JP6865471B2 - 粉末成形装置、粉末成形用金型および粉末成形体作製方法 - Google Patents
粉末成形装置、粉末成形用金型および粉末成形体作製方法 Download PDFInfo
- Publication number
- JP6865471B2 JP6865471B2 JP2018143278A JP2018143278A JP6865471B2 JP 6865471 B2 JP6865471 B2 JP 6865471B2 JP 2018143278 A JP2018143278 A JP 2018143278A JP 2018143278 A JP2018143278 A JP 2018143278A JP 6865471 B2 JP6865471 B2 JP 6865471B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- mold
- divided
- split
- cavity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims description 115
- 238000000465 moulding Methods 0.000 title claims description 58
- 238000004519 manufacturing process Methods 0.000 title claims description 20
- 238000006073 displacement reaction Methods 0.000 claims description 20
- 230000003028 elevating effect Effects 0.000 claims description 11
- 238000009423 ventilation Methods 0.000 claims description 7
- 230000001154 acute effect Effects 0.000 claims description 3
- 239000002994 raw material Substances 0.000 description 19
- 238000000034 method Methods 0.000 description 5
- 239000000428 dust Substances 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
Images




















Landscapes
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Powder Metallurgy (AREA)
Description
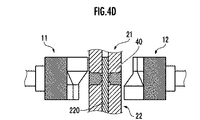
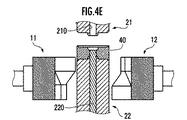
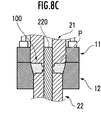
本発明の一実施形態としての粉末成形体作製方法により作製される成形体40が図9A〜図9Cに例示されている。側面42には、基準水平面(上面41の水平領域)に対して鈍角に交わる逆面421と基準水平面に対して鋭角に交わる順面422とが含まれている。逆面421および順面422のうち少なくとも一方の面と、少なくとも一方の面に隣接する面との境界部44のうち少なくとも一部が基準水平面に対して傾斜している。
(第1実施形態)
図9A〜図9Cに示されている粉末成形体40またはその基礎としての粉末成形体の作製に用いられる、本発明の第1実施形態としての金型10が図2に示されている。金型10は、当該金型10が横方向または水平方向に分割されたかのような形状の第1分割金型11および第2分割金型12よりなる。
図9A〜図9Cに示されている粉末成形体40の作製に用いられる、本発明の第2実施形態としての金型10が図6に示されている。金型10は、当該金型10が上下方向に分割されたかのような形状の第1分割金型11および第2分割金型12よりなる。
(第1実施形態)
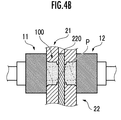
図1に示されている本発明の第1実施形態としての粉末成形装置は、図2に示されている本発明の第1実施形態としての金型10を備えている。粉末成形装置は、第1分割金型11および第2分割金型のそれぞれを水平方向に変位させるための第1金型駆動機構110および第2金型駆動機構120と、第1分割金型11および第2分割金型12が当接することにより形成されるキャビティに上方向および下方向のそれぞれから挿入される上パンチ21および下パンチ22と、上パンチ21および下パンチ21のそれぞれを昇降させるための第1昇降駆動機構21’および第2昇降駆動機構22’と、をさらに備えている。
図5に示されている本発明の第2実施形態としての粉末成形装置は、図6に示されている本発明の第2実施形態としての金型10と、第1分割金型11を鉛直方向に変位させるための金型駆動機構110と、を備えている。その他の構成は第1実施形態の粉末成形装置とほぼ同様であるため、同一符号を用いるとともに説明を省略する。
(第1実施形態)
本発明の第1実施形態としての粉末成形の作製方法において、本発明の第1実施形態としての粉末成形装置が用いられる(図1〜図3参照)。
本発明の第2実施形態としての粉末成形体の作製方法において、本発明の第2実施形態としての粉末成形装置が用いられる(図5〜図7参照)。
粉末成形装置が、気体供給装置(図示略)をさらに備え、複数の分割金型11、12のうち少なくとも1つの分割金型が、気体供給装置から供給される気体を、分割面の開口部を通じて当該少なくとも1つの分割金型の外部に供給するための通気路を有していてもよい。例えば、図10に示されている、本発明の第1実施形態の変形実施形態としての金型10によれば、一方の開口部104から他方の開口部106まで第1分割金型11および第2分割金型12のそれぞれの内部に延在する通気路102が設けられている。一方の開口部104は、各分割金型11、12の分割面111、121および成形面112、122を除く箇所(例えば、上面)に設けられ、気体供給装置の通気路に連結される。他方の開口部106は、各分割金型11、12の一の分割面111、121、より具体的には傾斜面1114、1214に設けられている。
Claims (6)
- 相互に当接することにより粉末成形体の側面形状に応じたキャビティを形成する複数の分割金型と、前記複数の分割金型を相対的に変位させるための金型駆動機構と、前記複数の分割金型により形成される前記キャビティに上方向および下方向のそれぞれから挿入される上パンチおよび下パンチと、前記上パンチおよび前記下パンチのそれぞれを昇降させるための昇降駆動機構と、を備え、
前記複数の分割金型のそれぞれが、変位方向に対して傾斜している傾斜面および変位方向に対して平行な平行面のうち少なくとも一方により構成されている所定面と、前記所定面の上縁および下縁のそれぞれに連接され、変位方向に対して垂直な一対の垂直面と、を有する分割面と、前記キャビティを画定する成形面と、を有している粉末成形装置であって、
前記複数の分割金型のそれぞれが、前記分割面のうち前記一対の垂直面において相互に当接する一方、前記所定面において1〜30μmの範囲に含まれる間隔で相互に離間した状態で相互に当接することにより前記キャビティを形成するように構成されていることを特徴とする粉末成形装置。 - 請求項1記載の粉末成形装置において、
前記粉末成形装置が、気体供給装置をさらに備え、
前記複数の分割金型のうち少なくとも1つの分割金型が、前記気体供給装置から供給される気体を、前記分割面の開口部を通じて前記少なくとも1つの分割金型の外部に供給するための通気路を有していることを特徴とする粉末成形装置。 - 請求項2記載の粉末成形装置において、
前記通気路の前記開口部が、前記分割面を構成する前記所定面に設けられていることを特徴とする粉末成形装置。 - 請求項1〜3のうちいずれか1項に記載の粉末成形装置において、
前記複数の分割金型のそれぞれの前記成形面が、基準水平面に対して鈍角に交わる逆面と前記基準水平面に対して鋭角に交わる順面とが含まれ、かつ、前記逆面および前記順面のうち少なくとも一方の面と、前記少なくとも一方の面に隣接する面との境界部のうち少なくとも一部が前記基準水平面に対して傾斜しているような前記粉末成形体の側面形状に応じた形状を有し、かつ、
前記複数の分割金型の前記分割面を構成する前記所定面が、前記粉末成形体の前記境界部に沿うように延在していることを特徴とする粉末成形装置。 - 相対的に変位して相互に当接することにより粉末成形体の側面形状に応じたキャビティを形成する複数の分割金型を用いて粉末成形体を製造する粉末成形体作製方法であって、
前記複数の分割金型のそれぞれが、変位方向に対して傾斜している傾斜面および変位方向に対して平行な平行面のうち少なくとも一方により構成されている所定面と、前記所定面の上縁および下縁のそれぞれに連接され、変位方向に対して垂直な一対の垂直面と、を有する分割面と、前記キャビティを画定する成形面と、を有し、
前記複数の分割金型のそれぞれが、前記分割面のうち前記一対の垂直面において相互に当接する一方、前記所定面において1〜30μmの範囲に含まれる間隔で相互に離間した状態で相互に当接することにより前記キャビティを形成するように構成されていることを特徴とする粉末成形体作製方法。 - 相対的に変位して相互に当接することにより粉末成形体または焼結体の側面形状に応じたキャビティを形成する複数の分割金型を備え、
前記複数の分割金型のそれぞれが、変位方向に対して傾斜している傾斜面および変位方向に対して平行な平行面のうち少なくとも一方により構成されている所定面と、前記所定面の上縁および下縁のそれぞれに連接され、変位方向に対して垂直な一対の垂直面と、を有する分割面と、前記キャビティを画定する成形面と、を有している金型であって、
前記複数の分割金型のそれぞれが、前記分割面のうち前記一対の垂直面において相互に当接する一方、前記所定面において1〜30μmの範囲に含まれる間隔で相互に離間した状態で相互に当接することにより前記キャビティを形成するように構成されていることを特徴とする金型。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018143278A JP6865471B2 (ja) | 2018-07-31 | 2018-07-31 | 粉末成形装置、粉末成形用金型および粉末成形体作製方法 |
| EP19843351.8A EP3831589B1 (en) | 2018-07-31 | 2019-07-30 | Powder molding apparatus, powder molding die, and method for preparing powder molded body |
| US17/055,711 US20210206132A1 (en) | 2018-07-31 | 2019-07-30 | Powder molding apparatus, powder molding die, and method for preparing powder molded body |
| KR1020207031668A KR102414724B1 (ko) | 2018-07-31 | 2019-07-30 | 분말 성형 장치, 분말 성형용 금형 및 분말 성형체 제작 방법 |
| PCT/JP2019/029767 WO2020027101A1 (ja) | 2018-07-31 | 2019-07-30 | 粉末成形装置、粉末成形用金型および粉末成形体作製方法 |
| CN201980032761.6A CN112118959B (zh) | 2018-07-31 | 2019-07-30 | 粉末成型装置、模具及粉末成型体制作方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018143278A JP6865471B2 (ja) | 2018-07-31 | 2018-07-31 | 粉末成形装置、粉末成形用金型および粉末成形体作製方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018187682A JP2018187682A (ja) | 2018-11-29 |
| JP6865471B2 true JP6865471B2 (ja) | 2021-04-28 |
Family
ID=64479338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018143278A Active JP6865471B2 (ja) | 2018-07-31 | 2018-07-31 | 粉末成形装置、粉末成形用金型および粉末成形体作製方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6865471B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7016174B2 (ja) * | 2019-05-31 | 2022-02-04 | 小林工業株式会社 | 粉末成形装置、粉末成形用金型および焼結体作製方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI221619B (en) * | 2002-04-24 | 2004-10-01 | Mitsubishi Electric Corp | Apparatus for moulding permanent magnet |
| JP5261833B2 (ja) * | 2010-03-24 | 2013-08-14 | 住友電工ハードメタル株式会社 | 切削インサートの製造方法と成形装置 |
| JP5849326B1 (ja) * | 2014-08-28 | 2016-01-27 | 小林工業株式会社 | 金型装置 |
-
2018
- 2018-07-31 JP JP2018143278A patent/JP6865471B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018187682A (ja) | 2018-11-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6475766B2 (ja) | 積層造形法のための方法及びその周囲の支持体 | |
| EP3205424B1 (en) | Method and connecting supports for additive manufacturing | |
| EP3205427B1 (en) | Methods for building supports in an additive manufacturing process | |
| CN103153498B (zh) | 用能够转动的半冲模和较短工作周期制造部分闭合的空心型材的装置和方法 | |
| US20100159051A1 (en) | Method and apparatus for cross-passageway pressing to produce cutting inserts | |
| JP6979055B2 (ja) | 超硬合金プレス成形品の製造のための方法および装置ならびに超硬合金プレス成形品 | |
| CN107428105A (zh) | 在使用连接技术下的形状优化的pm工具构件 | |
| JP6865471B2 (ja) | 粉末成形装置、粉末成形用金型および粉末成形体作製方法 | |
| KR102414724B1 (ko) | 분말 성형 장치, 분말 성형용 금형 및 분말 성형체 제작 방법 | |
| US20100181694A1 (en) | Device and Method for Manufacturing End Mill | |
| CN206812359U (zh) | 一种便于倒钩脱模的模具 | |
| CN1141196C (zh) | 挡铲板槽帮的铸造方法 | |
| JP6811566B2 (ja) | 複層成形品の製造装置及び製造方法 | |
| JP7016174B2 (ja) | 粉末成形装置、粉末成形用金型および焼結体作製方法 | |
| JP5577557B2 (ja) | 成形用ダイ | |
| CN106345914A (zh) | 一种镶块的结构及制作方法 | |
| JP6730039B2 (ja) | 成形用金型 | |
| CN213052323U (zh) | 一种电梯轿厢支座一次冲孔成型模具 | |
| JPS61232019A (ja) | 渦巻状焼結部品のプレス成形装置 | |
| JP2002219553A (ja) | 鋳造装置、鋳造成形品、及びスクロール | |
| JP2024140665A (ja) | 焼結体の製造方法、焼結体および造形型 | |
| CN116037926A (zh) | 一种粉末冶金注射成型模具结构 | |
| JP2006022366A (ja) | 段付穴の成形方法及びその方法で成形して製造された段付穴を有する焼結部品 | |
| JP2003154532A (ja) | 樹脂成形用金型 | |
| JP2010221264A (ja) | 成形方法および成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181001 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6865471 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |