JP6910041B2 - 炭素繊維複合材料 - Google Patents
炭素繊維複合材料 Download PDFInfo
- Publication number
- JP6910041B2 JP6910041B2 JP2017039214A JP2017039214A JP6910041B2 JP 6910041 B2 JP6910041 B2 JP 6910041B2 JP 2017039214 A JP2017039214 A JP 2017039214A JP 2017039214 A JP2017039214 A JP 2017039214A JP 6910041 B2 JP6910041 B2 JP 6910041B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- composite material
- poly
- meth
- polyolefin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Description
炭素繊維は、リサイクル炭素繊維(RCF)でも、リサイクルではない炭素繊維でも使用可能である。炭素繊維の表面にサイジング剤が塗布されている場合には、必要に応じて、サイジング剤除去工程にて、炭素繊維表面におけるサイジング剤の塗布量を低減させておく。サイジング除去工程としては、例えば、炭素繊維を、有機溶剤(例えば、アセトン等)中にて、30〜50℃、10〜30分の超音波処理を行い(必要に応じて、超音波処理は複数回行ってもよい)、その後、アルコール(例えば、エタノール)と蒸留水にて洗浄し、乾燥させる方法が挙げられる。
熱可塑性樹脂は、特に限定されないが、例えば、アクリロニトリル− ブタジエン− スチレン樹脂(ABS)、ポリアミド樹脂、ポリカーボネート樹脂、ポリオレフィン樹脂(例えば、ポリプロピレン樹脂、ポリエチレン樹脂)、ポリアセタール樹脂、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられる。これらのうち、成形性、耐水性、耐油性及び耐溶剤性等に優れる点から、ポリプロピレン樹脂が好ましい。これらの樹脂は、単独で使用してもよく、2種以上を混合して使用してもよい。
本発明では、相溶化剤として、ポリオレフィン−ポリ(メタ)アクリル酸及びポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つのブロック共重合体が配合されている。前記相溶化剤を配合することで、非極性の熱可塑性樹脂の補強材として、極性を有する炭素繊維が用いられても、非極性の熱可塑性樹脂中における炭素繊維の分散を均一化できるので、炭素繊維と熱可塑性樹脂間における界面接着性が向上し、結果、優れた機械的特性を有する炭素繊維複合材料が得られる。さらに、上記相溶化剤は少量の配合でも優れた機械的特性を有する炭素繊維複合材料が得られるので、導電性に優れた炭素繊維複合材料を得ることができる
ポリオレフィン−ポリ(メタ)アクリル酸は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸である重合体ブロックとを有している。上記2種のブロック重合体を有する構造であれば、化学構造は、ジブロック共重合体、トリブロック共重合体等、特に限定されないが、炭素繊維と熱可塑性樹脂間における界面接着性がさらに向上する点からトリブロック共重合体が好ましく、[a1]−[b1]−[a2]構造のトリブロック共重合体が特に好ましい。
ポリオレフィン−ポリ(メタ)アクリル酸の金属塩は、ポリオレフィンである重合体ブロックとポリ(メタ)アクリル酸の金属塩である重合体ブロックとを有している。上記2種のブロック重合体を有する構造であれば、化学構造は、ジブロック共重合体、トリブロック共重合体等、特に限定されないが、炭素繊維と熱可塑性樹脂間における界面接着性がさらに向上する点からトリブロック共重合体が好ましく、[a1]−[b1]−[a2]構造のトリブロック共重合体が特に好ましい。
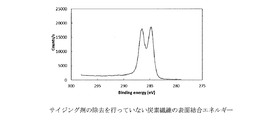
熱可塑性樹脂として、ポリプロピレン(日本ポリプロピレン(株)製:NOVATEC-PP:FY6,MFR:2.5,Mn:776000)を使用した。炭素繊維として、東レ(株)製:T700/12Kを使用した。炭素繊維表面のサイジング剤は、熱分解処理では酸化孔が生じるため、アセトンにて超音波処理を40℃、20分にて2回行い、その後、エタノールと蒸留水にてリンスし、乾燥させて、炭素繊維表面から取り除いた。炭素繊維のサイジング剤が除去できたことを電界放出形走査電子顕微鏡(Field Emission-Scanning Electron Microscope:FE-SEM)(日本電子(株)製:JSM-7100F)及びX線光電子分光法(X-ray Photoelectron Spectroscopy:XPS)(テルモ(株)製:K-ALPHA KA1148)を用いて確認した(図1、2、3参照)。

・無水マレイン化ポリプロピレン(MAPP)(三洋化成(株)製:ユーメックス1010 酸化度52%Mn:42000)。無水マレイン化ポリプロピレンは熱可塑性樹脂と炭素繊維を混練する場合に用いられている従来の相溶化剤である。
リアクティブプロセッシングによる各種コンポジットの作製
ポリプロピレンと、補強材である炭素繊維(Entry6〜10)と、上記相溶化剤であるMAPP、iPP−PAA、iPP−PAA-Na、rPP−PAAとを、下記表2の配合割合にて二軸押出機(テクノベル(株)製:KZW20TW-45MG-NH、L/D=45 スクリュー径20mm:同方向回転)を用いて射出部190℃、混合180℃、回転数150rpmにて、溶解、混練してストランドを作製し、ストランドペレタイザ(テクノベル(株)製)を用いてペレット状に加工した。なお、表2中、配合量の空欄部は配合なしを意味する。
サイジング剤を除去した炭素繊維(直径7μm、繊維長50mm)を金型の中心にはり、該金型の中心に、溶融した上記Entry1〜5の試料を付着させて、サンプルを作製した。熱可塑性樹脂の溶融にはヒートプレート(AS ONE社製:TEMPERATURE CONTROLLER TJA-550)を使用した。各サンプルの溶融温度、溶融時間、樹脂玉成形温度、樹脂玉成形時間の条件を下記表3に示す。
(式中、D は炭素繊維の直径、L は樹脂玉と炭素繊維とが接する界面の長さを意味する。)
ホットプレス機(井元製作所(株)製:IMC-180C型)を用いてEntry1〜5のフィルムを作製した。フィルムとしての成形条件は、各サンプルについて、溶融を180℃で5分、圧縮を50kNで3分とした。フィルムの作製後、Entry1〜5のフィルムについて、サイジング剤の除去処理を行った炭素繊維とサイジング剤の除去処理を行っていない炭素繊維を、それぞれ、直線状に貼り付け、180℃にて1分の溶融、50kNにて1分の圧縮をし、炭素繊維をフィルム中に挟み込んだ。炭素繊維をフィルム中に挟み込んだ試料を、試料打ち抜き機(井元製作所(株)製:IMC-1948型)を用いて所定形状に成形し、サンプルを作製した。
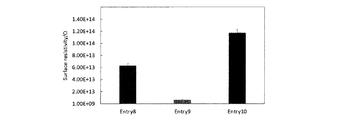
比較例1であるEntry1、実施例1、2、3であるEntry3、4、5、実施例4、5、6であるEntry8、9、10の各試料について、ホットプレスで180℃、1分で溶融し、厚さ0.4〜0.8mmに成形してシート状とした。サンプルの表面抵抗の測定はJIS K 6911に従い、次のようにして行った。表面抵抗計にハイレスタ−UP(三菱化学(株)製)、プローブはUR−100(三菱化学(株)製)を用いた。装置を起動し抵抗値が安定するまで2時間放置し、1000Vを60秒印可した後、23℃で表面抵抗値を測定した。
Claims (5)
- 炭素繊維と、熱可塑性樹脂と、前記炭素繊維と前記熱可塑性樹脂の相溶化剤と、を含む炭素繊維複合材料であって、
前記相溶化剤が、ポリ(メタ)アクリル酸−ポリオレフィン−ポリ(メタ)アクリル酸及びポリ(メタ)アクリル酸の金属塩−ポリオレフィン−ポリ(メタ)アクリル酸の金属塩からなる群から選択された少なくとも1つの、[a1]−[b1]−[a2]構造のトリブロック共重合体であり、
[a1]の数平均分子量が500〜10000、[a2]の数平均分子量が500〜10000、[b1]の数平均分子量が1000〜200000である炭素繊維複合材料。 - 前記相溶化剤が、0.5〜10質量%含まれる請求項1に記載の炭素繊維複合材料。
- 前記熱可塑性樹脂が、ポリプロピレン樹脂である請求項1または2に記載の炭素繊維複合材料。
- 前記ポリオレフィンが、ポリプロピレンである請求項1乃至3のいずれか1項に記載の炭素繊維複合材料。
- 前記炭素繊維の繊維長が、0.1〜50mmである請求項1乃至4のいずれか1項に記載の炭素繊維複合材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017039214A JP6910041B2 (ja) | 2017-03-02 | 2017-03-02 | 炭素繊維複合材料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017039214A JP6910041B2 (ja) | 2017-03-02 | 2017-03-02 | 炭素繊維複合材料 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018145245A JP2018145245A (ja) | 2018-09-20 |
| JP6910041B2 true JP6910041B2 (ja) | 2021-07-28 |
Family
ID=63589471
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017039214A Active JP6910041B2 (ja) | 2017-03-02 | 2017-03-02 | 炭素繊維複合材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6910041B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7209248B2 (ja) * | 2018-09-28 | 2023-01-20 | 学校法人金沢工業大学 | 繊維強化ポリプロピレン複合材料の製造方法及び繊維強化ポリプロピレン複合材料 |
| EP3932994A4 (en) | 2019-02-28 | 2022-11-02 | Idemitsu Kosan Co., Ltd. | RESIN COMPOSITION AND MOLDING THEREOF |
| JP7405642B2 (ja) * | 2019-03-12 | 2023-12-26 | 三洋化成工業株式会社 | 樹脂用相溶化剤 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000218711A (ja) * | 1999-02-02 | 2000-08-08 | Asahi Chem Ind Co Ltd | 炭素繊維含有熱可塑性樹脂成形品 |
| JP2005048172A (ja) * | 2003-07-14 | 2005-02-24 | Mitsubishi Chemicals Corp | プロピレン系ブロック共重合体 |
| JP2013103490A (ja) * | 2011-11-17 | 2013-05-30 | Du Pont Mitsui Polychem Co Ltd | 積層体 |
| KR101415014B1 (ko) * | 2013-06-21 | 2014-07-04 | 한국생산기술연구원 | 폴리프로필렌계 수지 및 탄소 장섬유를 포함하는 수송 수단용 복합 재료 |
-
2017
- 2017-03-02 JP JP2017039214A patent/JP6910041B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018145245A (ja) | 2018-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI795516B (zh) | 纖維強化熱塑性樹脂成形品及纖維強化熱塑性樹脂成形材料 | |
| KR101575458B1 (ko) | 압출성형용 폴리올레핀-천연섬유 복합재 조성물 | |
| JP6070575B2 (ja) | ペレット混合物、炭素繊維強化ポリプロピレン樹脂組成物、成形体及びペレット混合物の製造方法 | |
| JP7554297B2 (ja) | 繊維複合樹脂組成物およびその製造方法 | |
| CN108329583A (zh) | 复合树脂组合物和粒料 | |
| JP6910041B2 (ja) | 炭素繊維複合材料 | |
| TWI876076B (zh) | 乙烯系聚合體組成物及其用途 | |
| JP2024120913A (ja) | 樹脂組成物の製造方法 | |
| CN1128713C (zh) | 聚酯树脂复合模制品 | |
| JP7198287B2 (ja) | 長繊維強化プロピレン系樹脂組成物および長繊維強化成形体 | |
| JP2021509124A (ja) | 伝導性濃縮樹脂組成物、伝導性ポリアミド樹脂組成物、その製造方法及び成形品 | |
| KR20160125378A (ko) | 탄소 재료, 수지 복합 재료 및 그들의 제조 방법 | |
| JP6797707B2 (ja) | 繊維強化樹脂組成物からなる射出成形体の製造方法 | |
| CN106188824A (zh) | 聚合物树脂组合物、聚合物复合带材和汽车的前保险杠 | |
| JP6937160B2 (ja) | 繊維複合樹脂成形部品 | |
| US11993695B2 (en) | Thermoplastic resin composition having excellent heat resistance and electromagnetic wave shielding capacity, method of preparing thermoplastic resin composition, and injection-molded article manufactured using thermoplastic resin composition | |
| CN113265145A (zh) | 一种碳纤维增强聚苯硫醚复合材料及其制备方法 | |
| CN114773728B (zh) | 一种聚丙烯组合物及其制备方法和应用 | |
| CN102432947B (zh) | 一种复合纤维增强聚丙烯材料及其制备方法 | |
| KR101425975B1 (ko) | 자동차 외장재 제조용 고분자 수지 블렌드 조성물, 자동차 외장재용 수지 성형품 및 이의 제조방법 | |
| KR101335165B1 (ko) | 치수안정성이 우수한 폴리페닐렌에테르/탄소섬유 복합재 및 그 제조방법 | |
| JP2011021184A (ja) | 樹脂組成物およびその製造方法 | |
| CN106554596A (zh) | 树脂制导向部件、树脂制导向部件用聚缩醛树脂组合物及它们的制造方法 | |
| JP2017008242A (ja) | 長繊維ペレット、ペレット混合物および成形品 | |
| WO2023120464A1 (ja) | ガラス繊維強化プロピレン系樹脂組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200131 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210507 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210628 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6910041 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |