JP6935501B2 - 積層造形用粉末の評価方法 - Google Patents
積層造形用粉末の評価方法 Download PDFInfo
- Publication number
- JP6935501B2 JP6935501B2 JP2019537524A JP2019537524A JP6935501B2 JP 6935501 B2 JP6935501 B2 JP 6935501B2 JP 2019537524 A JP2019537524 A JP 2019537524A JP 2019537524 A JP2019537524 A JP 2019537524A JP 6935501 B2 JP6935501 B2 JP 6935501B2
- Authority
- JP
- Japan
- Prior art keywords
- powder
- laminated molding
- evaluating
- laminated
- fluidity
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






















Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N3/00—Investigating strength properties of solid materials by application of mechanical stress
- G01N3/24—Investigating strength properties of solid materials by application of mechanical stress by applying steady shearing forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K15/00—Electron-beam welding or cutting
- B23K15/0046—Welding
- B23K15/0086—Welding welding for purposes other than joining, e.g. build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/214—Doctor blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N11/00—Investigating flow properties of materials, e.g. viscosity, plasticity; Analysing materials by determining flow properties
- G01N11/10—Investigating flow properties of materials, e.g. viscosity, plasticity; Analysing materials by determining flow properties by moving a body within the material
- G01N11/14—Investigating flow properties of materials, e.g. viscosity, plasticity; Analysing materials by determining flow properties by moving a body within the material by using rotary bodies, e.g. vane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/14—Treatment of metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/60—Planarisation devices; Compression devices
- B22F12/67—Blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N11/00—Investigating flow properties of materials, e.g. viscosity, plasticity; Analysing materials by determining flow properties
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N15/00—Investigating characteristics of particles; Investigating permeability, pore-volume or surface-area of porous materials
- G01N15/02—Investigating particle size or size distribution
- G01N15/0205—Investigating particle size or size distribution by optical means
- G01N15/0211—Investigating a scatter or diffraction pattern
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Analytical Chemistry (AREA)
- Immunology (AREA)
- Pathology (AREA)
- General Physics & Mathematics (AREA)
- General Health & Medical Sciences (AREA)
- Biochemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Health & Medical Sciences (AREA)
- Plasma & Fusion (AREA)
- Powder Metallurgy (AREA)
- Investigating Strength Of Materials By Application Of Mechanical Stress (AREA)
Description
積層造形において均一な粉末層を敷き詰めることができる流動性を、せん断試験によって得られた破壊包絡線から求めた粉末の付着力を用いて評価する。
《積層造形体の製造》
図1は、本実施形態の積層造形装置100の概略構成例を示す図である。積層造形装置100は、電子ビームあるいはファイバレーザ101aの発射機構101と、粉末タンクであるホッパー102と、粉末を一定厚で敷き詰めた粉末床を形成するためのスキージングブレード103と、積層のために一定厚だけ下降を繰り返すテーブル104と、を有する。スキージングブレード103とテーブル104との協働により、均一な一定厚の粉末積層部105が生成される。各層には、3D-CADデータより得られたスライスデータを基にファイバレーザ101aを照射し、積層造形用粉末(例えば、金属粉末、特に銅粉末や銅合金粉末)を溶融して積層造形体105aが製造される。
本実施形態の積層造形用粉末は、例えば、「回転ディスク法」、「ガスアトマイズ法」、「水アトマイズ法」、「プラズマアトマイズ法」、「プラズマ回転電極法」などにより製造可能である。本実施形態においては、これらの内、「ガスアトマイズ法」を使用し、ガスアトマイズとしてはヘリウム、アルゴン、窒素などのガスを用い、ガスの圧力と流量とを調整し粉末化の制御を行って積層造形用粉末を生成したが、他の製法によっても同様の積層造形用粉末が製造できる。製造した積層造形用粉末は、所定の分級サイズにより分級された。
積層造形用粉末として使用可能である条件としては、
(1)粉末を一定厚で敷き詰めた粉末床を形成することの可能なスキージング性を有すること、
(2)電子ビームあるいはファイバレーザによる照射による溶融および造形が可能なこと、
(3)積層造形された積層造形体が各用途の条件に耐える性質を有すること、
とが考えられる。
スキージング性が十分な粉末としては、以下の条件を必要とする。
(1) 積層造形用粉末粒子の粒径が、粉末床を形成できる範囲であること。例えば、レーザ回折法で測定したときの粉末粒子の50%粒径を測定あるいは算出し、その範囲が所定範囲内であること。
(2) 積層造形用粉末の粉末充填率が、粉末床の形成に適切な範囲であること。例えば、粉末の見掛け密度(AD:apparent density)を測定あるいは算出し、その範囲が所定範囲内であること。
(3) 積層造形用粉末の流動性が、供給ホッパーからの粉末供給ができて、かつ、適切な粉末床を形成できる範囲であること。例えば、粉末の流動性を測定あるいは算出し、その範囲が所定範囲内であること。
流動性の評価については、特許文献1および非特許文献1に示したように、JISZ2502に準拠した流動性(FR:flow rate)が用いられていた。しかしながら、JISZ2502に準拠した流動度の測定は、積層造形用として使用可能と思われる微細粉末で測定不可となったり、測定環境の微妙な変化で同じ粉末が測定されたり測定不可となったりして、積層造形用粉末の判定基準として不安定である。そのため、積層造形用粉末としての評価が不十分となっていた。
以下、非特許文献2に示したようなせん断力試験に基づいて、付着力を算出する。
本実施形態において、付着力を含むスキージング性の評価条件の数値と、実際のスキージング性が積層造形において十分か否かの評価結果と、を比較することにより、積層造形用粉末のスキージング性の評価基準を分析した。
図3は、本実施形態においてスキージング性をテストするための使用冶具300を示す図である。図3の上図301は使用冶具300を上面から見た図であり、図3の下図302は使用冶具300を底面から見た図である。この使用冶具300は、ドクターブレードあるいはアプリケータと呼ばれ、金属ブロックの片面を加工してすき間をつくり、塗料やインクなどを一定の膜厚で塗布することができる冶具である。
上記粉末から測定された特性と、使用冶具を用いたスキージング性の試験と、積層造形装置によるスキージング性との関連から、銅粉末あるいは銅合金粉末を用いた場合の、以下の評価基準を得た。
(1) レーザ回折法で測定したときの銅粉末粒子の50%粒径が3μm〜250μmの範囲であること。例えば、銅粉末粒子の50%粒径が3μm未満の場合は流動性がなく、SLM方式の積層造形装置においても粉末床を形成できない。銅粉末粒子の50%粒径が250μmより大きい場合は、EBM方式の積層造形装置においても粉末床の表面が荒れて造形に適切な粉末床を形成できない。
(2) 銅粉末の見掛け密度(AD:apparent density)が3.5g/cm3以上であること。例えば、銅粉末の見掛け密度が3.5g/cm3未満の場合は、積層造形装置において粉末床の粉末充填率が下り適切な粉末床を形成できない。
(3) 銅粉末の流動性(付着力)が0.450kPa以下であること。銅粉末の流動性が0.450kPa以上の場合は、積層造形装置において供給ホッパーからの粉末供給ができず、かつ、適切な粉末床を形成できない。
本実施形態により、安定した判定基準により積層造形用粉末を評価することができる。そして、その判定基準によれば、積層造形用粉末として使用可能な粉末を容易に判定することができる。
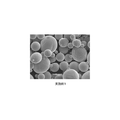
本実施形態においては、さらに、粉末粒子における「サテライト付着率」を考慮して、積層造形用粉末を評価する。ここで、「サテライト付着率」とは、サテライトが付着した粉末粒子の、サテライトが付着してない粉末粒子を含む全粒子中の割合である。
本実施形態においては、粉末粒子の走査型電子顕微鏡(SEM)像を撮影することにより、サテライトが付着した粉末粒子、および、サテライトが付着してない粉末粒子を数えることで、サテライト付着率を取得した。しかしながら、画像処理によりサテライトが付着した粉末粒子、および、サテライトが付着してない粉末粒子を数えることも可能である。
本実施形態によれば、さらに正確に積層造形用粉末が使用可能か否かを評価することができる。
以下、本実施例においては、ガスアトマイズ法を用いて、ガスアトマイズとしてはヘリウム、アルゴン、窒素などのガスを用い、ガスの圧力と流量とを調整し粉末化の制御を行って、銅粉末あるいは銅合金粉末を生成して、本実施形態の積層造形用粉末の評価方法における評価基準を検証した。しかしながら、他の粉末や他の金属粉末においても、以下の実施例が参照可能である。
せん断応力測定キットにより銅粉末あるいは銅合金粉末のせん断応力を測定してパウダーレオメータFT4(Malvern Instruments製)に入力し、図3Bに従って付着力を算出した。表1に、実施例1〜9および比較例1〜7におけるJISZ2502に準拠したFR(sec/50g)測定結果と、付着力の測定結果との対応表を示す。

実施例1〜9とおよび比較例1〜7の銅粉末あるいは銅合金粉末について、レーザ回折法により50%粒度(μm)を測定した(マイクロトラックMT3300:マイクロトラックベル株式会社製)。また、JISZ2504に準じて、銅粉末あるいは銅合金粉末の見掛密度(g/cm3)を測定した。
図3に示した使用冶具300を用いて、実施例1〜9とおよび比較例1〜7の銅粉末あるいは銅合金粉末について、スキージング性をテストした。
図6は、実施例1乃至3、および、比較例1の粉末を積層造形装置においてスキージングした状態を示す図である。図6に示したように、表2でスキージング性が良好と判定された粉末を使用した場合、積層造形装置におけるスキージングも良好であり、逆に、表2でスキージング性が不良や不可と判定された粉末を使用した場合、積層造形装置におけるスキージングも不良であった。
図7A〜図7Iは、実施例1〜9の粉末のサテライト付着率を測定するための走査型電子顕微鏡(SEM)像を示す図である。図8A〜図8Gは、比較例1〜7の粉末のサテライト付着率を測定するための走査型電子顕微鏡(SEM)像を示す図である。かかる走査型電子顕微鏡(SEM)像を用いて、各実施例および比較例の粉末のサテライト付着率を取得した。
Claims (9)
- 積層造形において均一な粉末層を敷き詰めることができる流動性を、せん断試験によって得られた破壊包絡線から求めた粉末の付着力を用いて評価する積層造形用粉末の評価方法。
- 前記せん断試験はパウダーレオメータにより実施され、前記付着力は前記パウダーレオメータにおける垂直応力とせん断応力との関係から求められる請求項1に記載の積層造形用粉末の評価方法。
- 前記付着力が0.450kPa以下である場合に、積層造形において均一な粉末層を敷き詰めることができると評価する請求項2に記載の積層造形用粉末の評価方法。
- さらに、レーザ回折法による前記粉末の50%粒径、および、前記粉末の見掛密度の少なくともいずれかを用いて、積層造形用粉末の前記流動性を評価する請求項1乃至3のいずれか1項に記載の積層造形用粉末の評価方法。
- 前記粉末の50%粒径が3〜250μm、および、前記粉末の見掛密度が3.5g/cm3以上の少なくともいずれかである場合に、積層造形において均一な粉末層を敷き詰めることができると評価する請求項4に記載の積層造形用粉末の評価方法。
- さらに、前記粉末の粒子に対して、粒子表面にサテライト状微粒子が付着している粒子の割合で定義される前記粉末のサテライト付着率を用いて、積層造形用粉末の前記流動性を評価する請求項4または5に記載の積層造形用粉末の評価方法。
- 前記サテライト付着率が50%以下である場合に、積層造形において均一な粉末層を敷き詰めることができると評価する請求項6に記載の積層造形用粉末の評価方法。
- 前記積層造形用粉末は金属粉末または金属合金粉末である請求項1乃至7のいずれか1項に記載の積層造形用粉末の評価方法。
- 前記金属粉末または金属合金粉末は、銅粉末または銅合金粉末である請求項8に記載の積層造形用粉末の評価方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/030509 WO2019038909A1 (ja) | 2017-08-25 | 2017-08-25 | 積層造形用粉末の評価方法およびその積層造形用粉末 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019038909A1 JPWO2019038909A1 (ja) | 2020-10-01 |
| JP6935501B2 true JP6935501B2 (ja) | 2021-09-15 |
Family
ID=65439879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019537524A Active JP6935501B2 (ja) | 2017-08-25 | 2017-08-25 | 積層造形用粉末の評価方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11448578B2 (ja) |
| EP (1) | EP3674682B1 (ja) |
| JP (1) | JP6935501B2 (ja) |
| CN (1) | CN111033215A (ja) |
| WO (1) | WO2019038909A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6935502B2 (ja) * | 2017-08-25 | 2021-09-15 | 福田金属箔粉工業株式会社 | 積層造形用粉末の評価方法 |
| JP6926962B2 (ja) * | 2017-11-07 | 2021-08-25 | 株式会社豊田中央研究所 | 積層造形用原料粉末の評価装置およびその評価治具 |
| JP2023511476A (ja) * | 2019-11-06 | 2023-03-20 | ヌブル インク | 青色レーザー金属積層造形システム |
| CN111633208B (zh) * | 2020-05-07 | 2022-09-06 | 上海理工大学 | 一种控制粉末流动性对打印成形质量控制方法 |
| CN112414898B (zh) * | 2020-11-10 | 2021-12-21 | 中国农业科学院农产品加工研究所 | 复合粉体混合均匀度的评价方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6140540A (ja) * | 1984-07-31 | 1986-02-26 | Agency Of Ind Science & Technol | 粉粒体の流動特性測定方法及び装置 |
| JPH06140540A (ja) | 1992-10-22 | 1994-05-20 | Matsushita Electric Works Ltd | ヒートシンク及びそのヒートシンクを用いた半導体装置の実装方法 |
| JP2000160203A (ja) | 1998-09-24 | 2000-06-13 | Sumitomo Electric Ind Ltd | 合金粉末、合金焼結体およびそれらの製造方法 |
| JP2004037159A (ja) * | 2002-07-01 | 2004-02-05 | Sumitomo Chem Co Ltd | 流動性予測方法 |
| JP4137535B2 (ja) | 2002-07-02 | 2008-08-20 | 昭和電子工業株式会社 | 避雷器の動作監視装置 |
| JP2004302824A (ja) * | 2003-03-31 | 2004-10-28 | Sumitomo Chem Co Ltd | 静止粉体層の破壊特性を推定する方法および装置、ならびに粉体の貯槽を設計する方法および装置 |
| JP2004301654A (ja) | 2003-03-31 | 2004-10-28 | Sumitomo Chem Co Ltd | 粉体の有効内部摩擦角を推定する方法および装置、ならびに粉体の貯槽を設計する方法および装置 |
| JP2006138817A (ja) | 2004-11-15 | 2006-06-01 | Sumitomo Chemical Co Ltd | 粉体の力学特性算出方法、粉体の貯槽の設計方法、粉体の力学特性算出装置、粉体の力学特性算出プログラム、および該プログラムを記録した記録媒体 |
| AU2012222861A1 (en) * | 2011-02-28 | 2013-10-17 | Monash University | Binder powders |
| US9801820B2 (en) * | 2012-11-12 | 2017-10-31 | New Jersey Institute Of Technology | Pharmaceutical core-shell composite powder and processes for making the same |
| WO2015171639A1 (en) * | 2014-05-05 | 2015-11-12 | Viridis3D LLC | Binder, adhesive and active filler system for three-dimensional printing of ceramics |
| JP2016073919A (ja) | 2014-10-06 | 2016-05-12 | 株式会社アドマテックス | 粉粒体の製造方法 |
| JP6410150B2 (ja) | 2015-03-17 | 2018-10-24 | 三菱日立ツール株式会社 | 積層造形用顆粒及びその製造方法並びにそれを用いたインサートの製造方法 |
| JP6424122B2 (ja) * | 2015-03-24 | 2018-11-14 | 日本メナード化粧品株式会社 | 粉末化粧料における「しっとり感」の評価方法 |
| JP2016183683A (ja) | 2015-03-25 | 2016-10-20 | Ntn株式会社 | 転がり軸受 |
| JP6519274B2 (ja) * | 2015-03-30 | 2019-05-29 | 株式会社リコー | 立体造形用粉末材料、立体造形材料セット、立体造形物製造装置、及び立体造形物の製造方法 |
| JP6620029B2 (ja) | 2015-03-31 | 2019-12-11 | 山陽特殊製鋼株式会社 | 球状粒子からなる金属粉末 |
| WO2016158687A1 (ja) * | 2015-03-31 | 2016-10-06 | 山陽特殊製鋼株式会社 | 球状粒子からなる金属粉末 |
| JP6004034B1 (ja) | 2015-04-21 | 2016-10-05 | 住友金属鉱山株式会社 | 銅粉末 |
| JP6794100B2 (ja) * | 2015-09-28 | 2020-12-02 | 東洋アルミニウム株式会社 | アルミニウム粒子群およびその製造方法 |
| JP6532396B2 (ja) * | 2015-12-25 | 2019-06-19 | 株式会社ダイヘン | 銅合金粉末、積層造形物の製造方法および積層造形物 |
| CN105642879B (zh) * | 2016-01-14 | 2017-08-25 | 鞍山东大激光科技有限公司 | 用于激光3d打印的球形tc4钛合金粉末及其制备方法 |
| JP6699824B2 (ja) * | 2016-01-18 | 2020-05-27 | 国立研究開発法人産業技術総合研究所 | 造形用粉末 |
| JP2017127997A (ja) | 2016-01-18 | 2017-07-27 | 国立研究開発法人産業技術総合研究所 | 造形用粉末 |
| MX2019004559A (es) | 2016-10-31 | 2019-08-05 | Kimberly Clark Co | Metodo para formar una trama compuesta mediante el uso de un sistema de union giratoria con un patron de yunque. |
| WO2018122937A1 (ja) * | 2016-12-26 | 2018-07-05 | 技術研究組合次世代3D積層造形技術総合開発機構 | 金属積層造形物、金属積層造形用のアルミニウム系粉末およびその製造方法 |
| CN109689908A (zh) * | 2017-08-09 | 2019-04-26 | 日立金属株式会社 | 合金部件、该合金部件的制造方法以及使用该合金部件的制造物 |
| JP6935502B2 (ja) * | 2017-08-25 | 2021-09-15 | 福田金属箔粉工業株式会社 | 積層造形用粉末の評価方法 |
| CN108964774A (zh) | 2018-08-02 | 2018-12-07 | 安徽斗转星移信息科技有限公司 | 一种智能散热的光纤收发器 |
-
2017
- 2017-08-25 JP JP2019537524A patent/JP6935501B2/ja active Active
- 2017-08-25 US US16/641,983 patent/US11448578B2/en active Active
- 2017-08-25 EP EP17922114.8A patent/EP3674682B1/en active Active
- 2017-08-25 WO PCT/JP2017/030509 patent/WO2019038909A1/ja not_active Ceased
- 2017-08-25 CN CN201780093811.2A patent/CN111033215A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2019038909A1 (ja) | 2019-02-28 |
| CN111033215A (zh) | 2020-04-17 |
| JPWO2019038909A1 (ja) | 2020-10-01 |
| US20200264086A1 (en) | 2020-08-20 |
| EP3674682A1 (en) | 2020-07-01 |
| EP3674682A4 (en) | 2021-02-17 |
| US11448578B2 (en) | 2022-09-20 |
| EP3674682B1 (en) | 2024-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6935501B2 (ja) | 積層造形用粉末の評価方法 | |
| Zhao et al. | Controlling factors determining flowability of powders for additive manufacturing: A combined experimental and simulation study | |
| JP6935502B2 (ja) | 積層造形用粉末の評価方法 | |
| Yao et al. | Numerical insights on the spreading of practical 316 L stainless steel powder in SLM additive manufacturing | |
| Choi et al. | Evaluation of powder layer density for the selective laser melting (SLM) process | |
| Körner et al. | Fundamental consolidation mechanisms during selective beam melting of powders | |
| KR102419052B1 (ko) | 적층 제조 프로세스에서의 사용을 위한 분말 | |
| CN106794515A (zh) | 造形用金属粉末 | |
| CN111344091A (zh) | 在借助于增材制造方法制造三维物体时使用的粉末混合物 | |
| JP2018199862A (ja) | 炭素被覆金属紛体、それを含む付加製造用の粉末材料、及び、付加製造物の製造方法 | |
| CN113939605B (zh) | 层压成形用铜粉末、层压成形体、层压成形体的制造方法及层压成形装置 | |
| JP2019112700A (ja) | 金属粉末材料の製造方法 | |
| JP2023012810A (ja) | 銅基粉、その製造方法、および銅基粉を用いた光造形物の製造方法 | |
| Nofal et al. | Experimental investigation of phase change materials fabricated using selective laser sintering additive manufacturing | |
| JP7401242B2 (ja) | 粉末材料 | |
| JPWO2018235213A1 (ja) | 積層造形用銅粉末およびその積層造形体 | |
| Bhavan et al. | Small-angle neutron scattering analysis in Sn-Ag Lead-free solder alloys: A focus on the Ag3Sn intermetallic phase | |
| Ramosena et al. | Optimum process parameters for DMLS in-situ alloying of a Ti-10 (60Al40V) powder blend | |
| Krishnamurthy Srinivasa et al. | Blending of iron and silicon carbide powders for producing metal matrix composites by laser sintering process | |
| Haydari | The spreading behaviour of stainless steel powders for additive manufacturing | |
| JP7057784B2 (ja) | 積層造形用銅粉末およびその積層造形体 | |
| HK40019801A (en) | Evaluation method of powder for laminate molding, and powder for laminate molding | |
| HK40019805B (en) | Lamination shaping powder evaluation method and lamination shaping powder therefor | |
| HK40019805A (en) | Lamination shaping powder evaluation method and lamination shaping powder therefor | |
| JP6821446B2 (ja) | 積層造形用の金属粉末の製造方法、及び検査方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210216 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210419 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210817 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210825 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6935501 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |