JP6988057B2 - レーザー加工装置及びレーザー加工方法 - Google Patents
レーザー加工装置及びレーザー加工方法 Download PDFInfo
- Publication number
- JP6988057B2 JP6988057B2 JP2020020471A JP2020020471A JP6988057B2 JP 6988057 B2 JP6988057 B2 JP 6988057B2 JP 2020020471 A JP2020020471 A JP 2020020471A JP 2020020471 A JP2020020471 A JP 2020020471A JP 6988057 B2 JP6988057 B2 JP 6988057B2
- Authority
- JP
- Japan
- Prior art keywords
- wafer
- laser
- laser light
- laser beam
- spatial light
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Dicing (AREA)
- Laser Beam Processing (AREA)
Description
力するレーザー光源と、レーザー光をウェーハの内部に集光する集光レンズと、ウェーハをレーザー光に対して相対的に移動させる移動手段と、集光レンズにより集光されるレーザー光のスポット形状を楕円形状に制御する光束制御手段と、を備える。
)の空間光変調器(SLM:Spatial Light Modulator)が用いられる。空間光変調器28の動作、及び空間光変調器28で呈示されるホログラムパターンは、制御部50によって制御される。なお、空間光変調器28の具体的な構成や空間光変調器28で呈示されるホログラムパターンについては既に公知であるため、ここでは詳細な説明を省略する。
調器28のために適切なビーム径に拡大する。λ/2波長板26は、空間光変調器28へのレーザー光入射偏光面を調整する。縮小光学系36は、第1のレンズ36a及び第2のレンズ36bからなるアフォーカル光学系(両側テレセントリックな光学系)であり、空間光変調器28で変調されたレーザー光Lを集光レンズ38に縮小投影する。
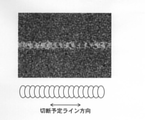
図4は、第1制御例としてのレーザー光Lのスポット形状が楕円形状に制御される場合の一例を示した図であり、レーザー光Lのスポット形状と切断予定ライン方向との平面的な位置関係を示した図である。また、図5は、図4に示した第1制御例としてのスポット形状としたときにレーザー光Lの漏れ光によってウェーハWのデバイス面に生じるダメージの様子を示した図であり、図5の下段にはそのときに採用したレーザー光Lのスポット形状を模式的に示している。
ト形状のレーザー光LをウェーハWのレーザー光照射面から照射した場合、図5に示すように、ウェーハWのデバイス面にはレーザー光Lの漏れ光によるダメージがほとんど生じない。
図6は、第2制御例としてのレーザー光Lのスポット形状が楕円形状を制御される場合の他の例を示した図であり、レーザー光Lのスポット形状と切断予定ライン方向との平面的な位置関係を示した図である。また、図7は、図6に示した第2制御例としてのスポット形状としたときにレーザー光Lの漏れ光によってウェーハWのデバイス面に生じるダメージの様子を示した図であり、図7の下段にはそのときに採用したレーザー光Lのスポット形状を模式的に示している。
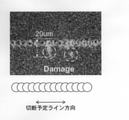
図8は、比較制御例としてのレーザー光Lのスポット形状が円形状である場合の一例を示した図である。また、図9は、図8に示した比較制御例としてのスポット形状としたときにレーザー光Lの漏れ光によってウェーハWのデバイス面に生じるダメージの様子を示した図であり、図9の下段にはそのときに採用したレーザー光Lのスポット形状を模式的に示している。
ミラーデバイス)等であってもよい。また、空間光変調器28は、反射型に限定されず、
透過型であってもよい。更に、空間光変調器28としては、液晶セルタイプ又はLCDタイプ等が挙げられる。
…補正環、42…補正光学系、44…光束制御器、50…制御部
Claims (6)
- ウェーハのデバイス面とは反対側の裏面から切断予定ラインに沿ってレーザー光を照射して前記ウェーハの内部に前記レーザー光を集光させるレーザー加工装置であって、
前記レーザー光の漏れによる前記デバイス面へのダメージを低減するために、前記ウェーハの内部に集光される前記レーザー光のスポット形状を楕円形状に制御して集光点における前記レーザー光のパワーを分散させるレーザー光形状制御手段を備え、
前記レーザー光形状制御手段は、前記レーザー光のスポット形状が前記切断予定ラインに沿った方向に対して斜めの方向を短軸又は長軸とする楕円形状となるように制御する、
レーザー加工装置。 - 前記レーザー光を変調する空間光変調器と、
前記ウェーハの内部において前記裏面からの深さが互いに異なり、かつ前記切断予定ラインに沿った方向に互いに離れた複数の位置に前記レーザー光が同時に集光されるように前記空間光変調器を制御する空間光変調器制御手段と、
前記空間光変調器とは別に構成され、前記ウェーハの内部において前記レーザー光の集光点を合わせる前記複数の位置で前記レーザー光の収差が所定の収差以下となるように補正する収差補正手段と、
を備える請求項1に記載のレーザー加工装置。 - 前記空間光変調器制御手段は、前記ウェーハの深さ方向における第1の位置に前記レーザー光が集光されるとともに、前記第1の位置とは前記ウェーハの深さ方向に異なる第2の位置に前記レーザー光が集光されるように前記空間光変調器を制御する、
請求項2に記載のレーザー加工装置。 - ウェーハのデバイス面とは反対側の裏面から切断予定ラインに沿ってレーザー光を照射して前記ウェーハの内部に前記レーザー光を集光させるレーザー加工方法であって、
前記レーザー光の漏れによる前記デバイス面へのダメージを低減するために、前記ウェーハの内部に集光される前記レーザー光のスポット形状を楕円形状に制御して集光点における前記レーザー光のパワーを分散させるレーザー光形状制御工程を含み、前記レーザー光形状制御工程は、前記レーザー光のスポット形状が前記切断予定ラインに沿った方向に対して斜めの方向を短軸又は長軸とする楕円形状となるように制御する、
レーザー加工方法。 - 前記レーザー光を空間光変調器で変調する変調工程と、
前記ウェーハの内部において前記裏面からの深さが互いに異なり、かつ前記切断予定ラインに沿った方向に互いに離れた複数の位置に前記レーザー光が同時に集光されるように前記空間光変調器を制御する空間光変調器制御工程と、
前記空間光変調器とは別に構成された収差補正手段を用いて、前記ウェーハの内部において前記レーザー光の集光点を合わせる前記複数の位置で前記レーザー光の収差が所定の収差以下となるように補正する収差補正工程と、
を含む請求項4に記載のレーザー加工方法。 - 前記空間光変調器制御工程は、前記ウェーハの深さ方向における第1の位置に前記レーザー光が集光されるとともに、前記第1の位置とは前記ウェーハの深さ方向に異なる第2の位置に前記レーザー光が集光されるように前記空間光変調器を制御する、
請求項5に記載のレーザー加工方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020020471A JP6988057B2 (ja) | 2015-09-29 | 2020-02-10 | レーザー加工装置及びレーザー加工方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015191963A JP6783509B2 (ja) | 2015-09-29 | 2015-09-29 | レーザー加工装置及びレーザー加工方法 |
| JP2020020471A JP6988057B2 (ja) | 2015-09-29 | 2020-02-10 | レーザー加工装置及びレーザー加工方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015191963A Division JP6783509B2 (ja) | 2015-09-29 | 2015-09-29 | レーザー加工装置及びレーザー加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020089920A JP2020089920A (ja) | 2020-06-11 |
| JP6988057B2 true JP6988057B2 (ja) | 2022-01-05 |
Family
ID=79239788
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020020471A Active JP6988057B2 (ja) | 2015-09-29 | 2020-02-10 | レーザー加工装置及びレーザー加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6988057B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7670488B2 (ja) * | 2021-01-12 | 2025-04-30 | 株式会社ディスコ | レーザー加工装置及びウエーハの加工方法 |
| JP7577622B2 (ja) * | 2021-06-30 | 2024-11-05 | 浜松ホトニクス株式会社 | レーザ加工装置、及び、レーザ加工方法 |
| CN116787002A (zh) * | 2023-08-02 | 2023-09-22 | 迈为技术(珠海)有限公司 | 一种基于液晶空间光调制器的晶圆激光切割装置和方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5241527B2 (ja) * | 2009-01-09 | 2013-07-17 | 浜松ホトニクス株式会社 | レーザ加工装置 |
| JP5775265B2 (ja) * | 2009-08-03 | 2015-09-09 | 浜松ホトニクス株式会社 | レーザ加工方法及び半導体装置の製造方法 |
| JP5443104B2 (ja) * | 2009-09-14 | 2014-03-19 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2011161491A (ja) * | 2010-02-10 | 2011-08-25 | Disco Abrasive Syst Ltd | レーザー加工装置 |
| KR100984727B1 (ko) * | 2010-04-30 | 2010-10-01 | 유병소 | 대상물 가공 방법 및 대상물 가공 장치 |
| JP2013215798A (ja) * | 2012-04-12 | 2013-10-24 | Disco Corp | レーザ加工装置 |
| JP5936569B2 (ja) * | 2013-03-19 | 2016-06-22 | 東邦チタニウム株式会社 | チタン含有原料の高品位化方法 |
| JP6024545B2 (ja) * | 2013-03-19 | 2016-11-16 | 住友金属鉱山株式会社 | 酸化亜鉛系焼結体とその製造方法およびスパッタリングターゲット |
| JP2015123465A (ja) * | 2013-12-26 | 2015-07-06 | 信越ポリマー株式会社 | 基板加工装置及び基板加工方法 |
| JP6281467B2 (ja) * | 2014-01-14 | 2018-02-21 | 株式会社デンソー | インタークーラ |
| JP2016058429A (ja) * | 2014-09-05 | 2016-04-21 | 株式会社ディスコ | ウエーハの加工方法 |
| JP2016058430A (ja) * | 2014-09-05 | 2016-04-21 | 株式会社ディスコ | ウエーハの加工方法 |
| JP6494467B2 (ja) * | 2015-08-06 | 2019-04-03 | 株式会社ディスコ | ウェーハの加工方法 |
-
2020
- 2020-02-10 JP JP2020020471A patent/JP6988057B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020089920A (ja) | 2020-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6620976B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP6628081B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP6531345B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP6353683B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP5905274B2 (ja) | 半導体デバイスの製造方法 | |
| JP6258787B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6272301B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6272145B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP5840215B2 (ja) | レーザ加工方法及びレーザ加工装置 | |
| JP6783509B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP6719074B2 (ja) | レーザー加工領域の確認装置及び確認方法 | |
| TWI576191B (zh) | 分割薄半導體襯底的方法 | |
| JP6988057B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| KR20120112775A (ko) | 레이저 가공방법 | |
| JP6632203B2 (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP2020059048A (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP2019096908A (ja) | レーザー加工装置 | |
| KR20120100992A (ko) | 레이저 가공 방법 | |
| JP2017177194A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6494467B2 (ja) | ウェーハの加工方法 | |
| JP6788182B2 (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP2020059047A (ja) | レーザー加工装置及びレーザー加工方法 | |
| JP7720015B2 (ja) | 光変調装置及び方法並びにレーザー加工装置及び方法 | |
| JP2021013958A (ja) | レーザ加工装置及びレーザ加工方法 | |
| JP6710891B2 (ja) | 光変調装置及び光変調方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200310 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200310 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20201225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210202 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210331 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210824 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210930 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210930 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20211012 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6988057 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |