JP6931452B2 - 硬質被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆切削工具 - Google Patents
硬質被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆切削工具 Download PDFInfo
- Publication number
- JP6931452B2 JP6931452B2 JP2016211413A JP2016211413A JP6931452B2 JP 6931452 B2 JP6931452 B2 JP 6931452B2 JP 2016211413 A JP2016211413 A JP 2016211413A JP 2016211413 A JP2016211413 A JP 2016211413A JP 6931452 B2 JP6931452 B2 JP 6931452B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- composite
- nitride
- avg
- average
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/36—Carbonitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/30—Deposition of compounds, mixtures or solid solutions, e.g. borides, carbides, nitrides
- C23C16/34—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
- C23C28/04—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material
- C23C28/044—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D only coatings of inorganic non-metallic material coatings specially adapted for cutting tools or wear applications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical Vapour Deposition (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
ただ、前記従来のCr−Al系やTi−Al系の複合窒化物層を被覆形成した被覆工具は、比較的耐摩耗性にすぐれるものの、高速断続切削条件で用いた場合にチッピング等の異常損耗を発生しやすいことから、硬質被覆層の改善についての種々の提案がなされている。
しかし、前記特許文献1、2に記載されている被覆工具は、硬質被覆層の中間層として、CrAl化合物、Cr化合物を介在形成することにより、下部層と上部層の密着強度を向上させ、耐チッピング性の改善を図っているものの、CrAl化合物、Cr化合物自体の強度・硬さが十分でないため、高速断続切削加工に供した場合には、耐チッピング性、耐摩耗性が十分であるとはいえない。
また、前記特許文献3に記載されている被覆工具においては、(Al1−XCrX)Nからなる硬質被覆層のCr含有割合を調整し、また、結晶配向性と構成原子共有格子点分布形態を制御することにより、硬質被覆層の強度を向上させることができ、その結果、耐チッピング性、耐欠損性を高めることはできるものの、やはり(Al1−XCrX)N層の強度・硬さが十分でないため、長期の使用にわたってすぐれた耐チッピング性、耐摩耗性を発揮することはできず、合金鋼の高速断続切削においては工具寿命が短命であるという問題があった。
また、前記特許文献4に記載されている被覆工具は、耐摩耗性、耐酸化特性を向上させることを意図しているが、高速断続切削等の衝撃が伴うような切削条件下では、耐チッピング性が十分でないという課題があった。
また、前記特許文献5に記載されている化学蒸着法で蒸着形成した(Ti1−xAlx)N層については、Alの含有割合xを高めることができ、また、立方晶構造を形成させることができることから、所定の硬さを有し耐摩耗性にすぐれた硬質被覆層が得られるものの、靭性に劣るという課題があった。
さらに、前記特許文献6に記載されている被覆工具は、所定の硬さを有し耐摩耗性にはすぐれるものの、靭性に劣ることから、合金鋼の高速断続切削加工等に供した場合には、チッピング、欠損、剥離等の異常損傷が発生しやすく、満足できる切削性能を発揮するとは言えないという課題があった。
そこで、炭素鋼、合金鋼、鋳鉄等の高熱発生を伴うとともに、切刃に対して衝撃的な負荷が作用する高速断続切削加工で、硬質被覆層がすぐれた耐チッピング性、すぐれた耐摩耗性を相兼ね備える被覆工具が求められている。
そこで、本発明者らは、硬質被覆層を構成する(Cr1−xAlx)(CyN1−y)層、および、(Ti1−αAlα)(CγN1−γ)層について鋭意研究したところ、(Cr1−xAlx)(CyN1−y)層、および、(Ti1−αAlα)(CγN1−γ)層にSi、Zr、B、V、Crの中から選ばれる一種の元素(以下、「Me」で示す。)を含有させた(Ti1−α―βAlαMeβ)(CγN1−γ)層がNaCl型の面心立方構造 (以下、単に、「立方晶構造」という場合もある)を有する結晶粒を含有し該立方晶構造を有する結晶粒の結晶粒内平均方位差を2度以上とするという全く新規な着想により、立方晶構造を有する結晶粒内に歪みを生じさせ、硬さと靭性の双方を高めることに成功し、その結果、硬質被覆層の耐チッピング性、耐欠損性を向上させることができるという新規な知見を見出した。
(1)硬質被覆層が、CrとAlの複合窒化物または複合炭窒化物層を少なくとも含み、組成式:(Cr1−xAlx)(CyN1−y)で表した場合、特に、AlのCrとAlの合量に占める平均含有割合xavgおよびCのCとNの合量に占める平均含有割合yavg(但し、xavg、yavgはいずれも原子比)が、それぞれ、0.70≦xavg≦0.95、0≦yavg≦0.005を満足し、複合窒化物または複合炭窒化物層を構成する結晶粒中に立方晶構造を有するものが存在し該結晶粒の結晶方位を、電子線後方散乱回折装置を用いて縦断面方向から解析し、結晶粒個々の結晶粒内平均方位差を求めた場合該結晶粒内平均方位差が2度以上を示す結晶粒が複合窒化物または複合炭窒化物層の面積割合で20%以上存在することにより、立方晶構造を有する結晶粒に歪みを生じさせることができる。さらに、結晶粒の工具基体表面側に比べ皮膜表面側の方の{100}配向の割合を高くすることにより、耐摩耗性が向上する。その結果、このような硬質被覆層を形成した切削工具は、耐摩耗性、耐チッピング性が向上し、長期に亘ってすぐれた耐摩耗性を発揮することを見出した。
また、
(2)硬質被覆層が、TiとAlとMe(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)の複合窒化物または複合炭窒化物層を少なくとも含み、組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)で表した場合、特に、AlのTiとAlとMeの合量に占める平均含有割合αavgおよびMeのTiとAlとMeの合量に占める平均含有割合βavgならびにCのCとNの合量に占める平均含有割合γavg(但し、αavg、βavgg、γavgはいずれも原子比)が、それぞれ、0.60≦αavg、0.005≦βavg≦0.10、0≦γavg≦0.005、0.605≦αavg+βavg≦0.95を満足し、複合窒化物または複合炭窒化物層を構成する結晶粒中に立方晶構造を有するものが存在し該結晶粒の結晶方位を、電子線後方散乱回折装置を用いて縦断面方向から解析し、結晶粒個々の結晶粒内平均方位差を求めた場合該結晶粒内平均方位差が2度以上を示す結晶粒が複合窒化物または複合炭窒化物層の面積割合で20%以上存在することにより、立方晶構造を有する結晶粒に歪みを生じさせることができる。さらに、結晶粒の工具基体表面側に比べ皮膜表面側の方の{100}配向の割合を高くすることにより、靭性を維持しつつ、耐摩耗性が向上する。その結果、このような硬質被覆層を形成した切削工具は、耐チッピング性、耐欠損性が向上し、長期に亘ってすぐれた耐摩耗性を発揮することを見出した。
用いる化学蒸着反応装置へは、NH3とH2からなるガス群Aと、CrCl3、AlCl3、Al(CH3)3、N2、H2からなるガス群Bがおのおの別々のガス供給管から反応装置内へ供給され、ガス群Aとガス群Bの反応装置内への供給は、例えば、一定の周期の時間間隔で、その周期よりも短い時間だけガスが流れるように供給し、ガス群Aとガス群Bのガス供給にはガス供給時間よりも短い時間の位相差が生じるようにして、工具基体表面における反応ガス組成を、ガス群A(第一反応ガス)、ガス群Aとガス群Bの混合ガス(第二反応ガス)、ガス群B(第三反応ガス)と時間的に変化させることができる。ちなみに、本発明においては、厳密なガス置換を意図した長時間の排気工程を導入する必要は無い。従って、ガス供給方法としては、例えば、ガス供給口を回転させたり、工具基体を回転させたり、工具基体を往復運動させたりして、工具基体表面における反応ガス組成を、ガス群Aを主とする混合ガス(第一反応ガス)、ガス群Aとガス群Bの混合ガス(第二反応ガス)、ガス群Bを主とする混合ガス(第三反応ガス)、と時間的に変化させることでも実現する事が可能である。
工具基体表面に、反応ガス組成(ガス群Aおよびガス群Bを合わせた全体に対する容量%)を、例えば、ガス群AとしてNH3:4.5〜5.5%、H2:65〜75%、ガス群BとしてAlCl3:0.6〜0.9%、CrCl3:0.2〜0.3%、Al(CH3)3:0〜0.5%、N2:12.5〜15.0%、H2:残、反応雰囲気圧力:4.5〜5.0kPa、反応雰囲気温度:750〜900℃、供給周期1〜5秒、1周期当たりのガス供給時間0.15〜0.25秒、ガス群Aとガス群Bの供給の位相差0.10〜0.20秒として、所定時間、熱CVD法を行うことにより、所定の目標層厚の(Cr1−xAlx)(CyN1−y)層を成膜する。
用いる化学蒸着反応装置へは、NH3とH2からなるガス群Aと、TiCl4、Al(CH3)3、AlCl3、MeCln(Meの塩化物)、N2、H2からなるガス群Bがおのおの別々のガス供給管から反応装置内へ供給され、ガス群Aとガス群Bの反応装置内への供給は、例えば、一定の周期の時間間隔で、その周期よりも短い時間だけガスが流れるように供給し、ガス群Aとガス群Bのガス供給にはガス供給時間よりも短い時間の位相差が生じるようにして、工具基体表面における反応ガス組成を、ガス群A(第一反応ガス)、ガス群Aとガス群Bの混合ガス(第二反応ガス)、ガス群B(第三反応ガス)と時間的に変化させることができる。ちなみに、本発明においては、厳密なガス置換を意図した長時間の排気工程を導入する必要は無い。従って、ガス供給方法としては、例えば、ガス供給口を回転させたり、工具基体を回転させたり、工具基体を往復運動させたりして、工具基体表面における反応ガス組成を、ガス群Aを主とする混合ガス(第一反応ガス)、ガス群Aとガス群Bの混合ガス(第二反応ガス)、ガス群Bを主とする混合ガス(第三反応ガス)と時間的に変化させることでも実現することが可能である。
工具基体表面に、反応ガス組成(ガス群Aおよびガス群Bを合わせた全体に対する容量%)を、例えば、ガス群AとしてNH3:4.0〜6.0%、H2:65〜75%、ガス群BとしてAlCl3:0.6〜0.9%、TiCl4:0.2〜0.3%、MeCln(Meの塩化物):0.1〜0.2%、Al(CH3)3:0〜0.5%、N2:12.5〜15.0%、H2:残、反応雰囲気圧力:4.5〜5.0kPa、反応雰囲気温度:700〜900℃、供給周期1〜5秒、1周期当たりのガス供給時間0.15〜0.25秒、ガス群Aとガス群Bの供給の位相差0.10〜0.20秒として、所定時間、熱CVD法を行うことにより、所定の目標層厚の(Ti1−α―βAlαMeβ)(CγN1−γ)層を成膜する。
「(1) 炭化タングステン基超硬合金、炭窒化チタン基サーメット、立方晶窒化ホウ素基超高圧焼結体のいずれかで構成された工具基体の表面に、硬質被覆層が形成されている表面被覆切削工具において、
(a)前記硬質被覆層は、平均層厚2〜20μmのCrとAlの複合窒化物もしくは複合炭窒化物層、または、TiとAlとMe(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)の複合窒化物もしくは複合炭窒化物層を少なくとも含み、
(b)前記複合窒化物または複合炭窒化物層は、NaCl型の面心立方構造を有する複合窒化物または複合炭窒化物の相を少なくとも含み、
(c)前記複合窒化物または複合炭窒化物層を構成する結晶粒のうちのNaCl型の面心立方構造を有する結晶粒の結晶方位を、電子線後方散乱回折装置を用いて縦断面方向から解析し、結晶粒個々の結晶粒内平均方位差を求めた場合該結晶粒内平均方位差が2度以上を示す結晶粒が、複合窒化物または複合炭窒化物層の全面積に対する面積割合で20%以上存在し、
(d)さらに、前記結晶粒の工具基体表面の法線方向に対する結晶面である{100}面の法線がなす傾斜角を前記複合窒化物または複合炭窒化物層を層厚方向に二等分した工具基体側の領域と表面側の領域に分けて測定し、測定された前記傾斜角のうち法線方向に対して0〜45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、
工具基体側の領域において、0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をMdegとすると、Mdegが10〜40%であり、
表面側の領域において、0〜12度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をNdegとすると、NdegがMdeg+10〜Mdeg+30%であることを特徴とする表面被覆切削工具。
(2)前記複合窒化物または複合炭窒化物層は、CrとAlの複合窒化物もしくは複合炭窒化物層であって、その組成を、
組成式:(Cr1−xAlx)(CyN1−y)
で表した場合、複合窒化物または複合炭窒化物層のAlのCrとAlの合量に占める平均含有割合xavgおよびCのCとNの合量に占める平均含有割合yavg(但し、xavg、yavgはいずれも原子比)が、それぞれ、0.70≦xavg≦0.95、0≦yavg≦0.005を満足
することを特徴とする前記(1)に記載の表面被覆切削工具。
(3)前記複合窒化物または複合炭窒化物層は、TiとAlとMe(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)の複合窒化物または複合炭窒化物層であって、その組成を、
組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)
で表した場合、複合窒化物または複合炭窒化物層のAlのTiとAlとMeの合量に占める平均含有割合αavg、MeのTiとAlとMeの合量に占める平均含有割合βavgおよびCのCとNの合量に占める平均含有割合γavg(但し、αavg、βavg、γavgはいずれも原子比)が、それぞれ、0.60≦αavg、0.005≦βavg≦0.10、0≦γavg≦0.005、0.605≦αavg+βavg≦0.95を満足することを特徴とする前記(1)に記載の表面被覆切削工具。
(4)前記複合窒化物または複合炭窒化物層は、NaCl型の面心立方構造を有する複合窒化物または複合炭窒化物の相を少なくとも70面積%以上含むことを特徴とする前記(1)乃至前記(3)のいずれかに記載の表面被覆切削工具。
(5)前記複合窒化物または複合炭窒化物層は、該層の縦断面方向から観察した場合に、複合窒化物または複合炭窒化物層内のNaCl型の面心立方構造を有する個々の結晶粒の平均粒子幅Wが0.1〜2μm、平均アスペクト比Aが2〜10である柱状組織を有することを特徴とする前記(1)乃至前記(4)のいずれかに記載の表面被覆切削工具。
(6)前記工具基体と前記複合窒化物または複合炭窒化物層の間に、Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層および炭窒酸化物層のうちの1層または2層以上のTi化合物層からなり、0.1〜20μmの合計平均層厚を有する下部層が存在することを特徴とする前記(1)乃至前記(5)のいずれかに記載の表面被覆切削工具。
(7)前記複合窒化物または複合炭窒化物層の上部に、少なくとも酸化アルミニウム層を含む上部層が1〜25μmの合計平均層厚で形成されていることを特徴とする前記(1)乃至前記(6)のいずれかに記載の表面被覆切削工具。
(8)前記複合窒化物または複合炭窒化物層は、少なくとも、トリメチルアルミニウムを反応ガス成分として含有する化学蒸着法により成膜することを特徴とする前記(1)乃至(7)のいずれかに記載の表面被覆切削工具の製造方法。」
に特徴を有するものである。
なお、“結晶粒内平均方位差”とは、後述するGOS(Grain Orientation Spread)値のことを意味する。
また、前記工具基体の表面に、硬質被覆層を設けた表面被覆切削工具において、硬質被覆層は、平均層厚1〜20μm、好ましくは、2〜20μmのTiとAlとMeの複合窒化物または複合炭窒化物層を少なくとも含み、組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)で表した場合、特に、複合窒化物または複合炭窒化物層のAlのTiとAlとMeの合量に占める平均含有割合αavgおよびMeのTiとAlとMeの合量に占める平均含有割合βavgならびにCのCとNの合量に占める平均含有割合γavg(但し、αavg、βavg、γavgはいずれも原子比)が、それぞれ、0.60≦αavg、0.005≦βavg≦0.10、0≦γavg≦0.005、0.605≦αavg+βavg≦0.95を満足し、複合窒化物または複合炭窒化物層を構成する結晶粒中に立方晶構造を有するものが存在し該結晶粒の結晶方位を、電子線後方散乱回折装置を用いて縦断面方向から解析し、結晶粒個々の結晶粒内平均方位差を求めた場合該結晶粒内平均方位差が2度以上を示す結晶粒が複合窒化物または複合炭窒化物層全体に対して面積割合で20%以上存在し、前記結晶粒の工具基体表面の法線方向に対する結晶面である{100}面の法線がなす傾斜角を前記複合窒化物または複合炭窒化物層を層厚方向に二等分した工具基体側の領域と表面側の領域に分けて測定し、測定された前記傾斜角のうち法線方向に対して0〜45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、a)工具基体側の領域において、0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をMdegとすると、Mdegが10〜40%であり、b)表面側の領域において、0〜12度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をNdegとすると、NdegがMdeg+10〜Mdeg+30%であり、前記複合窒化物または複合炭窒化物層について、皮膜断面側から観察した場合に、複合窒化物または複合炭窒化物層内の立方晶構造を有する個々の結晶粒の平均粒子幅Wが0.1〜2μm、平均アスペクト比Aが2〜10である柱状組織を有することによって、立方晶構造を有する結晶粒内に歪みが生じるため、結晶粒の硬さおよび靭性が向上する。その結果、耐摩耗性を損なうことなく耐チッピング性が向上するという効果が発揮され、従来の硬質被覆層に比して、長期の使用に亘ってすぐれた切削性能を発揮し、被覆工具の長寿命化が達成される。
本発明の表面被覆切削工具が有する硬質被覆層は、化学蒸着された組成式:(Cr1−xAlx)(CyN1−y)で表されるCrとAlの複合窒化物もしくは複合炭窒化物層、または、化学蒸着された組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)で表されるTiとAlとMeの複合窒化物もしくは複合炭窒化物層を少なくとも含む。
これらCrとAlの複合窒化物もしくは複合炭窒化物層、および、TiとAlとMeの複合窒化物もしくは複合炭窒化物層は、高温硬さが高く、すぐれた耐摩耗性を有するが、特に平均層厚が2〜20μmのとき、その効果が際立って発揮される。その理由は、平均層厚が、CrとAlの複合窒化物もしくは複合炭窒化物層においては、2μm未満、TiとAlとMeの複合窒化物もしくは複合炭窒化物層においては、1μm未満では、層厚が薄いため長期の使用に亘っての耐摩耗性を十分確保することができず、一方、その平均層厚が20μmを越えると、CrとAlの複合窒化物または複合炭窒化物層の結晶粒が粗大化し易くなり、チッピングを発生しやすくなる。したがって、その平均層厚を2〜20μmと定めた。
(1)本発明のCrとAlの複合窒化物または複合炭窒化物層について
組成式:(Cr1−xAlx)(CyN1−y)で表した場合、AlのCrとAlの合量に占める平均含有割合xavgおよびCのCとNの合量に占める平均含有割合yavg(但し、xavg、yavgはいずれも原子比)が、それぞれ、0.70≦xavg≦0.95、0≦yavg≦0.005を満足するように制御することが好ましい。
その理由は、Alの平均含有割合xavgが0.70未満であると、CrとAlの複合窒化物または複合炭窒化物層は高温硬さに劣り、耐酸化性にも劣るため、合金鋼等の高速断続切削に供した場合には、耐摩耗性が十分でない。一方、Alの平均含有割合xavgが0.95を超えると、相対的にCrの含有割合が減少するため、脆化を招き、耐チッピング性が低下する。したがって、Alの平均含有割合xavgは、0.70≦xavg≦0.95と定めた。
また、複合窒化物または複合炭窒化物層に含まれるC成分の含有割合(原子比)yavgは、0≦yavg≦0.005の範囲の微量であるとき、複合窒化物または複合炭窒化物層と工具基体もしくは下部層との密着性が向上し、かつ、潤滑性が向上することによって切削時の衝撃を緩和し、結果として複合窒化物または複合炭窒化物層の耐欠損性および耐チッピング性が向上する。一方、C成分の平均含有割合yavgが0≦yavg≦0.005の範囲を逸脱すると、複合窒化物または複合炭窒化物層の靭性が低下するため耐欠損性および耐チッピング性が逆に低下するため好ましくない。したがって、C成分の平均含有割合yavgは、0≦yavg≦0.005と定めた。
(2)本発明のTiとAlとMeの複合窒化物または複合炭窒化物層について
組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)で表した場合、(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)、AlのTiとAlとMeの合量に占める平均含有割合αavgおよびMeのTiとAlとMeの合量に占める平均含有割合βavgならびにCのCとNの合量に占める平均含有割合γavg(但し、αavg、βavg、γavgはいずれも原子比)が、それぞれ、0.60≦αavg、0.005≦βavg≦0.10、0≦γavg≦0.005、0.605≦αavg+βavg≦0.95を満足するように制御することが好ましい。
その理由は、Alの平均含有割合αavgが0.60未満であると、TiとAlとMeの複合窒化物または複合炭窒化物層の硬さに劣るため、合金鋼等の高速断続切削に供した場合には、耐摩耗性が十分でない。
また、Meの平均含有割合βavgが0.005未満であると、TiとAlとMeの複合窒化物または複合炭窒化物層の硬さに劣るため、合金鋼等の高速断続切削に供した場合には、耐摩耗性が十分でない。一方、0.10を超えると粒界へのMeの偏析等により、TiとAlとMeの複合窒化物または複合炭窒化物層の靭性が低下し、合金鋼等の高速断続切削に供した場合には、耐チッピング性が十分でない。したがって、Meの平均含有割合βavgは、0.005≦βavg≦0.10と定めた。
一方、Alの平均含有割合αavgとMeの平均含有割合βavgとの和αavg+βavgが0.605未満であると、TiとAlとMeの複合窒化物または複合炭窒化物層の硬さに劣るため、合金鋼等の高速断続切削に供した場合には、耐摩耗性が十分でなく、0.95を超えると、相対的にTiの含有割合が減少するため、脆化を招き、耐チッピング性が低下する。したがって、Alの平均含有割合αavgとMeの平均含有割合βavgとの和αavg+βavgは、0.605≦αavg+βavg≦0.95と定めた。
ここで、Meの具体的な成分としては、Si、Zr、B、V、Crの中から選ばれる一種の元素を使用する。
Meとして、βavgが0.005以上になるようにSi成分あるいはB成分を使用した場合には、複合窒化物または複合炭窒化物層の硬さが向上するため耐摩耗性の向上が図られ、Zr成分は結晶粒界を強化する作用を有し、また、V成分は靭性を向上することから、耐チッピング性のより一層の向上が図られ、Cr成分は耐酸化性を向上させることから、工具寿命のよりいっそう長寿命化が期待される。しかし、いずれの成分も、平均含有割合βavgが0.10を超えると、相対的にAl成分、Ti成分の平均含有割合が減少することから、耐摩耗性あるいは耐チッピング性が低下傾向を示すようになるため、βavgが0.10を超えるような平均含有割合となることは避けなければならない。
また、複合窒化物または複合炭窒化物層に含まれるCの平均含有割合(原子比)γavgは、0≦γavg≦0.005の範囲の微量であるとき、複合窒化物または複合炭窒化物層と工具基体もしくは下部層との密着性が向上し、かつ、潤滑性が向上することによって切削時の衝撃を緩和し、結果として複合窒化物または複合炭窒化物層の耐欠損性および耐チッピング性が向上する。一方、Cの平均含有割合γavgが0≦γavg≦0.005の範囲を逸脱すると、複合窒化物または複合炭窒化物層の靭性が低下するため耐欠損性および耐チッピング性が逆に低下するため好ましくない。したがって、Cの平均含有割合γavgは、0≦γavg≦0.005と定めた。
本発明では、電子線後方散乱回折装置を用いて、立方晶のCrとAlの複合窒化物または複合炭窒化物結晶粒の結晶粒内平均方位差、および、立方晶のTiとAlとMeの複合窒化物または複合炭窒化物結晶粒の結晶粒内平均方位差を求める。
具体的には、複合窒化物または複合炭窒化物層の表面に垂直な方向からその表面研磨面について、0.1μm間隔にて解析を行い、図1に示すように、隣接する測定点(以下、「ピクセル」ともいう)間で5度以上の方位差がある場合、そこを粒界と定義する。そして、粒界で囲まれた領域を1つの結晶粒と定義する。ただし、隣接するピクセル全てと5度以上の方位差がある単独に存在するピクセルは結晶粒とせず、2ピクセル以上が連結しているものを結晶粒として取り扱う。
そして、立方晶構造を有する結晶粒内のあるピクセルと、同一結晶粒内の他のすべてのピクセル間での方位差を計算し、これを結晶粒内方位差として求め、それを平均化したものをGOS(Grain Orientation Spread)値として定義する。概略図を図1に示す。GOS値については、例えば文献「日本機械学会論文集(A編) 71巻712号(2005−12) 論文No.05−0367 1722〜1728」に説明がなされている。
なお、本発明における“結晶粒内平均方位差”とは、前記のGOS値を意味する。GOS値を数式で表す場合、同一結晶粒内のピクセル数をn、同一結晶粒内の異なるピクセルのおのおのに付した番号をiおよびj(ここで 1≦i、j≦nとなる)、ピクセルiでの結晶方位とピクセルjでの結晶方位から求められる結晶方位差をαij(i≠j)として、下記式により表すことができる。
なお、結晶粒内平均方位差、GOS値は、結晶粒内のあるピクセルと、同一結晶粒内の他のすべてのピクセル間での方位差を求め、その値を平均化した数値であると言い換えることができるが、結晶粒内に連続的な方位変化が多いと大きな数値となる。

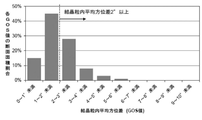
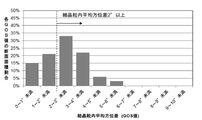
図3〜図6に、このようにして作成されたヒストグラムの一例を示す。
これに対し、図4は、比較工具のCrとAlの複合窒化物または複合炭窒化物層の立方晶構造を有する結晶粒について求めた、結晶粒内平均方位差のヒストグラムの一例であるが、図4においては、結晶粒内平均方位差(GOS)の値が2度以上である結晶粒がCrとAlの複合窒化物または複合炭窒化物層の全面積に占める面積割合は20%未満である。
また、図5は、本発明に係る切削工具のTiとAlとMeの複合窒化物または複合炭窒化物層の立方晶構造を有する結晶粒について求めた、結晶粒内平均方位差のヒストグラムの一例であるが、図5に示されるように、結晶粒内平均方位差(GOS)の値が2度以上である結晶粒がTiとAlとMeの複合窒化物または複合炭窒化物層の全面積に占める面積割合は20%以上であることが分かる。
これに対して、図6は、比較工具のTiとAlとMeの複合窒化物または複合炭窒化物層の立方晶構造を有する結晶粒について求めた、結晶粒内平均方位差のヒストグラムの一例であるが、図6においては、結晶粒内平均方位差(GOS)の値が2度以上である結晶粒がTiとAlとMeの複合窒化物または複合炭窒化物層の全面積に占める面積割合は20%未満である。
このように、本発明に係る切削工具のCrとAlの複合窒化物または複合炭窒化物層、および、TiとAlとMeの複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒は、
従来のものと比較して、結晶粒内で結晶方位のばらつきが大きく、そのため、結晶粒内での歪が高くなることが硬さと靱性の向上に寄与している。
そして、前記結晶粒内平均方位差を備える(Cr1−xAlx)(CyN1−y)層、または、(Ti1−α―βAlαMeβ)(CγN1−γ)層を少なくとも含む硬質被覆層を工具基体表面に被覆形成した被覆工具は、高熱発生を伴うとともに、切刃に対して衝撃的な負荷が作用する合金鋼等の高速断続切削加工で、すぐれた耐チッピング性と耐摩耗性を発揮するのである。
ただ、前記結晶粒内平均方位差が2度以上を示す結晶粒の、CrとAlの複合窒化物もしくは複合炭窒化物層、または、TiとAlとMeの複合窒化物もしくは複合炭窒化物層の全面積に占める面積割合が20%未満である場合には、結晶粒の内部歪による硬さと靱性の向上効果が十分でないことから、結晶粒内平均方位差が2度以上を示す立方晶構造を有する結晶粒がTiとAlとMeの複合窒化物または複合炭窒化物層の全面積に占める面積割合は20%以上とする。
このように本発明の表面被覆切削工具が有するAlとTiとMeの複合窒化物または複合炭窒化物層を構成する結晶粒は、従来のTiAlN層を構成している結晶粒と比較して、結晶粒内で結晶方位のばらつきが大きく、すなわち、歪みがあるため、このことが硬さや靭性の向上に寄与している。
好ましい複合窒化物または複合炭窒化物層の面積に対する、結晶粒内平均方位差が2度以上を示す結晶粒の面積割合は30〜60%である。より好ましい複合窒化物または複合炭窒化物層の面積に対する、結晶粒内平均方位差が2度以上を示す結晶粒の面積割合は35〜55%である。さらにより複合窒化物または複合炭窒化物層の面積に対する、結晶粒内平均方位差が2度以上を示す結晶粒の面積割合は40〜50%である。
複合窒化物または複合炭窒化物層を構成する結晶粒は、工具基体表面(工具基体)側よりも表面側の方が、工具基体表面の法線方向、すなわち{100}面に向いていることにより、靱性を維持しつつ、耐摩耗性が向上するという本発明に特有の効果が奏される。
しかしながら、工具基体側よりも表面側の{100}面配向度の増加割合が10%未満であると{100}面配向度の増加割合が少なく、本発明において期待する靱性を維持しつつ耐摩耗性を向上するという効果が十分に奏されない。一方、30%を超えると配向の急激な変化により結晶のエピタキシャル成長を阻害し、かえって靭性が低下する。また工具基体側の{100}面配向度が10%未満では表面側の{100}面配向度の増加割合が30%より大きくなり工具基体側の{100}面配向度が40%を超えると表面側の{100}面配向度の増加割合が10%未満となる事が分かった。したがって、結晶粒の工具基体表面の法線方向に対する結晶面である{100}面の法線がなす傾斜角を複合窒化物または複合炭窒化物層を層厚方向に二等分した工具基体側の領域と表面側の領域に分けて測定し、測定された前記傾斜角のうち法線方向に対して0〜45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、a)工具基体側の領域において、0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をMdegとすると、Mdegが10〜40%であり、b)表面側の領域において、0〜12度の範囲内の傾斜角区分に最高ピークが存在すると共に、0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をNdegとすると、NdegがMdeg+10〜Mdeg+30%であると定めた。
硬質被覆層が立方晶構造単相である場合、特に優れた耐摩耗性を示す。また、硬質被覆層が立方晶構造単相でない場合であっても、該硬質被覆層について、電子線後方散乱回折装置を用いて縦断面方向から0.1μm間隔で解析し、幅10μm、縦は膜厚の測定範囲内での縦断面方向からの測定を5視野で実施し、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒に属する全ピクセル数を求め、前記5視野での該硬質被覆層に対する測定において全測定ピクセル数との比によって、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒の面積割合を求めたとき、立方晶構造を有する結晶粒の面積割合が70%未満の場合には、耐摩耗性の低下傾向がみられ、一方、この面積割合が70%以上である場合には、すぐれた耐チッピング性、耐摩耗性が発揮されることから、立方晶構造のTiとAlとMeの複合窒化物または複合炭窒化物の相は、70面積%以上とすることが望ましい。
CrとAlの複合窒化物もしくは複合炭窒化物層内、または、TiとAlとMeの複合窒化物もしくは複合炭窒化物層内の立方晶構造を有する個々の結晶粒の平均粒子幅Wが0.1〜2μm、平均アスペクト比Aが2〜10となる柱状組織となるように構成することにより、靭性および耐摩耗性が向上するという前述した効果をより一層、発揮させることができる。
すなわち、平均粒子幅Wを0.1〜2μmとしたのは、0.1μm未満では、被覆層表面に露出した原子におけるCrAlCN結晶粒界、または、TiAlMeCN結晶粒界に属する原子の占める割合が相対的に大きくなることにより、被削材との反応性が増し、その結果、耐摩耗性を十分に発揮することができず、また、2μmを超えると被覆層全体におけるCrAlCN結晶粒界、または、TiAlMeCN結晶粒界に属する原子の占める割合が相対的に小さくなることにより、靭性が低下し、耐チッピング性を十分に発揮することができなくなる。したがって、平均粒子幅Wを0.1〜2μmとすることが好ましい。
また、平均アスペクト比Aが2未満の場合、十分な柱状組織となっていないため、アスペクト比の小さな等軸結晶の脱落を招き、その結果、十分な耐摩耗性を発揮することができない。一方、平均アスペクト比Aが10を超えると結晶粒そのものの強度を保つ事が出来ず、かえって、耐チッピング性が低下するため好ましくない。したがって、平均アスペクト比Aを2〜10とすることが好ましい。
なお、本発明では、平均アスペクト比Aとは、走査型電子顕微鏡を用い、幅100μm、高さが硬質被覆層全体を含む範囲で硬質被覆層の縦断面観察を行った際に、工具基体表面と垂直な皮膜断面側から観察し、基体表面と平行な方向の粒子幅w、基体表面に垂直な方向の粒子長さlを測定し、各結晶粒のアスペクト比a(=l/w)を算出するとともに、個々の結晶粒について求めたアスペクト比aの平均値を平均アスペクト比Aとして算出し、また、個々の結晶粒について求めた粒子幅wの平均値を平均粒子幅Wとして算出した。
また、本発明の表面被覆切削工具が有するCrとAlの複合窒化物もしくは複合炭窒化物層内、または、TiとAlとMeの複合窒化物もしくは複合炭窒化物層は、それだけでも十分な効果を奏するが、Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層および炭窒酸化物層のうちの1層または2層以上のTi化合物層からなり、0.1〜20μmの合計平均層厚を有する下部層を設けた場合、および/または、少なくとも酸化アルミニウム層を含む上部層を1〜25μmの合計平均層厚で設けた場合には、これらの層が奏する効果と相俟って、一層すぐれた特性を創出することができる。Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層および炭窒酸化物層のうちの1層または2層以上のTi化合物層からなる下部層を設ける場合、下部層の合計平均層厚が0.1μm未満では、下部層の効果が十分に奏されず、一方、20μmを超えると結晶粒が粗大化し易くなり、チッピングを発生しやすくなる。また、酸化アルミニウム層を含む上部層の合計平均層厚が1μm未満では、上部層の効果が十分に奏されず、一方、25μmを超えると結晶粒が粗大化し易くなり、チッピングを発生しやすくなる。
なお、実施例としては、WC基超硬合金あるいはTiCN基サーメットを工具基体とする被覆工具について述べるが、工具基体として立方晶窒化ホウ素基超高圧焼結体を用いた場合も同様である。
末、Co粉末およびNi粉末を用意し、これら原料粉末を、表2に示される配合組成に配合し、ボールミルで24時間湿式混合し、乾燥した後、98MPaの圧力で圧粉体にプレス成形し、この圧粉体を1.3kPaの窒素雰囲気中、温度:1500℃に1時間保持の条件で焼結し、焼結後、ISO規格SEEN1203AFSNのインサート形状をもったTiCN基サーメット製の工具基体Dを作製した。
表3および表4、表5に示される形成条件A〜J、すなわち、NH3とH2からなるガス群Aと、CrCl3、AlCl3、Al(CH3)3、N2、H2からなるガス群B、およびおのおのガスの供給方法として、反応ガス組成(ガス群Aおよびガス群Bを合わせた全体に対する容量%)を、ガス群AとしてNH3:4.5〜5.5%、H2:65〜75%、ガス群BとしてAlCl3:0.6〜0.9%、CrCl3:0.2〜0.3%、Al(CH3)3:0〜0.5%、N2:12.5〜15.0%、H2:残、反応雰囲気圧力:4.5〜5.0kPa、反応雰囲気温度:750〜900℃、供給周期1〜5秒、1周期当たりのガス供給時間0.15〜0.25秒、ガス群Aとガス群Bの供給の位相差0.10〜0.20秒として、所定時間、熱CVD法を行い、表7に示される結晶粒内平均方位差が2度以上を示す立方晶構造を有する結晶粒が表7に示される面積割合存在し、表7に示される目標層厚を有する(Cr1−xAlx)(CyN1−y)層からなる硬質被覆層を形成することにより本発明被覆工具1〜15を製造した。
なお、本発明被覆工具6〜13については、表3に示される形成条件で、表6に示される下部層および/または表7に示される上部層を形成した。
なお、本発明被覆工具6〜13と同様に、比較被覆工具6〜13については、表3に示される形成条件で、表6に示される下部層および/または表8に示される上部層を形成した。
なお、参考例の蒸着に用いたアークイオンプレーティングの条件は、次のとおりである。
(a)前記工具基体BおよびCを、アセトン中で超音波洗浄し、乾燥した状態で、アークイオンプレーティング装置内の回転テーブル上の中心軸から半径方向に所定距離離れた位置に外周部に沿って装着し、また、カソード電極(蒸発源)として、所定組成のAl−Cr合金を配置し、
(b)まず、装置内を排気して10−2Pa以下の真空に保持しながら、ヒーターで装置内を500℃に加熱した後、前記回転テーブル上で自転しながら回転する工具基体に−1000Vの直流バイアス電圧を印加し、かつAl−Cr合金からなるカソード電極とアノード電極との間に200Aの電流を流してアーク放電を発生させ、装置内にAlおよびCrイオンを発生させ、もって工具基体表面をボンバード洗浄し、
(c)次に、装置内に反応ガスとして窒素ガスを導入して4Paの反応雰囲気とすると共に、前記回転テーブル上で自転しながら回転する工具基体に−50Vの直流バイアス電圧を印加し、かつ、前記Al−Cr合金からなるカソード電極(蒸発源)とアノード電極との間に120Aの電流を流してアーク放電を発生させ、前記工具基体の表面に、表8に示される目標組成、目標層厚の(Cr,Al)N層を蒸着形成し、参考被覆工具14、15を製造した。
その結果を表7および表8に示す。
図3に、本発明被覆工具5について測定した結晶粒内平均方位差(すなわちGOS値)のヒストグラムの一例を示し、また、図4には、比較被覆工具2について測定した結晶粒内平均方位差のヒストグラムの一例を示す。
図7に、本発明被覆工具のCrとAlの複合炭窒化物層からなる硬質被覆層の工具基体側の領域について測定した傾斜角度数分布の一例を示し、また、図8には、本発明被覆工具のCrとAlの複合炭窒化物層からなる硬質被覆層の表面側の領域について測定した傾斜角度数分布の一例を示す。
さらに電子線後方散乱回折装置を用いて縦断面方向から0.1μm間隔で解析し、幅10μm、縦は膜厚の測定範囲内での縦断面方向からの測定を5視野で実施し、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒に属する全ピクセル数を求め、前記5視野での該硬質被覆層に対する測定において全測定ピクセル数との比によって、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒の面積割合を求めた。
切削試験:乾式高速正面フライス、センターカット切削加工、
被削材:JIS・S55C幅100mm、長さ400mmのブロック材、
回転速度:866 min−1、
切削速度:340 m/min、
切り込み:1.5 mm、
一刃送り量:0.10 mm/刃、
切削時間:8分、
なお、本発明被覆工具19〜28については、表3に示される形成条件で、表12に示される下部層および/または表13に示される上部層を形成した。
なお、本発明被覆工具19〜28と同様に、比較被覆工具19〜28については、表3に示される形成条件で、表12に示される下部層および/または表14に示される上部層を形成した。
なお、アークイオンプレーティングの条件は、実施例1に示される条件と同様の条件を用いた。
切削条件1:
被削材:JIS・S15Cの長さ方向等間隔4本縦溝入り丸棒、
切削速度:430m/min、
切り込み:1.5mm、
送り:0.22mm/rev、
切削時間:5分、
(通常の切削速度は、220m/min)、
切削条件2:
被削材:JIS・FCD450の長さ方向等間隔4本縦溝入り丸棒、
切削速度:410m/min、
切り込み:1.0mm、
送り:0.22mm/rev、
切削時間:5分、
(通常の切削速度は、200m/min)、
表15に、前記切削試験の結果を示す。
なお、本発明被覆工具36〜43については、表18に示される形成条件で、表21に示される下部層および/または表22に示される上部層を形成した。
なお、本発明被覆工具36〜43と同様に、比較被覆工具36〜43については、表18に示される形成条件で、表21に示される下部層および/または表23に示される上部層を形成した。
図5に、本発明被覆工具について測定した結晶粒内平均方位差のヒストグラムの一例を示し、また、図6には、比較被覆工具について測定した結晶粒内平均方位差のヒストグラムの一例を示す。
図9に、本発明被覆工具のTiとAlとMeの複合窒化物または複合炭窒化物層からなる硬質被覆層の工具基体側の領域について測定した傾斜角度数分布の一例を示し、また、図10には、本発明被覆工具のTiとAlとMeの複合窒化物または複合炭窒化物層からなる硬質被覆層の表面側の領域について測定した傾斜角度数分布の一例を示す。
さらに電子線後方散乱回折装置を用いて縦断面方向から0.1μm間隔で解析し、幅10μm、縦は膜厚の測定範囲内での縦断面方向からの測定を5視野で実施し、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒に属する全ピクセル数を求め、前記5視野での該硬質被覆層に対する測定において全測定ピクセル数との比によって、該複合窒化物または複合炭窒化物層を構成する立方晶構造を有する結晶粒の面積割合を求めた。その結果を表22および表23に示す。
切削試験:乾式高速正面フライス、センターカット切削加工、
被削材:JIS・S55C幅100mm、長さ400mmのブロック材、
回転速度:892 min−1、
切削速度:350 m/min、
切り込み:1.5 mm、
一刃送り量:0.1 mm/刃、
切削時間:8分、
なお、本発明被覆工具49〜58については、表18に示される形成条件で、表27に示される下部層および/または表28に示される上部層を形成した。
なお、本発明被覆工具49〜58と同様に、比較被覆工具49〜58については、表18に示される形成条件で、表27に示される下部層および/または表29に示される上部層を形成した。
また、前記本発明被覆工具46〜60、比較被覆工具46〜60の硬質被覆層について、実施例3に示される方法と同様の方法を用いて、平均Al含有割合αavg、平均Me含有割合βavg、平均C含有割合γavg、工具基体側の傾斜角度数分布Mdeg、表面側の傾斜角度数分布Ndeg、表面側の領域において傾斜角区分に最高ピークが存在する角度の範囲、結晶粒の平均粒子幅W、平均アスペクト比A、結晶粒における立方晶結晶相の占める面積割合を求めた。その結果を表28および表29に示す。
切削条件1:
被削材:JIS・S15Cの長さ方向等間隔4本縦溝入り丸棒、
切削速度:440m/min、
切り込み:1.5mm、
送り:0.2mm/rev、
切削時間:5分、
(通常の切削速度は、220m/min)、
切削条件2:
被削材:JIS・FCD450の長さ方向等間隔4本縦溝入り丸棒、
切削速度:420m/min、
切り込み:1.0mm、
送り:0.2mm/rev、
切削時間:5分、
(通常の切削速度は、250m/min)、
表30に、前記切削試験の結果を示す。
2 硬質被覆層
3 複合窒化物または複合炭窒化物層
Claims (8)
- 炭化タングステン基超硬合金、炭窒化チタン基サーメット、立方晶窒化ホウ素基超高圧焼結体のいずれかで構成された工具基体の表面に、硬質被覆層が形成されている表面被覆切削工具において、
(a)前記硬質被覆層は、平均層厚2〜20μmのCrとAlの複合窒化物もしくは複合炭窒化物層、または、TiとAlとMe(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)の複合窒化物もしくは複合炭窒化物層を少なくとも含み、
(b)前記複合窒化物または複合炭窒化物層は、NaCl型の面心立方構造を有する複合窒化物または複合炭窒化物の相を少なくとも含み、
(c)前記複合窒化物または複合炭窒化物層を構成する結晶粒のうちのNaCl型の面心立方構造を有する結晶粒の結晶方位を、電子線後方散乱回折装置を用いて縦断面方向から解析し、結晶粒個々の結晶粒内平均方位差を求めた場合該結晶粒内平均方位差が2度以上を示す結晶粒が、複合窒化物または複合炭窒化物層の全面積に対する面積割合で20%以上存在し、
(d)さらに、前記結晶粒の工具基体表面の法線方向に対する結晶面である{100}面の法線がなす傾斜角を前記複合窒化物または複合炭窒化物層を層厚方向に二等分した工具基体側の領域と表面側の領域に分けて測定し、測定された前記傾斜角のうち法線方向に対して0〜45度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、
工具基体側の領域において、0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をMdegとすると、Mdegが10〜40%であり、
表面側の領域において、0〜12度の範囲内の傾斜角区分に最高ピークが存在すると共に、前記0〜12度の範囲内に存在する度数の合計が、傾斜角度数分布における度数全体に対しての割合をNdegとすると、NdegがMdeg+10〜Mdeg+30%であることを特徴とする表面被覆切削工具。 - 前記複合窒化物または複合炭窒化物層は、CrとAlの複合窒化物もしくは複合炭窒化物層であって、その組成を、
組成式:(Cr1−xAlx)(CyN1−y)
で表した場合、複合窒化物または複合炭窒化物層のAlのCrとAlの合量に占める平均含有割合xavgおよびCのCとNの合量に占める平均含有割合yavg(但し、xavg、yavgはいずれも原子比)が、それぞれ、0.70≦xavg≦0.95、0≦yavg≦0.005を満足
することを特徴とする請求項1に記載の表面被覆切削工具。 - 前記複合窒化物または複合炭窒化物層は、TiとAlとMe(但し、Meは、Si、Zr、B、V、Crの中から選ばれる一種の元素)の複合窒化物または複合炭窒化物層であって、その組成を、
組成式:(Ti1−α―βAlαMeβ)(CγN1−γ)
で表した場合、複合窒化物または複合炭窒化物層のAlのTiとAlとMeの合量に占める平均含有割合αavg、MeのTiとAlとMeの合量に占める平均含有割合βavgおよびCのCとNの合量に占める平均含有割合γavg(但し、αavg、βavg、γavgはいずれも原子比)が、それぞれ、0.60≦αavg、0.005≦βavg≦0.10、0≦γavg≦0.005、0.605≦αavg+βavg≦0.95を満足することを特徴とする請求項1に記載の表面被覆切削工具。 - 前記複合窒化物または複合炭窒化物層は、NaCl型の面心立方構造を有する複合窒化物または複合炭窒化物の相を少なくとも70面積%以上含むことを特徴とする請求項1乃至請求項3のいずれか一項に記載の表面被覆切削工具。
- 前記複合窒化物または複合炭窒化物層は、該層の縦断面方向から観察した場合に、複合窒化物または複合炭窒化物層内のNaCl型の面心立方構造を有する個々の結晶粒の平均粒子幅Wが0.1〜2μm、平均アスペクト比Aが2〜10である柱状組織を有することを特徴とする請求項1乃至請求項4のいずれか一項に記載の表面被覆切削工具。
- 前記工具基体と前記複合窒化物または複合炭窒化物層の間に、Tiの炭化物層、窒化物層、炭窒化物層、炭酸化物層および炭窒酸化物層のうちの1層または2層以上のTi化合物層からなり、0.1〜20μmの合計平均層厚を有する下部層が存在することを特徴とする請求項1乃至請求項5のいずれか一項に記載の表面被覆切削工具。
- 前記複合窒化物または複合炭窒化物層の上部に、少なくとも酸化アルミニウム層を含む上部層が1〜25μmの合計平均層厚で形成されていることを特徴とする請求項1乃至請求項6のいずれか一項に記載の表面被覆切削工具。
- 前記複合窒化物または複合炭窒化物層は、少なくとも、トリメチルアルミニウムを反応ガス成分として含有する化学蒸着法により成膜することを特徴とする請求項1乃至請求項7のいずれか一項に記載の表面被覆切削工具の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201680062771.0A CN108349017B (zh) | 2015-10-30 | 2016-10-31 | 表面包覆切削工具及其制造方法 |
| PCT/JP2016/082357 WO2017073792A1 (ja) | 2015-10-30 | 2016-10-31 | 表面被覆切削工具およびその製造方法 |
| EP16860020.3A EP3369506B1 (en) | 2015-10-30 | 2016-10-31 | Surface-coated cutting tool |
| US15/771,337 US10618115B2 (en) | 2015-10-30 | 2016-10-31 | Surface-coated cutting tool and manufacturing method of the same |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015214525 | 2015-10-30 | ||
| JP2015214521 | 2015-10-30 | ||
| JP2015214521 | 2015-10-30 | ||
| JP2015214525 | 2015-10-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017080882A JP2017080882A (ja) | 2017-05-18 |
| JP6931452B2 true JP6931452B2 (ja) | 2021-09-08 |
Family
ID=58710386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016211413A Active JP6931452B2 (ja) | 2015-10-30 | 2016-10-28 | 硬質被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆切削工具 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10618115B2 (ja) |
| EP (1) | EP3369506B1 (ja) |
| JP (1) | JP6931452B2 (ja) |
| CN (1) | CN108349017B (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6857299B2 (ja) * | 2017-09-29 | 2021-04-14 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 |
| EP3711883A4 (en) * | 2017-11-16 | 2021-08-25 | MOLDINO Tool Engineering, Ltd. | COATED CUTTING TOOL, MANUFACTURING PROCESS AND DEVICE FOR CHEMICAL GAS PHASE SEPARATION FOR IT |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11222665A (ja) | 1998-01-30 | 1999-08-17 | Nachi Fujikoshi Corp | 強靱性複合多層被覆工具 |
| JP2006082207A (ja) | 2004-09-17 | 2006-03-30 | Sumitomo Electric Hardmetal Corp | 表面被覆切削工具 |
| JP5152690B2 (ja) | 2007-08-31 | 2013-02-27 | 三菱マテリアル株式会社 | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| JP2009090395A (ja) * | 2007-10-05 | 2009-04-30 | Mitsubishi Materials Corp | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| DE102008013966A1 (de) | 2008-03-12 | 2009-09-17 | Kennametal Inc. | Hartstoffbeschichteter Körper |
| DE102008013965A1 (de) | 2008-03-12 | 2009-09-17 | Kennametal Inc. | Hartstoffbeschichteter Körper |
| JP5796778B2 (ja) | 2012-01-23 | 2015-10-21 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐熱性と耐摩耗性を維持する表面被覆切削工具 |
| JP2013248674A (ja) | 2012-05-30 | 2013-12-12 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐熱性と耐摩耗性を維持する表面被覆切削工具 |
| JP5946017B2 (ja) * | 2012-05-30 | 2016-07-05 | 三菱マテリアル株式会社 | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP5939508B2 (ja) * | 2012-07-25 | 2016-06-22 | 三菱マテリアル株式会社 | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP5939509B2 (ja) | 2012-07-25 | 2016-06-22 | 三菱マテリアル株式会社 | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP5995087B2 (ja) * | 2013-01-08 | 2016-09-21 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐酸化性、耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 |
| JP6245432B2 (ja) | 2013-03-29 | 2017-12-13 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP2014198362A (ja) | 2013-03-29 | 2014-10-23 | 三菱マテリアル株式会社 | 表面被覆切削工具 |
| JP6268530B2 (ja) * | 2013-04-01 | 2018-01-31 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| CN104789938A (zh) * | 2014-01-22 | 2015-07-22 | 三菱综合材料株式会社 | 硬质包覆层发挥优异的耐崩刀性的表面包覆切削工具 |
| JP6417959B2 (ja) * | 2014-01-22 | 2018-11-07 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP6391045B2 (ja) * | 2014-01-29 | 2018-09-19 | 三菱マテリアル株式会社 | 高速断続切削加工で硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP6548071B2 (ja) * | 2014-04-23 | 2019-07-24 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
| JP6548073B2 (ja) * | 2014-05-28 | 2019-07-24 | 三菱マテリアル株式会社 | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 |
-
2016
- 2016-10-28 JP JP2016211413A patent/JP6931452B2/ja active Active
- 2016-10-31 CN CN201680062771.0A patent/CN108349017B/zh active Active
- 2016-10-31 EP EP16860020.3A patent/EP3369506B1/en active Active
- 2016-10-31 US US15/771,337 patent/US10618115B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US10618115B2 (en) | 2020-04-14 |
| CN108349017B (zh) | 2019-10-29 |
| CN108349017A (zh) | 2018-07-31 |
| JP2017080882A (ja) | 2017-05-18 |
| EP3369506A1 (en) | 2018-09-05 |
| EP3369506B1 (en) | 2020-05-13 |
| EP3369506A4 (en) | 2019-04-17 |
| US20180311745A1 (en) | 2018-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6931453B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP5924507B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP6402662B2 (ja) | 表面被覆切削工具及びその製造方法 | |
| JP6284034B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP6548073B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP6548071B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP6296294B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP2016137549A (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| CN103567735A (zh) | 表面包覆切削工具 | |
| US10710168B2 (en) | Surface-coated cutting tool in which hard coating layer exhibits excellent chipping resistance | |
| KR20170072897A (ko) | 표면 피복 절삭 공구 | |
| JP6931454B2 (ja) | 硬質被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆切削工具 | |
| JP6857298B2 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具 | |
| JP6931452B2 (ja) | 硬質被覆層がすぐれた耐摩耗性および耐チッピング性を発揮する表面被覆切削工具 | |
| JP7119264B2 (ja) | 硬質被覆層がすぐれた耐チッピング性、耐摩耗性を発揮する表面被覆切削工具 | |
| WO2017073787A1 (ja) | 表面被覆切削工具およびその製造方法 | |
| WO2016084938A1 (ja) | 表面被覆切削工具 | |
| WO2017073792A1 (ja) | 表面被覆切削工具およびその製造方法 | |
| WO2017073789A1 (ja) | 硬質被覆層がすぐれた耐チッピング性を発揮する表面被覆切削工具およびその製造方法 | |
| WO2017073790A1 (ja) | 表面被覆切削工具およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210715 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210728 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6931452 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |