JP6871496B2 - 焼結体の製造方法 - Google Patents
焼結体の製造方法 Download PDFInfo
- Publication number
- JP6871496B2 JP6871496B2 JP2017199865A JP2017199865A JP6871496B2 JP 6871496 B2 JP6871496 B2 JP 6871496B2 JP 2017199865 A JP2017199865 A JP 2017199865A JP 2017199865 A JP2017199865 A JP 2017199865A JP 6871496 B2 JP6871496 B2 JP 6871496B2
- Authority
- JP
- Japan
- Prior art keywords
- green compact
- sintered body
- punch
- rough surface
- stacked
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Powder Metallurgy (AREA)
Description
金属粉末を含む原料粉末を金型で圧縮成形して圧粉体を作製し、前記圧粉体の上面及び下面のいずれか一方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を形成する成形工程と、
複数の前記圧粉体を前記端面同士が接触するように積み重ねる段積み工程と、
複数の前記圧粉体を積み重ねた状態で焼結する焼結工程と、を備える。
焼結体の上面及び下面のいずれか一方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を有する。
最初に本発明の実施態様を列記して説明する。
金属粉末を含む原料粉末を金型で圧縮成形して圧粉体を作製し、前記圧粉体の上面及び下面のいずれか一方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を形成する成形工程と、
複数の前記圧粉体を前記端面同士が接触するように積み重ねる段積み工程と、
複数の前記圧粉体を積み重ねた状態で焼結する焼結工程と、を備える。
焼結体の上面及び下面のいずれか一方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を有する。
本発明の実施形態に係る焼結体の製造方法、及び焼結体の具体例を、以下に図面を参照しつつ説明する。図中の同一符号は同一名称物を示す。本発明はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
実施形態に係る焼結体の製造方法は、下記の工程を備える。
1.成形工程:原料粉末を金型で圧縮成形して圧粉体を作製する。
2.段積み工程:複数の圧粉体を端面同士が接触するように積み重ねる。
3.焼結工程:複数の圧粉体を積み重ねた状態で焼結する。
実施形態に係る焼結体の製造方法の特徴の1つは、成形工程において、圧粉体の上面及び下面のいずれか一方の端面に表面粗さが最大高さRzで5μm以上の粗面領域を形成する点にある。以下、実施形態の焼結体の製造方法について詳しく説明する。
成形工程は、金属粉末を含む原料粉末を金型で圧縮成形して圧粉体を作製し、圧粉体の上面及び下面のいずれか一方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を形成する工程である。
原料粉末に用いる金属粉末は、焼結体1を構成する主たる材料であり、金属粉末としては、例えば、鉄又は鉄を主成分とする鉄合金(鉄系材料)、アルミニウム又はアルミニウムを主成分とするアルミニウム合金(アルミニウム系材料)、銅又は銅を主成分とする銅合金(銅系材料)などの各種金属の粉末が挙げられる。スプロケットなどの焼結機械部品の場合、代表的には、純鉄粉や鉄合金粉などの鉄系粉末が用いられる。ここで、「主成分とする」とは、構成成分として、当該元素を50質量%超、好ましくは80質量%以上、更に90質量%以上含有することを意味する。鉄合金としては、Cu,Ni,Sn,Cr,Mo及びCから選択される少なくとも1種の合金化元素を含有することが挙げられる。上記合金化元素は、鉄系焼結体の機械的特性の向上に寄与する。上記合金化元素のうち、Cu,Ni,Sn,Cr及びMoの含有量は、合計で0.5質量%以上6.0質量%以下、更に1.0質量%以上3.0質量%以下とすることが挙げられる。Cの含有量は、0.2質量%以上2.0質量%以下、更に0.4質量%以上1.0質量%以下とすることが挙げられる。鉄系焼結体の場合、金属粉末として鉄粉を用い、上記合金化元素の粉末(合金化粉末)を添加してもよい。この場合、後工程の焼結工程で圧粉体を焼結することによって、鉄が合金化元素と反応して合金化される。合金化元素の含有量は、製品となる焼結体の用途や仕様に応じて所定の組成になるように適宜設定される。
成形工程で成形する圧粉体は、焼結体1(図1、図2参照)に対応した形状であり、図3に示すような金型50で成形することが挙げられる。図3示す金型50は、原料粉末が充填される型孔510が形成されたダイ51と、ダイ51の上下に対向配置され、型孔510に充填された原料粉末を上下から圧縮する上パンチ52及び下パンチ53とを備える。図3に示す例では、金型50は、ダイ51の型孔510内に配置され、圧粉体2の貫通孔10を形成するコアロッド55を備えている。金型50を用いて圧粉体2を成形するときは、ダイ51の型孔510に下パンチ53を配置して原料粉末を充填した後、上パンチ52を下降させ、上下からパンチ52、53で原料粉末を圧縮して成形する。上パンチ52及び下パンチ53の各パンチ面521、531が圧粉体2の上面22及び下面23の各端面21を形成することになる。つまり、圧粉体2の圧縮方向(軸方向)の一方の面が上面22、他方の面が下面23となる。
成形工程では、圧粉体2の上面22及び下面23のいずれか一方の端面21に表面粗さRz(最大高さ)が5μm以上の粗面領域を形成する。粗面領域は、圧粉体2のいずれか一方の端面21に形成されていればよく、上面22又は下面23の一方の端面21にのみ形成してもよいし、上面22及び下面23の両方の端面21に形成してもよい。圧粉体2のいずれか一方の端面21に粗面領域を形成することにより、後述する次工程の段積み工程(図4参照)において、圧粉体2を積み重ねたときに互いに接触する端面21間(下段の圧粉体2の上面22と上段の圧粉体2の下面23との間)の摩擦係数(摩擦抵抗)を高くできる。そのため、積み重ねた圧粉体2が摩擦力によって滑り難くなり、圧粉体2の相対移動(位置ずれ)が抑制され、圧粉体2の積み重ねた状態を安定して維持することができる。この例では、圧粉体2の両方の端面21(上面22及び下面23)に粗面領域を形成している。
段積み工程は、複数の圧粉体を端面同士が接触するように積み重ねる工程である。
焼結工程は、複数の圧粉体を積み重ねた状態で焼結する工程である。
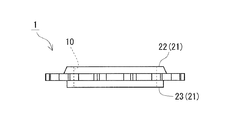
実施形態に係る焼結体1(図1、図2参照)は、上述した焼結体の製造方法により製造することができる。実施形態の焼結体1の特徴の1つは、焼結体1の上面22及び下面23のいずれか一方の端面21の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を有する点にある。ここでいう「焼結体の端面」とは、複数の焼結体1を上下方向に同じ向きで積み重ねたときに、上下の焼結体1の互いに接触する端面21のことをいう。
上述した実施形態に係る焼結体の製造方法は、圧粉体2のいずれか一方の端面21に表面粗さが最大高さRzで5μm以上の粗面領域を成形時に形成しておき、複数の圧粉体2を端面同士が接触するように積み重ねて焼結する。圧粉体2のいずれか一方の端面21に粗面領域が形成されていることで、圧粉体2を積み重ねたときに互いに接触する端面21間の摩擦係数が高く、摩擦力により圧粉体2の積み重ねた状態を安定して維持することができる。よって、複数の圧粉体2を積み重ねた状態で焼結する際、その状態を維持したまま焼結することが可能である。したがって、実施形態の焼結体の製造方法は、圧粉体2を焼結する際に圧粉体2の積み重ねた状態を安定して維持することができる。実施形態の焼結体の製造方法は、例えばスプロケットなどの焼結機械部品の製造に好適に利用できる。
パンチ面を放電加工により形成し、放電加工面(放電肌)とした上下のパンチと、パンチ面を放電加工した後、ラッピング加工して平滑面とした上下のパンチとをそれぞれ用意し、それぞれのパンチを用いて圧粉体を複数ずつ作製した。作製した圧粉体は、円環状で、内径50mm、外径60mm、厚さ10mmである。放電加工面としたパンチ面の表面粗さRzは5.0μmとし、平滑面としたパンチ面の表面粗さRzは2.0μmとした。また、それぞれのパンチを用いて作製した各圧粉体の端面(上面及び下面)の表面粗さを測定した。パンチ面を放電加工面とした圧粉体では、端面の最大高さRzが6.0μmであり、端面が粗面になっていた。一方、パンチ面を平滑面とし圧粉体では、端面の最大高さRzが2.4μmであり、端面が平滑面になっていた。
2 圧粉体
10 貫通孔
21 端面
22 上面
23 下面
50 金型
51 ダイ
510 型孔
52 上パンチ
53 下パンチ
521、531 パンチ面
55 コアロッド
Claims (3)
- 金属粉末を含む原料粉末を金型で圧縮成形して圧粉体を作製し、前記圧粉体の上面及び下面の両方の端面の少なくとも一部に表面粗さが最大高さRzで5μm以上の粗面領域を形成する成形工程と、
複数の前記圧粉体を前記粗面領域が形成された前記端面同士が接触するように積み重ねる段積み工程と、
複数の前記圧粉体を積み重ねた状態で焼結する焼結工程と、を備える焼結体の製造方法。 - 前記金型は、前記原料粉末が充填される型孔が形成されたダイと、前記ダイの上下に対向配置され、前記型孔に充填された前記原料粉末を上下から圧縮する上パンチ及び下パンチとを備え、
前記圧粉体の上面及び下面を形成する前記上パンチ及び下パンチのパンチ面のうち、前記粗面領域を形成する部分の表面粗さが最大高さRzで5μm以上になるように粗面化されている請求項1に記載の焼結体の製造方法。 - 前記上パンチ及び下パンチのパンチ面の粗面化された部分が放電加工又は切削加工により形成されている請求項2に記載の焼結体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017199865A JP6871496B2 (ja) | 2017-10-13 | 2017-10-13 | 焼結体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017199865A JP6871496B2 (ja) | 2017-10-13 | 2017-10-13 | 焼結体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019073759A JP2019073759A (ja) | 2019-05-16 |
| JP6871496B2 true JP6871496B2 (ja) | 2021-05-12 |
Family
ID=66543774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017199865A Active JP6871496B2 (ja) | 2017-10-13 | 2017-10-13 | 焼結体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6871496B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7327799B2 (ja) * | 2019-12-25 | 2023-08-16 | 住友電工焼結合金株式会社 | 筒状焼結部材の製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0995702A (ja) * | 1995-09-29 | 1997-04-08 | Mitsubishi Materials Corp | 焼結方法およびワーク分離装置 |
| JP4840225B2 (ja) * | 2007-03-29 | 2011-12-21 | Tdk株式会社 | 磁石の製造方法及び成形体 |
| JP2011241422A (ja) * | 2010-05-17 | 2011-12-01 | Sumitomo Electric Sintered Alloy Ltd | 表面に突起を有する焼結部品とその部品の製造方法 |
-
2017
- 2017-10-13 JP JP2017199865A patent/JP6871496B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019073759A (ja) | 2019-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107921535B (zh) | 制作烧结体的方法及烧结体 | |
| JP5415821B2 (ja) | 略円柱状の粉末成形体および粉末成形金型装置 | |
| CN110899693B (zh) | 一种粉末冶金零件的成型方法及成型装置 | |
| CN101678516A (zh) | 粉末金属锻件以及制造的方法和设备 | |
| US12151287B2 (en) | Method for manufacturing sintered component and sintered component | |
| JP6871496B2 (ja) | 焼結体の製造方法 | |
| JP4849462B2 (ja) | 複合焼結機械部品の製造方法およびシリンダブロック | |
| JP6152002B2 (ja) | 圧粉成形体の製造方法 | |
| CN101203343B (zh) | 滑动部件及其制造方法 | |
| JP2001252793A (ja) | 圧粉体の成形方法 | |
| JP5765490B2 (ja) | 摺動部材及び摺動部材の製造方法 | |
| JP2014001427A (ja) | 焼結部品の製造方法 | |
| WO2016158316A1 (ja) | 焼結体表面緻密化用サイジング金型とその製造方法及び製造物 | |
| WO2014010429A1 (ja) | ターボチャージャー用のスラストベアリングの製造法およびターボチャージャー用のスラストベアリング | |
| JP5177787B2 (ja) | Fe基焼結合金の製造方法とそのFe基焼結合金 | |
| CN108026959A (zh) | 连杆组件及其制造方法 | |
| WO2016021362A1 (ja) | 複合焼結体の製造方法 | |
| JP5076619B2 (ja) | 金型および該金型で成形された圧粉成形体 | |
| JP2015010249A (ja) | ターボチャージャー用のスラストベアリングの製造法およびターボチャージャー用のスラストベアリング | |
| JP5577557B2 (ja) | 成形用ダイ | |
| JP6331558B2 (ja) | 粉末成形用ダイ | |
| WO2019181417A1 (ja) | 焼結機械部品、焼結歯車、ブーリー、カップリング、焼結機械部品の製造方法、及び粉末成形用金型 | |
| JP2009167482A (ja) | コンロッドの製造方法およびコンロッド | |
| JP2007314856A (ja) | 焼結部品の製造方法 | |
| JP2017179581A (ja) | 焼結拡散接合部品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A625 | Written request for application examination (by other person) |
Free format text: JAPANESE INTERMEDIATE CODE: A625 Effective date: 20200421 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210201 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210317 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210325 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6871496 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |