、要部となる部分を拡大して示している場合があり、各構成要素の寸法比率等が実際と同じであるとは限らない。
本実施形態のフィルム状焼成材料は、焼結性金属粒子及びバインダー成分を含有するフィルム状焼成材料であって、焼結性金属粒子の含有量が15〜98質量%であり、バインダー成分の含有量が2〜50質量%であり、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの平面方向における収縮率が焼成前に対して10%以下であり、体積収縮率が焼成前に対して15〜90%であり、被着体と接触した状態で、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの被着体との接触率が被着体の接触面に対して90%以上である。ここで、焼結性金属粒子の含有量及びバインダー成分の含有量とは、それぞれ、本実施形態のフィルム状焼成材料において、溶媒以外の全ての成分に対する総質量(100質量%)に対する含有量をいう。なお、焼結性金属粒子の含有量とバインダー成分の含有量との和は、100質量%を超えない。
本発明において、フィルム状焼成材料とは、特に断らない限り、焼成前のものをいう。
図1は、本実施形態のフィルム状焼成材料を模式的に示す断面図である。フィルム状焼成材料1は、焼結性金属粒子10及びバインダー成分20を含有している。
なお、本明細書においては、フィルム状焼成材料の場合に限らず、「複数層が互いに同一でも異なっていてもよい」とは、「すべての層が同一であってもよいし、すべての層が異なっていてもよく、一部の層のみが同一であってもよい」ことを意味し、さらに「複数層が互いに異なる」とは、「各層の構成材料、構成材料の配合比、及び厚さの少なくとも一つが互いに異なる」ことを意味する。
ここで、「フィルム状焼成材料の厚さ」とは、フィルム状焼成材料全体の厚さを意味し、例えば、複数層からなるフィルム状焼成材料の厚さとは、フィルム状焼成材料を構成するすべての層の合計の厚さを意味する。
フィルム状焼成材料は、剥離フィルム上に積層された状態で提供することができる。使用する際には、剥離フィルムを剥がし、フィルム状焼成材料を焼結接合させる対象物上に配置すればよい。剥離フィルムはフィルム状焼成材料の損傷や汚れ付着を防ぐための保護フィルムとしての機能も有する。剥離フィルムは、フィルム状焼成材料の少なくとも一方の側に設けられていればよく、フィルム状焼成材料の両方の側に設けられてよい。両方に設けられる場合、一方は支持シートとして機能する。
焼結性金属粒子は、フィルム状焼成材料の焼成として金属粒子の融点以上の温度で加熱処理されることで粒子同士が溶融・結合して焼結体を形成可能な金属粒子である。焼結体を形成することで、フィルム状焼成材料とそれに接して焼成された物品とを焼結接合させることが可能である。具体的には、フィルム状焼成材料を介してチップと基板とを焼結接合させることが可能である。
上記粒子径の範囲に属する焼結性金属粒子は、焼結性に優れるため好ましい。
フィルム状焼成材料が含む焼結性金属粒子の粒子径は、電子顕微鏡で観察された焼結性金属粒子の粒子径の、投影面積円相当径が100nm以下の粒子に対して求めた粒子径の数平均が、0.1〜95nmであってよく、0.3〜50nmであってよく、0.5〜30nmであってよい。なお、測定対象の焼結性金属粒子は、1つのフィルム状焼成材料あたり無作為に選ばれた100個以上、例えば、100個とする。
粒子径100nm以下の焼結性金属粒子と、粒子径が100nmを超える非焼結性の金属粒子とは、互いに同一の金属種であってもよく、互いに異なる金属種であってもよい。例えば、粒子径100nm以下の焼結性金属粒子が銀粒子であり、粒子径が100nmを超える非焼結性の金属粒子が銀又は酸化銀粒子であってもよい。例えば、粒子径100nm以下の焼結性金属粒子が銀又は酸化銀粒子であり、粒子径が100nmを超える非焼結性の金属粒子が銅又は酸化銅粒子であってもよい。
焼結性金属粒子及び/又は非焼結性の金属粒子の表面に有機物が被覆されている場合、焼結性金属粒子及び非焼結性の金属粒子の質量は、被覆物を含んだ値とする。
バインダー成分が配合されることで、焼成材料をフィルム状に成形でき、焼成前のフィルム状焼成材料に粘着性を付与することができる。バインダー成分は、フィルム状焼成材料の焼成として加熱処理されることで熱分解される熱分解性であってよい。
バインダー成分は特に限定されるものではないが、バインダー成分の好適な一例として、樹脂が挙げられる。樹脂としては、アクリル系樹脂、ポリカーボネート樹脂、ポリ乳酸、セルロース誘導体の重合物等が挙げられ、アクリル系樹脂が好ましい。アクリル系樹脂には、(メタ)アクリレート化合物の単独重合体、(メタ)アクリレート化合物の2種以上の共重合体、(メタ)アクリレート化合物と他の共重合性単量体との共重合体が含まれる。
ここでいう「由来」とは、前記モノマーが重合するのに必要な構造の変化を受けたことを意味する。
ヒドロキシエチル(メタ)アクリレート、2−ヒドロキシプロピル(メタ)アクリレート、4−ヒドロキシブチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシブチル(メタ)アクリレート、3−ヒドロキシブチル(メタ)アクリレートなどのヒドロキシアルキル(メタ)アクリレート;
フェノキシエチル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレートなどのフェノキシアルキル(メタ)アクリレート;
2−メトキシエチル(メタ)アクリレート、2−エトキシエチル(メタ)アクリレート、2−プロポキシエチル(メタ)アクリレート、2−ブトキシエチル(メタ)アクリレート、2−メトキシブチル(メタ)アクリレートなどのアルコキシアルキル(メタ)アクリレート;
ポリエチレングリコールモノ(メタ)アクリレート、エトキシジエチレングリコール(メタ)アクリレート、メトキシポリエチレングリコール(メタ)アクリレート、フェノキシポリエチレングリコール(メタ)アクリレート、ノニルフェノキシポリエチレングリコール(メタ)アクリレート、ポリプロピレングリコールモノ(メタ)アクリレート、メトキシポリプロピレングリコール(メタ)アクリレート、エトキシポリプロピレングリコール(メタ)アクリレート、ノニルフェノキシポリプロピレングリコール(メタ)アクリレートなどのポリアルキレングリコール(メタ)アクリレート;
シクロヘキシル(メタ)アクリレート、4−ブチルシクロヘキシル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンタジエニル(メタ)アクリレート、ボルニル(メタ)アクリレート、イソボルニル(メタ)アクリレート、トリシクロデカニル(メタ)アクリレートなどのシクロアルキル(メタ)アクリレート;
ベンジル(メタ)アクリレート、テトラヒドロフルフリル(メタ)アクリレート、などを挙げることができる。アルキル(メタ)アクリレート又はアルコキシアルキル(メタ)アクリレートが好ましく、特に好ましい(メタ)アクリレート化合物として、ブチル(メタ)アクリレート、エチルヘキシル(メタ)アクリレート、ラウリル(メタ)アクリレート、イソデシル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、及び2−エトキシエチル(メタ)アクリレートを挙げることができる。
アクリル樹脂としては、メタクリレートが好ましい。バインダー成分がメタクリレート由来の構成単位を含有することで、比較的低温で焼成することができ、焼結後に充分な接着強度を得るための条件を容易に満たすことができる。
なお、本明細書において、「質量平均分子量」とは、特に断りのない限り、ゲル・パーミエーション・クロマトグラフィー(GPC)法により測定されるポリスチレン換算値である。
本明細書において「ガラス転移温度(Tg)」とは、示差走査熱量計を用いて、試料のDSC曲線を測定し、得られたDSC曲線の変曲点の温度で表される。
バインダー成分は、焼成前のバインダー成分の総質量(100質量%)に対し、焼成後の質量が10質量%以下となるものであってよく、5質量%以下となるものであってよく、3質量%以下となるものであってよく、0質量%となるものであってもよい。
本実施形態のフィルム状焼成材料は、焼結性金属粒子、バインダー成分、及びその他の添加剤からなるものであってもよく、これらの含有量(質量%)の和は100質量%となる。
本実施形態のフィルム状焼成材料が非焼結性の金属粒子を含む場合には、フィルム状焼成材料は、焼結性金属粒子、非焼結性の金属粒子、バインダー成分、及びその他の添加剤からなるものであってもよく、これらの含有量(質量%)の和は100質量%となる。
本実施形態のフィルム状焼成材料は、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの平面方向における収縮率(A)が、焼成前に対して10%以下のものである。収縮率(A)は5%以下が好ましく、3%以下がより好ましく、0%(すなわち、加圧焼成しても平面方向に収縮しないこと)が最も好ましい。収縮率(A)が上記上限値以下であることで、基板とチップとの接合に用いた際に様々な環境下でチップ剥がれが起きにくい。ここでいう「様々な環境」としては、例えば高湿度環境、高温環境、高湿度高温環境、低温環境や、高温と低温が繰り返される環境などが挙げられる。
収縮率(A)は、下記式(I)より求められる。
収縮率(A)={1−(焼成後のフィルム状焼成材料の平面視形状の面積/焼成前のフィルム状焼成材料の平面視形状の面積)}×100 ・・・(I)
本実施形態のフィルム状焼成材料は、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの体積収縮率(B)が、焼成前に対して15〜90%のものである。体積収縮率(B)は30〜80%が好ましく、40〜70%がより好ましく、50〜60%がさらに好ましい。体積収縮率(B)が上記上限値以下であることで、基板とチップとの接合に用いた際にチップ剥がれが起きにくい。一方、体積収縮率(B)が上記下限値以上であることで、体積収縮の主要因となるバインダー成分が充分に含有されることとなる。
そのため、チップと基板が焼成前のフィルム状焼成材料で仮固定されている状態で搬送される際に、チップずれが起きにくい。
体積収縮率(B)は、下記式(II)より求められる。
体積収縮率(B)={1−(焼成後のフィルム状焼成材料の体積/焼成前のフィルム状焼成材料の体積)}×100 ・・・(II)
本実施形態のフィルム状焼成材料は、被着体と接触した状態で、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの被着体との接触率(C)が、被着体におけるフィルム状焼成材料が貼付される面積(接触面積)に対して90%以上のものである。
例えば、図2に示す、本実施形態のフィルム状焼成材料と被着体とが積層された積層体において、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの被着体との接触率(C)が、被着体におけるフィルム状焼成材料が貼付される面積(接触面積)に対して90%以上である。
接触率(C)は95%以上が好ましく、97%以上がより好ましく、100%(すなわち、加圧焼成しても被着体の接触面積と焼成後のフィルム状焼成材料(焼結体)の接触面の面積が同じこと)が最も好ましい。
例えば、焼成材料を介して基板とチップとを貼り合せて焼成したときに、焼成材料の収縮が著しい場合、チップの裏面(すなわち、焼成材料と接する面)や基板の表面(すなわち、焼成材料と接する面)において、例えば額縁状に焼成材料やその焼結体が存在しない部分が発生する。焼成材料やその焼結体が存在しない部分の面積が大きくなるほど、チップと基板との接着性が低下し、チップ剥がれが起きやすくなる。
接触率(C)が大きくなるほど、被着体の接触面積において焼成材料やその焼結体が存在しない部分の面積が小さいことを意味する。接触率(C)が上記下限値以上であることで、基板とチップとの接合に用いた際にチップ剥がれが起きにくい。
なお、被着体としては、例えばチップ、基板などが挙げられる。
まず、フィルム状焼成材料を介してチップと基板とを貼り合せた後、温度350℃、圧力10MPaの条件で3分間、加圧焼成する。
次いで、チップと基板との界面においてせん断方向から力を加えて、基板からチップを剥がす。
チップとフィルム状焼成材料との界面で剥離した場合、チップの表面(すなわち、フィルム状焼成材料が貼付される面)に見られるフィルム状焼成材料の接着痕の面積を計測し、これを焼成後のフィルム状焼成材料の面積とする。
フィルム状焼成材料が凝集破壊した場合、チップの表面に残存するフィルム状焼成材料を20μm以下の厚さになるまで削った後、フィルム状焼成材料の面積を計測する。これを焼成後のフィルム状焼成材料の面積とする。
なお、フィルム状焼成材料を焼成すると、ボイドが発生することがある。焼成後のフィルム状焼成材料の面積を計測するに際して、ボイド又はその痕跡が認められる場合、ボイドの面積は焼成後のフィルム状焼成材料の面積には含めないものとする。
下記式(III)より、接触率(C)を求める。
接触率(C)=(焼成後のフィルム状焼成材料(焼結体)の面積/フィルム状焼成材料が貼付されるチップ表面の面積)×100 ・・・(III)
本実施形態のフィルム状焼成材料は、少なくとも一方の表面の算術平均粗さ(Ra)が0.5μm以下であることが好ましい。算術平均粗さ(Ra)は0.4μm以下が好ましく、0.3μm以下がより好ましく、0.25μm以下がさらに好ましい。算術平均粗さ(Ra)が上記上限値以下であることで、被着体との接触面積が増え、被着体に対する粘着力が高まる傾向にある。算術平均粗さ(Ra)の下限値は、通常、0.05μm程度である。
算術平均粗さ(Ra)は、例えば、0.05〜0.5μm、0.05〜0.4μm、0.05〜0.3μm、0.05〜0.25μmであってよい。
算術平均粗さ(Ra)は、JIS B0601:2001に準拠して求められるものであり、測定方法の詳細は後述する試験例に示す通りである。
フィルム状焼成材料の半導体ウエハ又はチップと接する側の表面の算術平均粗さ(Ra)が、0.5μm以下であれば、半導体ウエハやチップがフィルム状焼成材料に充分に粘着し、チップと基板が焼成前のフィルム状焼成材料で仮固定されている状態で搬送される際に、チップずれがより起きにくくなる。
本実施形態のフィルム状焼成材料は、焼成前において、シリコンウエハに対する粘着力(D)が0.2mN/25mm以上であることが好ましい。粘着力(D)は0.5mN/25mm以上がより好ましく、1.0mN/25mm以上がさらに好ましい。粘着力(D)が上記下限値以上であることで、チップと基板が焼成前のフィルム状焼成材料で仮固定されている状態で搬送される際に、チップずれがより起きにくくなる。
まず、シリコンウエハの表面を算術平均粗さ(Ra)が0.02μmになるまでケミカルメカニカルポリッシュ処理する。
厚さ50μmのPETフィルム上に作製したフィルム状焼成材料を、幅25mm、長さ100mm以上になるように切断し、切断したフィルム状焼成材料をシリコンウエハの処理面に貼付する。貼付する際、フィルム状焼成材料を室温以上に加熱してもよい。加熱温度は特に限定されないが100℃以下が好ましい。
次いで、シリコンウエハからフィルム状焼成材料を剥離速度300mm/minで剥離させる。このときの剥離は、シリコンウエハ及びフィルム状焼成材料の互いに接触していた面同士が180°の角度を為すように、フィルム状焼成材料をその長さ方向へ剥離させる、いわゆる180°剥離とする。そして、この180°剥離のときの荷重(剥離力)を測定し、その測定値を粘着力(D)(mN/25mm)とする。
支持シート付フィルム状焼成材料の詳細は、後述する。
フィルム状焼成材料は、その構成材料を含有する焼成材料組成物を用いて形成できる。
例えば、フィルム状焼成材料の形成対象面に、フィルム状焼成材料を構成するための各成分及び溶媒を含む焼成材料組成物を塗工又は印刷し、必要に応じて溶媒を揮発させることで、目的とする部位にフィルム状焼成材料を形成できる。
フィルム状焼成材料の形成対象面としては、剥離フィルムの表面が挙げられる。
沸点が350℃を上回ると、印刷後の揮発乾燥にて溶媒が揮発しにくくなり、所望の形状を確保することが困難となったり、焼成時に溶媒がフィルム内に残存してしまい、接合接着性を劣化させたりする可能性がある。沸点が65℃を下回ると印刷時に揮発してしまい、厚さの安定性が損なわれてしまう恐れがある。沸点が200〜350℃の溶媒を用いれば、印刷時の溶媒の揮発による粘度上昇を抑えることができ、印刷適性を得ることができる。
フィルム状焼成材料が円形である場合、円の面積は、3.5〜1,600cm2であってよく、85〜1,400cm2であってよい。フィルム状焼成材料が矩形である場合、矩形の面積は、0.01〜25cm2であってよく、0.25〜9cm2であってよい。
特に、焼成材料組成物を印刷すれば、所望の形状のフィルム状焼成材料を形成しやすい。
また、本実施形態のフィルム状焼成材料は、焼結性金属粒子の含有量が20〜80質量%、バインダー成分の含有量が5〜20質量%であるものが好ましい。
本実施形態の支持シート付フィルム状焼成材料は、上述したフィルム状焼成材料と、前記フィルム状焼成材料の少なくとも一方の側(表面)に設けられた支持シートと、を備える。前記支持シートは、基材フィルム上の全面もしくは外周部に粘着剤層が設けられたものであり、前記粘着剤層上に、前記フィルム状焼成材料が設けられていることが好ましい。前記フィルム状焼成材料は、粘着剤層に直接接触して設けられてもよく、基材フィルムに直接接触して設けられてもよい。本形態をとることで、半導体ウエハをチップに個片化する際に使用するダイシングシートとして使用することができる。且つブレード等を用いて半導体ウエハと一緒に個片化することでチップと同形のフィルム状焼成材料として加工することができ、且つフィルム状焼成材料付チップを製造することができる。
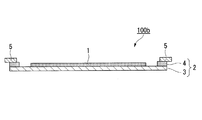
3及び図4に、本実施形態の支持シート付フィルム状焼成材料の概略断面図を示す。図3、図4に示すように、本実施形態の支持シート付フィルム状焼成材料100a,100bは、外周部に粘着部を有する支持シート2の内周部に、フィルム状焼成材料1が剥離可能に仮着されてなる。支持シート2は、図3に示すように、基材フィルム3の上面に粘着剤層4を有する粘着シートであり、該粘着剤層4の内周部表面が、フィルム状焼成材料に覆われて、外周部に粘着部が露出した構成になる。また、図4に示すように、支持シート2は、基材フィルム3の外周部にリング状の粘着剤層4を有する構成であってもよい。
基材フィルム3としては、特に限定されず、例えば低密度ポリエチレン(LDPE)、直鎖低密度ポリエチレン(LLDPE),エチレン・プロピレン共重合体、ポリプロピレン、ポリブテン、ポリブタジエン、ポリメチルペンテン、エチレン・酢酸ビニル共重合体、エチレン・(メタ)アクリル酸共重合体、エチレン・(メタ)アクリル酸メチル共重合体、エチレン・(メタ)アクリル酸エチル共重合体、ポリ塩化ビニル、塩化ビニル・酢酸ビニル共重合体、ポリウレタンフィルム、アイオノマー等からなるフィルムなどが用いられる。なお、本明細書において「(メタ)アクリル」は、アクリル及びメタクリルの両者を含む意味で用いる。
また支持シートに対してより高い耐熱性が求められる場合には、基材フィルム3としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレートなどのポリエステルフィルム、ポリプロピレン、ポリメチルペンテンなどのポリオレフィンフィルム等が挙げられる。また、これらの架橋フィルムや放射線・放電等による改質フィルムも用いることができる。基材フィルムは上記フィルムの積層体であってもよい。
支持シート2は、少なくともその外周部に粘着部を有する。粘着部は、支持シート付フィルム状焼成材料100a,100bの外周部において、リングフレーム5を一時的に固定する機能を有し、所要の工程後にはリングフレーム5が剥離可能であることが好ましい。したがって、粘着剤層4には、弱粘着性のものを使用してもよいし、エネルギー線照射により粘着力が低下するエネルギー線硬化性のものを使用してもよい。再剥離性粘着剤層は、公知の種々の粘着剤(例えば、ゴム系、アクリル系、シリコーン系、ウレタン系、ポリビニルエーテル系などの汎用粘着剤、表面凹凸のある粘着剤、エネルギー線硬化型粘着剤、熱膨張成分含有粘着剤等)により形成できる。
支持シート付フィルム状焼成材料は、外周部に粘着部を有する支持シートの内周部にフィルム状焼成材料が剥離可能に仮着されてなる。図3で示した構成例では、支持シート付フィルム状焼成材料100aは、基材フィルム3と粘着剤層4とからなる支持シート2の内周部にフィルム状焼成材料1が剥離可能に積層され、支持シート2の外周部に粘着剤層4が露出している。この構成例では、支持シート2よりも小径のフィルム状焼成材料1が、支持シート2の粘着剤層4上に同心円状に剥離可能に積層されていることが好ましい。
ここで、「支持シート付フィルム状焼成材料の厚さ」とは、支持シート付フィルム状焼成材料全体の厚さを意味し、例えば、複数層からなる支持シート付フィルム状焼成材料の厚さとは、支持シート付フィルム状焼成材料を構成するすべての層の厚さを意味する。
前記支持シート付フィルム状焼成材料は、上述の各層を対応する位置関係となるように順次積層することで製造できる。
例えば、基材フィルム上に粘着剤層又はフィルム状焼成材料を積層する場合には、剥離フィルム上に、これを構成するための成分及び溶媒を含有する粘着剤組成物又は焼成材料組成物を塗工又は印刷し、必要に応じて乾燥させ溶媒を揮発させてフィルム状とすることで、剥離フィルム上に粘着剤層又はフィルム状焼成材料をあらかじめ形成しておき、この形成済みの粘着剤層又はフィルム状焼成材料の前記剥離フィルムと接触している側とは反対側の露出面を、基材フィルムの表面と貼り合わせればよい。このとき、粘着剤組成物又は焼成材料組成物は、剥離フィルムの剥離処理面に塗工又は印刷することが好ましい。剥離フィルムは、積層構造の形成後、必要に応じて取り除けばよい。粘着剤組成物又は焼成材料組成物における、これを構成するための各成分の含有量は各成分の合計で50〜99質量%、溶媒の含有量は1〜50質量%であってよい。
次に本発明に係る支持シート付フィルム状焼成材料の利用方法について、該焼成材料をチップ付基板の製造に適用した場合を例にとって説明する。
工程(2):フィルム状焼成材料と、支持シートとを剥離し、フィルム状焼成材料付チップを得る工程、
工程(3):基板の表面に、フィルム状焼成材料付チップを貼付する工程、
工程(4):フィルム状焼成材料を焼成し、チップと基板とを接合する工程。
半導体ウエハはシリコンウエハ及びシリコンカーバイドウエハであってもよく、またガリウム・砒素などの化合物半導体ウエハであってもよい。半導体ウエハの表面には、回路が形成されていてもよい。ウエハ表面への回路の形成はエッチング法、リフトオフ法などの従来汎用されている方法を含む様々な方法により行うことができる。次いで、半導体ウエハの回路面の反対面(裏面)を研削する。研削法は特に限定はされず、グラインダーなどを用いた公知の手段で研削してもよい。裏面研削時には、表面の回路を保護するために回路面に、表面保護シートと呼ばれる粘着シートを貼付する。裏面研削は、ウエハの回路面側(すなわち表面保護シート側)をチャックテーブル等により固定し、回路が形成されていない裏面側をグラインダーにより研削する。ウエハの研削後の厚さは特に限定はされないが、通常は20〜500μm程度である。その後、必要に応じ、裏面研削時に生じた破砕層を除去する。破砕層の除去は、ケミカルエッチングや、プラズマエッチングなどにより行われる。
なお、表面に回路が形成された半導体ウエハを個片化したもの(チップ)を特に、素子又は半導体素子ともいう。
次いでフィルム状焼成材料を焼成し、基板とチップとを焼結接合する。このとき、フィルム状焼成材料付チップのフィルム状焼成材料の露出面を、基板に貼付けておけば、フィルム状焼成材料を介してチップと前記基板とを焼結接合できる。
<焼成材料組成物の製造>
焼成材料組成物の製造に用いた成分を以下に示す。ここでは、粒子径100nm以下の金属粒子について「焼結性金属粒子」と表記している。
・アルコナノ銀ペーストANP−1(有機被覆複合銀ナノペースト、応用ナノ粒子研究所社製:アルコール誘導体被覆銀粒子、金属含有量70質量%以上、平均粒径100nm以下の銀粒子(焼結性金属粒子)60質量%以上)
・アルコナノ銀ペーストANP−4(有機被覆複合銀ナノペースト、応用ナノ粒子研究所社製:アルコール誘導体被覆銀粒子、金属含有量80質量%以上、平均粒径100nm以下の銀粒子(焼結性金属粒子)25質量%以上)
・アクリル重合体1(2−エチルヘキシルメタクリレート重合体、質量平均分子量260,000、L−0818、日本合成化学社製、MEK希釈品、固形分58.4質量%、Tg:−10℃)
片面に剥離処理を施したポリエチレンテレフタレート系フィルムである剥離フィルム(厚さ38μm、SP−PET381031、リンテック社製)の片面に、上記で得られた焼成材料組成物を塗工し、110℃10分間乾燥させることで、表1に示す厚さを有するフィルム状焼成材料を得た。
上記で得られたフィルム状焼成材料について、下記項目を測定及び評価した。
JIS K7130に準じて、定圧厚さ測定器(テクロック社製、製品名「PG−02」)を用いて測定した。
上記で得られた剥離フィルム付フィルム状焼成材料を直径5mmの円形状にカットし、これを直径10mmの断面を持つ高さ5mmの円柱体形状の銅被着体(α)の上面に貼付した。剥離フィルムを剥がし、フィルム状焼成材料の露出した面上に直径5mmの断面を持つ高さ2mmの円柱体形状の銅被着体(β)を、フィルム状焼成材料に重なるように載せて、大気雰囲気下で下記(1)又は(2)の条件にて加圧焼成し、収縮率測定用の試験片(X)を得た。
(1)350℃、10MPa、3分
(2)400℃、10MPa、3分
収縮率(A)[%]={1−(焼成後のフィルム状焼成材料の平面視形状の面積/焼成前のフィルム状焼成材料の平面視形状の面積)}×100 ・・・(I)
体積収縮率(B)[%]={1−(焼成後のフィルム状焼成材料の体積/焼成前のフィルム状焼成材料の体積)}×100 ・・・(II)
なお、焼成前のフィルム状焼成材料の平面視形状の面積は(5/2)2×π[mm2]であり、体積は(5/2)2×π×0.075[mm3]である。対して焼成後のフィルム状焼成材料の面積は(R/2)2×π[mm2]であり、体積は(R/2)2×π×H[mm3]である。なお、π=3.14とする。
収縮率の測定と同様にして試験片(X)を得た。
常温で、試験片(X)の接着面(銅被着体(β)と銅被着体(α)との界面)に対して6mm/分の速度でせん断方向から力を加えて、銅被着体(α)から銅被着体(β)を剥がした。
銅被着体(β)とフィルム状焼成材料との界面で剥離した場合、銅被着体(β)の表面(すなわち、フィルム状焼成材料が貼付される面)に見られるフィルム状焼成材料の接着痕の面積を計測し、これを焼成後のフィルム状焼成材料の面積とした。
フィルム状焼成材料が凝集破壊した場合、銅被着体(β)の表面に残存するフィルム状焼成材料を20μm以下の厚さになるまで削った後、フィルム状焼成材料の面積を計測した。これを焼成後のフィルム状焼成材料の面積とした。
なお、ボイド又はその痕跡が認められる場合、ボイドの面積は焼成後のフィルム状焼成材料の面積には含めないものとする。
下記式(III)より接触率(C)[%]を求めた。結果を表1に示す。
接触率(C)[%]=(焼成後のフィルム状焼成材料の面積/フィルム状焼成材料が貼付される銅被着体(β)の表面の面積)×100 ・・・(III)
各例の焼成材料組成物を厚さ12μmのPET(ポリエチレンテレフタレート)フィルム上に塗工し、乾燥させて溶媒を揮発させることによりPETフィルムとフィルム状焼成材料が強固に貼合された積層フィルムを作製した。表面保護を目的として、積層フィルムのフィルム状焼成材料側の表面に剥離フィルム(厚さ38μm、SP−PET381031、リンテック社製)を貼り合わせた。得られた積層フィルムを剥離フィルムごと切断して幅25mmの粘着力測定用シートを得た。
別途、表面を算術平均粗さ(Ra)が0.02μm以下になるまでケミカルメカニカルポリッシュ処理したシリコンウエハ(科学技術研究所社製、直径:150mm、厚さ:500μm)を粘着対象の被着体として準備した。
次いで、シリコンウエハの処理面に、幅が25mmで長さが100mm以上の粘着力測定用シートの剥離フィルムを剥がし、フィルム状焼成材料が露出した面を40℃で貼り合せ、シリコンウエハと粘着力測定用シートとからなる積層体を得た。
得られた積層体を23℃、相対湿度50%の雰囲気下に20分間放置した後、万能型引張試験機(インストロン社製、5581型試験機)を用いて、JIS Z0237:2000に準拠して180°引き剥がし試験を行った。具体的には、シリコンウエハから粘着力測定用シートを剥離速度300mm/minで剥離させた。このときの剥離は、シリコンウエハ及び粘着力測定用シートの互いに接触していた面同士が180°の角度を為すように、粘着力測定用シートをその長さ方向へ剥離させた。そして、この180°剥離のときの荷重(剥離力)を測定し、その測定値を粘着力(D)[mN/25mm]とした。結果を表1に示す。
形状測定レーザマイクロスコープ(キーエンス社製、3次元レーザー顕微鏡VK−9700)を用いて、JIS B0601:2001に準拠してカットオフ2.5mmにて、剥離フィルムを剥がしたフィルム状焼成材料の表面の凹凸を700×500μm2の範囲で計測し、算術平均粗(Ra)を測定した。結果を表1に示す。
収縮率の測定と同様にして、フィルム状焼成材料を介して銅被着体(α)と銅被着体(β)とを貼り合せた。常温で、銅被着体(α)と銅被着体(β)との接着面に対して6mm/分の速度でせん断方向から力を加え、銅被着体(α)から銅被着体(β)を剥がした。このとき、焼成前のフィルム状焼成材料と銅被着体(β)のずれの有無を確認し、これをチップのずれ発生の有無とした。結果を表1に示す。
収縮率の測定と同様にして試験片(X)を得た。常温で、試験片(X)の接着面に対して6mm/分の速度でせん断方向から力を加え、接着状態が破壊するときの強度を測定し、せん断接着力とした。このせん断接着力が50MPa以上の場合、様々な環境下でチップ剥がれが起きにくいことからチップ剥がれ「無し」と評価した。また、せん断接着力が50MPa未満の場合、チップ剥がれ「有り」と評価した。結果を表1に示す。
接触率の測定を行った際に、銅被着体(β)の裏面に見られるフィルム状焼成材料の接着痕、又は銅被着体(β)の裏面に残存するフィルム状焼成材料を目視にて観察し、額縁状にフィルム状焼成材料が存在しない部分の有無を確認した。結果を表1に示す。

2 支持シート
3 基材フィルム
4 粘着剤層
5 リングフレーム
6 被着体
10 焼結性金属粒子
20 バインダー成分
100a 支持シート付フィルム状焼成材料
100b 支持シート付フィルム状焼成材料
Claims (5)
- 粒子径が100nm以下の焼結性金属粒子及びバインダー成分を含有し、チップと基板との焼結接合に使用されるフィルム状焼成材料であって、
前記焼結性金属粒子の金属種が、銀、金、銅、鉄、ニッケル、アルミ、パラジウム、白金、チタン、チタン酸バリウム、並びに、これらの酸化物及びこれらの合金からなる群から選択される少なくとも一種類であり、
前記バインダー成分は、前記フィルム状焼成材料の焼成として加熱処理されることで熱分解される熱分解性の樹脂であり、
前記焼結性金属粒子の含有量が20〜80質量%であり、前記バインダー成分の含有量が2〜50質量%であり、
前記フィルム状焼成材料を、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの平面方向における収縮率が焼成前に対して10%以下であり、体積収縮率が焼成前に対して50〜90%であり、
前記フィルム状焼成材料を、被着体と接触した状態で、温度350℃、圧力10MPaの条件で3分間、加圧焼成したときの被着体との接触率が被着体の接触面積に対して90%以上である、フィルム状焼成材料。 - 少なくとも一方の表面の算術平均粗さ(Ra)が0.5μm以下である、請求項1に記載のフィルム状焼成材料。
- 焼成前のフィルム状焼成材料のシリコンウエハに対する粘着力が0.2mN/25mm以上である、請求項1又は2に記載のフィルム状焼成材料。
- 請求項1〜3のいずれか一項に記載のフィルム状焼成材料と、前記フィルム状焼成材料の少なくとも一方の側に設けられた支持シートと、を備えた支持シート付フィルム状焼成材料。
- 前記支持シートが、基材フィルム上に粘着剤層が設けられたものであり、
前記粘着剤層上に、前記フィルム状焼成材料が設けられている、請求項4に記載の支持シート付フィルム状焼成材料。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017177833 | 2017-09-15 | ||
| JP2017177833 | 2017-09-15 | ||
| PCT/JP2018/032623 WO2019054225A1 (ja) | 2017-09-15 | 2018-09-03 | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019054225A1 JPWO2019054225A1 (ja) | 2020-03-26 |
| JP6848076B2 true JP6848076B2 (ja) | 2021-03-24 |
Family
ID=65722790
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019542004A Active JP6848076B2 (ja) | 2017-09-15 | 2018-09-03 | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11420255B2 (ja) |
| EP (1) | EP3666429A4 (ja) |
| JP (1) | JP6848076B2 (ja) |
| KR (1) | KR102293573B1 (ja) |
| CN (1) | CN111065476B (ja) |
| TW (1) | TWI779091B (ja) |
| WO (1) | WO2019054225A1 (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11267992B2 (en) | 2017-09-15 | 2022-03-08 | Lintec Corporation | Film-shaped firing material and film-shaped firing material with support sheet |
| JPWO2020196299A1 (ja) * | 2019-03-22 | 2020-10-01 | ||
| JP2021024145A (ja) * | 2019-08-01 | 2021-02-22 | リンテック株式会社 | 支持シート付フィルム状焼成材料、ロール体、積層体、及び装置の製造方法 |
| KR20220044162A (ko) * | 2019-08-01 | 2022-04-06 | 린텍 가부시키가이샤 | 지지 시트 부착 필름상 소성 재료, 롤체, 적층체, 및 장치의 제조 방법 |
| WO2023282976A2 (en) * | 2021-05-24 | 2023-01-12 | Corning Research & Development Corporation | Systems and methods of joining substrates using nano-particles |
| JP2023098495A (ja) * | 2021-12-28 | 2023-07-10 | 三菱マテリアル株式会社 | 接合用シート、接合用シートの製造方法、及び接合体の製造方法 |
| JP2024120482A (ja) * | 2023-02-24 | 2024-09-05 | 株式会社アドバンテスト | 半導体装置および製造方法 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3977226B2 (ja) | 2002-10-25 | 2007-09-19 | 大日本インキ化学工業株式会社 | 焼結体形成用金属粉の表面処理方法及び該焼結体形成用金属粉 |
| JP4274867B2 (ja) * | 2003-08-06 | 2009-06-10 | リンテック株式会社 | Icタグ |
| US20070183920A1 (en) * | 2005-02-14 | 2007-08-09 | Guo-Quan Lu | Nanoscale metal paste for interconnect and method of use |
| US8257795B2 (en) * | 2004-02-18 | 2012-09-04 | Virginia Tech Intellectual Properties, Inc. | Nanoscale metal paste for interconnect and method of use |
| JP4502977B2 (ja) * | 2006-06-19 | 2010-07-14 | 京セラ株式会社 | 未焼結積層シート |
| US8535971B2 (en) * | 2010-02-12 | 2013-09-17 | Heraeus Precious Metals North America Conshohocken Llc | Method for applying full back surface field and silver busbar to solar cell |
| JP5949051B2 (ja) * | 2012-03-29 | 2016-07-06 | セイコーエプソン株式会社 | 射出成形用組成物および焼結体の製造方法 |
| JP6298409B2 (ja) | 2012-11-30 | 2018-03-20 | リンテック株式会社 | 硬化性樹脂膜形成層付シートおよび該シートを用いた半導体装置の製造方法 |
| JP5558547B2 (ja) | 2012-12-05 | 2014-07-23 | ニホンハンダ株式会社 | ペースト状金属微粒子組成物、固形状金属または固形状金属合金の製造方法、金属製部材の接合方法、プリント配線板の製造方法および電気回路接続用バンプの製造方法 |
| JP5988867B2 (ja) * | 2012-12-27 | 2016-09-07 | リンテック株式会社 | 透明導電性フィルム |
| JP6154194B2 (ja) | 2013-05-17 | 2017-06-28 | トヨタ自動車株式会社 | 接合用金属ペースト |
| KR101860378B1 (ko) * | 2014-04-04 | 2018-05-23 | 쿄세라 코포레이션 | 열경화성 수지 조성물, 반도체 장치 및 전기·전자 부품 |
| JP6682235B2 (ja) * | 2014-12-24 | 2020-04-15 | 日東電工株式会社 | 加熱接合用シート、及び、ダイシングテープ付き加熱接合用シート |
| JP2017069559A (ja) * | 2015-09-30 | 2017-04-06 | 日東電工株式会社 | パワー半導体装置の製造方法 |
| JP6704322B2 (ja) | 2015-09-30 | 2020-06-03 | 日東電工株式会社 | シートおよび複合シート |
| JP2017177833A (ja) | 2016-03-28 | 2017-10-05 | 株式会社ケーヒン | 車両用空調装置 |
-
2018
- 2018-09-03 CN CN201880059075.3A patent/CN111065476B/zh active Active
- 2018-09-03 US US16/645,916 patent/US11420255B2/en active Active
- 2018-09-03 JP JP2019542004A patent/JP6848076B2/ja active Active
- 2018-09-03 EP EP18855684.9A patent/EP3666429A4/en active Pending
- 2018-09-03 WO PCT/JP2018/032623 patent/WO2019054225A1/ja not_active Ceased
- 2018-09-03 KR KR1020207006834A patent/KR102293573B1/ko active Active
- 2018-09-10 TW TW107131722A patent/TWI779091B/zh active
Also Published As
| Publication number | Publication date |
|---|---|
| TWI779091B (zh) | 2022-10-01 |
| KR102293573B1 (ko) | 2021-08-25 |
| KR20200039733A (ko) | 2020-04-16 |
| EP3666429A1 (en) | 2020-06-17 |
| TW201929983A (zh) | 2019-08-01 |
| WO2019054225A1 (ja) | 2019-03-21 |
| US20200276645A1 (en) | 2020-09-03 |
| JPWO2019054225A1 (ja) | 2020-03-26 |
| EP3666429A4 (en) | 2021-01-27 |
| CN111065476A (zh) | 2020-04-24 |
| US11420255B2 (en) | 2022-08-23 |
| CN111065476B (zh) | 2022-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6848076B2 (ja) | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 | |
| JP6806886B2 (ja) | フィルム状焼成材料、支持シート付フィルム状焼成材料、フィルム状焼成材料の製造方法、及び支持シート付フィルム状焼成材料の製造方法 | |
| CN111066137B (zh) | 膜状烧成材料及带支撑片的膜状烧成材料 | |
| JP7080721B2 (ja) | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 | |
| JP7124049B2 (ja) | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 | |
| TWI753145B (zh) | 膜狀燒製材料以及具支撐片的膜狀燒製材料 | |
| US11267992B2 (en) | Film-shaped firing material and film-shaped firing material with support sheet | |
| JP6982625B2 (ja) | 焼成材料組成物、フィルム状焼成材料の製造方法、及び支持シート付フィルム状焼成材料の製造方法 | |
| JP6930888B2 (ja) | フィルム状焼成材料、及び支持シート付フィルム状焼成材料 | |
| JP7080725B2 (ja) | 支持シート付フィルム状焼成材料、及び半導体装置の製造方法 | |
| TWI875868B (zh) | 膜狀燒成材料、具支撐片之膜狀燒成材料、積層體、以及裝置之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191018 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210224 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210303 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6848076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |