JP6975385B2 - 電池パックとその製造方法および解体方法 - Google Patents
電池パックとその製造方法および解体方法 Download PDFInfo
- Publication number
- JP6975385B2 JP6975385B2 JP2018003872A JP2018003872A JP6975385B2 JP 6975385 B2 JP6975385 B2 JP 6975385B2 JP 2018003872 A JP2018003872 A JP 2018003872A JP 2018003872 A JP2018003872 A JP 2018003872A JP 6975385 B2 JP6975385 B2 JP 6975385B2
- Authority
- JP
- Japan
- Prior art keywords
- end plate
- plate portion
- arrangement direction
- restraint
- battery pack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
- H01M10/0481—Compression means other than compression means for stacks of electrodes and separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
- H01M50/211—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape adapted for pouch cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/233—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders characterised by physical properties of casings or racks, e.g. dimensions
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/244—Secondary casings; Racks; Suspension devices; Carrying devices; Holders characterised by their mounting method
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/262—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders with fastening means, e.g. locks
- H01M50/264—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders with fastening means, e.g. locks for cells or batteries, e.g. straps, tie rods or peripheral frames
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/056—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes
- H01M10/0561—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes the electrolyte being constituted of inorganic materials only
- H01M10/0562—Solid materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/056—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes
- H01M10/0564—Accumulators with non-aqueous electrolyte characterised by the materials used as electrolytes, e.g. mixed inorganic/organic electrolytes the electrolyte being constituted of organic materials only
- H01M10/0565—Polymeric materials, e.g. gel-type or solid-type
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Secondary Cells (AREA)
- Battery Mounting, Suspending (AREA)
Description
を備えている。この解体方法は、第一エンドプレート部を第二エンドプレート部に対して相対的に第一方向に変位させて、拘束フープ部を配列方向に沿って伸延させる工程と、第一エンドプレート部と第二エンドプレート部との間から、第一電池スタックを取り出す工程と、変位された第一エンドプレート部を第二エンドプレート部に対して相対的に第二方向に変位させて、拘束フープ部の伸延を解除する工程と、を含む。このような構成によると、環状の拘束フープ部を備える電池パックを安全かつ簡便に解体することができる。
[電池パック]
図1は、一実施形態に係る電池パック1を模式的に示す正面図であり、図2はその側面図である。電池パック1は、複数の単電池10と、拘束機構20と、を備えている。複数の単電池10は、所定の配列方向Zに配列されている。拘束機構20は、これらの単電池10を一組の電池として扱えるように拘束するための部材である。以下、各要素について説明する。
図3は、単電池10を模式的に示す三面図である。単電池10は、典型的には繰り返し充放電が可能な二次電池、例えば、リチウムイオン二次電池、ニッケル水素電池、電気二重層キャパシタ等である。なお、二次電池については、安全性を高めるために、電解質として可燃性の電解液を用いることなく、セラミックスやイオン伝導性ポリマー等からなる固体電解質を用いた全固体電池の実用化が進められている。以下、単電池10が全固体リチウムイオン二次電池である場合を例に説明するが、単電池10の構成はこれに限定されない。単電池10は、典型的には、図示しない正極と、負極と、固体電解質とからなる発電要素14と、電池ケース12とを備えている。一つの単電池10は、発電要素14を一つのみ備えていてもよいし、二つ以上備えていてもよい。この点において、本明細書でいう「単電池」とは、JIS D 0114:2000に規定される「単位電池」であり、本明細書でいう「発電要素」は、同規定の「単電池」であり得る。この発電要素14は、電池ケース12に収容されている。
また、本明細書において、「主体とする」とは、当該成分が50質量%以上含まれることを意味し、好ましくは60質量%以上、より好ましくは70質量%以上、例えば80質量%以上含まれる態様であり得る。
なお、本明細書における平均粒子径は、レーザー回折・光散乱式の粒度分布計を用いて測定される体積基準の粒度分布において、累積50%に相当する粒子径である。なお、平均粒子径が1μm以下となるより微細な粉体については、動的光散乱(Dynamic light scattering:DLS)法による測定値を採用してもよい。
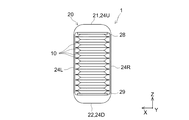
拘束機構20は、一対のエンドプレート部21、22と、拘束フープ部24と、を備えている。エンドプレート部21、22は、単電池10の発電要素14に対して拘束圧を均等に加えるための板状の部材である。拘束フープ部24は、エンドプレート部21、22間に加えられた拘束圧を、エンドプレート部21、22間に内在させて維持するための部材である。
以上の構成の電池パック1は、例えば図5に示すように、以下の製造工程S1〜S5に従うことで好適に製造することができる。
(S1)電池スタックSAを用意する工程。
(S2)第一エンドプレート部21、第二エンドプレート部22および拘束フープ部24を配置する工程。
(S3)拘束フープ部24を延伸させる工程。
(S4)エンドプレート部21、22の間に電池スタックSAを挿入する工程。
(S5)複数の単電池10を拘束する工程。
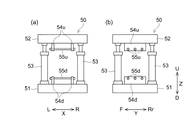
なお、上記のとおり高い拘束圧を内包している電池パック1は、その解体時に拘束圧が急激に開放されると、電池スタックSAや拘束機構20が周囲に激しく飛散するなどして危険が伴い得る。ここで、上記の電池パック組付け装置50は、例えば図7に示したように、以下の解体工程S101〜S104に従うことで電池パック1を解体する際にも好適に使用することができる。
すなわち、解体工程S101では、電池パック1を電池パック組付け装置50にセットする。具体的には、まず、電池パック1の第一エンドプレート部21を電池パック組付け装置50のエンドプレートホルダ54uに固定する。ここでは、予めエンドプレートホルダ54uから取付用治具55uを取り外しておき、次いで、第一エンドプレート部21を、一対のエンドプレートホルダ54uの間に治具穴21aの位置と貫通穴の位置とが同軸上に並ぶように配置し、治具穴21aと貫通穴とに取付用治具55uを挿入してナットで固定するとよい。次に、第二エンドプレート部22をベース部51に固定する。ここでは同様に、予めエンドプレートホルダ54dから取付用治具55dを取り外しておき、次いで、第二エンドプレート部22を一対のエンドプレートホルダ54dの間に、治具穴22aの位置と貫通穴の位置とが同軸上に並ぶように配置し、治具穴22aと貫通穴とに取付用治具55dを挿入してナットで固定する。電池パック1の装着に際しては、油圧式ピストン53の圧を適切に制御することで、ベース部51と天板部52との間の距離を電池パック1のエンドプレート部21、22を固定するに適した距離に調整するとよい。
[拘束機構]
上記の第一実施形態の電池パック1において、拘束機構20は、拘束フープ部24を二つ備えていた。ここで、拘束フープ部24は、例えば図4(d)に示すように、相対的に長手方向Yに幅の広いものを一つ備えていると、部品点数を減らせることに加え、エンドプレート部21、22および電池スタックSAを安定してより強い拘束力で拘束できる点において好ましい。そこで、さらに本実施形態にかかる拘束機構20は、例えば、図8、9、10に示すように、第一エンドプレート部21と、第二エンドプレート部22と、拘束フープ部24とが、単一の素材によって一体成形されている。換言すると、一対のエンドプレート部21、22と、拘束フープ部24とは、複数の構成部材が組み合わされたものではなく、単一の構成部材をなしている。なお、本実施形態の電池パック1は、拘束機構20以外の単電池10の構成については上述した第一実施形態と同様のため、重複する説明は省略する。
なお、拘束フープ部24の長手方向Yの幅が広くなると、上記電池パックの製造方法において拘束フープ部24を弾性変形させるために必要な力が大幅に増大し、電池パック1の生産性が悪くなるとの背反がある。そこで、第二実施形態に係る構成の電池パック1は、例えば図11に示したように、以下の製造工程S11〜15に従うことで好適に製造することができる。
(S11)複数の単電池10と滑りプレート28、29を配列方向Zに配列して電池スタックSBを用意する工程。
(S12)電池スタックSBを配列方向Zに圧縮する工程。
(S13)第一エンドプレート部21と、第二エンドプレート部22と、環状の拘束フープ部24とを備える拘束機構20に、拡大抑制治具64を設置する工程。
(S14)エンドプレート部21、22の間に、電池スタックSBを挿入する工程。
(S15)複数の単電池10を拘束する工程。
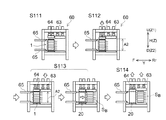
なお、以上の電池パック組付け装置60は、例えば図12に示すように、以下の解体工程S111〜114に従うことで電池パック1を解体する際にも好適に使用することができる。なお予め、電池パック組付け装置60のスライダ機構65は、例えば、筐体の後方Rrの側壁から、前方Fの側壁に移動させておくとよい。
そしてまず、解体工程S111では、電池パック1を電池パック組付け装置60にセットする。具体的には、電池パック1を前方Fの組立エリアに配置する。このとき、単電池10の配列方向Zが電池パック組付け装置60の高さ方向Hと一致するように、電池パック1を配置する。
ここに開示される電池パック1は、環状の拘束フープ部24によって複数の単電池10が拘束圧が加えられた状態で拘束されている。このような拘束フープ部24の形態に基き、電池パック1は従来の例えば約5倍〜約10倍といった、高い拘束圧で拘束することができる。このことは、例えば、界面抵抗が高いために内部応力が増大されてしまう複数の全固体電池を拘束してなる電池パック1に対し、高い拘束圧を付与するために特に好適に採用することができる。これによって、例えば、従来よりも内部抵抗が低減された、全固体電池からなる電池パック1を提供することができる。
例えば、第二実施形態で用いられた、一体成形された拘束機構20や滑りプレート28、29は、個々に、第一実施形態における電池パック1の製造方法1および解体方法1において使用してもよい。同様に、第一実施形態で用いられた、エンドプレート部21、22と拘束フープ部24とが別部材として構成された拘束機構20は、第二実施形態における電池パック1の製造方法2および解体方法2において使用してもよい。
10 単電池
20 拘束機構
21,22 エンドプレート
24 拘束フープ部
24U 上面部
24D 下面部
24R 右側面部
24L 左側面部
28、29 滑りプレート
Claims (4)
- 複数の単電池を配列方向に配列して第一電池スタックを用意する工程、
第一エンドプレート部と第二エンドプレート部とを前記配列方向に沿って離間して配置し、前記第一エンドプレート部と前記第二エンドプレート部とを前記配列方向に平行な面で囲むように環状の拘束フープ部を配置する工程、ここで該環状の拘束フープ部は、前記配列方向に沿う引張方向に弾性領域で変形可能な材質で構成されている、
前記第一エンドプレート部と前記第二エンドプレート部との離間距離が、前記第一電池スタックの前記配列方向の寸法と同じかそれ以上となるように、前記第一エンドプレート部を前記配列方向の前記第二エンドプレート部とは反対側の第三方向に変位させるとともに、前記拘束フープ部を延伸させる工程、ここで前記第一エンドプレート部の変位量は、前記拘束フープ部が前記弾性領域で伸延される範囲であって該拘束フープ部が該延伸により該弾性領域を超えて降伏変形する変位量とはならないように決定される、
変位させた前記第一エンドプレート部と前記第二エンドプレート部との間に、前記第一電池スタックを配列方向が前記第三方向となるように挿入する工程、および、
前記第一エンドプレート部の変位を解除し、前記第一エンドプレート部、前記第二エンドプレート部および該変位の解除によって前記伸延される前の寸法に戻ろうとして弾性収縮する前記拘束フープ部によって、前記複数の単電池に対して前記配列方向に沿って圧縮する方向に荷重を加えながら、前記複数の単電池を拘束する工程、
を含む、電池パックの製造方法。 - 複数の単電池を配列方向に配列するとともに、前記複数の単電池の前記配列方向の第一方向の端部に第一滑りプレートを配置し、第二方向の端部に第二滑りプレートを配置して第二電池スタックを用意する工程、
前記第二電池スタックを、前記配列方向の寸法が第一寸法となるように前記配列方向に圧縮する工程、
第一エンドプレート部と、第二エンドプレート部と、環状の拘束フープ部とを備え、前記第一エンドプレート部と前記第二エンドプレート部とが前記配列方向に沿って前記第一寸法で離間して対向配置されているとともに、前記配列方向に平行な面において前記拘束フープ部が前記第一エンドプレート部と前記第二エンドプレート部とをその外周に沿って囲むように配置されている拘束機構を用意する工程、
前記第一エンドプレート部と前記第二エンドプレート部との離間距離が、前記第一寸法よりも広がることを抑制する拡大抑制治具を設置する工程、
前記第一エンドプレート部と前記第二エンドプレート部との間に、圧縮された前記第二電池スタックを挿入する工程、および、
前記拡大抑制治具を前記配列方向の前記離間距離が拡大する方向に変位させ、前記拘束機構によって、前記複数の単電池に対して前記配列方向に沿って圧縮する方向に荷重を加えながら、前記複数の単電池を拘束する工程、
を含む、電池パックの製造方法。 - 複数の単電池を配列方向に配列した第一電池スタックと、
前記複数の単電池を拘束する拘束機構と、
を備える電池パックの解体方法であって、
前記拘束機構は、
前記第一電池スタックの前記配列方向の第一方向の端部に配置される第一エンドプレート部と、
前記第一電池スタックの前記配列方向の第二方向の端部に配置される第二エンドプレート部と、
環状であって、前記第一エンドプレート部の前記第一方向の表面に配置される第一支持部と、前記第二エンドプレート部の前記第二方向の表面に配置される第二支持部と、前記第一支持部と前記第二支持部との間を前記配列方向に沿って連続的に繋ぐ一対の側壁部とを含む拘束フープ部と、
を備えており、
前記第一エンドプレート部を前記第二エンドプレート部に対して相対的に前記第一方向に変位させて、前記拘束フープ部を前記配列方向に沿って伸延させる工程と、
前記第一エンドプレート部と前記第二エンドプレート部との間から、前記第一電池スタックを取り出す工程と、および、
変位された前記第一エンドプレート部を前記第二エンドプレート部に対して相対的に前記第二方向に変位させて、前記拘束フープ部の伸延を解除する工程と、
を含む、電池パックの解体方法。 - 複数の単電池を配列方向に配列するとともに、前記複数の単電池の前記配列方向の第一方向の端部に第一滑りプレートを配置し、第二方向の端部に第二滑りプレートを配置してなる第二電池スタックと、
前記第二電池スタックを拘束する拘束機構と、
を備える電池パックの解体方法であって、
前記拘束機構は、
前記第二電池スタックの前記配列方向の第一方向の端部に配置される第一エンドプレート部と、
前記第二電池スタックの前記配列方向の第二方向の端部に配置される第二エンドプレート部と、
環状であって、前記第一エンドプレート部の前記第一方向の表面に配置される第一支持部と、前記第二エンドプレート部の前記第二方向の表面に配置される第二支持部と、前記第一支持部と前記第二支持部との間を前記配列方向に沿って連続的に繋ぐ一対の側壁部とを含む拘束フープ部と、
を備えており、
前記電池パックを、前記第二電池スタックの前記配列方向の寸法が第二寸法となるように、前記配列方向に圧縮する工程、
圧縮された前記電池パックの前記配列方向に直交する方向で、圧縮された前記第二電池スタックに隣接する位置に、前記配列方向の寸法が前記第二寸法である圧力開放エリアを用意する工程、
圧縮された前記第二電池スタックの前記第一滑りプレートおよび前記第二滑りプレートを、前記配列方向に直交する方向で前記圧力開放エリアの側に押圧し、前記第二電池スタックを前記第一エンドプレート部と前記第二エンドプレート部との間から前記圧力開放エリアに移動させる工程、および、
前記圧力開放エリアの前記配列方向の寸法を前記第二寸法よりも拡大させることで、圧縮された前記第二電池スタックの圧縮を解消する工程、
を含む、電池パックの解体方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018003872A JP6975385B2 (ja) | 2018-01-12 | 2018-01-12 | 電池パックとその製造方法および解体方法 |
| US16/220,286 US11431050B2 (en) | 2018-01-12 | 2018-12-14 | Cell pack and method for producing and method for disassembling the same |
| CN201910026472.7A CN110034253B (zh) | 2018-01-12 | 2019-01-11 | 电池组及其制造方法和拆解方法 |
| US17/239,424 US11217855B2 (en) | 2018-01-12 | 2021-04-23 | Cell pack and method for producing and method for disassembling the same |
| US17/238,981 US11171381B2 (en) | 2018-01-12 | 2021-04-23 | Cell pack and method for producing and method for disassembling the same |
| US17/813,742 US12125964B2 (en) | 2018-01-12 | 2022-07-20 | Cell pack and method for producing and method for disassembling the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018003872A JP6975385B2 (ja) | 2018-01-12 | 2018-01-12 | 電池パックとその製造方法および解体方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019125444A JP2019125444A (ja) | 2019-07-25 |
| JP6975385B2 true JP6975385B2 (ja) | 2021-12-01 |
Family
ID=67214338
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018003872A Active JP6975385B2 (ja) | 2018-01-12 | 2018-01-12 | 電池パックとその製造方法および解体方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (4) | US11431050B2 (ja) |
| JP (1) | JP6975385B2 (ja) |
| CN (1) | CN110034253B (ja) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102874248B1 (ko) * | 2019-08-27 | 2025-10-20 | 가부시키가이샤 리가쿠 | 전지 분석용 구조체 및 x선 회절 장치 |
| DE102019125382A1 (de) * | 2019-09-20 | 2021-03-25 | Audi Ag | Batterie mit einer Druckbegrenzungsvorrichtung, Funktionsvorrichtung mit einer Batterie und Verfahren zur Druckbegrenzung |
| JP7131523B2 (ja) | 2019-10-16 | 2022-09-06 | トヨタ自動車株式会社 | モジュール |
| JP7172947B2 (ja) * | 2019-10-29 | 2022-11-16 | トヨタ自動車株式会社 | 電池パックの製造方法 |
| JP7400577B2 (ja) * | 2020-03-23 | 2023-12-19 | トヨタ自動車株式会社 | 組電池の製造方法及び組電池 |
| JP7317760B2 (ja) * | 2020-03-31 | 2023-07-31 | トヨタ自動車株式会社 | 電池の製造方法および電池 |
| WO2021215125A1 (ja) * | 2020-04-23 | 2021-10-28 | パナソニックIpマネジメント株式会社 | 電池及び電池の製造方法 |
| JP7350419B2 (ja) * | 2020-08-05 | 2023-09-26 | エルジー エナジー ソリューション リミテッド | 電池モジュール、それを含む電池パックおよび電池モジュールの運搬方法 |
| CN112388274A (zh) * | 2020-11-20 | 2021-02-23 | 深圳市金凯博自动化测试有限公司 | 一种拆解电芯的变距机构 |
| CN116670883A (zh) * | 2020-12-15 | 2023-08-29 | 麻省固能控股有限公司 | 可再充电蓄电池 |
| CN113258187B (zh) * | 2021-04-01 | 2022-08-30 | 上海澜韬智能科技有限公司 | 新能源汽车的电池组 |
| JP7323570B2 (ja) * | 2021-04-08 | 2023-08-08 | プライムプラネットエナジー&ソリューションズ株式会社 | 蓄電モジュール |
| IT202100012623A1 (it) * | 2021-05-17 | 2022-11-17 | Ferrari Spa | Pacco batteria veicolare e relativo metodo di assemblaggio |
| JP7697278B2 (ja) * | 2021-06-14 | 2025-06-24 | トヨタ自動車株式会社 | 電池スタックおよび拘束フープ部材 |
| CN114156581B (zh) * | 2021-11-30 | 2022-12-02 | 深圳品驾智能科技有限公司 | 一种动力电池的保护外壳 |
| WO2023140708A1 (ko) * | 2022-01-21 | 2023-07-27 | 주식회사 엘지에너지솔루션 | 전지 모듈 및 이의 제조 방법 |
| JP7609088B2 (ja) * | 2022-02-07 | 2025-01-07 | トヨタ自動車株式会社 | 治具 |
| WO2023158196A1 (ko) * | 2022-02-18 | 2023-08-24 | 주식회사 엘지에너지솔루션 | 전지팩 및 이를 포함하는 디바이스 |
| CN115117491B (zh) * | 2022-06-16 | 2025-07-29 | 广东邦普循环科技有限公司 | 一种废旧电池模组拆解机构 |
| GB2624501A (en) * | 2022-06-16 | 2024-05-22 | Guangdong Brunp Recycling Technology Co Ltd | Disassembling mechanism for waste battery module |
| KR20240156024A (ko) * | 2023-04-21 | 2024-10-29 | 스탠다드에너지(주) | 이차전지 |
| CN116408752B (zh) * | 2023-06-09 | 2023-08-22 | 北京凌禾科技有限公司 | 一种电池包的拆解设备及拆解方法 |
| CN119153834B (zh) * | 2024-11-19 | 2025-02-07 | 西北工业大学 | 一种Li6Zr2O7高温原位分解辅助退役富镍阴极升级再生的方法 |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3271494B2 (ja) | 1995-10-24 | 2002-04-02 | 松下電器産業株式会社 | 積層密閉形アルカリ蓄電池 |
| JP4136328B2 (ja) | 2001-05-14 | 2008-08-20 | トヨタ自動車株式会社 | バッテリ拘束装置 |
| US20060093890A1 (en) * | 2004-10-29 | 2006-05-04 | Steinbroner Matthew P | Fuel cell stack compression systems, and fuel cell stacks and fuel cell systems incorporating the same |
| US8758924B2 (en) * | 2007-06-18 | 2014-06-24 | Tesla Motors, Inc. | Extruded and ribbed thermal interface for use with a battery cooling system |
| KR101108190B1 (ko) | 2009-12-23 | 2012-01-31 | 에스비리모티브 주식회사 | 엔드플레이트의 고정 구조가 개선된 배터리모듈 및 그 고정 방법 |
| CN203300728U (zh) | 2010-06-28 | 2013-11-20 | A123系统股份有限公司 | 具有保持带的电池组件 |
| DE102011013618A1 (de) * | 2011-03-11 | 2012-09-13 | Li-Tec Battery Gmbh | Energiespeichervorrichtung |
| JP5594203B2 (ja) * | 2011-03-24 | 2014-09-24 | 株式会社デンソー | 電池パック |
| JP5628105B2 (ja) | 2011-07-08 | 2014-11-19 | 本田技研工業株式会社 | 燃料電池スタック |
| JP2013051048A (ja) * | 2011-08-30 | 2013-03-14 | Sanyo Electric Co Ltd | 電源装置 |
| US9048462B2 (en) * | 2012-03-29 | 2015-06-02 | GM Global Technology Operations LLC | Method of handling large format battery cells for high speed assembly |
| JP2015187913A (ja) | 2012-08-09 | 2015-10-29 | 三洋電機株式会社 | 電源装置及びこれを備える電動車両並びに蓄電装置 |
| JP6292798B2 (ja) * | 2013-08-30 | 2018-03-14 | 出光興産株式会社 | 負極合材の製造方法 |
| JP6123642B2 (ja) * | 2013-11-08 | 2017-05-10 | トヨタ自動車株式会社 | 全固体電池の充電システム |
| JP6442907B2 (ja) * | 2014-08-07 | 2018-12-26 | 株式会社豊田自動織機 | 電池モジュール |
| JP6428176B2 (ja) * | 2014-11-10 | 2018-11-28 | 株式会社豊田自動織機 | 電池モジュール |
| US9583747B2 (en) * | 2015-01-08 | 2017-02-28 | Ford Global Technologies, Llc | Retention assembly for traction battery cell array |
| JP2016157586A (ja) * | 2015-02-24 | 2016-09-01 | トヨタ自動車株式会社 | 電池モジュールの製造方法 |
| JP6627265B2 (ja) * | 2015-06-08 | 2020-01-08 | 株式会社豊田自動織機 | 電池パック |
| DE102015225351A1 (de) * | 2015-12-16 | 2017-06-22 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Herstellen einer Energieversorgungseinheit |
| RU2608762C1 (ru) * | 2015-12-30 | 2017-01-24 | Владимир Леонидович Туманов | Электрохимическое устройство |
| JP6718771B2 (ja) * | 2016-08-18 | 2020-07-08 | 旭化成株式会社 | 耐衝撃蓄電モジュール |
| US10566588B2 (en) * | 2016-09-21 | 2020-02-18 | Ford Global Technologies, Llc | Battery cell support assembly |
| DE102017205410A1 (de) * | 2017-03-30 | 2018-10-04 | Robert Bosch Gmbh | Batteriesystem |
| KR102146075B1 (ko) * | 2017-04-13 | 2020-08-19 | 주식회사 엘지화학 | 엔드 플레이트 테스트 장치 및 방법 |
| JP6568900B2 (ja) * | 2017-07-06 | 2019-08-28 | 本田技研工業株式会社 | バッテリモジュール |
-
2018
- 2018-01-12 JP JP2018003872A patent/JP6975385B2/ja active Active
- 2018-12-14 US US16/220,286 patent/US11431050B2/en active Active
-
2019
- 2019-01-11 CN CN201910026472.7A patent/CN110034253B/zh active Active
-
2021
- 2021-04-23 US US17/239,424 patent/US11217855B2/en active Active
- 2021-04-23 US US17/238,981 patent/US11171381B2/en active Active
-
2022
- 2022-07-20 US US17/813,742 patent/US12125964B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US12125964B2 (en) | 2024-10-22 |
| US20210328295A1 (en) | 2021-10-21 |
| US20210242523A1 (en) | 2021-08-05 |
| US11431050B2 (en) | 2022-08-30 |
| US20190221795A1 (en) | 2019-07-18 |
| CN110034253A (zh) | 2019-07-19 |
| US11171381B2 (en) | 2021-11-09 |
| JP2019125444A (ja) | 2019-07-25 |
| CN110034253B (zh) | 2022-02-08 |
| US20220359938A1 (en) | 2022-11-10 |
| US11217855B2 (en) | 2022-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6975385B2 (ja) | 電池パックとその製造方法および解体方法 | |
| JP6986206B2 (ja) | 組電池 | |
| JP6960271B2 (ja) | 全固体電池 | |
| JP7022307B2 (ja) | 電池モジュール | |
| JP2008091099A (ja) | 積層式リチウムイオン電池 | |
| US20210119285A1 (en) | Battery cell | |
| US20100028769A1 (en) | Stacked secondary battery | |
| KR20240153570A (ko) | 셀 어셈블리 및 이를 포함하는 전고체 배터리 | |
| JP7022308B2 (ja) | 電池モジュール | |
| JP7068630B2 (ja) | 全固体電池 | |
| JP7725350B2 (ja) | 固体電池 | |
| JP2018107008A (ja) | 全固体電池の製造方法 | |
| JP2000156211A (ja) | 電池および電池パック | |
| JP2023024145A (ja) | 全固体電池及び全固体電池の製造方法 | |
| JP2003092134A (ja) | ニッケル水素二次電池及び電気自動車 | |
| KR101592812B1 (ko) | 2차 전지 및 그 제작방법 | |
| JP7538205B2 (ja) | バッテリモジュール | |
| US20240347769A1 (en) | All-solid-state battery | |
| US20250286247A1 (en) | Laminated battery and method for manufacturing laminated battery | |
| WO2024053652A1 (ja) | 全固体電池 | |
| JP2025538240A (ja) | 電極支持体を含む湾曲した二次電池及びその製造方法 | |
| CN121488348A (zh) | 单元电芯和制造该单元电芯的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200224 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201111 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210520 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210714 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211007 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211020 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6975385 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |