以下、本発明の吸収性物品について、その好ましい実施形態に基づき、図面を参照しながら説明する。
本発明の吸収性物品の一実施形態であるパンティライナー10(以下、パンティライナー10とも言う)は、図2に示すように、肌当接面側に配された表面シート1、非肌当接面側に配された裏面シート2及びこれら両シート1,2間に配された吸収体3を備え、図1(a)に示すように、着用時に着用者の前後方向に一致する長手方向X及び該長手方向Xに直交する幅方向Yを有している。吸収性物品の長手方向Xは、吸収性物品の平面視において、着用時に着用者の前側(腹側)に配される一端1fと着用者の後ろ側(背中側)に配される他端1rとを結ぶ方向及び該方向に平行な方向であり、吸収性物品の幅方向Yとは、吸収性物品の平面視において、吸収性物品の長手方向Xと直交する方向である。本発明の吸収性物品は、前後の区別のないもの、例えば前後対称の形状のものであっても良く、その場合、長手方向の両端のうちの任意に選択した一端を前側に配される一端、任意に選択した一端とは反対側の一端を後ろ側に配される他端とする。また、肌当接面とは、吸収性物品の表裏両面のうち、着用時に着用者の肌側に配される面であり、非肌当接面とは、吸収性物品の表裏両面のうち、着用時に着用者の肌側とは反対側に向けられる面である。
パンティライナー10について、より具体的に説明すると、パンティライナー10は、幅方向Yの中央部に、パンティライナー10と同方向に長い形状の吸収体3を備えている。吸収体3は、任意の平面視形状とすることができるが、パンティライナー10における吸収体3は、パンティライナー10の長手方向Xに沿って縦長の矩形状の平面視形状を有している。
表面シート1及び裏面シート2それぞれは、図2に示すように、吸収体3の肌当接面側の全面及び非肌当接面側の全面を覆っており、吸収体3の周縁から延出する延出部分を有している。表面シート1と裏面シート2は、吸収体3の周縁から延出する延出部分どうしが、パンティライナー10の周縁に沿って、接着、融着等により互いに接合されており、それによって、パンティライナー10の外周部に周縁シール部14が形成されている。パンティライナー10の裏面シート2の横方向Yの中央部の非肌対向面上には、粘着剤が塗布されて、パンティライナー10をショーツ等の下着に固定するための固定部5が形成されている。パンティライナー10は、長手方向Xに延びる中央線CLに対して線対称の形状を有している。
上述したパンティライナー10を構成する裏面シート2及び吸収体3としては、それぞれ、当該技術分野において従来用いられてきたものと同様のものを特に制限なく用いることができる。例えば、裏面シート2としては、合成樹脂製の液不透過性フィルムや、スパンボンド−メルトブローン−スパンボンド積層不織布等の耐水圧が高い撥水性の不織布を用いることができる。吸収体3としては、吸収性シートや、パルプ繊維等の吸収性繊維の集合体又はこれに吸水性ポリマーを保持させた吸収コアがティッシュペーパー等のコアラップシートによって被覆されているものを用いることができる。吸収性シートは、パルプ繊維等のセルロース系繊維からなる単層又は多層の繊維シートや、これに吸水性ポリマーを挟持又は担持させたもの等を用いることができる。表面シート1、裏面シート2及び吸収体3の固定には、通常、パンティライナーや生理用ナプキン等の吸収性物品に用いられる接着剤やヒートエンボス、超音波エンボス、高周波エンボス等の融着手段が用いられる。
パンティライナー10における表面シート1は、図1(a)及び図3に示すように、肌当接面側に、パンティライナー10の長手方向Xに沿って非連続的に突出した複数の高凸部1bを有する高凸部列1bL(第1凸部)とパンティライナー10の長手方向Xに沿って非連続的に突出した複数の低凸部1sからなる低凸部列1sL(第2凸部)とを、パンティライナー10の幅方向Yに交互に有している。また、低凸部列1sLを構成する個々の低凸部1sは、図3に示すように、高凸部1bよりも高さが低い。また低凸部列1sLを構成する個々の低凸部1sは、高凸部列1bLを構成する個々の高凸部1bよりも繊維密度が高くなっている。 高凸部1b及び低凸部1sの高さは、それぞれ、表面シートの厚み方向Zの頂点における高さhb(図9参照)及びhs(図11参照)である。また、高凸部1bと低凸部1sの繊維密度の高低は、それぞれの頂部1bu、1suにおける繊維密度の比較により決定する。なお、繊維密度の比率の計測方法については、後に詳細に述べる。
表面シート1は、エアスルー不織布以外の不織布とすることもできるが、エアスルー不織布が好ましい。
「エアスルー不織布」とは、50℃以上の流体、例えば気体や水蒸気を、ウエブ又は不織布に吹き付ける工程を経て製造された不織布を言い、本工程のみで製造される不織布のみならず、他の方法で作製された不織布に本工程を付加して製造した不織布あるいは本工程の後に何らかの工程を行って製造した不織布をも含む意味である。エアスルー不織布は、単層のエアスルー不織布のみならず、多層のエアスルー不織布でも良く、更にエアスルー不織布と、他の不織布等の繊維シートやフィルム材とを複合化したものであっても良い。
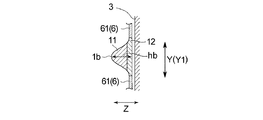
積層不織布である表面シート1において、図3に示すように、第1繊維層11と第2繊維層12とは隣接して直接に接しており、両層11,12間に他の層は介在していない。第1繊維層11と第2繊維層12とは、それらの層を構成する繊維の材料の種類、繊維の太さ、親水化処理の有無、層の形成方法等の要因によって区別される。表面シート1の厚み方向Zに沿う断面を光学顕微鏡(株式会社キーエンス製、VHX−1000 デジタルマイクロスコープ)で拡大すると、これらの要因に起因して、両層11,12の境界部分を観察することができる。パンティライナー10では、表面シート1は、第1繊維層11を肌対向面側に配し、第2繊維層12を非肌対向面側に配して使用されている。
表面シート1では、図3に示すように、第1繊維層11は、第2繊維層12側から第1繊維層11側に向けて突出した複数の高凸部1bと、高凸部1bよりも高さの低い複数の低凸部1sとを有している。好適には、表面シート1は、図4及び図5に示すように、複数の高凸部1bと、複数の低凸部1sと、高凸部1b及び低凸部1sに亘って連続して延びる連結凸部1cとを有している。連結凸部1cは、第1繊維層11が、第2繊維層12側から第1繊維層11側に向けて低凸部1sよりも低く隆起して形成されている。言い換えれば、高凸部1b及び低凸部1sは、その内部が第1繊維層11を構成する繊維で満たされている。そして、連結凸部1cも、内部が第1繊維層11を構成する繊維で満たされている。
表面シート1では、第1繊維層11及び第2繊維層12は、いずれもランダムに堆積された繊維から構成された繊維層であり、それ以上に細分化された複数層の積層体から構成されたものではない。
表面シート1では、第2繊維層12は、熱収縮した熱収縮性繊維を含む熱収縮繊維層である。一方、表面シート1では、第1繊維層11は、第2繊維層12に積層されており、非熱収縮性繊維を含む非熱収縮繊維層である。表面シート1は、第1繊維層11と第2繊維層12とが融着接合された融着接合部6を複数備えている。好適には、表面シート1は、図3,図4に示すように、第1繊維層11と第2繊維層12とが、規則的に配された複数の融着接合部6により部分的に接合されて貼り合わされており、非肌対向面側の第2繊維層12の熱収縮性繊維を熱収縮して形成されている。表面シート1には、第1繊維層11の肌対向面側からエンボス加工を施した融着接合部6により凹陥した複数の凹部と、エンボス加工を施していない非エンボス加工部分に複数の凸部とが形成されている。融着接合部6により凹部となった部分の繊維密度は、融着接合されていない凸部の部分よりも高くなっており、表面シート1の中で最も高くなっている。
融着接合部6は、例えば熱エンボス、超音波エンボスなどの各種融着手段によって形成される。
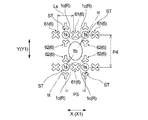
表面シート1は、複数の融着接合部6によって囲まれた大多角形領域BTを複数有し、融着接合部6は大多角形領域BTの頂部をなしている。また、表面シート1は、複数の大多角形領域BTの頂部をなす融着接合部6によって囲まれた、大多角形領域BTよりも面積が小さい小多角形領域STを複数有し、融着接合部6は小多角形領域STの頂部もなしている。このように、表面シート1は、複数の融着接合部6によって囲まれた多角形領域(大多角形領域BT,小多角形領域ST)が形成されており、該多角形領域(大多角形領域BT,小多角形領域ST)内が非エンボス加工部となっている。好適には、図4,図5に示すように、多角形領域は、複数の融着接合部6を頂部とし、これらによって囲まれた複数の相対的に面積の大きい大多角形領域BTと、隣接する複数の大多角形領域BTの頂部をなす融着接合部6を共通の頂部として囲まれた、大多角形領域BTよりも面積が小さい複数の小多角形領域STとを有している。このように、大多角形領域BTとこれに隣接する小多角形領域STとは、融着接合部6を共通の頂部としている。なお、本明細書において、「融着接合部6を頂部として」いる、或いは、「融着接合部6が頂点をなす」、とは、融着接合部6全体を頂点としている、という限定的な意味ではなく、融着接合部6の一部を頂点としている場合も含む意味である。本実施形態の表面シート1では、融着接合部6の一部が各多角形領域の頂点となっており、融着接合部6の頂点を除く残部が各多角形領域の外形をなす辺の一部となっている。また、「融着接合部6によって囲まれた」という表現は、融着接合部6の内側で構成される領域を意味するのではなく、融着接合部6を含んで構成される領域を意味する。
詳述すると、表面シート1では、大多角形領域BTは、図4,図5に示すように、頂部をなす6個の融着接合部6によって囲まれており、外形が六角形状となっている。一方、小多角形領域STは、頂部をなす4個の融着接合部6によって囲まれており、外形が四角形状となっている。そして、パンティライナー10の長手方向Xに沿う第1方向X1に関しては、隣り合う2つの大多角形領域BT,BTどうしが、各大多角形領域BTを構成している6つの融着接合部6の内の2つの融着接合部6(2つの後述する他接合部62)を共有し、該2つの融着接合部6(2つの後述する他接合部62)を結ぶ辺によって互いに区分されている。また、パンティライナー10の幅方向Yに沿う第2方向Y1に関しては、隣り合う2つの大多角形領域BT,BTどうしが、各大多角形領域BTを構成する6つの融着接合部6の内の1つの融着接合部6(後述する中間接合部61)を共有し、該1つの融着接合部6(後述する中間接合部61)によって互いに区分されている。また、1個の四角形の小多角形領域STが、それぞれ、4個の六角形の大多角形領域BTによって囲まれている。隣り合う小多角形領域STと各大多角形領域BTとは、6つの融着接合部6の内の2つの融着接合部6(後述する中間接合部61及び後述する他接合部62)を共有し、該2つの融着接合部6(後述する中間接合部61及び後述する他接合部62)によって互いに区分されている。したがって、表面シート1においては、小多角形領域STを構成する4つの融着接合部6は、全て、該小多角形領域STに隣接する4個の大多角形領域BTを構成する融着接合部6と共有している。
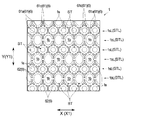
表面シート1では、図3,図4に示すように、複数の大多角形領域BTが、パンティライナー10の長手方向Xに沿う第1方向X1に沿って互いに隣接して配されて構成された大多角形領域列BTLが形成されている。また、表面シート1では、複数の小多角形領域STが、パンティライナー10の長手方向Xに沿う第1方向X1に沿って互いに隣接して配されて構成された小多角形領域列STLが形成されている。そして、大多角形領域列BTLと小多角形領域列STLとが、パンティライナー10の幅方向Yに沿う第2方向Y1に交互に配されている。即ち、パンティライナー10の幅方向Yに沿う第2方向Y1に沿って、大多角形領域列BTL,小多角形領域列STL,大多角形領域列BTL,・・・と交互に配置されている。
表面シート1では、図5,図6に示すように、各大多角形領域BT内には相対的に高さの高い高凸部1bが形成されている。また、表面シート1においては、高凸部1bがパンティライナー10の長手方向Xに沿う第1方向X1に沿って複数配されて高凸部列1bLを構成している。一方、各小多角形領域ST内には、高凸部1bよりも高さの低い低凸部1sが形成されている。また、表面シート1においては、低凸部1sがパンティライナー10の長手方向Xに沿う第1方向X1に沿って複数配されて低凸部列1sLを構成している。そして、高凸部列1bLと低凸部列1sLとが、パンティライナー10の幅方向Yに沿う第2方向Y1に交互に配されている。即ち、パンティライナー10の幅方向Yに沿う第2方向Y1に沿って、高凸部列1bL,低凸部列1sL,高凸部列1bL,・・・と交互に配置されている。そして、高凸部列1bLの高凸部1bと低凸部列1sLの低凸部1sとは、表面シート1上で千鳥状に配置されている。言い換えると、高凸部1bと低凸部1sとは、長手方向Xに沿う第1方向X1と幅方向Yに沿う第2方向Y1のそれぞれに対して斜めの方向に向かって交互に並んでいる。
本実施形態のパンティライナー10によれば、表面シート1が、長手方向Xに沿って非連続的に突出した複数の高凸部を有する高凸部列1bL(第1凸部)と、長手方向Xに沿って非連続的に突出した複数の低凸部を有する低凸部列1sL(第2凸部)とを、幅方向Yに交互に有し、肌当接面に高さが異なる複数種類の第1及び第2凸部を有するため、パンティライナー10の使用中に、高凸部列1bL(第1凸部)は着用者の肌に接触する一方、低凸部列1sL(第2凸部)は着用者の肌に接触しない状況が生じ易い。そのため、高凸部列1bL(第1凸部)が肌に接触して、肌に付着した液が、高凸部列1bLの高凸部を伝って表面シート1内に取り込まれやすい上に、高凸部列1bL(第1凸部)と低凸部列1sL(第2凸部)との間に入り込んだ液が、繊維密度の高い低凸部列1sL(第2凸部)の低凸部1s付近から吸収体3へと引き込まれ易い一方、低凸部1sから肌に液が逆戻りしにくい。
また、低凸部列1sL(第2凸部)は着用者の肌に接触しない状況が生じ易いことによって、表面シート1と肌との接触面積が低減されるため、肌触りも良好である。
また、パンティライナー10においては、表面シート1と吸収体3との間が、パンティライナー10の幅方向Yに各々延在しパンティライナー10の長手方向Xに間欠的に配された複数の接着部4で接合されている。接着部4は、パンティライナー10の長手方向Xに等間隔に配されていることが好ましい。
本実施形態のパンティライナー10によれば、高凸部列1bL(第1凸部)及び低凸部列1sL(第2凸部)が長手方向Xに延在していることによって、表面シート1上に排泄された液が、パンティライナー10の長手方向Xに比して幅方向Yに流れにくい上に、表面シート1と吸収体3との間が、幅方向Yに延在し長手方向Xに間欠的に配された複数の接着部4で接合されていることによって、第1凸部及び第2凸部を有する表面シート1が折れ曲がり易いことにより生じ易くなるパンティライナー10のヨレという弊害が生じにくく、吸収体3への吸収阻害も生じにくい。これにより、本実施形態のパンティライナー10によれば、幅方向Y及び前後のいずれの方向からも液が流れ出しにくくなり、優れた漏れ防止性が得られる。
また、本実施形態のパンティライナー10によれば、第1凸部を構成する高凸部1b及び第2凸部を有する低凸部1sが、いずれも繊維層から構成されており、低凸部1sは、繊維層を構成する繊維によって内部が満たされているため、低凸部1sにおける剛性が向上し、低凸部1sを有する低凸部列1sLで屈曲することに起因する吸収性物品のヨレが生じ難い。また、低凸部1sに加えて高凸部1bも、繊維層を構成する繊維によって内部が満たされているため、ヨレ防止性能が一層向上する。
また、本実施形態のパンティライナー10によれば、本発明の第1凸部及び第2凸部として、パンティライナー10の長手方向Xに沿って連続的に突出した高凸部又は低凸部を有するものではなく、複数の高凸部1bを有する高凸部列1bL及び複数の低凸部1sを有する低凸部列1sLを有するため、表面シート1と肌との接触面積が更に低減され、肌触りやムレ防止性、装着感が一層良好であるとともに、吸収性物品の肌の表面形状への追従変形性が向上し、ヨレ防止性能が一層向上する。
なお、本実施形態に用いた表面シート1における高凸部列1bLは、パンティライナー10の長手方向Xにおける高凸部1bの中心間距離P1(図4参照)が、パンティライナー10の幅方向Yにおける高凸部列1bLどうしの中心間距離P2(図4参照)よりも短い。また、本実施形態に用いた表面シート1における低凸部列1sLは、パンティライナー10の長手方向Xにおける低凸部1sの中心間距離P3(図5参照)が、パンティライナー10の幅方向Yにおける低凸部列1sLどうしの中心間距離P4(図5参照)よりも短い。これにより、表面シート1上に排泄された液は、一層、パンティライナー10の長手方向Xに比して幅方向Yに流れにくくなっている。
上述した一又は二以上の効果がより確実に奏されるようにする観点から、個々の接着部4は、パンティライナー10の幅方向Yに沿う長さL1〔図1(b)参照〕が、パンティライナー10の長手方向Xに沿う幅W1〔図1(b)参照〕の、好ましくは5倍以上、より好ましくは7倍以上であり、また好ましくは30倍以下、より好ましくは20倍以下であり、また好ましくは5倍以上30倍以下、より好ましくは7倍以上20倍以下である。また同様の観点から、個々の接着部4は、パンティライナー10の幅方向Yに沿う長さL1〔図1(b)参照〕が、長手方向Xにおける、その接着部4が設けられた各位置における吸収体3の幅W3〔図1(b)参照〕の、好ましくは30%以上、より好ましくは50%以上であり、また好ましくは200%以下、より好ましくは150%以下であり、また好ましくは30%以上200%以下、より好ましくは50%以上150%以下である。接着部4は、図1(b)に示すように、表面シート1と吸収体3とを接合している部分に加えて、吸収体3の幅方向の外方に延出して、表面シート1とその下に位置する部材とを接合している部分を有していても良い。接着部4のパンティライナー10の幅方向Yに沿う長さL1には、表面シート1とその下に位置する部材とを接合する部分が吸収体3の幅を超えて延在する場合、その延在部分の長さも含めた長さとする。
接着部4は、表面シート1及び吸収体3の一方又は双方に塗布した後、両者を重ねて加圧することにより形成することができる。接着剤としては、吸収性物品の各部の接合に従来使用される各種公知の接着剤を特に制限なく用いることができ、例えば、ホットメルト型接着剤が好ましく用いられる。ホットメルト型接着剤としては、スチレン系、オレフィン系等が挙げられる。スチレン系ホットメルト接着剤としては、スチレン−ブタジエン−スチレン共重合体(SBS)、スチレン−イソプレン−スチレン共重合体(SIS)、SBSの水素添加物であるスチレン−エチレン−ブチレン−スチレン共重合体(SEBS)、及びこれらの2種以上をブレンドしたブレンド系ホットメルト型接着剤を使用することができる。タック力と凝集力のバランスが取り易く、表面シート1及び吸収体3とともに幅方向Yに延びる高剛性部分を形成して吸収性物品のヨレ防止性を高める観点から、接着剤としては、特にSISとSBSとのブレンド系ホットメルト型接着剤、又はSISとSEBSのブレンド系ホットメルト型接着剤を用いることが好ましい。
また同様の観点から、接着部4における接着剤の坪量は、好ましくは5g/m2倍以上、より好ましくは7g/m2以上であり、また好ましくは30g/m2以下、より好ましくは20g/m2以下であり、好ましくは5g/m2以上30g/m2以下、より好ましくは7g/m2以上20g/m2以下である。
また、接着部4は、パンティライナー10の長手方向Xに沿う幅W1〔図1(b),図11参照)が、低凸部列1sLを構成する個々の低凸部1sのパンティライナー10の長手方向に沿う長さLs(図5,図11参照)よりも短いことが好ましい。接着部4の前記幅W1を、低凸部1sの前記長さLsより短くすることで、接着部4が低凸部1sの非肌当接面側の全体が覆われて吸収阻害が生じることを防止しつつ、表面シート1と吸収体3との密着性を向上させることができ、優れた吸収性能と優れたヨレ防止性とを両立させることができる。同様の観点から、接着部4の前記幅W1は、個々の低凸部1sの前記長さLsの、10%以上がより好ましく、更に好ましくは20%以上であり、また60%以下がより好ましく、更に好ましくは50%以下である。同様の観点から、接着部4の前記幅W1は、好ましくは1.0mm以上、より好ましくは1.5mm以上であり、また好ましくは5.0mm以下、より好ましくは4.0mm以下であり、また好ましくは1.0mm以上5.0mm以下、より好ましくは1.5mm以上4.0mm以下である。
また接着部4は、パンティライナー10の長手方向Xにおける間隔L2〔図1(b)〕が、高凸部列1bLを構成する個々の高凸部1bのパンティライナー10の長手方向に沿う長さLb(図7,図10参照)よりも長いことが好ましい。接着部4の間隔L2を、高凸部1bの長さLbより長くすることで、吸収体3と接着されていない低凸部1sが存在することとなり、吸収体3との密着性が向上するのに加え、低凸部1sから吸収体3への吸収阻害が生じにくく、優れた吸収性能と優れたヨレ防止性とを両立させることができる。同様の観点から、接着部4の前記間隔L2は、高凸部1bの前記長さLbの、110%以上がより好ましく、更に好ましくは120%以上であり、また200%以下がより好ましく、更に好ましくは150%以下である。
同様の観点から、接着部4の前記間隔L2は、好ましくは3mm以上、より好ましくは4mm以上であり、また好ましくは10mm以下、より好ましくは8mm以下であり、また好ましくは3mm以上10mm以下、より好ましくは4mm以上8mm以下である。
また、接着部4が分布する範囲の全長L4は、パンティライナー10の吸収体3の長手方向Xの全長L3に対して、好ましくは50%以上、より好ましくは60%以上であり、また好ましくは100%以下、より好ましくは90%以下であり、また好ましくは50%以上100%以下、より好ましくは60%以上90%以下である。
パンティライナー10においては、図7に示すように、高凸部列1bLを構成する個々の高凸部1bは、パンティライナー10の幅方向Yに沿う長さLb’が、パンティライナー10の長手方向Xに沿う長さLbよりも長い。そのため、パンティライナー10(吸収性物品)の幅方向からの圧力に対する高凸部1bの剛性が向上し、ヨレ防止性能が一層向上する。同様の観点から、高凸部1bは、前記長さLb’が前記長さLbの、110%以上がより好ましく、更に好ましくは120%以上であり、また150%以下がより好ましく、更に好ましくは130%以下である。
また本実施形態のパンティライナー10における表面シート1は、前述したように、肌当接面を形成する第1繊維層11とこれに積層された第2繊維層12とを有する多層構造を有し、第1繊維層11と該第2繊維層12とが融着接合された融着接合部6が複数、相互に離間した状態に形成されており、前述した高凸部1b及び低凸部1sにおいては、第1繊維層11が第2繊維層12とは反対方向に向けて突出している。本実施形態のパンティライナー10は、斯かる構成の表面シート1を有するため、表面シート1と肌との接触面積が一層確実に低減されて、肌触りやムレ防止性、装着感が良好であるとともに、液の幅方向Yへの移動が抑制され、また接着部4によりヨレ防止性能が向上するため、漏れ防止性能にも優れる。
表面シート1では、図4,図5に示すように、融着接合部6は、パンティライナー10の幅方向Yに沿う第2方向Y1に関して最も近い位置にある2つの高凸部1b,1bどうしの間で、且つ、パンティライナー10の長手方向Xに沿う第1方向X1に関して最も近い位置にある2つの低凸部1s,1sどうしの間に中間接合部61を有している。具体的には、第2方向Y1に関して、最も近い高凸部列1bL,1bLを構成する各高凸部のうち最も近い2つの高凸部1b,1bどうしの間で、且つ、第2方向Y1に関して最も近い高凸部列1bL,1bLの間に位置する低凸部列1sLを構成する第1方向X1に関して最も近い2つの低凸部1s,1sどうしの間に、1個の中間接合部61を有している。表面シート1においては、複数の融着接合部6は、2種類の形状の接合部からなり、1つ目が中間接合部61であり、2つ目が中間接合部61を除く残りの他接合部62である。なお、本明細書において、「1個の接合部」とは、外形的に1つと見做せるエンボス加工部の形状のことをいい、該エンボス加工部の形状が複数のドットや破線で構成されていても「1個の接合部」という。
表面シート1では、図4,図5に示すように、各中間接合部61は、第1方向X1に隣り合う四角形の小多角形領域ST,STにて、各小多角形領域STを構成する4つの融着接合部6の内の1つの融着接合部6として共有され、第2方向Y1に隣り合う六角形の大多角形領域BT,BTにて、各多角形領域BTを構成する6つの融着接合部6の内の1つの融着接合部6として共有されている。従って、各中間接合部61は、第1方向X1に関して最も近い2つの低凸部1s,1sどうしの中間位置に配されており、第2方向Y1に関して最も近い2つの高凸部1b,1bどうしの中間位置に配されている。
表面シート1では、図7に示すように、各中間接合部61は、第2方向Y1に関して最も近い位置にある2つの大多角形領域BTの頂点をなしている頂部の中心点から各大多角形領域BTの外形を形成している辺に沿って延びる2方向延出形状部61aを備えている。上述したように、表面シート1においては、第2方向Y1に隣り合う大多角形領域BT,BTは、1つの頂部を共有している。そして、表面シート1においては、四角形の各小多角形領域STの頂部は、全て、該小多角形領域STに隣接する六角形の大多角形領域BTの頂部と共有している。そのため、第2方向Y1に隣り合う2方向延出形状部61a,61aどうしが接しており、中間接合部61は、頂点から第2方向Y1に隣り合う一方の六角形の大多角形領域BTの外形を形成している辺に沿って延びると共に、該頂点から第2方向Y1に隣り合う他方の六角形の大多角形領域BTの外形を形成している辺に沿って延びる、4方向延出形状に、即ちX字形状に形成されている。X字形状の中間接合部61は、平面視して、頂点から4本の突出部61eが延出した形状である。該4本の突出部61eは各々同じ長さであり、X字形状の中間接合部61は、その中心点を通る第1方向X1に平行な線及びその中心点を通る第2方向Y1に平行な線各々に対して、線対称の形状となっている。
表面シート1では、図7に示すように、X字形状の中間接合部61は、第2方向Y1における突出部61e同士の交差角度θ1が、表面シート1における肌との接触面積を低減させ、良好な肌触りを保ち、且つ、見た目の印象を良好にする観点から、好ましくは50°以上、特に好ましくは70°以上、そして、好ましくは170°以下、特に好ましく130°以下、より具体的には、50°以上170°以下であることが好ましく、70°以上130°以下であることが更に好ましい。尚、表面シート1においては、交差角度θ1は90°である。
表面シート1では、図7に示すように、各他接合部62は、1つの頂部を共有する小多角形領域ST及び第1方向X1に隣り合う2つの大多角形領域BT,BTにおいて、該頂部の中心点である頂点から四角形の小多角形領域STの外形の一部を形成していると共に一方の六角形の大多角形領域BTの外形の一部を形成している辺に沿って延び、且つ該頂部の中心点である頂点から四角形の小多角形領域STの外形の一部を形成していると共に他方の六角形の大多角形領域BTの外形の一部を形成している辺に沿って延び、且つ一方の六角形の大多角形領域BTの外形の一部を形成していると共に他方の六角形の大多角形領域BTの外形の一部を形成している辺に沿って延びる3方向延出形状に、即ちY字形状に形成されている。Y字形状の他接合部62は、平面視して、頂部の中心点である頂点から3本の突出部62eが延出した形状である。該3本の突出部62eは各々同じ長さであり、Y字形状の他接合部62は、その中心点を通る第2方向Y1に平行な線に対して、線対称の形状となっている。
本実施形態のパンティライナー10においては、表面シート1が、複数の融着接合部6によって囲まれた大多角形領域BTを複数有し、該融着接合部6が該大多角形領域BTの頂部をなしており、且つ複数の大多角形領域BTの頂部をなす融着接合部6によって囲まれた、該大多角形領域BTよりも面積が小さい小多角形領域STを複数有し、該融着接合部は該小多角形領域STの頂部もなしており、該各大多角形領域BT内に高凸部1bが配され、該各小多角形領域ST内には低凸部1sが配されている。本実施形態のパンティライナー10は、斯かる構成の表面シート1を有するため、肌触りやムレ防止性に優れる上に、横方向Yへの液が流れにくいこと及びヨレが生じ難いことによって、漏れ防止性能に優れている。
表面シート1では、図7に示すように、Y字形状の他接合部62は、突出部62e同士の交差角度θ2が、表面シート1における肌との接触面積を低減および良好な肌触りを保ち、且つ、見た目の印象を良好にする観点から、好ましくは50°以上、特に好ましくは70°以上、そして、好ましくは170°以下、特に好ましく130°以下、より具体的には、50°以上170°以下であることが好ましく、70°以上130°以下であることが更に好ましい。尚、表面シート1においては、交差角度θ2は130°である。
表面シート1では、図7に示すように、X字形状の中間接合部61の4本の突出部61e及びY字形状の他接合部62の3本の突出部62eは、各々の長さが、表面シート1における液の引き込み性および拡散性を高め、且つ情緒性の観点から、好ましくは0.5mm以上、更に好ましくは0.7mm以上、そして、好ましくは5.0mm以下、更に好ましくは4.0mm以下、より具体的には、0.5mm以上5.0mm以下であることが好ましく、0.7mm以上4.0mm以下であることが更に好ましい。尚、中間接合部61の4本の突出部61eは、表面シート1においては、頂部の中心点である頂点からの長さが互いに同じ長さとなっている。一方、他接合部62の3本の突出部62eは、表面シート1においては、頂点(頂部の中心点)からの長さが互いに同じ長さとなっている。しかし、当該形態に限定されるものではなく、長さが異なっていてもよい。例えば、他接合部62の3本の突出部62eのうち2本が同じ長さで1本が他の2本よりも長さが短いものであっても良い。なお、他接合部62の3本の突出部62eの内の1本の突出部62eは、表面シート1においては、第2方向Y1に平行に配されている。
表面シート1では、図7に示すように、各融着接合部6(中間接合部61及び他接合部62)は、良好な肌触りを維持しながら、表面シート1における液の引き込み性および拡散性を高める観点から、1個の融着接合部6(中間接合部61及び他接合部62の平均)の面積が、好ましくは1mm2以上、更に好ましくは1.5mm2以上、そして、好ましくは15mm2以下、更に好ましくは12mm2以下、より具体的には、1mm2以上15mm2以下であることが好ましく、1.5mm2以上12mm2以下であることが更に好ましい。
表面シート1では、図5に示すように、各融着接合部6(中間接合部61及び他接合部62)は、第1方向X1及び第2方向Y1に、規則的に、それぞれ間隔を空けて別個独立して設けられている。各融着接合部6(中間接合部61及び他接合部62)は、表面シート1における液の引き込み性および拡散性を高め且つ良好な肌触りを保つ観点から、その密度が、好ましくは1個/cm2以上、更に好ましくは2個/cm2以上、そして、好ましくは32個/cm2以下、更に好ましくは16個/cm2以下、より具体的には、1個/cm2以上32個/cm2以下であることが好ましく、2個/cm2以上16個/cm2以下であることが更に好ましい。
表面シート1では、図5に示すように、第1方向X1に関して、最も近い位置にある融着接合部6(中間接合部61及び他接合部62)どうしの間隔は、表面シート1における液の引き込み性及び拡散性を高め、且つ見た目の印象と肌触りを良好に保つ観点から、好ましくは0.5mm以上、更に好ましくは1.0mm以上、そして、好ましくは5.0mm以下、更に好ましくは4.0mm以下、より具体的には、0.5mm以上5.0mm以下であることが好ましく、1.0mm以上4.0mm以下であることが更に好ましい。
表面シート1では、図7に示すように、1個の六角形の大多角形領域BTは、2個の中間接合部61と、4個の他接合部62とから形成されている。2個の中間接合部61は、平面視して、大多角形領域BTの重心を通る第2方向Y1に平行に延びる仮想二等分線Ly1上に配されており、大多角形領域BTの重心を通る第1方向X1に平行に延びる仮想二等分線Lx1に対して対称となるように配されている。4個の他接合部62は、2個の中間接合部61が配された頂部以外の、大多角形領域BTの頂部に配されている。第1方向X1に関して最も近い2つの他接合部62,62どうしは、平面視して、第2方向Y1に平行に延びる仮想二等分線Ly1に対して対称となるように配されている。そして、第2方向Y1に関して最も近い2つの他接合部62,62どうしは、平面視して、第1方向X1に平行に延びる仮想二等分線Lx1に対して対称となるように配されている。このように、1個の六角形の大多角形領域BTを構成するX方向に関して最も近い2つの他接合部62,62どうしは、仮想二等分線Lx1に対して、互いに逆向きになるよう配置されている。
表面シート1では、図8に示すように、1個の四角形の小多角形領域STは、2個の中間接合部61と、2個の他接合部62とから形成されている。2個の中間接合部61は、平面視して、小多角形領域STの重心を通る第1方向X1に平行に延びる仮想二等分線Lx2上に配されており、小多角形領域STの重心を通る第2方向Y1に平行に延びる仮想二等分線Ly2に対して対称となるように配されている。2個の他接合部62は、平面視して、第2方向Y1に平行に延びる仮想二等分線Ly2上に配されており、第1方向X1に平行に延びる仮想二等分線Lx2に対して対称となるように配されている。このように、1個の四角形の小多角形領域STを構成するX方向に関して最も近い2つの他接合部62,62どうしは、仮想二等分線Lx2に対して、互いに逆向きになるようにY字形状と逆Y字形状に配されている。
上述したように、表面シート1においては、図4,図5に示すように、四角形の各小多角形領域STの頂部は、全て、該小多角形領域STに隣接する六角形の大多角形領域BTの頂部と共有している。そのため、第2方向Y1に関して、Y字形状の他接合部62が第1方向X1に等間隔で配されたY字形状の他接合部62の列と、逆Y字形状の他接合部62が第1方向X1に等間隔で配された逆Y字形状の他接合部62の列との間に、X字形状の中間接合部61が第1方向X1に等間隔で配された中間接合部61の列が配されている。このような3本の接合部列からなる配列が、第2方向Y1に等間隔で配されている。そして、第1方向X1に関しては、Y方向に関して最も近い2つのY字形状の他接合部62,62どうしの中間に対応する位置にX字形状の中間接合部61が配されている。第2方向Y1に関しては、X方向に隣り合うY字形状の他接合部62と逆Y字形状の他接合部62とが、X方向に平行に延びる仮想線上に配されている。
表面シート1では、図3に示すように、融着接合部6(中間接合部61及び他接合部62)は、表面シート1の構成繊維が圧密化されており、エンボス加工されていない部分に比べて、表面シート1の高さ(厚み)が最も低く(薄く)なっている。即ち、融着接合部6(中間接合部61及び他接合部62)による凹部の繊維密度は、エンボス加工されていない部分よりも高くなっており、表面シート1の中で最も高くなっている。また、エンボス加工の条件によっては、構成繊維が溶融固化してフィルム様になっている場合もある。このことから、融着接合部6(中間接合部61及び他接合部62)は表面シート1の硬さや排泄液の引込み性に影響を与える。この観点から、表面シート全面積に対する融着接合部6の面積の比率、即ちエンボス化率は5%以上、30%以下であることが好ましく、特に、7%以上20%以下であることが好ましい。表面シート1におけるエンボスパターンによれば、このような低いエンボス化率としても、着用者の肌との接触面積を低くすることができる。
以上のように形成された表面シート1では、図5に示すように、六角形の大多角形領域BT内に形成される高凸部1bは、平面形状が楕円の凸部であり、四角形の各小多角形領域ST内に形成される低凸部1sは、平面形状が円形の凸部となっている。また、大多角形領域BT内に形成される高凸部1bと、大多角形領域BTに隣接する四個の小多角形領域ST内に形成される低凸部1sそれぞれとの間に連結凸部1cが形成されている。
表面シート1では、上述したように、図4に示すように、1個の四角形の小多角形領域STが、それぞれ、4個の六角形の大多角形領域BTによって囲まれている。1つの四角形状の小多角形領域ST内の低凸部1sに着目した際、4つの六角形状の大多角形領域BT内の高凸部1bが隣接している。そして、図5に示すように、互いに隣接する1の小多角形領域ST内の低凸部1sと4つの大多角形領域BT内の高凸部1bとは、多角形領域の頂部をなす融着接合部6,6どうしの間に配された、具体的には、中間接合部61と他接合部62との間に配された連結凸部1cで繋がっている。そして、連結凸部1cは、その内部が、高凸部1bから低凸部1sに向かって液が移動する通液路Rとなっている。このような構成の表面シート1を吸収性物品の1例であるパンティライナー10に使用すれば、高凸部1b内部に引き込んだ液が多量であったとしても、通液路Rである連結凸部1cを介して低凸部1s内に引き込む作用が働き易く、一度吸収された液が表面に戻り難くなっており、使用感が向上する。
表面シート1では、高凸部1bの厚み方向Zの頂点における高さhb(図9参照)は、表面シート1の良好は肌触りを高め、且つ繊維の密度勾配を強化して液の引込み性を高める観点から、好ましくは1.0mm以上、更に好ましくは1.5mm以上、そして、好ましくは7.0mm以下、更に好ましくは5.0mm以下、より具体的には、1.0mm以上7.0mm以下であることが好ましく、1.5mm以上5.0mm以下であることが更に好ましい。高凸部1bの高さhbは、高凸部の最大高さであるが、概ね、大多角形領域BTの重心に対応する位置での高さでもある。高さhbは、後述する表面シート1の繊維密度の比率(1)と同様にして測定する。
また、高凸部1bの底面からの隆起角度θ3(図10参照)は、多量の経血時においても、肌に触れる部分に経血を残し難くする観点から、好ましくは70°以上、更に好ましくは75°以上、そして、好ましくは90°以下、更に好ましくは85°以下、より具体的には、70°以上90°以下であることが好ましく、75°以上85°以下であることが更に好ましい。隆起角度θ3は、上記高さhbを測定する際に同時に測定する。
表面シート1では、低凸部1sの厚み方向Zの頂点における高さhs(図11参照)は、表面シート1の良好な肌触り感を高め、且つ繊維の密度勾配を強化して液の引込み性を高める観点から、好ましくは0.4mm以上、更に好ましくは0.8mm以上、そして、好ましくは4.5mm以下、更に好ましくは2.5mm以下、より具体的には、0.4mm以上4.5mm以下であることが好ましく、0.8mm以上2.5mm以下であることが更に好ましい。低凸部1sの高さhsは、低凸部1sの最大高さであるが、小多角形領域STにおける重心に対応する位置での高さでもある。高さhsは、後述する表面シート1の繊維密度の比率(1)と同様にして測定する。
また、低凸部1sの底面からの隆起角度θ4(図11参照)は、多量の経血時においても、肌に触れる部分に経血を残し難くする観点から、好ましくは25°以上、更に好ましくは30°以上、そして、好ましくは70°以下、更に好ましくは65°以下、より具体的には、25°以上70°以下であることが好ましく、30°以上65°以下であることが更に好ましい。隆起角度θ4は、上記高さhsを測定する際に同時に測定する。
表面シート1では、高凸部1bは、図6に示すように、高凸部1bをその頂部1btを通るように厚み方向Zに断面視した際、第1繊維層11で内部が満たされた、頂部1bt側の高凸部頂部1buと、頂部1btと反対側である第2繊維層12側の高凸部底部1bdとを有し、更に、第2繊維層12を有している。ここで、高凸部頂部1bu及び高凸部底部1bdの区別は、高凸部1bをその頂部1btを通るように厚み方向Zに仮想的に二等分した際、第1繊維層11を二等分した2つの部位のうち、頂部1bt側の部位を高凸部頂部1buとし、第2繊維層12側の部位を高凸部底部1bdとする。また、低凸部1sは、低凸部1sをその頂部1stを通るように厚み方向Zに断面視した際、第1繊維層11で内部が満たされた、頂部1st側の低凸部頂部1suと、頂部1stと反対側である第2繊維層12側の低凸部底部1sdとを有し、更に、第2繊維層12を有している。ここで、低凸部頂部1su及び低凸部底部1sdの区別は、低凸部1sをその頂部1stを通るように厚み方向Zに仮想的に二等分した際、第1繊維層11を二等分した2つの部位のうち、頂部1st側の部位を低凸部頂部1suとし、第2繊維層12側の部位を低凸部底部1sdとする。
尚、高凸部1bを厚み方向Zに仮想的に二等分する際の厚みとは、実質的に無荷重の状態での厚みを言う。実質的に無荷重とは、繊維の集合体である不織布の性質上、値のばらつきを抑えるために、0.049kPa荷重であることを言う。
また、低凸部1sを厚み方向Zに仮想的に二等分する際の厚みとは、上述した高凸部1bを厚み方向Zに仮想的に二等分する際の厚みと同様に、実質的に無荷重の状態での厚みを言う。実質的に無荷重とは、繊維の集合体である不織布の性質上、値のばらつきを抑えるために、0.049kPa荷重であることを言う。
表面シート1では、図6に示すように、低凸部頂部1suの繊維密度は、高凸部頂部1buの繊維密度よりも高くなっている。好適には、立体ドーム構造の低凸部1sは、その繊維密度が、その厚み方向Zの頂部1stの頂点(高さhsの基準点)において、低凸部1sの中で最も高くなっている。同様に、立体ドーム構造の高凸部1bは、その繊維密度が、その厚み方向Zの頂部1btの頂点(高さhsの基準点)において、高凸部1bの中で最も高くなっている。そして、低凸部1sの低凸部頂部1suの繊維密度は、高凸部1bの高凸部頂部1buの繊維密度よりも高くなっている。また、第2繊維層12の繊維密度は、低凸部1s及び高凸部1bの繊維密度よりも高くなっている。即ち、第2繊維層12の繊維密度は、低凸部1sの頂部1stの頂点(高さhsの基準点)での繊維密度、及び高凸部1bの頂部1btの頂点(高さhsの基準点)での繊維密度よりも高くなっている。このような構成の表面シート1を吸収性物品の1例であるパンティライナー10に使用すれば、使用中に排泄された液は、着用者の肌に接触している高凸部1bの頂部1btへと移行し易く、高凸部1b内部に引き込まれ易く、表面に液が残り難くなっている。そして、高凸部1b内部に引き込んだ液は、第2繊維層12に移行し易く、一度吸収された液が表面に戻り難くなっている。また、高凸部1b内部に引き込んだ液が多量であったとしても、繊維密度の高い低凸部1s内に引き込む作用が働き易く、一度吸収された液が表面に戻り難くなっており、使用感が向上する。この「液が表面に戻り難い」という効果は、パンティライナー10の表面シート1として用いた場合に、吸収体3に一旦吸収された液が、着用者の耐圧を受けても逆戻りしづらくなるという点で有利である。
高凸部1bの厚み方向Zの頂点(高さhbの基準点)における繊維密度dbに対する、低凸部1sの厚み方向Zの頂点(高さhsの基準点)における繊維密度dsの比率(ds/db)は、排泄された体液の引き込み性を強化する観点から、好ましくは1.2倍以上、更に好ましくは1.5倍以上、そして、好ましくは3.0倍以下、更に好ましくは2.5倍以下、より具体的には、1.2倍以上3.0倍以下であることが好ましく、1.5倍以上2.5倍以下であることが更に好ましい。
表面シート1の繊維密度の比率は、以下に記載する2つの方法(1)及び(2)のいずれかを使用して計測することができる。
(1)表面シート1の坪量が略均一(一様)である場合(あるいは略均一と判断できる場合)には、表面シート1の切断面の高さ(厚み)を計測する。
(2)表面シート1の坪量が不均一である場合(あるいは不均一と判断きる場合)には、表面シート1の切断面における繊維間の平均距離を計測する。
ここで、表面シート1の坪量が略均一であるか否かの判断は、次の通り行う。
表面シート1から、X方向10cmY方向10cmのサイズのカットサンプルを10個以上の取り出し、各々の坪量を計測した際に、標準偏差σの3倍値(3σ)が平均μの10%以内であり、外観上繊維ムラが見られなければ、略均一と判断する。ただし、微小領域で組成が異なっている等、様々な要因を考慮し、総合的に判断することが好ましい。
まず、(1)の方法について説明する。
平面視における表面シート1から、高凸部1bの重心(Z方向の頂点)と両端の2個の融着接合部6(中間接合部61)とを通る直線で切断して高凸部1b測定用サンプルを作成する。同様に、低凸部1sの重心(Z方向の頂点)と両端の2個の融着接合部6(2個の中間接合部61或いは2個の他接合部62)とを通る直線で切断して低凸部1s測定用サンプルを作成する。この際、切断により各測定用サンプルの高さの減少等をなるべく起こさないように留意する。
得られた各測定用サンプルの断面の計測は、日本電子株式会社製の電子顕微鏡 JCM−5100を使用し、スパッター時間30秒(Pt)、加速電圧10KVの条件で行うが、測定用サンプルの両端の融着接合部6の少なくとも一方が撮影されるか、あるいは複数枚の画像を組み合わせて前記融着接合部6がわかる状況とし、撮影画像から各測定用サンプルの高さ(厚み)を計測する。尚、画像の計測は、印刷物あるいはPC画面上のどちらを使用して行ってもよい。
(1)の方法においては、低凸部1s測定用サンプルの中央部の高さhs(厚み)を、高凸部1b測定用サンプルの中央部の高さhb(厚み)で除して密度の比率(ds/db)とする。
次に、(2)の方法について説明する。
(1)の方法と同様に断面を計測するが、(1)の方法で行う測定に加えて、各測定用サンプルの断面を拡大倍率500〜1000倍で撮影する。拡大撮影画像各々の対象測定部位(各測定用サンプルの中央部)で且つ幅方向(平面方向)に繊維本数が3〜7本の領域において、画像解析装置(NEXUS製NEWQUBE ver.4.20)を使用して、繊維の最近接重心間距離を求める。
上記計測においては、高さ(厚み)方向に略全体的に計測し、且つ最近接重心間距離の重複が生じないようにする。また、断面については、少なくとも3箇所、好ましくは5箇所、より好ましくは10箇所計測し、その平均値を用いる。
(2)の方法においては、低凸部1s測定用サンプルの中央部の最近接重心間距離を、高凸部1b測定用サンプルの中央部の最近接重心間距離で除して密度の比率(ds/db)とする。
表面シート1では、図6に示すように、各高凸部1b、各低凸部1s及び各連結凸部1cは、第1繊維層11を構成する繊維で満たされた中実構造となっており、また、融着接合部6(中間接合部61及び他接合部62)どうし間における第1繊維層11と第2繊維層12との界面は、接合はされていないが全域に亘って密着した状態となっている。このように、第1繊維層11と第2繊維層12との間に空隙は生じていない。
表面シート1では、第1繊維層11を構成する繊維は、繊維の交点においてエアスルー方式で融着している。高凸部頂部1bu及び低凸部頂部1suを構成する繊維と、高凸部底部1bd及び低凸部底部1sdを構成する繊維とは同一である。
表面シート1では、第1繊維層11を構成する繊維として、熱融着性繊維、特に熱可塑性ポリマー材料からなる繊維が第2繊維層12との熱融着性の観点から好適に用いられる。熱融着性繊維の例としては、熱融着性芯鞘型複合繊維、熱伸長性繊維、非熱伸長性繊維、熱収縮繊維、非熱収縮性繊維、立体捲縮繊維、潜在捲縮性繊維、中空繊維等を挙げることができ、表面シート1では、非熱収縮性繊維が好ましく用いられる。
熱可塑性ポリマー材料としては、ポリエチレンやポリプロピレン等のポリオレフィン、ポリエチレンテレフタレート等のポリエステル、ポリアミドなどが挙げられる。第1繊維層11を構成する繊維としては、特に、これらの熱可塑性ポリマー材料の組み合わせからなる芯鞘型複合繊維(例えば、ポリエチレンテレフタレート又はポリプロピレンを芯成分とし、ポリエチレンを鞘成分とするもの等)を好ましく用いることができる。芯鞘型の複合繊維は、同心の芯鞘型でも、偏心の芯鞘型でも、サイド・バイ・サイド型でも、異型形でも良く、同心の芯鞘型であることが好ましい。
芯鞘型複合繊維の中でも、熱融着性繊維は、少なくとも表面がポリオレフィン系樹脂で形成されていることが好ましい。表面シート1の構成繊維である熱融着性繊維の表面がポリオレフィン系樹脂で形成されていると、熱処理により繊維表面が溶融し、繊維処理剤の繊維中への浸透が生じやすくなることで、所望の部分の親水度を効率的に低下できるという効果が奏される。熱融着性繊維の表面を形成するポリオレフィン系樹脂としては、例えば、ポリエチレン、ポリプロピレン等が挙げられ、これらの1種を単独で又は2種以上を混合して用いることができる。
第1繊維層11は、前記熱融着性繊維として、後述する第2繊維層12中に含有させる潜在捲縮性繊維の収縮開始温度では収縮しない繊維を、60質量%以上、特に80質量%以上、そして、100質量%以下含有することが好ましい。第1繊維層11にも、第2繊維層12に含有させる潜在捲縮性繊維を含有させても良いが、第1繊維層11と第2繊維層12との間に、第1繊維層11を粗、第2繊維層12を密とする粗密勾配を生じさせる観点から、第1繊維層11中の潜在捲縮性繊維の含有率は、80質量%以下であることが好ましい。
第1繊維層11を構成する熱融着性繊維が非複合繊維(単繊維)である場合の結晶化度は、熱風回復性の観点から、好ましくは30%以上、より好ましくは35%以上、更に好ましくは40%以上、そして、風合いの観点から、好ましくは60%以下、より好ましくは50%以下、更に好ましくは45%以下である。
第1繊維層11を構成する熱融着性繊維が複数種の樹脂を有する複合繊維である場合には、比較的融点が高い高融点樹脂及び比較的融点が低い低融点樹脂のそれぞれが、下記の結晶化度を有することが好ましい。高融点樹脂(熱融着性繊維が芯鞘型複合繊維の場合の芯成分)が、ポリプロピレン樹脂(PP)の場合には、風合いの観点から、結晶化度は好ましくは60%以下、より好ましくは50%以下、更に好ましくは45%以下であり、そして、熱風回復性の観点から、好ましくは30%以上、より好ましくは35%以上、更に好ましくは40%以上である。高融点樹脂(熱融着性繊維が芯鞘型複合繊維の場合の芯成分)がポリエチレンテレフタレート(PET)の場合には、風合いの観点から、結晶化度は好ましくは50%以下、より好ましくは40%以下、更に好ましくは30%以下であり、そして、熱風回復性の観点から、好ましくは15%以上、より好ましくは20%以上、更に好ましくは25%以上である。樹脂の結晶化度は、以下の方法により求められる。
<樹脂の結晶化度の測定方法>
樹脂の結晶化度χは、下記式(1)によって求められる。
χ=(1−(ρc−ρ)/(ρc−ρa))×100 (1)
前記式(1)中の「ρc」は樹脂の結晶の密度であり、樹脂がPPの場合は0.936[g/cm3]、PETの場合は1.457[g/cm3](下記参考文献3参照)である。
また、前記式(1)中の「ρa」は樹脂の非晶の密度であり、樹脂がPPの場合は0.850[g/cm3]、PETの場合は1.335[g/cm3](下記参考文献3参照)である。
また、前記式(1)中の「ρ」は下記式(2)によって求められる。
ρ=ρc−(ρc−ρa)×(Lorentz密度B−Lorentz密度A)/(Lorentz密度B−Lorentz密度C) (2)
前記式(2)中の「Lorentz密度A」は下記式(3)によって求められる。また、下記式(3)中の「n」は、平均屈折率であり、前記測定値の平行方向の屈折率「np」と垂直方向の屈折率「nv」とを用いて、下記式(4)から求められる。
Lorentz密度A=(n2−1)/(n2+1) (3)
n2=(np2+2nv2)/3 (4)
また、前記式(2)中の「Lorentz密度B」は、それぞれの樹脂種の結晶の屈折率をnとして前記式(3)に代入して求められ、PPの場合はn=1.52、PETの場合はn=1.64(それぞれ下記参考文献2、参考文献1参照)を使用した。
また、前記式(2)中の「Lorentz密度C」は、それぞれの樹脂種の非晶の屈折率をnとして前記式(3)に代入して求められ、PPの場合はn=1.47、PETの場合はn=1.58(それぞれ下記参考文献2、参考文献1参照)を使用した。
・参考文献1:「飽和ポリエステル樹脂ハンドブック」(発行所:日刊工業新聞社、初版、1989年)
・参考文献2:「POLYMER HANDBOOK」(A WILEY−INTERSCIENCE PUBLICATION、1999年)
・参考文献3:「プラスチック成形品の高次構造解析入門」(編者(社)プラスチック成形加工学会、初版、2006年)
尚、結晶化度は、その測定方法や条件により、結晶とみなされる構造が異なるため、異なる測定方法、条件間での絶対値の議論はできないことが一般的である。
熱融着性繊維を構成する各樹脂成分の融点は、示差走査型熱量計(セイコーインスツルメンツ株式会社製DSC6200)を用い、細かく裁断した繊維試料(サンプル重量2mg)の熱分析を昇温速度10℃/minで行い、各樹脂の融解ピーク温度を測定し、その融解ピーク温度で定義される。また、樹脂成分の分子の流動が始まる温度として、繊維の融着点強度が計測できる程度に該樹脂成分が融着する温度を軟化点とする。樹脂成分の融点がこの方法で明確に測定できない場合、その樹脂を「融点を持たない樹脂」と定義する。この場合、軟化点を融点の代わりに用いる。
第1繊維層11を構成する繊維集合体の形態としては、例えばカード法によって形成されたウエブ、熱融着法によって形成された不織布、水流交絡法によって形成された不織布、ニードルパンチ法によって形成された不織布、溶剤接着法によって形成された不織布、スパンボンド法によって形成された不織布、メルトブローン法によって形成された不織布、又は編地などが挙げられる。カード法によって形成されたウエブとは、不織布化される前の状態の繊維集合体のことである。つまり、不織布を製造する際に用いられるカードウエブに加えられる後処理、例えばエアスルー法やカレンダー法による加熱融着処理が施されていない状態にある、繊維同士が極めて緩く絡んでいる状態の繊維集合体のことである。カード法によって形成されたウエブを第1繊維層11に用いる場合には、第1繊維層11と第2繊維層12とを接合させると同時に、または接合させた後、第1繊維層11中の繊維同士を、熱融着若しくは溶剤により接着し、又は機械的に交絡させる。
第2繊維層12も、繊維集合体から構成されている。第2繊維層12は、螺旋状に捲縮した捲縮繊維として、螺旋状に捲縮した潜在捲縮性繊維である熱収縮性繊維を含んでいる。潜在捲縮性繊維とは、加熱される前は、従来の不織布用の繊維と同様に取り扱うことができ、且つ収縮温度での加熱によって螺旋状の捲縮が発現して収縮する性質を有する繊維である。
本実施形態の表面シート1は、潜在捲縮性繊維100%からなる第2繊維層12と、前述した熱融着性繊維100%からなる第1繊維層11とを積層し両者を部分的に接合させた後、第2繊維層12中の潜在捲縮性繊維を熱収縮させ第2繊維層12を熱収縮させることによって、第1繊維層11における融着接合部6以外の部分を凸状に隆起させて得られたものである。第2繊維層12の構成繊維として潜在捲縮性繊維を用いることで、第2繊維層12の熱収縮性と熱収縮後の第2繊維層12延いては表面シート1のエラストマー的挙動の両者を同時に発現させることができる。
潜在捲縮性繊維は、例えば収縮率の異なる2種類の熱可塑性ポリマー材料を成分とする偏心芯鞘型複合繊維又はサイド・バイ・サイド型複合繊維からなる。その例としては、特開平9−296325号公報や特許2759331号明細書等に記載のものが挙げられる。収縮率の異なる2種類の熱可塑性ポリマー材料の例としては、例えばエチレン−プロピレンランダム共重合体とポリプロピレンとの組み合わせが挙げられる。
収縮温度は、潜在捲縮性繊維ないし捲縮繊維が有する複数種の熱可塑性ポリマーのうち、相対的に軟化点が低い成分と相対的に軟化点が高い成分の、両軟化点間の温度を意味する。また、収縮開始温度は、相対的に軟化点が低い成分の軟化点を意味する。潜在捲縮性繊維は、両軟化点間の温度に加熱されたときに、低い軟化点を有する成分のみが収縮を開始する。その結果として、繊維全体が螺旋状に収縮して捲縮が発現され、捲縮繊維を形成する。後述する熱収縮工程における熱処理の温度は、潜在捲縮性繊維を構成する樹脂の軟化点に応じて、即ち収縮温度に応じて、適宜調整することができる。
第2繊維層12を構成する繊維集合体の形態としては、潜在捲縮性繊維を含み且つカード法によって形成されたウエブ、熱融着法によって形成された不織布、水流交絡法によって形成された不織布、ニードルパンチ法によって形成された不織布、溶剤接着法によって形成された不織布、スパンボンド法によって形成された不織布、メルトブローン法によって形成された不織布が挙げられるが、カード法によって形成されたウエブであることが好ましい。
第2繊維層12を構成する繊維集合体は、第1繊維層11と融着接合部6にて接合されていない部分における構成繊維同士間が互いに熱融着されていないことが繊維の自由度を高めて粘性物の透過性を向上させる観点から好ましい。
第1繊維層11及び第2繊維層12には、前記以外の繊維、例えばレーヨン、コットン、親水化アクリル系繊維などの吸水性繊維を混綿することもできる。
例えば、第2繊維層12には、第1繊維層11に配合した熱融着性繊維等、潜在捲縮性繊維以外の繊維を混ぜても良い。熱融着性繊維は、例えば、形状を安定させ、ヨレ・シワ防止性を高める目的で配合される。
表面シート1において、第2繊維層12は、潜在捲縮性繊維等の熱収縮性繊維を含み、第1繊維層11は、潜在捲縮性繊維等の熱収縮性繊維を含まないか、潜在捲縮性繊維等の熱収縮性繊維を第2繊維層よりも低い含有率で含むことが好ましい。
また、表面シート1において、第2繊維層12は、潜在捲縮性繊維を60質量%以上、特に80質量%以上、そして、100質量%以下含有することが好ましい。
ここでいう潜在捲縮性繊維(熱収縮性繊維)の含有率は、螺旋状の捲縮を発現したものと、螺旋状の捲縮を発現していないものとの両者を含めた含有率である。第2繊維層12に、潜在捲縮性繊維を含ませることによって、高凸部1b及び低凸部1sを形成した表面シート1を用いることで、肌触り、蒸れ難さ、液戻り防止性に優れる上に、ヨレ防止性能に優れる吸収性物品が得られる。なお、潜在捲縮性繊維の含有率が80質量%以上とすることで、第1繊維層11の融着接合部6以外の部分を充分に凸状に変形させ、高凸部1b及び低凸部1sが突出した嵩高な表面シート1を得ることができる。
表面シート1において、第1繊維層11の厚みは、肌からの圧力がかかった際に圧縮変形できる部分が特に充分となり、ソフト感を向上させる観点から、0.5mm以上、特に1.0mm以上、そして、3.0mm以下、特に2.0mmであることが好ましい。第2繊維層12は、第1繊維層11と第2繊維層12との間の粗密勾配による優れた液の引き込み性を安定して発現させる観点から、第1繊維層11よりも、密度が高く、厚みが薄いことが好ましい。また、繊維ムラを防止する観点から、第2繊維層12の厚みは0.5mm以上、そして、2.0mm以下、特に1.0mmであることが好ましい。
表面シート1は、吸収性物品に用いられた際の嵩高感や柔らかさの観点から、その坪量が20g/m2以上、特に50g/m2以上、そして200g/m2以下、特に100g/m2以下であることが好ましい。表面シート1においては、第2繊維層12に潜在捲縮性繊維を使用しているため、後述する熱収縮工程を経ることにより、ウエブ状態の時よりも不織布状態における坪量が大きくなる。よって、潜在捲縮性繊維を使用しない場合と異なり、複数枚のウエブを積層するなどの手段を採らずに、容易に大きな坪量を有する表面シート1を得ることができる。このように大きな坪量を有することによって、クッション感向上による風合いの心地よさ、排泄液が表面シート上で広がらずに吸収されることによる肌への液付着量低減、特に経血を吸収した後の見た目の白さにより安心感と清潔感の向上が可能となる。坪量は、表面シート1を50mm×50mm以上の大きさに裁断して測定片を採取し、この測定片の重量を最小表示1mgの電子天秤を用いて測定し坪量に換算することで求める。
上述した実施形態のパンティライナー10は、第1方向X1が流れ方向となるようにする以外は、特許文献3と同様にして表面シート1を製造し、その表面シート1又は吸収体3に接着部4形成用の接着剤を塗工した後、その表面シート1と吸収体3とを重ねて加圧し、次いで、エンボス装置に導入して周縁シール部14を形成することにより製造することができる。なお、吸収体3と裏面シート2との間は、スパイラルパターン、Ω字パターン、ストライプパターン等のパターン塗工した接着剤で接合することが好ましい。
以上、本発明をその好ましい実施形態に基づき説明したが、本発明は前記実施形態に制限されない。
例えば、本発明の吸収性物品は、図12に示すように、接着部4が、吸収体3の幅方向に外方に延出する部分を有しないものであっても良い。図12は、図1(b)相当図である。また、上述したパンティライナー10は、矩形の長手方向の両端を円弧状とし、またその長手方向の中央部に括れ部を設けた形状であったが、これに制限されず、例えば、長軸が短軸の1.5倍以上の楕円形状、矩形の長手方向の両端を円弧状とする一方、その長手方向の中央部に括れ部を有しない形状等とすることもできる。また、本発明の吸収性物品は、長手方向の両側部に、弾性部材が配されたサイド防漏部形成シート又は弾性部材が配されていないサイド防漏部形成シートを配してサイド防漏部を形成したものであっても良い。また、長手方向の中央部の両側それぞれにウイング部を備えたものであっても良い。
また本発明の吸収性物品に使用する表面シートは、図4に示す形態の融着接合部6が形成されている表面シート1に代えて、図13又は図14に示す態様で融着接合部6が形成されている表面シート1であっても良い。図13に示す表面シートの各中間接合部61は、V字状の2方向延出形状部61aと、逆V字状の2方向延出形状部61aと、これらの中間位置に独立して配された矩形状の独立融着接合部61bとからなる。図14に示す表面シート1の各中間接合部61は、V字状の2方向延出形状部61aと、逆V字状の2方向延出形状部61aと、これらを結ぶY方向に平行な矩形状の連結融着接合部61cとからなる。図13又は図14に示す表面シート1に関し、図4に示す表面シート1と同様の構成要素には同一の符号を付してある。
また、上述した実施形態の表面シート1は、図3に示すように、第1繊維層11とこれに積層された第2繊維層12とを有する多層構造の積層不織布であるが、第2繊維層12を有さずに、第1繊維層11のみからなる単層構造の不織布であってもよい。
また、上述した実施形態の表面シート1は、吸収性物品の長手方向に沿って非連続的に突出した複数の高凸部を有する第1凸部と、吸収性物品の長手方向に沿って非連続的に突出した複数の低凸部を有する第2凸部とを吸収性物品の幅方向に交互に有するものであったが、本発明の吸収性物品は、特許文献2に記載の表面シートのように、高さが異なる複数種類の畝部及び溝部を有する表面シートを、畝部及び溝部が延びる方向を吸収性物品の長手方向に一致させて用いたものであっても良い。
本発明の吸収性物品は、パンティライナー(おりものシート)の他、生理用ナプキン、失禁パッド、使い捨ておむつ等の他の吸収性物品であっても良い。吸収性物品に吸収させる体液としては、経血、下り物(おりもの)、軟便、尿、唾液、血液等が挙げられる。