JP6980452B2 - 中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 - Google Patents
中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 Download PDFInfo
- Publication number
- JP6980452B2 JP6980452B2 JP2017154309A JP2017154309A JP6980452B2 JP 6980452 B2 JP6980452 B2 JP 6980452B2 JP 2017154309 A JP2017154309 A JP 2017154309A JP 2017154309 A JP2017154309 A JP 2017154309A JP 6980452 B2 JP6980452 B2 JP 6980452B2
- Authority
- JP
- Japan
- Prior art keywords
- based polymer
- crystalline propylene
- propylene
- mass
- ethylene
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有する。
結晶性プロピレン系重合体A1は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体である。
結晶性プロピレン系重合体A2は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体である。
結晶性プロピレン系重合体A1および結晶性プロピレン系重合体A2中のコモノマーは、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンである。
エチレン−α−オレフィン共重合体の密度が865〜920kg/m3である。
結晶性プロピレン系重合体A1、結晶性プロピレン系重合体A2、およびエチレン−α−オレフィン共重合体の合計量を基準として、結晶性プロピレン系重合体A1の含有量が35〜93質量%で、結晶性プロピレン系重合体A2の含有量が1〜35質量%で、エチレン−α−オレフィン共重合体の含有量が5〜30質量%である。
ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である。
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有する。
結晶性プロピレン系重合体A1は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が、結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体である。結晶性プロピレン系重合体A2は、プロピレン以外のコモノマーに由来するモノマー単位の含有量が、結晶性プロピレン系重合体A2の質量を基準として0〜1質量%である、単独重合体または共重合体である。結晶性プロピレン系重合体A1およびA2のコモノマーに由来するモノマー単位以外の部分は、プロピレンに由来するモノマー単位から構成される。
(i)24℃から220℃まで300℃/分の速度で昇温
(ii)220で5分間保持
(iii)300℃/分の速度で150℃まで降温
(iv)150℃で1分間保持
(v)5℃/分の速度で50℃まで降温
(vi)50℃で1分間保持
(vii)5℃/分の速度で180℃まで昇温
(vii)の工程から得られる結晶融解ピークから、50〜180℃の範囲に観測される最大の結晶融解ピーク温度、および最大の結晶融解ピーク温度を示す結晶融解ピークにおける融解熱量(J/g)が算出される。最大の結晶融解ピーク温度は、通常、当該重合体の融点とみなされる。結晶の融解熱量は、結晶融解ピークの両側のベースラインを延長した線と、結晶融解ピークとで囲まれた領域の面積から算出される値である。
実施例および比較例で用いた重合体は以下のとおりである。
(A1)結晶性プロピレン系重合体A1
結晶性プロピレン系重合体A1−1:
特開平7−216017号公報の実施例1に記載の方法によって、α−オレフィン重合用の固体重合触媒を準備した。この固体重合触媒の存在下で、プロピレンおよびエチレンを気相重合することによって、プロピレン−エチレンランダム共重合体であるパウダー状のプロピレン系重合体A1−1を得た。得られた結晶性プロピレン系重合体A1−1の特性を後述する方法によって測定したところ、メルトフローレートは1.4g/10分で、エチレンの含有量は5.6質量%、融点は133℃、融解熱量は62J/gであった。
エチレンの量を変更したこと以外はプロピレン系重合体A1−1の合成と同様にして、プロピレン−エチレンランダム共重合体であるパウダー状の結晶性プロピレン系重合体A1−2(メルトフローレート:1.3g/10分、エチレンの含有量:4.0質量%、融点:142℃、融解熱量:69J/g)を得た。
エチレンを用いなかったこと以外はプロピレン系重合体A1−1の合成と同様にして、結晶性プロピレン系重合体A2−1(メルトフローレート:8g/10分、エチレンの含有量:0質量%、融点:166℃、融解熱量:120J/g)を得た。
住友化学(株)製のエチレン−ヘキセン−1共重合体(商品名:エクセレンFX FX301、MFR(190℃,2.18N):3.5g/10分、密度:898kg/m3)を準備した。
C1:芳香族リン酸エステル金属塩(ADEKASTAB NA−18、株式会社ADEKA製)
C2:芳香族リン酸エステル金属塩(ADEKASTAB NA−21、株式会社ADEKA製)
・マグネシウム・アルミニウム・ハイドロオキサイド・カーボネート(DHT−4C、協和化学工業株式会社製)
E1:フェノール系酸化防止剤(ペンタエリスリチル−テトラキス[3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]、Irganox 1010、BASFジャパン株式会社製)
E2:リン系酸化防止剤(トリス(2,4−ジ−tert−ブチルフェニル)フォスファイト、Irgafos 168、BASFジャパン株式会社製)
2−1.メルトフローレート(MFR)
結晶性プロピレン系重合体A1またはA2の粉体100質量部を、それぞれ、酸化防止剤のジブチルヒドロキシトルエン(BHT)0.5質量部とブレンドした。得られた粉体混合物を用いて、結晶性プロピレン系重合体A1およびA2のMFRを、JIS K7210の条件14の方法に従って230℃で測定した。エチレン−α−オレフィン共重合体のMFRを、JIS K6760に従い190℃で測定した。
エチレン−α−オレフィン共重合体の密度(kg/m3)を、JIS K6760−1981に従って測定した。
結晶性プロピレン系重合体のIRスペクトルを測定した。得られたIRスペクトルデータから、エチレンに由来するモノマー単位の含有量(単位:質量%)を、高分子分析ハンドブック(1995年、紀伊国屋書店発行)の第616頁に記載されている「(i)ランダム共重合体に関する方法」に従って求めた。
結晶性プロピレン系重合体を熱プレス成形して、厚さ0.5mmのシートを作成した。熱プレス成形は、230℃で5分間の予熱後、1分間かけて5.0MPaまで昇圧して2分間保圧し、次いで、30℃、5.0MPaで5分間冷却する条件で行った。得られたシートから採取した試料について、示差走査型熱量計(パーキンエルマー社製、Diamond DSC)を用いて、以下の条件で示差走査熱量測定を行い、融点および融解熱量を求めた。
以下の(i)、(ii)、(iii)、(iv)、(v)、(vi)および(vii)の順で試験片に熱履歴を加えた。
(i)24℃から220℃まで300℃/分の速度で昇温
(ii)220で5分間保持
(iii)300℃/分の速度で150℃まで降温
(iv)150℃で1分間保持
(v)5℃/分の速度で50℃まで降温
(vi)50℃で1分間保持
(vii)5℃/分の速度で180℃まで昇温
(vii)の工程から得られる結晶融解ピークから、50〜180℃の範囲に観測される最大の結晶融解ピーク温度を融点として記録した。また、最大の結晶融解ピークを示す結晶融解ピークの面積から、結晶の融解熱量(J/g)を算出した。結晶の融解熱量は、結晶融解ピークの両側のベースラインを延長した線と、結晶融解ピークとで囲まれた領域の面積から算出される値である。
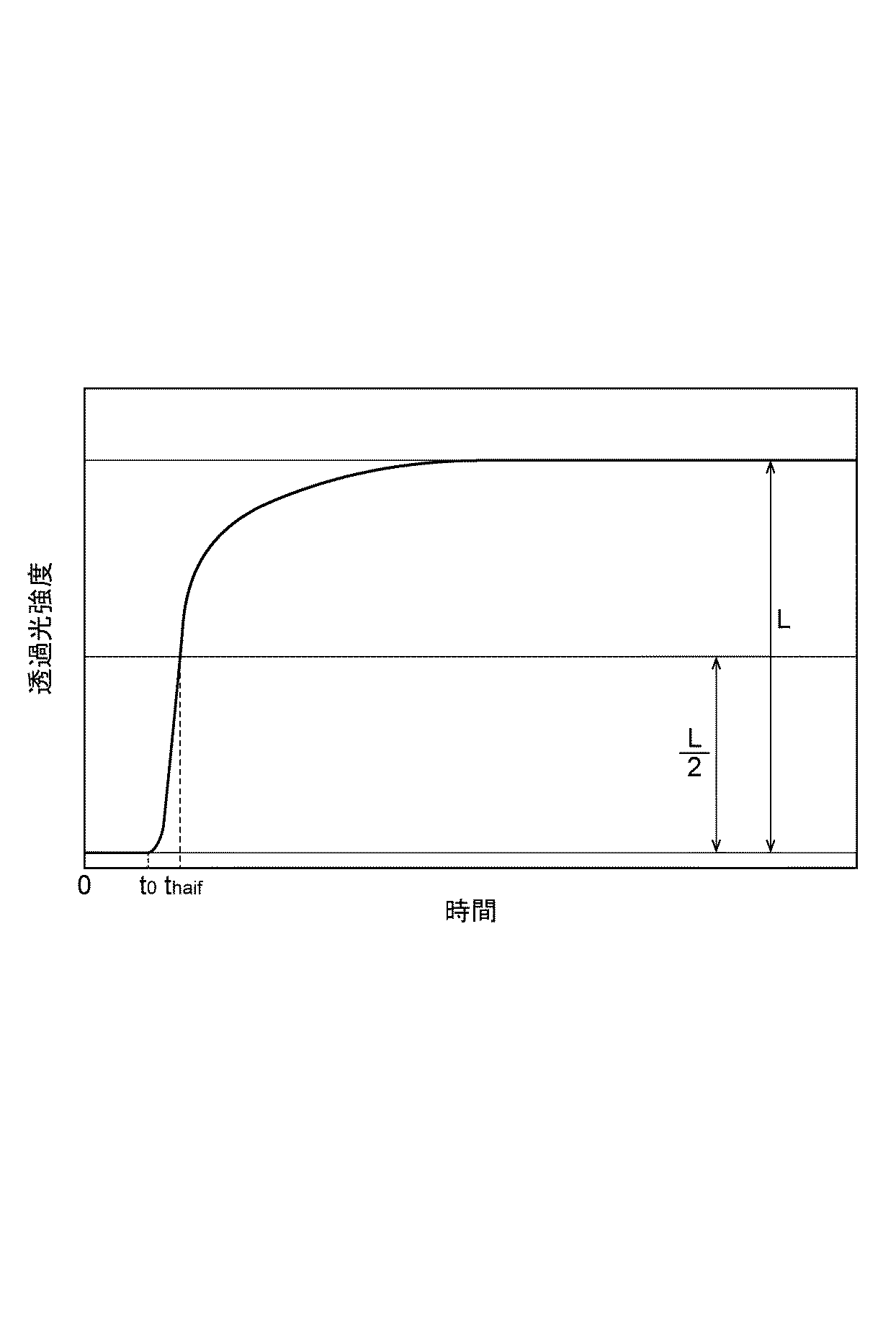
結晶化速度を示す半結晶化時間(t1/2)を、脱偏光強度法により測定した。脱偏光強度法は、偏光軸が互いに直交するよう設置された2枚の偏光板の間に溶融状態の試料を入れ、一定温度で結晶化させ、その結晶化の過程を光の透過光強度で追跡する方法である。半結晶化時間が長いほど結晶化が遅いことを示す。
ポリプロピレン樹脂組成物のペレットを190℃の熱プレスで成形して、厚み100μmの樹脂シートを得た。この樹脂シートを裁断して1.5cm四方の樹脂シートの試料を得た。この試料を、カバーガラスで挟み、230℃の溶融炉内で加熱することにより、樹脂シートを溶融させた。その後、溶融状態の樹脂シートを挟んだカバーガラスを、115℃のオイルバスに入れ、樹脂の結晶化を開始した。2枚の偏光板を、オイルバスを間に挟んで偏光軸が互いに直交する向きになるように予め設置しておき、溶融状態の樹脂シートを挟んだカバーガラスを、その主面が2枚の偏光板に平行になるように、オイルバス中で2枚の偏光板の間の位置に固定した。結晶化の進行に伴って増加する透過光を検出し、結晶化が十分進行した樹脂シートの透過光強度に対して、透過光強度が半分となる時間を、半結晶化時間t1/2とした。図1は、透過光強度の時間変化から半結晶化時間を決定する方法の例を示すグラフである。図1の縦軸は、入射した光のうち樹脂シートを透過した光の強度を示し、縦軸の値が大きいことは透過光強度が大きいことを意味する。図1に示されるように、透過光強度は、結晶化の進行にともなって初期値から急激に変化し、結晶化が十分進行すると一定の値となる。透過光強度の初期値と結晶化が十分進行した後の透過光強度との差がLであるとき、透過光強度が初期値+L/2に到達するまでの時間thalfと、結晶化が開始した時間(透過光強度の変化が開始した時間)t0との差(thalf−t0)が、半結晶化時間t1/2である。
3−1.ペレットの作成
表1に記載した組成(質量部またはppm)の原料を、ヘンシェルミキサーを用い、窒素雰囲気下にてドライブレンドした。得られた混合物を、単軸押出機(田辺プラスチックス機械株式会社製、スクリュー径40mmφ、VS40−28型)によって、窒素雰囲気下、230℃、回転数80rpmで溶融混練し、ポリプロピレン樹脂組成物のペレットを得た。
3−1.で得られたペレットを、フルフライトタイプで直径が50mmのスクリューを有する(株)日本製鋼所製NB3B型中空成形機にて、押出量5kg/時間、ダイおよびコア温度195℃で押し出して円筒状のホットパリソンを形成させた。ホットパリソンを35℃に温度調節した金型で直ちに挟み、圧力0.1〜0.15MPaの圧縮空気をホットパリソンに11秒間吹き込んで、口部を有する単層の中空容器としての中空成形体(重量:35g、容量:600ml、側壁の厚さ:約0.5mm)を形成させた。
4−1.中空容器の表面粗さ
中空容器の側壁部の中央部を試験片として切り出した。この試験片の平均表面粗さを、三次元表面粗さ測定器サーフコーダSE−30K(株式会社小坂研究所製)を用いて、触針で試験片表面をMD方向(容器の縦方向)に沿ってトレースし、表面の凹凸によって生じる触針の上下の動きで平均表面粗さ(SRa)μmを求めた。触針の移動速度を0.2mm/秒とし、MD方向に垂直なTD方向に10μm間隔で、1mm×1mmの範囲の表面をトレースした。
中空容器に水を入れ、口部に蓋をした。その後、口部を下に向けて中空容器を持ち、口部から液漏れの有無を確認した。口部の形状に欠損があると、液漏れが発生する。液漏れがない場合を「良好」、液漏れが発生した場合を「不良」として。成形性を評価した。
Claims (2)
- ポリプロピレン樹脂組成物の中空成形体を含む中空容器と該中空容器内に収容された液体製品とを有し、前記中空成形体が密封された口部を有する密封容器であり、該密封容器内に前記液体製品が封入されている、液体封入容器を、ブローフィルシール法によって形成する工程を備える、液体封入容器を製造する方法であって、
前記ポリプロピレン樹脂組成物が、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有し、
前記結晶性プロピレン系重合体A1が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体であり、
前記結晶性プロピレン系重合体A2が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体であり、
前記結晶性プロピレン系重合体A1および前記結晶性プロピレン系重合体A2中の前記コモノマーが、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンであり、
前記エチレン−α−オレフィン共重合体の密度が865〜920kg/m3であり、
前記結晶性プロピレン系重合体A1、前記結晶性プロピレン系重合体A2、および前記エチレン−α−オレフィン共重合体の合計量を基準として、前記結晶性プロピレン系重合体A1の含有量が35〜93質量%で、前記結晶性プロピレン系重合体A2の含有量が1〜35質量%で、前記エチレン−α−オレフィン共重合体の含有量が5〜30質量%であり、
前記ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である、方法。 - ポリプロピレン樹脂組成物の中空成形体を含む中空容器と該中空容器内に収容された液体製品とを有し、前記中空成形体が密封された口部を有する密封容器であり、該密封容器内に前記液体製品が封入されている、液体封入容器を、ブローフィルシール法によって形成するために用いられる、ブローフィルシール用ポリプロピレン樹脂組成物であって、
当該ポリプロピレン樹脂組成物が、
(A1)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A1と、
(A2)プロピレンに由来するモノマー単位を含む結晶性プロピレン系重合体A2と、
(B)エチレン−α−オレフィン共重合体と、
(C)核剤と、
を含有し、
前記結晶性プロピレン系重合体A1が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A1の質量を基準として2〜8質量%である、共重合体であり、
前記結晶性プロピレン系重合体A2が、プロピレン以外のコモノマーに由来するモノマー単位の含有量が前記結晶性プロピレン系重合体A2の質量を基準として0〜1質量%で、示差走査熱量測定において50〜180℃の範囲に観測される最大の結晶融解ピーク温度が150℃以上である、単独重合体または共重合体であり、
前記結晶性プロピレン系重合体A1および前記結晶性プロピレン系重合体A2中の前記コモノマーが、エチレンおよびα−オレフィンのうち少なくとも一つのオレフィンであり、
前記エチレン−α−オレフィン共重合体の密度が865〜920kg/m3であり、
前記結晶性プロピレン系重合体A1、前記結晶性プロピレン系重合体A2、および前記エチレン−α−オレフィン共重合体の合計量を基準として、前記結晶性プロピレン系重合体A1の含有量が35〜93質量%で、前記結晶性プロピレン系重合体A2の含有量が1〜35質量%で、前記エチレン−α−オレフィン共重合体の含有量が5〜30質量%であり、
当該ポリプロピレン樹脂組成物の115℃で測定される半結晶化時間が70秒以下である、ブローフィルシール用ポリプロピレン樹脂組成物。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154309A JP6980452B2 (ja) | 2017-08-09 | 2017-08-09 | 中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017154309A JP6980452B2 (ja) | 2017-08-09 | 2017-08-09 | 中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019031314A JP2019031314A (ja) | 2019-02-28 |
| JP6980452B2 true JP6980452B2 (ja) | 2021-12-15 |
Family
ID=65524010
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017154309A Active JP6980452B2 (ja) | 2017-08-09 | 2017-08-09 | 中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6980452B2 (ja) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4736459B2 (ja) * | 2005-02-18 | 2011-07-27 | 住友化学株式会社 | ポリプロピレン系樹脂組成物からなる中空容器 |
| KR101333450B1 (ko) * | 2010-01-22 | 2013-11-26 | 가부시키가이샤 프라임 폴리머 | 다층 블로우 용기 및 그 제조 방법 |
| JP6208445B2 (ja) * | 2013-03-25 | 2017-10-04 | 興人フィルム&ケミカルズ株式会社 | 熱成形シート積層用ポリプロピレン系延伸フィルム |
-
2017
- 2017-08-09 JP JP2017154309A patent/JP6980452B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019031314A (ja) | 2019-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5845756B2 (ja) | プロピレン系樹脂シートおよびそれを用いた加熱処理用包装体 | |
| JP5636348B2 (ja) | プロピレン系樹脂多層シートおよびそれを用いた加熱処理用包装体 | |
| JP5487024B2 (ja) | プロピレン系樹脂多層シートおよびそれを用いた加熱処理用包装体 | |
| US9120921B2 (en) | Polyethylene compositions comprising polypropylene | |
| JP5135190B2 (ja) | プロピレン系樹脂組成物およびそれを用いた多層シート | |
| JP2014208772A (ja) | シート成形用樹脂組成物、それを用いた樹脂シート及び加熱処理用包装体 | |
| EP3246158B1 (en) | Laminate, container, method for producing container, and sheet for laminate raw material | |
| JP5439293B2 (ja) | プロピレン系樹脂多層シートおよびそれを用いた加熱処理用包装体 | |
| JP5487023B2 (ja) | プロピレン系樹脂多層シートおよびそれを用いた加熱処理用包装体 | |
| JP6980452B2 (ja) | 中空容器およびその製造方法、ならびにブローフィルシール用ポリプロピレン樹脂組成物 | |
| ES2404700T3 (es) | Un artículo de poliolefina transparente que está sometido a un tratamiento térmico | |
| JP4040185B2 (ja) | ポリオレフィン系樹脂組成物、シート及び成形品 | |
| JP7581884B2 (ja) | 多層フィルム、包装材及び包装体 | |
| US10626249B2 (en) | Polyolefin compositions | |
| JP5487025B2 (ja) | プロピレン系樹脂多層シートおよびそれを用いた加熱処理用包装体 | |
| CN116348272A (zh) | 丙烯类聚合物组合物、双轴拉伸膜和包装袋 | |
| US6812287B2 (en) | Propylene-based resin composition and heat-shrinkable film | |
| JP4736459B2 (ja) | ポリプロピレン系樹脂組成物からなる中空容器 | |
| JP4113793B2 (ja) | 熱収縮フィルム用ポリプロピレン系樹脂組成物、その樹脂組成物の製造方法および熱収縮フィルム | |
| JP7698448B2 (ja) | 多層二軸延伸フィルム | |
| JP2018144351A (ja) | 多層二軸延伸フィルム | |
| JPH11172059A (ja) | 医薬品包装用ポリプロピレン系シート | |
| TWI818000B (zh) | 聚丙烯系樹脂片、聚丙烯系樹脂片的製造方法及樹脂製容器 | |
| JP7574643B2 (ja) | プロピレン系樹脂組成物及びそれを用いたフィルム | |
| JP7127488B2 (ja) | プロピレン系樹脂シートおよびそれを用いた加熱処理用包装袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200630 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210524 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211102 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211117 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6980452 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |