JP6888677B2 - 油井管用ねじ継手 - Google Patents
油井管用ねじ継手 Download PDFInfo
- Publication number
- JP6888677B2 JP6888677B2 JP2019530840A JP2019530840A JP6888677B2 JP 6888677 B2 JP6888677 B2 JP 6888677B2 JP 2019530840 A JP2019530840 A JP 2019530840A JP 2019530840 A JP2019530840 A JP 2019530840A JP 6888677 B2 JP6888677 B2 JP 6888677B2
- Authority
- JP
- Japan
- Prior art keywords
- screw
- joint
- pin
- box
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/001—Screw-threaded joints; Forms of screw-threads for such joints with conical threads
-
- E—FIXED CONSTRUCTIONS
- E21—EARTH OR ROCK DRILLING; MINING
- E21B—EARTH OR ROCK DRILLING; OBTAINING OIL, GAS, WATER, SOLUBLE OR MELTABLE MATERIALS OR A SLURRY OF MINERALS FROM WELLS
- E21B17/00—Drilling rods or pipes; Flexible drill strings; Kellies; Drill collars; Sucker rods; Cables; Casings; Tubings
- E21B17/02—Couplings; joints
- E21B17/04—Couplings; joints between rod or the like and bit or between rod and rod or the like
- E21B17/042—Threaded
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/04—Screw-threaded joints; Forms of screw-threads for such joints with additional sealings
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L15/00—Screw-threaded joints; Forms of screw-threads for such joints
- F16L15/06—Screw-threaded joints; Forms of screw-threads for such joints characterised by the shape of the screw-thread
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Mining & Mineral Resources (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Environmental & Geological Engineering (AREA)
- Fluid Mechanics (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Non-Disconnectible Joints And Screw-Threaded Joints (AREA)
Description
[1] 鋼管の一端に雄のテーパねじである雄ねじ部が設けられたピンと、
鋼管の一端に前記雄ねじ部と嵌合する雌のテーパねじである雌ねじ部が設けられたボックスとを有し、
前記ピンと前記ボックスとが金属接触して流体をシールする構造を、前記ピンの管端側の外周面側シール部および前記ボックスの管端側の内周面側シール部の少なくとも1箇所に備えるインテグラル式の油井管用ねじ継手であり、
前記雄のテーパねじおよび前記雌のテーパねじのねじ列におけるねじ長さL(mm)の最小値Lmin(mm)が(1)式により定義され、
前記ねじ列におけるねじ長さL(mm)が(2)式を満足する、
油井管用ねじ継手。
Lmin=((t×(D−t))/(αt×Dt/√3))×継手効率 ・・・・(1)
Lmin×1.0≦L≦Lmin×2.5 ・・・・(2)
ここで、t:ボックスおよびピンの未加工部である素管部の管厚(mm)、
D:ボックスおよびピンの未加工部である素管部の管径(mm)、
αt:ねじ長さLに対するねじ有効長さの比であり、
ねじ有効長さはボックスまたはピンのうち短い側を選択、
Dt:ボックスまたはピンのうちねじ有効長さが短い側のテーパね
じにおけるねじ谷の平均ねじ径 (mm)、
継手効率:継手部の引張強度/素管部の引張強度、
とする。
また、継手部のねじ長さ(L(mm))とは、継手部を螺合締結した際に、継手部のうち雄ねじ部と雌ねじ部とが噛み合っている部分(ねじ嵌合部)の長さ(すなわち、雄のテーパねじおよび雌のテーパねじのねじ列におけるねじ長さ)を指す。
また、ねじ有効長さとは、上記ねじ嵌合部において、雄ねじ部および雌ねじ部のねじ山の底面をそれぞれについて合算した部分の軸方向長さの総和であり、雄ねじ部および雌ねじ部についてそれぞれ算出される。
また、ねじ有効長さ比(αt)とは、ねじ長さLに対するねじ有効長さの比であり、ねじ有効長さはボックスまたはピンのうち短い側が選択される。
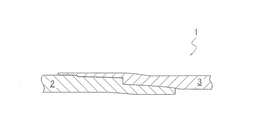
本発明の油井管用ねじ継手1は、鋼管の一端に雄のテーパねじである雄ねじ部4が設けられたピン2と、鋼管の一端に雄ねじ部4と嵌合する雌のテーパねじである雌ねじ部5が設けられたボックス3とを有する。また、ピン2とボックス3が金属接触して流体をシールする構造を、ピン2の管端側の外周面側シール部9およびボックス3の管端側の内周面側シール部10の少なくとも1箇所に備える、インテグラル式の油井管用ねじ継手1である。雄雌のテーパねじのねじ列におけるねじ長さL(mm)の最小値Lmin(mm)は、後述する(1)式により定義され、かつ、ねじ列におけるねじ長さL(mm)は、後述する(2)式を満足する。
Lmin=((t×(D−t))/(αt×Dt/√3))×継手効率 ・・・・(1)
Lmin×1.0≦L≦Lmin×2.5 ・・・・(2)
ここで、t:ボックスおよびピンの未加工部である素管部の管厚(mm)、
D:ボックスおよびピンの未加工部である素管部の管径(mm)、
αt:ねじ長さLに対するねじ有効長さの比であり、
ねじ有効長さはボックスまたはピンのうち短い側を選択
Dt:ボックスまたはピンのうちねじ有効長さが短い側のテーパね
じにおけるねじ谷の平均ねじ径(mm)、
継手効率:継手部の引張強度/素管部の引張強度、
とする。
また、ねじ長さL(mm)とは、後述する通り、ピン2の危険断面14の位置からボックス3の危険断面13の位置までの長さを指す。
また、ねじ長さLの最小値Lmin(mm)とは、上記(1)で定義されるねじ長さLの必要最低限の長さを指す。
また、素管部の管厚t(mm)とは、図1に示すように、ピン未加工部6およびボックス未加工部7(素管部)の管厚を指す。素管部の管径D(mm)とは、ピン未加工部6およびボックス未加工部7(素管部)の管径を指す。Dt(mm)とは、ボックスまたはピンのうちねじ有効長さが短い側のテーパねじにおけるねじ谷の平均ねじ径を指す。
継手部の最大引張応力(MPa)=素管の引張応力(MPa)×継手効率 ・・・(3)
そして、素管の引張応力を基準とした場合、許容されるねじ部の剪断応力は、以下の(4)式を満たす必要がある。
ねじ部の剪断応力比≦((1/√3)/継手効率) ・・・(4)
上記剪断応力比は((1/√3)/継手効率)で表される値以下とすることで剪断破壊を防止することができる。安全を確保する観点より上記式(4)に対して安全率0.8を適用し(すなわち、上記式(4)の右辺に安全率0.8を乗じ)、上記剪断応力比を(0.46/継手効率)以下とすることが望ましい。なお、本発明では式(2)によりねじ長さの上限をLmin×2.5としていることから、上記剪断応力比の下限は安全率0.4を適用した場合と等しくなり、(0.23/継手効率)と算出される。
(ねじ部の剪断応力/継手部の引張応力)≦1/√3 ・・・(5)
また、(5)式の左辺は、上記式(3)を用いて以下のように変換できる。
左辺=(ねじ部の剪断応力)/(素管部の引張応力/継手効率)
=(引張力/ねじ部有効断面積)/(引張力/素管断面積)×(継手効率)
=(素管断面積/ねじ部有効断面積)×(継手効率)
=(素管断面積/(円周率×ねじ有効長さ×平均ねじ径))×(継手効率)
=((π・t・(D−t))/(π・αt×L×Dt))×継手効率
ゆえに、(5)式は、
((π・t・(D−t))/(π・αt×L×Dt))×継手効率 ≦ (1/√3) ・・・(6)
となる。そして、(6)式の等号を満たす条件がLの最小長さLminであり、Lminについて式を解くことにより上記(1)式が得られる。
(1)剪断破壊に関する評価
継手部のねじ部が剪断破壊されるか否かの評価は、危険断面から算出される継手効率に基づく引張負荷を作用させた場合に、ねじ部が剪断破壊されるか否かを判断することにより行った。ここでは、ねじ山接触面としてロードフランクの角度を−5度、スタビングフランク角度を15度とした。
(2)加工性および施工性に関する評価
各供試継手において、ピンおよびボックスの作製に要した加工時間(sec)と、ピンおよびボックスの締結時間(sec)をそれぞれ計測した。加工時間は、ピンとボックスの各所要時間の合計とした。加工性および施工性の評価は、表1に示した供試継手No.6の油井管用ねじ継手における加工時間および締結時間を基準とし、この基準値に対する比率を求めて評価した。求めた比率が1.0未満の場合は加工性、施工性が優れると評価し、求めた比率が1.0以上の場合は加工性、施工性が劣ると評価した。なお、供試継手No.6は、本発明で規定されるねじ長さL(mm)を用いるのではなく、従来の一般的なねじ長さに設計されたものである。

一方、ねじ長さLが上記(2)式の上限値を超える比較例(供試継手No.4)では、加工時間および締結時間が長くなり、生産性が低下することが分かった。ねじ長さLが上記(2)式の下限値の最小値を下回る比較例(供試継手No.5)では、剪断破壊となり強度不足であることも分かった。
2 ピン
3 ボックス
4 雄ねじ部
5 雌ねじ部
6 ピン未加工部
7 ボックス未加工部
9 外周面側シール部
10 内周面側シール部
11、12 ショルダ部
13、14 危険断面
15 ノーズ
16 ノーズ穴
17 ねじ列
α ねじ継手軸
Claims (1)
- 鋼管の一端に雄のテーパねじである雄ねじ部が設けられたピンと、
鋼管の一端に前記雄ねじ部と嵌合する雌のテーパねじである雌ねじ部が設けられたボックスとを有し、
前記ピンと前記ボックスとが金属接触して流体をシールする構造を、前記ピンの管端側の外周面側シール部および前記ボックスの管端側の内周面側シール部の少なくとも1箇所に備えるインテグラル式の油井管用ねじ継手であり、
前記雄のテーパねじおよび前記雌のテーパねじのねじ列における、前記ピンの危険断面の位置から前記ボックスの危険断面の位置までの長さであるねじ長さL(mm)の最小値Lmin(mm)が(1)式により定義され、
前記ねじ列における、ねじ部が剪断破壊されない前記ねじ長さL(mm)が(2)式を満足する、
油井管用ねじ継手。
Lmin=((t×(D−t))/(αt×Dt/√3))×継手効率 ・・・・(1)
Lmin×1.25≦L≦Lmin×2.5 ・・・・(2)
ここで、t:ボックスおよびピンの未加工部である素管部の管厚(mm)、
D:ボックスおよびピンの未加工部である素管部の管径(mm)、
αt:ねじ長さLに対するねじ有効長さの比であり、
ねじ有効長さはボックスまたはピンのうち短い側を選択、
Dt:ボックスまたはピンのうちねじ有効長さが短い側のテーパねじにおけるねじ谷の平均ねじ径(mm)、
継手効率:継手部の引張強度/素管部の引張強度、
とする。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018038495 | 2018-03-05 | ||
| JP2018038495 | 2018-03-05 | ||
| PCT/JP2019/005177 WO2019171899A1 (ja) | 2018-03-05 | 2019-02-14 | 油井管用ねじ継手 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019171899A1 JPWO2019171899A1 (ja) | 2020-04-16 |
| JP6888677B2 true JP6888677B2 (ja) | 2021-06-16 |
Family
ID=67847228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019530840A Active JP6888677B2 (ja) | 2018-03-05 | 2019-02-14 | 油井管用ねじ継手 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US11549620B2 (ja) |
| EP (1) | EP3763981B1 (ja) |
| JP (1) | JP6888677B2 (ja) |
| CN (1) | CN111868429B (ja) |
| AR (1) | AR114654A1 (ja) |
| AU (1) | AU2019230247C1 (ja) |
| BR (1) | BR112020017885B1 (ja) |
| CA (1) | CA3088237C (ja) |
| ES (1) | ES2937962T3 (ja) |
| MX (1) | MX2020009213A (ja) |
| MY (1) | MY207116A (ja) |
| RU (1) | RU2742962C1 (ja) |
| SA (1) | SA520420087B1 (ja) |
| UA (1) | UA125003C2 (ja) |
| WO (1) | WO2019171899A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210301600A1 (en) * | 2020-03-26 | 2021-09-30 | NejiLaw inc. | Oil well pipe connection structure and oil well pipe |
| US20250155055A1 (en) * | 2022-01-20 | 2025-05-15 | Metal One Corporation | Steel pipe joint structure and method for processing steel pipe |
| WO2026078756A1 (ja) * | 2024-10-07 | 2026-04-16 | Jfeスチール株式会社 | 鋼管用ねじ継手 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5232475B2 (ja) | 1973-08-13 | 1977-08-22 | ||
| SU1615315A1 (ru) * | 1987-12-08 | 1990-12-23 | Нижнеднепровский Трубопрокатный Завод Им.Карла Либкнехта | Соединение тонкостенных обсадных труб |
| CA1322773C (en) | 1989-07-28 | 1993-10-05 | Erich F. Klementich | Threaded tubular connection |
| US5492375A (en) * | 1994-07-21 | 1996-02-20 | Grant Tfw, Inc. | Drill pipe with improved connectors |
| US5687999A (en) * | 1995-10-03 | 1997-11-18 | Vallourec Oil & Gas | Threaded joint for tubes |
| JPH10318453A (ja) * | 1997-05-15 | 1998-12-04 | Nippon Steel Corp | 鋼管継手構造 |
| JP3668094B2 (ja) | 2000-04-10 | 2005-07-06 | 新日本製鐵株式会社 | 管継手 |
| US7431347B2 (en) * | 2003-09-24 | 2008-10-07 | Siderca S.A.I.C. | Hollow sucker rod connection with second torque shoulder |
| ITRM20050069A1 (it) | 2005-02-17 | 2006-08-18 | Tenaris Connections Ag | Giunzione filettata per tubi provvista di tenuta. |
| US8246086B2 (en) * | 2008-09-10 | 2012-08-21 | Beverly Watts Ramos | Low cost, high performance pipe connection |
| US9885214B2 (en) * | 2009-07-14 | 2018-02-06 | Ptech Drilling Tubulars, Llc | Threaded tool joint connection |
| JP5849749B2 (ja) | 2011-02-28 | 2016-02-03 | Jfeスチール株式会社 | 管用ねじ継手 |
| CN103046876A (zh) | 2012-12-25 | 2013-04-17 | 江苏和信石油机械有限公司 | 一种11-1/4英寸超大口径探矿钻杆 |
| FR3008763B1 (fr) | 2013-07-18 | 2015-07-31 | Vallourec Mannesmann Oil & Gas | Ensemble pour la realisation d'un joint filete pour le forage et l'exploitation des puits d'hydrocarbures et joint filete resultant |
| JP6390321B2 (ja) | 2013-10-29 | 2018-09-19 | 新日鐵住金株式会社 | 鋼管用ねじ継手 |
| JP5971264B2 (ja) * | 2014-01-10 | 2016-08-17 | Jfeスチール株式会社 | 極厚肉油井管用ねじ継手 |
| CN204703787U (zh) * | 2015-01-07 | 2015-10-14 | 中国石油天然气股份有限公司 | 非标准346.08mm偏梯形螺纹套管接头 |
| CA3001670C (en) | 2015-10-21 | 2020-04-14 | Nippon Steel Corporation | Threaded connection for steel pipe |
| CN106837196A (zh) | 2017-02-22 | 2017-06-13 | 西南石油大学 | 一种适用于大位移井的超高抗扭钻杆接头螺纹 |
| RU186585U1 (ru) * | 2018-08-03 | 2019-01-24 | Общество с ограниченной ответственностью "Пермская компания нефтяного машиностроения" | Двухупорное резьбовое соединение |
-
2019
- 2019-02-14 AU AU2019230247A patent/AU2019230247C1/en active Active
- 2019-02-14 RU RU2020129041A patent/RU2742962C1/ru active
- 2019-02-14 MX MX2020009213A patent/MX2020009213A/es unknown
- 2019-02-14 WO PCT/JP2019/005177 patent/WO2019171899A1/ja not_active Ceased
- 2019-02-14 US US16/977,835 patent/US11549620B2/en active Active
- 2019-02-14 MY MYPI2020004442A patent/MY207116A/en unknown
- 2019-02-14 CA CA3088237A patent/CA3088237C/en active Active
- 2019-02-14 EP EP19764512.0A patent/EP3763981B1/en active Active
- 2019-02-14 ES ES19764512T patent/ES2937962T3/es active Active
- 2019-02-14 UA UAA202005668A patent/UA125003C2/uk unknown
- 2019-02-14 BR BR112020017885-3A patent/BR112020017885B1/pt active IP Right Grant
- 2019-02-14 JP JP2019530840A patent/JP6888677B2/ja active Active
- 2019-02-14 CN CN201980017424.XA patent/CN111868429B/zh active Active
- 2019-03-01 AR ARP190100515A patent/AR114654A1/es active IP Right Grant
-
2020
- 2020-09-03 SA SA520420087A patent/SA520420087B1/ar unknown
Also Published As
| Publication number | Publication date |
|---|---|
| MY207116A (en) | 2025-01-30 |
| UA125003C2 (uk) | 2021-12-22 |
| EP3763981A4 (en) | 2021-03-31 |
| MX2020009213A (es) | 2021-01-15 |
| AU2019230247C1 (en) | 2022-10-27 |
| CN111868429A (zh) | 2020-10-30 |
| US20210025523A1 (en) | 2021-01-28 |
| ES2937962T3 (es) | 2023-04-03 |
| CA3088237A1 (en) | 2019-09-12 |
| US11549620B2 (en) | 2023-01-10 |
| EP3763981A1 (en) | 2021-01-13 |
| BR112020017885A2 (pt) | 2020-12-22 |
| AU2019230247B2 (en) | 2021-11-11 |
| WO2019171899A1 (ja) | 2019-09-12 |
| CN111868429B (zh) | 2022-04-15 |
| AU2019230247A1 (en) | 2020-07-30 |
| CA3088237C (en) | 2022-11-01 |
| SA520420087B1 (ar) | 2022-10-30 |
| JPWO2019171899A1 (ja) | 2020-04-16 |
| EP3763981B1 (en) | 2023-01-25 |
| BR112020017885B1 (pt) | 2023-10-03 |
| RU2742962C1 (ru) | 2021-02-12 |
| AR114654A1 (es) | 2020-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3486540B1 (en) | Threaded joint for oil well steel pipe | |
| AU2016241774B2 (en) | Threaded pipe joint | |
| JP6683738B2 (ja) | 鋼管用ねじ継手 | |
| JP6888677B2 (ja) | 油井管用ねじ継手 | |
| US11353144B2 (en) | Threaded joint | |
| JP7184169B2 (ja) | 管用ねじ継手 | |
| JPWO2020183860A1 (ja) | ねじ継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200519 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200908 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201030 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20201208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210224 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210224 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210309 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20210316 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210420 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210503 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6888677 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |