本出願は、それぞれ「Laser-Assisted Machining (LAM) of Non-Monolithic Composite Bone Material」と題する、2016年6月20日に出願された米国特許仮出願第62/352275号、2016年12月2日に出願された米国特許仮出願第62/429485号、および2016年12月21日に出願された米国特許仮出願第62/437167号の優先権を主張するものであり、これらそれぞれの内容全体が参照により本明細書に組み込まれる。
本発明は、一般に、骨材料の非モノリシックで複合的な性質を考慮して、骨材料を切削(cutting)/成形(shaping)/機械加工(machining)するシステムおよび方法に関し、より具体的には、骨のレーザ応用機械加工(「LAM」)のためのプロセスおよび装置のためのシステムに関する。
切削プロセスは、整形外科手術中の重要な骨成形操作のうちの1つを形成する。今日、整形外科手術は、センサやCAD(コンピュータ支援製図)ベースの患者固有の定義された関節設計および骨成形/切削パラメータなどの最新のツールの適応/統合を通じて長い道のりを歩んできたが、いまだにこの大部分がのこぎり、超音波カッター、ハンマー、ドリルなどの従来の道具を使用する外科医によって行われている。そのようなほとんど従来型の手術の仕方は、人間および器具の特性に関連しており、大抵、熱的損傷(壊死)の危険性を潜在的に高めることになる。この状況のために、手術操作ツールおよび技法のさらなる開発のための余地が途方もなく残されている。これらのさらなる開発は、(1)修復/手術操作された領域内および周囲の組織の重度の損傷、(2)修復/手術操作された骨に対する最終寸法許容誤差の低い精度、(3)比較的遅い外科手術プロセス、(4)術後の組織外傷、(5)激しい痛み、および(6)場合によっては術後および関連する費用の追加などの、整形外科手術のいくつかのさらなる付随的な悪影響に対処する可能性が高い。
切削のこぎりやバードリルが、整形外科手術中の骨切削に使用される伝統的な道具である。手作業の操作であるため、人的ミスがあったり熟練した外科医を必要としたりすることから、再現性の達成が困難になっている。これらの変動性とは別に、従来の機械的切削/成形/機械加工中に大きな機械的負荷が骨にかかることを伴い、切削ツールと骨との間の摩擦/磨耗につながる、切削/成形ツールと骨との間の長時間の物理的接触に起因する温度上昇によって引き起こされる組織の熱による壊死などの、他の関連する問題がある。一般に、切削のこぎりの刃は、切削バードリルよりもはるかに荒く、骨の温度は100℃超まで上昇する。鋸歯と骨との接触面積が大きいことが、この温度上昇の背後にある理由である。加えて、骨を成形するために多くの切削を行う必要がある。バードリルを使用した切削操作では中程度の温度(50~60℃)となるが、バードリルによる切削は浅い切削に限られるため、切削のこぎりの完全な代用にはならない。
温度上昇に対処し、それに伴う壊死を回避するために、(a)ツール設計の変更、(b)操作方法の改善、および最も一般的な(c)生理食塩水による冷却の使用に主に焦点を当てた多くの改善策が探求されている。これらのうち、(a)および(b)は、熱の発生をより少なくするために注意深い操作手順を依然として必要とする。(c)の場合、温度上昇を抑制できても、効果的な冷却システムの設計が必要となる。切削ツールに関しては、内部冷却されたツールが、外部のスプレー/ミスト冷却よりも熱制御の点で優れていると報告されている。熱の発生を少なくするには、複雑に設計されたツールと慎重な温度および流量制御が必要である。さらに、機械的切削ツールと骨との間の物理的な接触のために、感染の危険性を回避するために、ツールには極めて慎重な滅菌プロセスが必要とされる。これらの問題とは別に、従来の骨切削/成形/機械加工はまた、術後の組織外傷および激しい痛みならびに長い治癒/回復時間を伴う。
さらに、骨の複合的な性質の結果として、切削中の機械的負荷の方向が、切削に対する骨の反応を決定的に決める。骨の組織学的構造の多孔率、骨石灰化、およびコラーゲン線維の向き-直径-間隔などの因子は、機械的反応において決定的な役割を果たす。負荷をかける方向に対するこれらの微細構造的特徴の向きに応じて、機械的反応が劇的に変化することは、文献において十分に立証されている。よって、骨構造の異方性および不均一性は、切削操作に対する骨の正確な反応を予測することを困難にし、かつ不均一な部位特異的応力集中ならびに微小亀裂および/または亀裂の発生をもたらす。この状況はまた、延性もしくは脆性または混合(延性+脆性)の形での予測不可能な骨折をもたらし、それはまた、予測不可能な切削表面品質(粗さ)をもたらし、これは手術後の骨の内部成長および治癒特性に多大な影響を与える。この状況に照らして、所望の結果のために切削パラメータ(速度、力、送り速度)および切削のこぎりパラメータ(歯の間隔またはピッチ、歯のサイズ、歯の形)を設計/選択することは極めて困難であり、ほとんどが外科医の技能および経験に関連した技術のままである。
本開示は、骨を切削、成形、および機械加工するための非従来型のレーザベースの非接触技法に関する。本方法は、優れた切削/成形/機械加工操作を達成するために、根本的に異なる手法をとる。本手法は、切削/成形/機械加工のためのエネルギー源として、極短時間の非物理的接触高強度レーザビームの使用に基づいている。このような高強度集束レーザビームは、骨-レーザ相互作用領域を取り囲む材料にいかなる熱的(壊死)および機械的損傷をも引き起こすことなく、極短時間で骨材料の除去を行う。さらに、レーザベースの骨の切削/成形/機械加工技法は、切削/成形/機械加工における精度を向上させると共に、自動化ならびに人間の介入および手術時間の抑制に非常に適している。これらの主な利点は、迅速な患者の回復および費用の削減などの、二次的な利益をもたらすことが期待される。
欠点があるにもかかわらず、従来の切削技法が依然として使用されていることは明らかである。この手術操作を改善するための努力は、(a)複雑なシステム構成、(b)人的要因によってもたらされる変動性、および(c)切削/成形ツールと骨との間の物理的接触を排除する必要がある。これに照らして、骨を成形/切削するための新規かつ非従来型のレーザベースの本非接触技法が開発された。本技法は、成形/切削のためのエネルギー源として、極短時間の非物理的接触高強度レーザビームの使用に基づいている。このような高強度集束レーザビームは、極短時間で骨材料の除去を行うことを可能にする。レーザの使用は、一般に、限定されるものではないが、(a)加工パラメータの高度な制御、(b)手術操作における高精度および再現性、(b)材料の周囲体積における熱損傷を最小にするための非常に限局された/局所的な加熱、および(d)高速成形/切削操作などの、従来型の機械的成形/切削方法に勝る固有の利点をもたらす。さらに、レーザベースの成形/切削方法は非接触方法であることから、機械的負荷の危険性を排除し、骨材料の亀裂などの関連する望ましくない影響を排除または実質的に減少させる可能性が高い。さらに、このような新規なレーザベースの骨の成形/切削技法は、成形/切削における精度を向上させると共に、自動化ならびに人間の介入および手術時間の抑制に非常に適している。加えて、これらの主な利点は、迅速な患者の回復および費用の削減などの、二次的な利益をもたらすことが期待される。
レーザは、骨(硬組織)切除(ablation)目的のためにこれまで研究されてきた。これらの研究の大部分は、熱的影響(壊死および微小亀裂)の研究と共に、レーザパラメータとその結果としての切除表面の形態(切除の深さ)および切除速度(機械加工速度)との間のパラメトリック相関の評価に限られていた。さらに、これらの研究のいくつかは、モノリシック歯科用エナメル質などの機械加工された硬質組織を含み、そして組織への付随的損傷のない非熱的(冷間切除)に関連するが、超短パルスfsまたはpsレーザの使用に起因して、非常に切除深さが浅かった(≦1μm)および/または加工速度が遅かった(<1mm3/s)。他の研究は、非モノリシック構造骨の機械加工のために連続波(CW)およびパルス波のCO2Nd:YAGレーザ、Ho:YAGレーザ、およびEr:YAGレーザを使用したが、浅い(<2mmの深さ)切削(drillingおよびcutting)操作に限局され、観察結果は、切削領域周辺の骨のかなりの壊死を示し、機械加工速度が極めて遅くなった(1mm3/s)ことを示した。これに対して、硬組織バイオインプラント交換(膝、股関節など)のための整形外科手術の場合、構造骨への付随的な熱損傷を最小化した状態で、より高い機械加工速度(≧30mm3/s)が望ましい。
レーザの使用は、一般に、限定されるものではないが、(a)加工パラメータの高度な制御、(b)手術操作における高精度および再現性、(c)材料の周囲体積における熱損傷を最小にするための非常に限局された/局所的な加熱、および(d)高速切削/成形/機械加工操作などの、従来型の機械的切削/成形/機械加工の方法に勝る固有の利点をもたらす。さらに、レーザベースの切削/成形/機械加工の方法は非接触方法であることから、機械的負荷の危険性および骨材料の亀裂などの関連する望ましくない影響を排除する。注目すべきは、レーザベースの操作において、レーザは強力な熱源であるため、熱は副産物ではなく物質除去のための手段であるということである。その高い強度(エネルギー密度)に起因して、レーザ-材料相互作用領域内の材料は、周囲領域への熱的な影響を最小限にする、または与えずに、その温度を溶融および/または気化温度に瞬間的に上昇させることによって除去される。これらの利点に基づいて、レーザは骨切除目的のためにこれまで研究されてきた。
レーザによる骨材料除去は、骨構成成分の多様な熱物理的特性のために難しい。無機物(ヒドロキシアパタイト)は高い融点(約1100℃)を有するが、コラーゲンから構成される有機基質は約45℃で壊死を起こし、水が蒸発した後、100℃を越えると完全に炭化する。水は、使用されるレーザの波長に応じて切除メカニズムを決定する上で重要な役割を果たす。一部の波長は、水に強く吸収されて、水を急速に沸騰させるが、他の波長は、水を透過して、下の組織に損傷を与える可能性がある。銅蒸気レーザ(波長=511nm)および532nmで動作するNd:YAGレーザは水を容易に透過する。他方、Er:YAGレーザ(波長=2.940μm)および波長2900nmで作動するNd:YAGレーザは水に強く吸収される。水によって吸収される他のレーザは、CO2レーザ(波長=10.6μm)、Ybファイバレーザ(波長=1.07μm)、および波長1.06μmで動作するNd:YAGレーザである。
切除メカニズムは、相互作用の時間およびパワー密度によって大きく影響される。1秒を超える照射では、レーザは、好ましくは、光化学的相互作用を生じさせる連続波モードで動作される。1分から1μsの時間範囲は、熱的相互作用を生じさせる。相互作用時間をより短くするために、レーザはパルスモードで動作されることが多い。1μs~1nsの範囲内の照射時間では光切除となる。<1ns程度の極めて短い照射時間は、プラズマ誘起の切除および光破断を引き起こす。
本方法およびシステムの好ましい実施形態では、Ybファイバ結合Nd:YAGレーザ(波長1.07μm)が、構造骨を機械加工するために使用される。評価は、レーザと骨材料系との相互作用の根本的/基本的理解に焦点を当てた。そのような基本的な評価は、可能な限り少ない熱損傷で骨の最も効果的な除去/切除(成形/切削)を達成するためのレーザプロセスパラメータの最適化のための統合された実験的および計算的手法によって試みられた。
熱伝達モデルは、より大きな面積およびより大きな体積の材料除去(切削/成形/機械加工)のためのマルチパスレーザ加工に拡張され、レーザ加工は、再加熱効果を考慮するためのモデリング手法によって最適化される。レベルセット法は、固相液相気相界面の発展を予測するために特に用いられる。このような界面の時間的追跡は、溶融および/または気化した基材の部分の体積を予測し、そして、骨のレーザ切削/成形/機械加工中の切削/成形/機械加工体積の幾何学的寸法(深さおよび幅)を推定するのに役立つ。
さらに、本計算モデルは、多次元レーザ切断/成形/機械加工中の温度(T)プロファイル、関連する冷却速度、切削/成形/機械加工領域のその後の表面トポグラフィ、および周囲領域における結果として生じる熱応力を評価するために、様々な物理現象(マランゴニ対流、表面張力、反跳圧力、および構造変形)および温度依存性の骨材料特性(熱伝導率、熱容量、弾性率、熱膨張率、および動的粘度)に対応する、熱伝達、流体流、および構造力学境界条件を組み込んでいる。より高い精度およびより現実的な計算予測のためにも、骨の温度依存熱物理的特性が考慮されている。骨の多成分および多組成の性質に対処するために、それぞれ骨の個々の成分である無機物質(ヒドロキシアパタイト)、水、コラーゲン、および多孔質部分の空隙の熱物理的および/または熱機械的特性Mmineral、Mwater、Mcollagen、およびMporosityを用いて、骨の熱物理的および/または熱機械的特性(Mbone)が以下の混合則に従って推定される。
Mbone=(Xmineral*Mmineral)+(Xwater*Mwater)+(Xcollagen*Mcollagen)+(Xporosity*Mporosity)
(7)
ここで、Xmineral、Xwater、Xcollagen、Xporosityは、それぞれミネラル、水、コラーゲン、および多孔質部分の空隙の体積分率である。
レーザ骨材料相互作用領域の急速な温度上昇(最大気化温度まで)により、周囲領域は急峻な温度変化を受け、それによって破断亀裂が発生する。計算で予測された熱場に基づくレーザ加工パラメータの設計による熱応力亀裂の発生を回避するために、モデルは、熱伝達界面からの熱場が固体力学界面のための熱力学的負荷として働くように固体力学界面を熱伝達界面と結合する。温度依存弾性係数および熱膨張係数は、弾性挙動則を効果的に組み込むためにモデルに与えられる。本マルチフィジックスモデルから評価された温度履歴は、熱応力解析への入力として使用され、これは、次いで、等方性硬化および温度依存降伏応力を備える弾塑性材料としてモデル化される。
以下の図面は本明細書の一部を構成し、本発明の特定の実施態様をさらに実証するために含まれている。本発明は、本明細書に提示される特定の実施形態の詳細な説明と組み合わせて、これらの図面のうちの1つ以上を参照することによって、より良く理解され得る。
硬組織または骨の切削/成形/機械加工領域の物理的属性/表面トポグラフィ(深さ、幅、および幾何学的形状)の発展に対する物理的現象および周囲領域における熱応力の組み合わせ効果の概略図である。
本開示の例示的な実施形態による、レーザ切削/成形/機械加工キャビティの属性を判定するための計算手法における、流体流モデルと結合された2段階の熱伝達モデルの概略図である。
本開示の例示的な実施形態による、熱伝達および流体流の結合モデルを使用して最終切削/成形/機械加工キャビティの形態を予測するための統合手法のループ図である。
骨材料の一部分のレーザ機械加工の断面図の模式図である。
レーザ切除された骨のSEM顕微鏡写真であり、(a)最表面と(b)切削の深さおよび幅を示す断面とを示している。
様々なエネルギー密度で骨をレーザ切削する間に得られた機械加工速度を示すグラフである。
レーザ応用骨切削/成形/機械加工のためのレーザシステムの一例の図である。
切削/成形/機械加工を受けている骨試料の拡大図である。
レーザベースの骨切削/成形/機械加工の実施形態において使用される例示的な順次物理的機構を示す図である。
骨の領域の温度依存性材料特性を表すために本開示の例示的な実施形態に従って使用される計算モデルの支配方程式を示す表である。
骨の領域の温度依存性材料特性を表すために本開示の例示的な実施形態に従って使用される計算モデルの境界条件を示す図である。
本開示の例示的な実施形態による、レーザエネルギー密度の関数としての骨組織切削/成形/機械加工速度の表である。
本開示の例示的な実施形態による、レーザエネルギー密度の関数としての骨組織切削/成形/機械加工速度のグラフ表現である。
本開示の例示的な実施形態によるレーザベース骨切削/成形/機械加工された試料の幅の走査型電子顕微鏡(SEM)による表面の図である。
本開示の例示的な実施形態によるレーザ応用骨切削/成形/機械加工された試料の断面(すなわち、幅および深さ)のSEM像である。
本発明の例示的な実施形態による、いくつかの切削/成形/機械加工された領域およびこれらの領域内の対応する元素組成を示す、5.36×106J/m2のレーザエネルギー密度でのレーザ切削/成形/機械加工された骨試料のSEMの画面である。
本発明の一プロセスによる、4.24×106J/m2でのレーザ切削/成形/機械加工された骨試料に関する異なる深さでの温度プロファイルである。
本開示の例示的な実施形態による、自動コンピュータ数値制御(「CNC」)骨切削/成形/機械加工システムを示す図である。
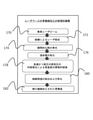
ビーム軸に平行な断面および直交する断面における、ダンベル状のレーザビームプロファイルの概略図を、これらの断面におけるレーザパワー強度分布と共に示す図である。
様々な機械加工パラメータによる構造骨内のレーザ加工キャビティを上面から見た走査型電子顕微鏡像(a)~(h)である。
様々な機械加工パラメータによる構造骨内のレーザ加工キャビティを断面で見た走査型電子顕微鏡像(a)~(h)である。
(左)様々な機械加工領域1、2、および3を示すレーザ機械加工された骨試料と、(右)加工領域1、2、および3内の対応する元素組成と、の走査型電子顕微鏡画面である。
レーザ機械加工した骨のキャビティの属性の実験的推定値および計算による予測を含む表である。
(a)一定の走査速度および可変パワー、および(b)可変の走査速度および可変パワーについて、レーザフルエンスの関数としての構造骨におけるレーザ機械加工キャビティの深さを示す図である。
(a)一定の走査速度および可変パワー、および(b)可変の走査速度および可変パワーについて、レーザフルエンスの関数としての構造骨におけるレーザ機械加工キャビティの幅を示す図である。
(a)一定の走査速度および可変パワー、および(b)可変の走査速度および可変パワーについて、レーザフルエンスの関数としての構造骨におけるレーザ機械加工速度を示す図である。
レーザ機械加工された構造骨における、表面下の様々な深さにおける熱場、および機械加工されたキャビティの対応する発展を示すグラフである。
(a)一定の走査速度および可変パワー、および(b)可変の走査速度および可変パワーについて、レーザフルエンスの関数としての構造骨におけるレーザ機械加工中の加熱速度を示すグラフである。
(a)一定の走査速度および可変パワー、および(b)可変の走査速度および可変パワーについて、レーザフルエンスの関数としての構造骨におけるレーザ機械加工中の冷却速度を示すグラフである。
本開示は、骨のレーザ応用機械加工のための方法および装置に関する。好ましい実施形態では、骨のレーザ応用機械加工は、生物学的な硬組織/骨が非モノリシック多成分(セラミック+コラーゲン+水+多孔質部分の空隙)材料系であるという事実を考慮に入れた、マルチフィジックス計算モデル手法を利用する。
本開示は、骨の非モノリシックで複合的な(多成分および多組成)性質を考慮に入れた、骨のレーザ応用機械加工のための方法および装置に関する。好ましい実施形態では、本方法は、機械加工されるべき骨の目標体積または目標面積を決定するステップを含む。骨の目標体積が決定されると、集束レーザビームを使用して、計算された機械加工速度で、骨の目標体積の表面積の軸に沿ってレーザをスキャンする。本方法は、骨目標に対してガウシアン形状、またはトップハット、またはダンベルのレーザビームプロファイルを利用する。集束レーザビームは強い熱を発生させ、その強い熱が、骨の液体層および他の有機(コラーゲン)および無機/無機質/セラミック(ヒドロキシアパタイト)成分を瞬間的に気化させ、それによって、所定の目標骨体積から骨残渣を放出させて、骨に切削/成形/機械加工によるボイドを作る。
骨の機械加工速度は、レーザパワー出力、目標の骨の体積、集束レーザビームの直径、レーザ走査速度、および滞在時間などの切削/成形/機械加工パラメータを用いた計算から求められる。レーザエネルギー密度は、骨目標体積上の熱影響域(「HAZ」)がほとんどまたは全くない、高パワー密度の狭レーザビームを提供する。
好ましい実施形態では、使用されるレーザの選択は、2.0~12.0×106J/m2の範囲のレーザエネルギー密度を有する集束レーザビームを生成するものから選択することができる。加えて、集束レーザビームは、好ましくは、300nm~29,400nmの範囲の波長を有する。レーザは、好ましくは、Ti:サファイアレーザ、CO2レーザ、エキシマレーザ、YAGレーザ、Er:YAGレーザ、銅蒸気レーザ、またはYbファイバレーザから選択される。追加的な好ましい実施形態では、レーザは、パルスモードまたは連続モードで動作させることができる。レーザのパルスモード動作は、機械加工特性を向上させるために、入力エネルギーを空間的(ガウシアン、トップハット、およびダンベル)および時間的により良く制御しながら、所望のパラメータ(例えば、パルス周波数、パルス形状、およびパルスエネルギー分布)に合わせてパルスを調整することを可能にする。加えて、好ましいビーム直径または焦点スポット直径は、0.3mm~3.0mmの範囲であり得る。加えて、さらなる好ましい実施形態では、0.5μs~4msの範囲の滞在時間を有するレーザが利用され得る。これらのパラメータは、機械加工中の高度な制御と、より高い寸法精度および速度と、を提供する。集束レーザビームは、4.2~9.9×107W/m2の範囲の熱強度を発生させることができる。
追加的な実施形態は、骨の目標体積を選択することと、ある機械加工速度で骨の目標体積の表面積の軸に沿って集束されたレーザビームを走査することと、の完全自動化のために、レーザと一体化された、ビジョンシステム(すなわち、ScanLab)と、コンピュータ数値制御(「CNC」)ロボットシステムと、を備え得る。さらなる実施形態は、集束レーザビームを送達することができるレーザ源と、集束レーザビームを可視化された目標部位に送達するための動的集束ユニットと、可視化された目標部位データを処理することと、レーザ源を制御することおよび動的集束ユニットを制御することと、を同時にできるリアルタイムコントローラ(「RTC」)であって、RTCは、骨の目標の熱影響域を防止し、骨を所定のパターンに機械加工する目的でレーザ源出力を補正することができる、RTCと、を備える、骨を機械加工するための装置を備え得る。
さらなる実施形態は、骨のレーザ応用機械加工のためのプロセスに関するものであり得る。本プロセスは、切削/成形/機械加工される骨の領域を観察するステップと、骨の領域の温度依存材料特性を計算するステップと、骨の領域の温度依存材料特性に基づいて、レーザ応用機械加工のためのパラメータを決定するステップと、決定されたパラメータを使用してレーザ応用骨機械加工を実行するステップと、を含み得る。
特定の好ましい実施形態では、骨の切削/成形/機械加工のための装置に関連するコンピュータは、骨の目標体積を決定し、複合的な骨材料の材料特性を計算し、材料特性に基づいてレーザ応用機械加工のためのパラメータを決定し、骨のレーザ応用機械加工を実行するときに、熱伝達、流体流、対流混合、および表面張力などの物理現象を考慮に入れる、マルチフィジックス計算モデリング手法を使用する。
このプロセスは溶融材料および/または気化材料の除去を含むため、レーザ切削/成形/機械加工中の熱力学的および速度論的条件を制御することは極めて重要である。レーザ-材料(生体硬組織/骨)相互作用領域内で発生した温度レベルが、加熱速度および冷却速度(熱伝達)、さらには材料除去のモード(質量伝達)を規定する。これらの熱力学的および速度論的条件ならびに関連する熱力学的現象は、組成、機械加工領域の熱応力、機械加工された表面形態(粗さ)、微細構造、および切削/成形/機械加工された表面領域における物理的欠陥(多孔質部分の空隙、亀裂)などの生体硬組織/骨の切削/成形/機械加工の様々な属性の発展、ならびに切削/成形/機械加工速度に多大な影響を及ぼす。生体硬組織/骨の場合のように、組成変化、過度の熱/残留応力(破壊応力以上)、および多孔質部分の空隙は、機械的および化学的特性の劣化を引き起こすので、これらの属性につながるように熱力学的および速度論的条件が生成されることを回避することは極めて重要である。同様にあらゆる技術的応用に対して、切削/成形/機械加工された表面形態(粗さ)および切削/成形/機械加工速度などの切削/成形/機械加工の実際的な実施態様も非常に重要である。そのため、望ましくない属性の生成を回避しながら、生体硬組織/骨のレーザ切削/成形/機械加工中の熱力学的条件および速度論的条件に対する正確な制御によって望ましい属性の発生を制御することも重要である。したがって、所望の属性を達成するために必要とされる熱力学的および速度論的条件は、統合された計算モデリングおよび実験的手法を通して達成することができる。
計算モデリングは、本レーザベースの切削/成形/機械加工の方法の重要な側面を形成する。ミリ秒~ピコ秒の範囲の極めて短い相互作用時間からなるレーザ切削/成形/機械加工の動的性質を考慮すると、プロセス中の熱力学的および速度論的パラメータの測定を介して様々な物理現象を捕捉/理解することは極めて困難である。これを考慮して、熱伝達、流体流、対流混合、表面張力などの物理現象を組み込んだマルチフィジックス計算モデリング手法を利用することができる。これらの物理現象間の相関関係を理解することによって、これらの物理現象とレーザ加工パラメータとの間の次のレベルの相関関係により、骨切削/成形/機械加工操作中のレーザ切除/除去(切削/成形/加工速度)および物理的属性の発展(切削/成形/機械加工された幾何学的形状)がより良く制御される。さらに、この方法論は、より高い処理効率を達成するために、最適化(分散分析ANOVA)に拡張することができる。
多次元レーザ切削/成形/機械加工中に、材料は、固体から液体を経て蒸気への相転移および気化中の材料損失などの様々な物理現象を経験する。加えて、切削/機械加工/切除領域を囲む材料はまた、加熱中の熱膨張、気化中の反跳圧力、ならびに凝固中のマランゴニ対流および表面張力などの遷移依存効果を経験する。そのような複雑なレーザ切削/成形/機械加工機構を考慮するために、本モデルは、マルチフィジックス有限要素プラットフォームにおける多次元(1、2、および3D)レーザ切削/成形/機械加工プロセスのための多段階マルチフィジックス計算モデリング手法を使用する。マルチフィジックス手法に基づく計算モデルは、図1に概略的に示されるように、切削/成形/機械加工された領域の物理的属性/表面トポグラフィ(深さ、幅、および幾何学的形状)の発展に対するこれらの物理現象および周囲領域の熱応力の組み合わせ効果を調べるために、熱伝達、流体流、および熱機械的結合のための構造力学(温度および熱膨張係数)を組み合わせる。マルチフィジックス計算モデルの選択的支配方程式および境界条件を以下に示す。
冷却速度と温度発展は、以下に示す熱伝達を支配する方程式の解によって決定される。
ここで、kは熱伝導率、C
pは比熱、ρは材料の密度である。レーザトラックには、次式で定義される移動するレーザビームによる熱流束境界が与えられる。
ここで、hは熱伝達係数、εは放射率、σはステファン-ボルツマン定数、T
0は周囲温度、P
Xは入力レーザパワー強度分布であり、P
gまたはP
thまたはP
dbであり、ここでP
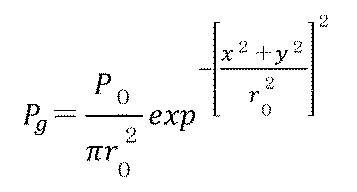
gは3次元ガウシアンレーザビームパワー強度分布、P
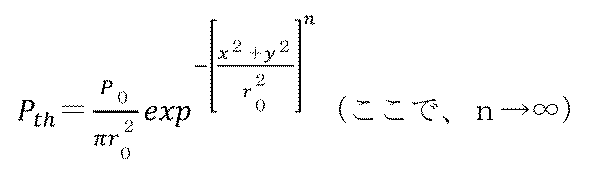
thはトップハット型レーザビームパワー強度分布、P
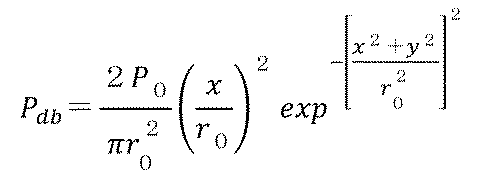
dbはダンベルレーザビームパワー強度分布である。ガウシアン、トップハット、およびダンベルパワー強度分布を有する移動するレーザビームは、以下のそれぞれの式によって表される。
(Koechner 2005、Willstrand 2013参照)ここで、P
0はレーザ入力パワー、r
0は横方向のレーザパワー強度が1/e
2まで減少するビームの半径、x、y、zは、yがビームの軸に沿っており、xおよびzはビームの軸に直交する平面内にある直交座標であり、ビーム強度分布はx-z平面内で軸対称と見なされる。
追加的な好ましい実施形態では、レーザトラックには、次式で定義される移動するレーザビームによる熱流束境界が与えられる。
ここで、hは熱伝達係数、εは放射率、P
gは3次元ガウシアンレーザビーム分布、σはステファン-ボルツマン定数、T
0は周囲温度である。
熱伝達および流体流、ひいては機械加工される試料の形態(幅および深さ)およびトポグラフィ(粗さ)の発展に強く影響するレーザ-材料相互作用の2つの重要な側面は、レーザビーム内のエネルギー分布、ならびに表面張力および/または気化した材料によって生じた反跳圧力である。移動するビーム内の本質的に基本的なガウシアンエネルギー分布Pgおよび対応する反跳圧力Prは、それぞれ以下の式で与えられる。
ここで、Pはレーザパワー、xはx軸に沿った距離、φはレーザビーム強度の標準偏差を表す。L
vは気化潜熱であり、M
vは蒸気分子の質量であり、T
sおよびT
vはそれぞれ瞬間表面温度および気化温度である。
他のすべての表面は、次の関係式で与えられる対流冷却および表面から周囲への放射境界条件が与えられる。
本試みでは、様々なレーザ加工パラメータの組の下で単一レーザトラック機械加工のみが行われたが、本熱伝達モデルは、整形外科手術中に大面積/体積の骨材料を機械加工除去(機械加工)するために必要とされる再加熱効果を考慮して、マルチパスレーザ機械加工に拡張することができる。さらに、レベルセット法は、固相液相気相界面の発展を予測/追跡するために特に用いられ得る。このような界面の時間的追跡は、溶融および/または気化した基材骨の部分の体積を予測し、そして、骨のレーザ機械加工中の機械加工される領域の幾何学的寸法(深さおよび幅)の推定に役立つ。
さらに、本計算モデルは、多次元レーザ機械加工中の温度(T)プロファイル、関連する加熱/冷却速度、機械加工領域のその後の表面トポグラフィを評価するために、様々な物理現象(マランゴニ対流、表面張力、反跳圧力、および構造変形)および骨材料特性(熱伝導率、熱容量、弾性率、熱膨張率、および動的粘度)に対応する、熱伝達、流体流、および構造力学境界条件を組み込んでいる。公開文献における、上記の骨の熱物理特性に関連するデータが不足しているため、大半が室温におけるそれらの一定の値のみを考慮した。しかしながら、骨の多成分であるという性質(体積で60~70%のヒドロキシアパタイト、10~30%のコラーゲン、および10~20%の水)に対処するために、骨の平均熱物理的特性を、混合則を用いて推定し、表1に提示した。
好ましい実施形態では、機械加工中の基材材料とのレーザ相互作用は、レーザ-材料相互作用領域の上昇による表面トポグラフィの発展をもたらし、その領域の溶融および気化をもたらす。この領域内の温度の変化は、上記の方程式を含む有限要素ベースのマルチフィジックスモデルを使用して予測された等温線によって表される。固体基材-溶融域と溶融域-気化領域との間の界面に対応する計算モデルに基づく予測等温線は、切削/成形/機械加工プロセス中に発展する表面トポグラフィを明確に規定する。よって、最終的な切削/成形/機械加工領域の形態は、上記の方程式を含むマルチフィジックスモデルに基づいて、レーザ-材料相互作用領域による基材材料の溶融および気化体積の生成および除去のための空間的および時間的熱条件(レーザ加工パラメータ)を制御することによって正確に予測/制御できる。
さらに、実施形態は、図2において概略的に提示されるような流体流モデルと結合された2段階計算熱伝達モデルの採用による、切削/成形/機械加工キャビティの最終形態(幅および深さなどの幾何学的属性)の発展の計算予測に関する。切削/成形/機械加工プロセスの間に、温度が上昇するにつれて、材料はその相を固体から液体へ、そして蒸気へと変化させる。気化温度よりも高い温度に達する材料の上部は、気化および蒸気反跳圧力のために結果的に除去される。気化領域(溶融領域)の下の部分は、動的力(反跳圧力、対流力、重力、表面張力など)の下で(これらの力の大きさに応じて)部分的から完全な放出および凝固前の物理的変形(冷却中)を経験する、溶融温度にあり、これと気化領域との組み合わせにより、切削/成形/機械加工されたキャビティの最終的な属性(幅および深さ)が生じる。
本マルチフィジックス計算モデルの好ましい実施形態は、骨のための多次元レーザ切削/成形/機械加工プロセスのための2段階手法を利用する。方程式に基づく熱伝達および流体流の結合モデルを使用して、最終的な切削/成形/機械加工されたキャビティの形態を予測するための統合的手法が、図3のループ図に提示されている。これらの実施形態では、計算モデルのステップ1は(熱伝達、構造力学、および相変化速度論と組み合わせて)、材料の蒸発損失を介して生成された切削/切除クレータの幾何学的形状を予測する。ステップ1では、温度が気化温度を超える要素は幾何学的形状から除外されるように、液相-固相と気相-液相との間の界面を追跡するためにレベルセット法が採用される。切削/成形/機械加工されたキャビティの寸法(深さおよび幅)は、最終的な表面形状および関連する熱応力を予測するのに重要な役割を果たす。したがって、モデルのステップ2では、ステップ1から予測されたクレータ形状が開始時の表面プロファイルと見なされる。(熱伝達、流体流、構造力学、および相変化速度論と組み合わせた)計算モデルのステップ2の主な目的は、発展する表面トポグラフィにおける相変化とそれに関連する物理現象の組み合わせの影響を予測することである。
計算モデリングの試みおよびSEM像に基づく測定値を用いた機械加工領域の幾何学的寸法(深さおよび幅)の計算による予測および実験による推定は両方ともそれぞれ、所与の加工パラメータの組の下での骨のレーザ機械加工中の機械加工速度の予測に役立つ。機械加工速度は、単位時間当たりに除去される材料の体積と見なされ、次のように表される。
計算的に予測され、後で実験的に確認された機械加工キャビティの断面図の概略図は、半楕円形状となった(図4)。半楕円形状のこのような部分の断面積は、次式で表すことができる。
機械加工されたキャビティの幅、深さ、および加工速度の計算による予測および実験的な推定の両方が、予測/推定の最適化および骨を機械加工するためのレーザベースの技術の改善に役立つ。
計算モデルベースの手法は、臨床環境での整形外科手術の成功のために患者の固有の属性(MRI/CTスキャンのような他の検査から得られる骨の特性など)に合うように、レーザ切削/成形/機械加工パラメータを調整および/または微調整するのに大いに役立つ可能性が高い。本手法はまた、最良のレーザパラメータを選択することによって、人的エラーを最小化し、切削/成形/機械加工の品質を向上させることが期待される。さらに、骨のレーザ切削/成形/機械加工中の精密制御、安全性、および局所化(後続のセクションで説明される)のための人工知能ベースの機械学習と組み合わされた非侵襲的光学検知とこの計算プロセスパラメータ設計手法との統合は、臨床環境における整形外科手術のための完全なシステムの開発を加速する。特定の実施形態ではEr:YAGレーザが好ましいが、金属材料およびセラミック材料の機械加工用に既に普及しているNd:YAGレーザを使用して予備試験が行われた。図5に示されているように、有望な結果が局所的な材料除去により示された。図6に示されているように、切削速度もレーザエネルギー密度に基づいて制御可能であった。
生体硬組織/骨は、非モノリシックで多成分かつ多組成(セラミック+コラーゲン+水+多孔質部分の空隙)材料系であるため、特定の波長の所与のレーザは、生体硬組織/骨の各成分および組成によって異なって相互作用する。このため、熱力学的および速度論的効果に関してレーザと骨の様々な成分および組成との相互作用を最適化するために、水とのより良好な吸収特性を有するレーザが生体硬組織/骨の成形に適している。1.0~2.93μmの波長範囲のレーザは、水により良好な吸収を示す傾向がある。これに照らして、Nd:YAG(1.06μm)およびEr:YAG(2.93μm)が切削/成形/機械加工操作中の使用に好ましい。入力電力、ビーム走査速度、および動作モード(パルスおよび連続)の様々な組み合わせが、異なる熱力学的条件および速度論的条件を生成する可能性があることから、使用され得る。
好ましい実施形態では、それぞれ300W~700Wおよび110mm/s~250mm/sの範囲のレーザパワーおよび走査速度、ならびに3.18J/mm2~8.48J/mm2の範囲の対応するレーザフルエンスでの構造骨の連続波Ybファイバ結合Nd:YAGレーザ(波長1070nm)機械加工において、それぞれ136±5μm~822±4μm、293±6μm~935±20μm、および8±0.3mm3/s~113±0.6mm3/sの深さ、幅、および加工速度を有する機械的キャビティが実験的に観察された。レーザ-骨相互作用中に発生する様々な物理現象を組み込んだコンピュータモデルが開発され、それぞれ203μm~516μm、412μm~1014μm、および13.4mm3/s~80.3mm3/の範囲の深さ、幅、機械加工速度を数値的に予測した。レーザフルエンス>6J/mm2において実験的に観測された深さよりも小さく予測された深さと、レーザフルエンスの全範囲(3.18J/mm2~8.48J/mm2)にわたる実験的に観測された幅よりも大きく予測された幅と、の計算モデルでは、走査速度一定+可変レーザパワーおよび可変走査速度+可変レーザパワーと組み合わせた機械加工パラメータの組では、それぞれ>4.75J/mm2および>5.8J/mm2のレーザフルエンスでの加工速度は低く予測された。計算で予測された高い加熱速度(≧104K/s)および冷却速度(≧103K/s)は、レーザフルエンス≧7.42J/mm2で機械加工された骨の表面(基材への貫通がない)に限局された広範囲の微細亀裂網の生成を裏付けた。表面微小亀裂網の程度は、レーザフルエンスの減少と共に徐々に減少した。実験および計算による試みの統合により、レーザ機械加工パラメータと、機械加工キャビティの深さ、幅、および加工速度などの結果として得られる属性と、の間の相互関係を特定できる。
用語:本発明は、特定の実施例に限定されるものではなく、実施例は変わり得ることを理解されたい。当業者であれば、本明細書で使用される用語は、特定の実施形態を説明することのみを目的としており、限定することを意図していないことを理解されよう。加えて、本発明の詳細な実施形態を説明する前に、本発明を説明するのに使用される定義を説明することが有用であろう。説明される定義は、本出願で使用されている用語にのみ適用され、他の場所(例えば、科学文献、または本出願の出願人または共同譲受人による他の出願を含む、他の特許もしくは出願)で使用されている同じ用語には適用されない場合がある。加えて、実施例が与えられるとき、それらは例示的なものにすぎず、限定的なものではないと意図されている。本発明の説明および特許請求の範囲において、以下の用語は、以下に示される定義に従って使用される。
本明細書および添付の特許請求の範囲で使用される場合、単数形「a」、「an」および「the」は、文脈上、明らかに他を意味するのでない限り、複数の指示対象を含むことに留意されたい。
「切削/成形/機械加工(cutting/shaping/machining)」という用語および「成形/切削(shaping/cutting)」は、切削、成形、および/または機械加工を指し、切削、成形、および機械加工を個々に、まとめて、または組み合わせて含む。
本明細書で使用される「マルチフィジックス計算モデル(multiphysics computational model)」という用語は、骨切削/成形/機械加工操作中のレーザ切除/除去(切削/成形/加工速度)および物理的属性の発展(切削/成形/機械加工された幾何学的形状)を制御するために、物理現象とレーザ加工パラメータとを相互に関連付けするのに使用される一連の計算プロセスを指す。
本明細書で使用される「ガウシアンレーザビームプロファイル(Gaussian laser beam profile)」という用語は、横方向の電界および強度(放射照度)分布がガウス関数によって十分に近似されている電磁放射のビームを指す。
本明細書で使用される「トップハットレーザビームプロファイル(top hat laser beam profile)」という用語は、横方向電界および強度(放射照度)分布がビームの断面にわたって一定かつ一様である電磁放射のビームを指す。
本明細書で使用される「ダンベルレーザビームプロファイル(dumbbell laser beam profile)」という用語は、そのパワー強度分布が中央領域よりも外側領域において比較的強い電磁放射のビームを指す。
本明細書で使用される「骨(bone)」という用語は、脊椎動物の内骨格の一部を構成する硬質器官を指す。骨は、身体の様々な器官を支え、保護し、赤血球および白血球を生み出し、無機質を貯蔵する。骨組織は一種の密な結合組織である。骨は様々な形状をしており、複雑な内部および外部構造を持ち、軽量でありながら強くて硬く、複数の機能を果たす。本発明では骨はまた、金属およびセラミックを含む人工骨または骨置換材料であると考えられ得る。
本明細書で使用される「レーザエネルギー密度(laser energy density)」という用語は、次のように計算されたLAMのパラメータを指す:レーザエネルギー密度(J/m2)=(レーザパワー(J/s)/レーザ照射面積(m2))×(レーザビーム径(m)/走査速度(m/s))。
本明細書で使用される「骨組織機械加工速度(bone tissue machining rate)」という用語は、加工速度(m5/Js)=除去された材料の体積(m3)/滞在時間(s)/レーザエネルギー密度(J/m2)を指す。
「リアルタイムクロックコントローラ(Real time clock controller)」(RTCコントローラ)という用語は、リアルタイムで走査システムおよびレーザの同期的で干渉に強い制御を提供する。シグナルプロセッサおよびダイナミックリンクライブラリ(「DLL」)はプログラミングを簡素化することができる。あるいは、様々なサードパーティベンダー製のソフトウェアも標準的な用途を扱うために使用可能である。例えば、命令をRTCにロードし、処理し、10μsごとに16ビットの制御信号として走査システムに出力することができる。RTCコントローラは、マイクロベクトル化および像視野補正などの重要なステップを自動的に実行することができる。レーザ制御はスキャナの動きと同期される。
本明細書で使用される「z」という用語は、3次元空間におけるZ座標(m)-(基材の表面平面内でのレーザビームの動きの方向)を指す。
本明細書で使用される「x」という用語は、3次元空間におけるX座標(m)-(基材の表面平面内でのレーザビームの動きZに直交する方向)を指す。
本明細書で使用される「y」という用語は、3次元空間におけるY座標(m)-(レーザビームの動きZおよび基材の表面平面Xの両方に直交し、かつビーム軸に沿った方向)を指す。
本明細書で使用される「ρ」という用語は、密度(kg/m3)を指す。
本明細書で使用される「Cp」という用語は、一定圧力での比熱(J/kg・K)を指す。
本明細書で使用される「T」という用語は、温度(K、ケルビン)を指す。
本明細書で使用される「t」という用語は時間(s、秒)を指す。
本明細書で使用される「K」という用語は熱伝導率(W/m・K)を指す。
本明細書で使用される「φ」という用語は、レーザオン/オフ関数を指す。
本明細書で使用される「PX」という用語は、3次元レーザパワー強度分布(W/m2)を指す。
本明細書で使用される「Pg」という用語は、3次元ガウシアンレーザパワー強度分布(W/m2)を指す。
本明細書で使用される「Pth」という用語は、3次元トップハットレーザパワー強度分布(W/m2)を指す。
本明細書で使用される「Pdb」という用語は、3次元ダンベルレーザパワー強度分布(W/m2)を指す。
本明細書で使用される「Po」という用語は、平均入力レーザパワー強度(W/m2)を指す。
本明細書で使用される「ro」という用語は、横方向のレーザパワー強度が1/e2まで減少するビームの半径を指す。
本明細書で使用される「Mbone」という用語は、骨の平均的な熱物理学的および/または熱機械的特性を指す。
本明細書で使用される「Mmineral」という用語は、骨の無機質成分の熱物理学的および/または熱機械的特性を指す。
本明細書で使用される「Mcollagen」という用語は、骨のコラーゲン成分の熱物理学的および/または熱機械的特性を指す。
本明細書で使用される「Mwater」という用語は、骨の水分の熱物理学的および/または熱機械的特性を指す。
本明細書で使用される「Mporosity」という用語は、骨の多孔質部分の空隙成分の熱物理学的および/または熱機械的特性を指す。
本明細書で使用される「Xmineral」という用語は、骨の無機質成分の体積分率を指す。
本明細書で使用される「Xcollagen」という用語は、骨のコラーゲン成分の体積分率を指す。
本明細書で使用される「Xwater」という用語は、骨の水分の体積分率を指す。
本明細書で使用される「Xporosity」という用語は、骨の多孔質部分の空隙成分の体積分率を指す。
本明細書で使用される「h」という用語は、熱伝達係数(W/m2・K)を指す。
本明細書で使用される「Ti」という用語は、初期温度(K)を指す。
本明細書で使用される「ε」という用語は、放射率を指す。
本明細書で使用される「σ」という用語は、ステファン-ボルツマン定数(W/m2・K4)を指す。
本明細書で使用される「tr」という用語は、レーザビーム滞在時間(s)=レーザビームの直径/走査速度を指す。
本明細書で使用される「P」という用語は、レーザビームパワー(W、ワット)を指す。
本明細書で使用される「D」という用語は、レーザビームの直径(m、メートル)を指す。
本明細書で使用される「v」という用語は、レーザビーム走査速度(m/s)を指す。
本明細書で使用される「T0」という用語は、周囲温度を指す。
本明細書で使用される「φ」という用語は、レーザビーム強度の標準偏差を指す。
本明細書で使用される「Lv」という用語は、気化潜熱を指す。
本明細書で使用される「Mv」という用語は、蒸気分子の質量を指す。
本明細書で使用される「Ts」という用語は、瞬間表面温度を指す。
本明細書で使用される「Tv」という用語は、瞬間気化温度を指す。
本明細書で使用される追加の定義された用語は提供された意味を有する。
以下の実施例は、本発明の好ましい実施形態を実証するために含まれる。以下の実施例に開示される技法は、本発明の実施において十分に役割を果たすために、発明者によって見出された技法を表し、従って、その実施のための好ましい態様を構成すると考えることができることを当業者には理解されたい。しかしながら、本開示に照らして、開示された特定の実施形態に多くの変更を加えることができ、それでも本発明の趣旨および範囲から逸脱することなく同様または類似の結果を得ることができることが当業者には理解されよう。
実施例1
連続および長時間パルスレーザの熱相互作用
骨および硬組織へのレーザ照射中、入熱による温度上昇は様々な熱的相互作用の発生につながる。これらの相互作用は、機械加工の観点から非常に重要であり、連続およびパルスレーザ動作で起こり得る。温度と照射時間に応じて、熱的相互作用の結果生じる影響には、凝固、炭化、溶融、および気化が含まれる。これらの熱的影響が重大な材料損傷をもたらす可能性があるため、このレジメンでの処理は注意深いプロセス制御を必要とする。凝固(血球の凝固)は60℃の温度で起こる一方、炭化は100℃で始まる。さらに温度が上昇すると、溶融の発生に続いて気化が起こり、熱機械的切除をもたらす。熱的影響は、通常、連続および長時間パルスタイプのCO2、Nd:YAG、Er:YAG、Ho:YAG、アルゴンイオン、およびダイオードレーザの場合に観察される。
骨のレーザ切削/成形/機械加工において、熱的切除効果は大いに研究されてきた。そのような研究の1つでは、バードリルと、Er:YAGレーザ(波長2.94mm、出力範囲30~350mJ/パルス、最大パルス繰り返し周波数10Hz、およびパルス幅200マイクロ秒)、およびCO2レーザ(波長10.6mm、および出力範囲0.5~5W)を用いた穿孔手術中のラットの頭頂骨の材料除去特性の間で比較が行われた。100mJ/パルスのエネルギー出力が臨床的に適切であることが判明した。使用されたレーザパワーは1Wとし、バードリルは30°傾けた。Er:YAGレーザにより溝が形成され、機械加工された表面上に2つの異なる層が観察された。ドリルされた境界は正確であり、平均の影響を受けた深さは22μmであった。CO2レーザは溝形成をもたらさず、損傷領域ははるかに大きかった。レーザの影響を受けた領域は、3つのゾーン、すなわち、照射表面上の完全に炭化された層と、穏やかに炭化された中間層と、照射のより深い部位における暗く着色された層と、に分割された。予想通りバードリルは、スミア様領域の存在を伴って溝が形成された。
TEM分析では、Er:YAGレーザ照射骨の場合、影響を受けていない領域に良好に配向された結晶が存在する一方、影響の少なかった領域では部分的に無秩序な結晶が見られたことが示された。表面は完全にランダムな方向を向いていた。すべての領域は結晶回折パターンを有していた。CO2レーザの場合、部分炭化領域は円形で大きな結晶を示した。完全炭化層は元のアパタイトの完全な融合を示した。バードリルの場合では、Er:YAGレーザの場合と同様に影響を受けない領域を有したが、スミア層は、非晶質相と針状結晶との混合物を有した。これは、Er:YAGおよびバードリルは、下の領域における損傷が最小限であったことを示唆している。EDS分析では、Er:YAGレーザの場合にCa/P比の変化が示唆され、その理由は準安定相の形成であると考えられた。
バードリルおよびEr:YAGの骨に与える損傷が最も少なかったとしても、Er:YAGの場合に術後の回復はより良好であるため、最も有益な方法である。切除のメカニズムは骨の複合的性質を考慮に入れている。骨構成成分の熱的特性の差が、熱機械的効果をもたらす。切除機構におけるステップは以下の通りである:(1)骨によるレーザエネルギーの吸収が温度の上昇をもたらす。骨の中の水分は沸騰し始めて蒸気圧が蓄積される。(2)蓄積された圧力は微小爆発をもたらす。微小爆発は、最終的には機械的な組織の切除を引き起こす。(3)表面下の層では、蓄積されたエネルギーが微小爆発を経るのに対して、強いレーザエネルギーに直接曝される表面では、即座に微小亀裂を経る、2層構造ゾーンが生成される。
別の研究では、Er:YAG、連続波CO2、およびパルスCO2レーザの切除特性が比較されている。この場合もEr:YAGは骨の外側ならびに軟骨への損傷を最小にすることによって最良のレーザであることが証明され、そしてより低いエネルギー密度ではるかに速い速度で機械加工が達成された。これは、Er:YAGレーザの波長2.94μmにおける骨の吸収係数が、10.6μmのCO2レーザの骨の吸収係数の10倍高いためであった。加えて、パルスレーザは冷却時間を可能にするため有用であることが判明した。
Er:YAGおよびCO2レーザとは別に、熱的効果を引き起こす他の種類のレーザも骨切除プロセスのために試みられてきた。これらの研究の間、Nd:YAG(λ=1:06mm、τL=100μs~連続波)およびHo:YAG(λ=2.12nm、τL=150~800μs)が大部分使用されてきたが、これはなぜなら、これらのレーザがガラスファイバを介して便利に伝送することができるためである。実際的な手術の設定において、手術器具の操作性が手術操作を最適に実行するために重要な役割を果たすため、実用的な観点から、この特徴は非常に重要になる。よって、透過型レーザを使用すると、レーザシステムを患者および外科医から離し、ファイバを介して手持ち式レーザヘッドにビームを伝達することができ、それによって多くの利便性を提供することができる。それにもかかわらず、これらのレーザは骨内に望ましくない損傷を引き起こす。これらのレーザの波長は、水および無機質によって350~400cm-1のオーダーの散乱で強く散乱される。エネルギーの不均一な分布は骨組織に大きな損傷を与える。これらの市販の医療用レーザとは別に、Nd:YVO4および自由電子レーザ(FEL)などの他の種類のレーザが骨材料除去のために成功裏に試みられてきた。Nd:YVO4レーザは、切除中に激しい炭化(carbonization)(炭化(charring))をもたらした。可変波長FELを使用して、骨切除に対する様々な波長(2.79、2.9、6.1、および6.45μm)の影響を調べた。6.1μの波長が切除に関して最も効率的であり、骨組織に対する熱損傷が最も少なかった。ここでもその理由は、この波長が水および骨の無機質による吸収が最適であることに関連していた。
実施例2
骨のレーザ応用機械加工のための装置(「LAM」)
本発明は、骨のレーザ応用切削/成形/機械加工(「LAM」)のためのプロセスおよび装置を含むシステムに関する。LAMは、周囲の組織の損傷/外傷を最小限に抑えて、または全く傷つけずに高精度の寸法機械加工を提供する。ロボット式コンピュータコントローラと統合された非接触で高集束のレーザビームは、いかなる複雑な構造骨に対しても高精度の寸法一致を提供する。前述の技法は簡単な手順に従い、従来の整形外科技法に典型的に関連する、外傷性振動関連傷害のない迅速な回復、無視できる加熱傷、および最小限の侵襲性組織損傷を促進すると期待され、また輸血を必要としない。
一実施形態では、本発明は、a)レーザと、b)パーソナルコンピュータと、c)リアルタイムクロック/コントローラ(RTC)と、d)ビームエキスパンダと、e)varioSCAN(登録商標)などの動的集束ユニットと、f)電源と、g)走査ヘッドと、h)対物レンズと、を備える、レーザ応用骨機械加工のための装置を含む。
本発明の一部の実施形態における動的集束ユニット(例えばSCANLAB(商標)によるvarioSCAN(登録商標))は、光軸に沿ったレーザ焦点の正確で高性能な位置決めを可能にする。XYスキャンシステムでは、動的集束ユニットが、高価なフラットフィールド対物レンズに置き換わることができる。したがって、動的集束ユニットは、標準的なフラットフィールド対物レンズを使用できない用途では理想的な解決策である。動的集束ユニットはまた、XY走査システムを3Dビーム偏向システムに拡張することができる。レーザの焦点は加工中のワークピースの輪郭に沿って導かれるため、3次元加工が可能である。動的集束ユニットは、追加的に、像視野サイズ、作動距離およびスポットサイズを連続的に調整することを可能にする。動的集束ユニットの一部のモデルは、トラッキングエラーがはるかに低く、より大きなフォーカスシフト範囲およびより良いスポット品質が得られる。
本発明の一部の実施形態におけるRTCは、1)正確な時間/日付情報を保持することと、2)ウェイクアップアラームを提供する(ランタイム中とスリープ中の両方)ことと、の2つの目的に役立つ。RTCは外部から電力を供給され、プロセッサとは独立してクロック供給されるため、システムの他の部分の電源がオフになっていても動作し続けることができる。RTCコントローラカードは、PCとレーザビームスキャナとの間の通信の方式であり、即座にまたは無視できるほどの遅延で情報を提供する。
ここで図7Aおよび図7Bを参照すると、図7Aおよび図7Bは、レーザ装置を含む、骨のレーザ応用機械加工(LAM)のためのレーザシステムを示している。本開示による図7Aは、電気的に、かつ光ファイバ(110)を介して取り付けられたレーザを有するシステムを含む。保護ガスライン(120)が骨のLAMシステムと流体連通している。骨試料(140)は、案内装置(150)の上にある固定具(151)上に示されている。レーザビームスポット(141)は、ビーム集束ヘッド(130)を用いて骨試料(140)上に集束される。図7Bは、レーザビームおよびガスノズル出口(160)と、保護/カバーガス流を調整するための目盛板(162)と、集束ヘッドのカラー(163)と、を示している。走査システム、レーザ、および案内システムの同期制御は、リアルタイムコントローラボード、またはシステムの各コンポーネントと統合されたコンピュータを使用して完成する。図7Aおよび図7Bでは、集束ヘッドの運動は、CNC制御され、ロボットモーションシステムと統合されて、多次元空間で機械加工を完了することを可能にする。
理論に縛られることを望まないが、図7Cは、レーザベースの骨機械加工の順次物理的機構を説明している。例えば、骨試料上に狭く集束されたレーザビーム(170)を提供することによって、骨組織によるレーザ吸収(172)が可能になる。エネルギーの吸収は、骨組織内での瞬間的な熱発生(174)ならびに液体層および有機/無機骨成分の気化(176)を引き起こす。骨基質の揮発性破壊が、急速で高い値の蒸気圧の内部発生によって起こる(178)。気化時に骨組織残渣の放出が起こり(180)、微細機械加工された骨構造が残る(182)。本実施形態は、基本的に、a)切削/成形/機械加工される骨の領域を観察するステップと、b)骨の領域の温度-骨成分(無機質、コラーゲン、水、および多孔質部分の空隙)依存材料特性を計算するステップと、c)骨の領域の温度依存材料特性に基づいて、レーザ応用機械加工のためのパラメータを決定するステップと、d)決定されたパラメータを使用してレーザ応用骨機械加工を実行するステップと、を含む。
理論に縛られることを望まないが、骨は、リン酸カルシウムおよびヒドロキシアパタイト(HA)などのセラミック/無機質成分と、コラーゲンなどの有機成分と、水および多孔質部分の空隙と、を含む。プロセスを制御するために、骨の計算モデルを開発した。より具体的には、図8Aは、骨の温度依存材料特性を表すために使用される計算モデルを示している。計算モデルの支配方程式は、図8Bを参照する状態で、図8Aの表1に示されている。ビームは、レーザビームの軸(y)に直交する平面(x-z)におけるレーザパワー強度分布に関して軸対称であるため、数学的定式化は2D(x-y)平面において考慮される。
ここで図8Aおよび図8Bを参照する。幾何学的形状全体の境界条件は、支配方程式を使用してモデル化できる。
領域6について熱流束、自然対流冷却、および放射の境界条件は、図8Bに表され、以下のモデル式を有する。
加えて、領域6についてガウス分布している平均レーザパワー密度の境界条件は、図8Bに表され、以下のモデル式を有する。
図8Bにおける領域1および9についての自然対流冷却および放射の境界条件は、以下のモデル式を有する。
図8Bにおける領域3および8についての自然対流冷却および放射の境界条件は、以下のモデル式を有する。
図8Bにおける領域2についての断熱の境界条件は、以下のモデル式を有する。
実施例3
機械加工パラメータ
特定の実施形態では、プロセスは、機械加工される骨の1つ以上の物理的特性を判定するため、また骨の成分(リン酸カルシウム-ヒドロキシアパタイト、コラーゲン、水、および多孔質部分の空隙)の全体積分率の推定値、ならびにこれらの骨成分(リン酸カルシウム-ヒドロキシアパタイト、コラーゲン、水、および多孔質部分の空隙)のそれぞれの元素組成および体積分率の推定値をその後得るための、骨の密度(すなわち多孔率)を判定するために、X線コンピュータ断層撮影(X線CT)、単一光子放射CT(SPECT)、磁気共鳴イメージング(MRI)、マイクロ陽電子放射断層撮影(マイクロPET)、蛍光分子トモグラフィ(FMT)、マウス二重エネルギーX線吸収測定法(DEXA)などの1つ以上の技法を使用し得る。理論に縛られることを望まないが、文献から各骨成分の熱伝導率、比熱、および密度などの熱物理的特性を知っていれば、所与の骨基質(複合体)の熱物理的特性を計算することができる。これらの熱物理的特性は、骨の寸法および境界条件と共に、本発明のマルチフィジックスベースの計算モデルに組み込まれて、所与の骨の切削/成形/機械加工のための温度-時間履歴を予測する。理論に束縛されることを望まないが、この履歴を知っていれば、所望の加工速度で必要な寸法に所与の骨を機械加工するために、レーザパワーおよび走査速度などの様々なレーザパラメータを予測し得る。
骨の切削/成形/機械加工深さ(d、単位:μm)は温度(T、単位:K)の関数である。
d=f(T)
温度は、レーザエネルギー密度(LED、単位:J/m2)の関数である。
T=f(LED)
レーザエネルギー密度は、レーザパワー(P、単位:W)、ビーム焦点径(D、単位:m)、およびレーザビーム走査速度(v、単位:m/s)の関数である。
LED=f(P,diam,v)
本発明のレーザ応用骨機械加工装置およびプロセスは、従来技術に対していくつかの利点を呈する。本発明は、切削/成形/機械加工用の化学的に清浄な光源を提供する。コヒーレントで単色のビームが切削/成形/機械加工される領域に送達され、このことにより、物理的な接触なしに、したがって機械的負荷および摩擦力なしに、狭ビーム、高パワー密度がもたらされ、熱影響域(「HAZ」)をほとんどまたは全くもたらさない。柔軟な光ファイバビームは遠隔処理を可能にし、複雑な形状を迅速かつ容易に処理するのに適している。最後に、ロボット式コンピュータコントローラと統合された骨のレーザ応用機械加工(LAM)は、複雑な構造骨を切削/成形/機械加工するための非常に正確な方法を提供する。この技法はまた、従来の整形外科技法に典型的に関連する、最小限での外傷性傷害の迅速な回復、無視できる加熱傷、および最小限の侵襲性組織損傷を促進すると期待される。
ここで図9Aを参照する。8組の異なるパラメータの組を用いて骨のレーザ応用機械加工を行い、機械加工属性および加工速度を測定した。図9Bは、図9Aに示されている実験に関し、レーザエネルギー密度の関数として骨組織機械加工速度を示している。図9Cは、図9Aの8組のパラメータのそれぞれの幅を示す図である。加えて、図9Dは、図9Aの8組のパラメータそれぞれの深さを示す図である。例えば、図9Aの実験1に列記されているパラメータの行は、以下のパラメータ、すなわち、レーザパワー(W)=300W、走査速度=0.2m/s、滞在時間=3.0ms、レーザエネルギー密度=3.18×106J/m2を示しており、その結果、機械加工速度=3.3m3/s、すなわち除去された材料の体積(m3)/滞在時間/レーザエネルギー密度(J/m2)を表す加工速度が得られた。これらのパラメータを用いた実験的な骨切削幅は、図9C(パネル1)に示されている。同様に、これらのパラメータを用いた実験的な骨切削深さは、図9D(パネル1)に示されている。計算的または実験的に測定された骨のレーザ機械加工属性が図9Cにおいて比較されている。
ここで図10を参照すると、5.36×106J/m2のレーザエネルギー密度でのレーザ機械加工された骨試料の実例が示されている。図10は、いくつかの機械加工された領域(601、602、および603)と、これらの領域内の対応する元素組成(601-パネルA、602-パネルB、および603-パネルC)を示している。より具体的には、領域601およびパネルAは土台の骨材料に対応する。領域602およびパネルBは、機械加工された領域を囲む熱影響域に対応する。領域603およびパネルCは機械加工された骨領域に対応する。
要約すると、高度に集束されたレーザビームがより短い時間スケール(2~4ミリ秒)で骨表面に照射されたとき、骨組織によるレーザ吸収に起因して、急速に発生した熱強度(4.2~9.9×107W/m2)が骨組織内を貫通し、それにより蒸気圧およびプラズマが生じた。突出したプラズマはさらに骨基質を深く破壊し、その結果、機械加工された骨組織の残渣が放出された。印加されるレーザエネルギー密度(レーザパワー、横方向のレーザビーム速度および骨表面上のビームサイズの組み合わせ)および対応する冷却速度に応じて、機械加工された領域を囲む熱影響域が最小限、または熱影響域がない状態で、様々なレベルの骨除去体積および対応する骨機械加工速度が達成され得る。さらに、このような機械加工パラメータの組み合わせは、機械加工領域を囲む領域の組織を損傷することなく骨を機械加工するレベル(図11)でレーザビーム-骨相互作用領域内の温度を上昇させる。そのように注意深く選択されたレーザ機械加工パラメータはまた、周囲領域および土台の骨材料と同じ加工領域内の骨組織の組成を保存することを可能にする。
実施例4
コンピュータ数値制御ロボットによる骨のLAM
要素に関する本発明の独自性が図12に示されており、これは自動骨ミリングシステムを表している。より具体的には、硬組織および骨の両方が、有機(コラーゲン)、無機(リン酸カルシウム)、水および多孔質部分の空隙などの複数の成分から構成され、これらは、様々な体積分率および物理的形態で存在する。これらの成分は異なる熱物理的特性を有する。したがって、周囲の組織を損傷することなく、これらの複雑な構成の組織を高精度かつ高速に切削/成形/機械加工するために、レーザパラメータ(パワー、走査速度、ビーム焦点)およびモーションシステム(ロボット)パラメータ(速度および位置)を正確/精密に同期および制御する必要がある。これは、図12に示されているミリングシステムの一般的な要素の制御および同期を通して可能である。
ここで図12を参照すると、レーザ源(610)がビーム集束アセンブリ(645)と光ファイバ接続している。レーザ源はまた、コントローラ装置と電気的に連絡しており、この場合、コントローラ装置はコンピュータである(620)。コンピュータはまた、ロボットアームと電気的に連絡している。ロボットは、肩部(633)、腕部(634)、肘部(635)、手首部(636)および端部グリッパ(638)と機械的および電気的に連絡している基部(632)を有するスタンド(630)に配置されている。ロボットアームの端部グリッパ(638)は、ビーム集束アセンブリ(645)に取り付けられており、コンピュータ(620)を使用して制御され得る。作業台(650)上に配置された骨試料(641)は、レーザ源と統合された自動ロボットアームを使用して切削/成形/機械加工することができる。
この技法は、非接触の簡素な手順であり、これもまた柔軟な方法である。レーザビームは、機械加工されている骨に光ファイバを介して送達することができる。そのようなレーザビーム送達は、手動操作の手持ち式装置を用いるか、または完全自動化のためのコンピュータ数値制御(「CNC」)ロボット式システムによって達成することができる(図12)。両方の場合において、ビジョンシステムは、単純および複雑なプロファイルの切削/成形/機械加工中のビーム案内のためにビーム送達システムと統合され得る。光ファイバ送達に基づく手法であるため、レーザは、遠隔に配置され操作され得る。それが完全にロボットベースである場合、レーザ動作(パワー調整用)およびビームモーションシステムの両方は、高さ精度のためにコンピュータ数値制御することができる。さらに、手動、半自動および全自動の切削/成形/機械加工作業の両方において、多くの種類のレーザ(赤外線および紫外線の波長範囲)を使用して、操作パラメータの範囲および取扱う(機械加工する)ことができる組織材料の種類(硬質および軟質)を拡張することができる。
本発明は、レーザ応用骨切削/成形/機械加工用のプロセスを提供する。一実施形態では、プロセスは、以下のステップ、すなわち、a)集束レーザビームを供給するステップと、b)組織によるレーザ吸収のステップと、c)瞬間的な熱発生のステップと、d)骨の液体層および有機/無機成分の気化のステップと、e)急速かつ高蒸気圧の内部発生による骨基質の揮発性破壊のステップと、f)微細機械加工された骨構造が得られる、組織残渣の放出および気化のステップと、を含む。
実施例5
ダンベルレーザプロファイルを使用した骨のLAM
ダンベルレーザビームプロファイルは、中央領域よりも外側領域において比較的強いレーザパワー強度分布を提示する。より正確には、そのようなレーザビームは中央領域と2つの外側領域とを含む。外側領域のそれぞれは外側縁部を含む。そのような複合ビームは、ダンベルレーザビームプロファイルの平均中心パワー強度に対するピーク外側パワー強度の比が1.2以上となるように、中央領域で平均的に一定であるパワー強度分布に続けて、外側領域で増加し、最終的に外側縁部で減少した強度を有する。そのようなダンベルレーザビームプロファイルの概略図を図13に示す。
骨機械加工の際にそのようなダンベルレーザビームプロファイルを使用することは、ビームを囲む加工物(骨)領域内の過剰な熱伝達を相殺し、レーザビーム-加工物(骨)相互作用領域の中央領域および縁部領域内で均一な温度上昇を生じる。よって、中央領域における一定の分布は、中央領域において実質的に均一なエネルギー付与および材料処理を提供する。外側領域における増大したパワー分布は、この領域における増大したエネルギーまたは熱流束を相殺する。端部領域におけるパワー分布の実質的なステップ関数型減少は、パワー強度分布の幅にほぼ等しい領域における制御された材料処理を提供する。これは、後続の平行なレーザトラック間の重複の必要性を最小にするかまたは排除することによって、レーザビームが隣接する平行な経路に沿って加工物(骨)に当てられる場合の切削/成形/機械加工を改善する。
レーザビーム-材料(骨)相互作用域全体にわたるそのような均一な熱伝達により、限定されるものではないが、(1)材料除去速度の増加と、(2)均一な加工深さでの均一な材料除去と、(3)機械加工された表面の改善された品質(粗さまたは滑らかさ)と、を含む、いくつかの有利な結果および成果がもたらされる。
実施例6
骨のLAMとその分析
食肉処理場から未固定ウシ大腿骨死体標本を収集した。中央骨幹部分を取り出し、市販のバンドソーを用いて皮質骨の約100×25×20mmのブロックに分割した。標本を通常生理食塩水中に置き、超音波洗浄器で1時間洗浄した。超音波洗浄後、75%-25%、50%-50%、25%-75%、15%-85%、10%-90%、および5%-95%の体積比の蒸留水-ホルムアルデヒド溶液中で各12時間の浸漬洗浄サイクルを続け、100%ホルムアルデヒド中で12時間の浸漬洗浄で終了した。このプロセスにより、骨の外側に付いているすべての軟組織およびカートリッジが除去された。レーザ切除する試料表面を800および1200グリットの研削紙上で軽く研削して、表面を平らで滑らかにし(平均粗さ約3μm)、切除前に蒸留水で洗浄してあらゆる浮いている粒子/破片を除去した。洗浄した試験片を15分間送風乾燥し、プラスチック容器に密封し、24時間以内にレーザ切除操作を受けるまで冷蔵した。
1070nmの波長を有する連続波Ybファイバ結合Nd:YAGレーザを用いてレーザ機械加工試行を実行した。一次機械加工パラメータの下でのレーザ-骨相互作用の基礎を理解するために、試料表面上のレーザ機械加工パラメータの組み合わせの各組の下で、単一の孤立したレーザトラックを形成した。試料表面のレーザビーム径は0.6mmであった。本試みで使用したレーザパワーの範囲および走査速度は、それぞれ300~700Wおよび100~250mm/sであった。レーザフルエンス(F)は、次式に従って使用されるレーザ加工パラメータに基づいて計算した。
ここで、P
0は入力レーザパワー、Aはレーザビームの断面積、t
0はd/Vで表されるビーム滞在時間、ここでdはレーザビームの直径、Vはレーザビームの走査速度である。上記のレーザパワーおよび走査速度の組では、得られたレーザフルエンスは3.18~8.48J/mm
2の範囲であった(表1)。試験片表面の酸素汚染を避けるために、3リットル/分で流したアルゴンカバーガス中で機械加工試験を行った。本試みで使用されたレーザパラメータに対応するレーザフルエンスおよびビーム滞在時間の得られた値も表2に記載されている。
機械加工キャビティの幅、深さ、微小亀裂、および機械加工表面内におけるその他の物理的な付随的な熱損傷などの、形態学的特徴についての機械加工表面の一次観察を、FEI ESEM走査型電子顕微鏡(SEM)によって、レーザトラックに対して上面図および断面図の両方において行った。SEM像を電子的に記録し、これらのSEM像からの形態学的パラメータの測定を、米国国立衛生研究所で開発されたImage J(商標)というパブリックドメインソフトウェアを使用して、コンピュータシステムでデジタル的に実施した。統計的ばらつきを得るために、同じ組のパラメータの下でレーザ機械加工された5つの試料に対して、各試料の上面図中の5箇所において、そして断面図中の5箇所において測定を行った。機械加工された表面および機械加工された領域と土台の骨材料との間の界面に関する元素分析は、エネルギー分散分光法(EDS)を用いて行った。EDSを使用するプローブの深さは、ミクロンスケール(電子ビームのエネルギーに応じて0.5~3μm)の範囲にあるため、この技法を使用して収集された元素データは、レーザ機械加工中の熱的影響によるこれらの領域内の元素組成の変化の定性的/半定量的評価のみを提供した。
レーザトラックに垂直な上面図および断面図の両方における機械加工骨試料のSEM観察を行い、図14および図15に提示した。このような観察は、機械加工されたキャビティの様々な物理的および形態学的側面を明らかにした。機械加工されたキャビティは、キャビティの長さに沿って適度に均一に幅広に見えた(図14)。一般に、機械加工されたキャビティの長さに沿った幅の均一性は、レーザ入力エネルギーの増加と共に増加し、レーザ走査(機械加工)速度の変動の明らかな影響はなかった。断面図における機械加工されたキャビティの平均幾何学的プロファイル(形態)は、半楕円形に見えた(図15)。半楕円形の機械加工されたキャビティの短軸(深さ)と長軸(幅)との両方の長さは、レーザ入力エネルギーの増加と共に増加し、レーザ走査(機械加工)速度の変動の明らかな影響は、この場合もなかった。機械加工されたキャビティの壁上の微小亀裂の存在は、急速な非等温線レーザ機械加工プロセスに起因して明白であった(図14)。微小亀裂は、それらの物理的寸法(長さおよび幅)がレーザエネルギー入力の増大(>4.24J/mm2)と共に増大するにつれて、より目立ってきた。注目すべきは、より低いレーザエネルギー入力(4.24および3.18J/mm2)では、他のレーザ入力エネルギーと比較して微小亀裂密度(単位面積当たりの亀裂数)が少ないように見え、長手方向の(機械加工されたトラックの長さに沿った)より長くそしてより広い微小亀裂の存在が優勢であった。反対に、より高いレーザ入力エネルギー(6.36~8.48J/mm2)で機械加工された試料の表面上には、微細な亀裂のメッシュ(縦方向および横方向に向く)が存在していた。さらに、これらの機械加工されたキャビティの断面図に明らかに見られるように、これらの微小亀裂は浅く見え、骨基質へのより深い貫入なしに表面領域に限局されていた(図15)。
骨のレーザベースの機械加工は、高温での融解および/または気化による材料の除去のための非等温線処理を含んでいたとしても、上面図および断面図の両方における機械加工試料の目視およびSEM観察から、機械加工された表面では炭化が最小限である(6.36~8.48J/mm2)、または炭化していない(3.18~5.30J/mm2)ことがわかった(図14および15)。軽度の炭化物が観察されたほとんどの場合(6.3~8.49J/mm2)、それは機械加工された表面の下でそれ以上の細胞損傷の可能性なしに表面に、表面的に限定されているように見えた。このことは、5.30J/mm2で機械加工された試料上の3つの異なる位置での空間的(30μm×30μm)EDS元素分析によってさらに確認された(図16)。これらの位置は、基材上の位置1と、基材と機械加工領域との間の界面上の位置2と、機械加工表面上の位置3と、を含む。すべての3つの位置の分析において、Ca、K、Pのピークが存在し、CおよびOのピークが存在しない、類似の元素スペクトルを得た(図16)。
機械加工キャビティの複数のデジタルSEM像において、Image J(商標)ソフトウェアを使用してコンピュータ上で図14および図15と同様、上面図および断面図で、レーザ機械加工キャビティの深さおよび幅などの形態学的側面の測定を行った。さらに、上で詳細に説明された計算手法に基づいて、実験的試みにおいて使用されたものと同じ機械加工パラメータについてのキャビティの幅および深さの予測がなされた。機械加工キャビティの幅、深さ、および断面積などの形態学的特徴(パラメータ)の実験的測定値および計算予測を図17に示す。加えて、上記の式を使用して導出されたレーザ機械加工パラメータ(レーザフルエンスおよび走査/機械加工速度)の各組に対応する実験的および計算上の加工速度も図17に提示されている。入力レーザエネルギーは、機械加工プロセスの結果に影響を及ぼす主要パラメータであると予想されるが、プロセスは非等温線処理であり、プロセスに関連する熱力学および速度論はまた、レーザパワーおよび機械加工速度などの個々の機械加工パラメータによって影響される。これを考慮して、そして図17に示されるように、レーザ機械加工パラメータ(パワーおよび走査速度)の組は、(1)走査速度一定かつ可変パワーと、(2)可変走査速度かつ可変パワーと、の2つの異なるグループ組み合わされる。
上述の2つのグループのレーザ機械加工パラメータの下で機械加工されたキャビティの形態的側面(深さおよび幅)に対するレーザエネルギー入力の影響は、理解でき、図18および図19の実験的測定および計算予測のために比較できる。一般に、レーザ機械加工パラメータの両方のグループの下で、実験的測定および計算予測された深さおよび幅は、レーザエネルギー入力の増加と共に増加した。しかしながら、計算予測された深さの値は、実験的に測定された値と比較してわずかに高く、約6J/mm2におけるレーザフルエンスの傾向を逆転させる(図5、図18(a)および図18(b))。反対に、計算予測された幅の値は、両方のグループのレーザ機械加工パラメータの下で調べられたレーザフルエンスの全範囲にわたって実験的に測定された値よりも高いままであった(図17、図19(a)および図19(b))。グループ1およびグループ2のレーザ機械加工パラメータの両方の下でのレーザフルエンスの関数としての実験的測定および計算予測から導き出された加工速度は、それぞれ図20(a)および図20(b)に示されている。
両方のグループにおいて、機械加工速度はレーザフルエンスの増加と共に増加した。それにもかかわらず、実験的測定に対応する機械加工速度は、それぞれグループ1では約4.75J/mm2およびグループ2では約5.8J/mm2未満のレーザフルエンスについての計算予測値よりも低いままであり、それぞれグループ1およびグループ2に対する上記のこれら2つのレーザフルエンスを傾向において逆転する(図17、図20(a)および図20(b))。最後に、先に述べたように、レーザベースの機械加工は主に溶融および気化による材料の除去のプロセスであり、プロセスの熱力学および速度論によって大きく左右される。したがって、計算的に予測された時間-温度関係は、実験結果の合理的な確証のための道具を提供する可能性が高い。
これに照らして、図21は、6.36J/mm2(600W、200mm/s)のレーザフルエンスで機械加工された試料の表面からの様々な深さにおける、機械加工の時間の関数としての計算予測温度を示す。図中の挿入図は、同じ試料の機械加工されたキャビティの実験的に観察された断面図を提示している。明確にわかるように、機械加工されたキャビティ内のほとんどの材料は、最大約400μmの深さまで気化温度(Tv=1923K)以上で除去されている。すべての処理条件の組に対応する時間の関数としての温度についての同様の計算予測は、骨試料の表面上の最高瞬間温度が2450K~4750Kの範囲であったことを示した。したがって、表面上の対応する加熱速度および冷却速度は、それぞれ図22および図23に示されている。グループ1については、レーザフルエンスの増加と共に加熱速度は増加したが(図22(a))、グループ2(図22(b))については、レーザフルエンスの関数として加熱速度が従う特定の傾向は見られなかった。反対に、処理パラメータの両グループにおいて、レーザフルエンスの増加と共に冷却速度が増加したとしても、冷却速度は、グループ1では103K/s、グループ2では104K/sのレベルであった(図23)。さらに、加熱速度は、グループ1では105K/s、グループ2では104K/sのレベルであった。加熱速度は主にプロセス速度論(レーザフルエンスと機械加工速度との組み合わせ)によって決定されるが、冷却速度は主に材料(骨)の熱伝導率および比熱などの熱物理的特性によって影響を受ける。
深さ、幅、および機械加工速度の実験的に観察された値と計算的に予測された値との間の合理的な近さは、計算モデリング中に、複数の物理現象の組み合わせ効果、熱伝達と流体流効果の結合、相転移および速度論、およびレーザ-骨相互作用(機械加工)中に発生する体積力の影響を考慮した結果である。そのような考えられる詳細を考慮したにもかかわらず、レーザ-材料相互作用は非常に複雑で非常に動的なプロセスであるため、追加的な非線形時間動的物理的効果が発生し、上述の実験的観察および計算予測に差異が生じる場合がある。
先に述べたように、機械加工されたキャビティの属性に対する熱力学および速度論の影響を明らかにするために、レーザ機械加工パラメータの2つの組み合わせのグループを検討した(表2および図16)。グループ1は走査(機械加工)速度一定かつ可変パワーから構成され、グループ2は可変走査(機械加工)速度かつ可変パワーから構成された。グループ1では、加工速度(速度動態)が一定であり、レーザフルエンスの影響(熱力学、温度)が明らかに認められる一方、グループ2では、機械加工速度とレーザフルエンスとの両方を変化させると、プロセスの速度論的効果が明らかとなる。
グループ1では8.48J/mm2、グループ2では7.24J/mm2の最高レーザフルエンスに対応する冷却速度は、それぞれ5.6×104K/sおよび9.5×103K/sで最高であり(図10)、骨材料の低い熱伝導率(0.4824W/m2/K、表1)が、表面上に微小亀裂の広範な網目構造の形成をもたらした(図14(a)および図14(b))。加えて、そのような微小亀裂の形成はまた、レーザフルエンスおよび機械加工速度の結果として生成される線形力によって補完され得る。本研究で検討された機械加工速度の組の下での骨とのレーザ相互作用時間は極めてわずかであるため(約ミリ秒)、骨表面にかかる線形力は1.5×103~4.0×103Nの範囲である。それぞれ8.38J/mm2および7.42J/mm2のレーザフルエンスの4.0×103Nおよび3.5×103Nのこのような線形力が線形力の範囲のより高い側にあることから(図17)、それらは表面微細亀裂の広範な網目の形成に寄与する。そのような微小亀裂の強度は、減少したレーザフルエンスで機械加工された試料については徐々に減少した(図14(c)~図14(h))。これらの微細亀裂は、深さが非常に浅く見えたため、基材材料の深部まで伝播することなく(図15)、主に表面領域に限局されている(図14)。前述したように、考慮したパラメータの組(表2)の下での機械加工中、表面温度は、非常に高い加熱速度(>104K/s)により2450K~4750Kの範囲に達し、それに続く非常に高い冷却速度(>103)により、機械加工された表面上に検出可能な炭化層が存在することなく、骨材料が瞬間的に切除(機械加工)された(図16)。
レーザ機械加工パラメータ(レーザフルエンス:パワーおよび走査速度)の関数としての加工キャビティの形態の発展は、キャビティの深さおよび幅の発展を通して理解することができる。したがって、機械加工パラメータの関数としての深さと幅との間の相互関係は、実験的に観測された値(RE)および計算的に予測された値(RC)の両方について、幅に対する深さの比として表され、図17に示される。加工パラメータのグループ1とグループ2との両方に関するRCの値は、機械加工されたキャビティ深さが幅の2倍近くであることを示し、RCの狭い範囲の変動(グループ1では±0.02、グループ2では±0.025)は、先に述べたように、本研究で検討したすべての機械加工パラメータの組みについて、同じ一組の物理現象がレーザ-骨相互作用(機械加工)中に発生するという仮定を示している。しかしながら、RE値は、様々なパラメータの組み合わせを用いた機械加工中の非線形現象の発生を真に反映したものである。最も高いフルエンスを除いて、実験的に観察された値REの両グループにおける他のすべての機械加工パラメータの組は、深さが幅のほぼ2倍であるという関係を維持し続ける。しかしながら、より高いフルエンスに対するRE値は、両方のグループにおける残りのRE値と比較してはるかに高く(7.42J/mm2に対して1.19および8.38J/mm2に対して0.79)、REにおける変動範囲(グループ1に対して±0.37、グループ2に対して±0.165)をRCの変動範囲と比較してより高いレベルにしている。これらの観察結果は、より高いフルエンスでは、機械加工の動力学が、発展する機械加工キャビティ内の複数の内部反射を介した入射レーザエネルギーと基板との非常に効率的な相互作用に関連するキーホール効果によっておそらく主に支配されていたことを示唆している。このような相互作用は、限定されるものではないが、材料の気化および気化した材料の背圧による溶融材料の放出などのいくつかの物理現象を介して、発展するキャビティの底から材料を切除/除去する可能性が高かった。本計算モデリングでは、気化した材料による背圧は考慮されていたが、キャビティ表面を絶え間なく発展させる表面トポグラフィの極めて動的かつ複雑な性質のために、キャビティ内の多重内部反射によるレーザエネルギーの増強は考慮されていなかった。より高いフルエンスに関連するそのような異常は、幅よりも深さに多く影響を与え、それによって、幅に対する深さの比を大きくする可能性が高い(図17)。
レーザ機械加工パラメータ(レーザフルエンス)の関数としての上記で説明した物理現象および機械加工キャビティの発展に対するその影響は、図18、図19、および図20から明らかに理解することができる。機械加工キャビティの深さは、より高いレーザフルエンス(グループ1およびグループ2の両方に対して>6J/mm2)でのレーザビームの内部反射によって大幅に影響を受ける可能性があるため、深さの実験的測定値は計算予測値よりも大きい(図18(a)、および図18(b))。反対に、幅の発展は表面現象であるので、本試みで使用されているレーザフルエンスの範囲にわたる内部反射現象による影響は最も少ないようであった(図17)。計算上予測された幅の値は、グループ1およびグループ2の機械加工パラメータの両方について実験的に測定された値よりも大きいままである(図19(a)および図19(b))。さらに、先に説明したように、機械加工速度の決定は、深さと幅との両方を含み、グループ1とグループ2との両方の機械加工パラメータの加工速度とレーザフルエンスとの関係は、レーザフルエンスの関数としての深さのそれと同じ傾向をたどった。グループ1について>4.75J/mm2、グループ2について>5.8J/mm2のレーザフルエンスでは、実験的に測定された機械加工速度の値は、計算上予測された値よりも大きい(それぞれ図20(a)および図20(b))。前述のように、機械加工属性(深さ、幅、および機械加工速度)の計算予測値の精度を向上させるために、計算モデルでは、相転移、流体流、対流、表面張力、蒸気反跳圧力、体積力、放射率などのいくつかの物理現象を、その結果として生じる熱物理学的特性に及ぼす骨の複合的性質の影響と共に考慮した。そのような手法にもかかわらず、機械加工された属性の実験的に観測された/導き出された値と計算的に予測された値との間にはある程度のギャップが存在した(図18、図19および図20)。このようなギャップの要因は、限定されるものではないが、(1)骨成分の(一定の)室温の熱物理的特性および放射率のみを考慮したこと(公開文献には温度依存データがないため)、(2)機械加工中に一時的および特殊な影響を思い付く/認識することができないこと、(3)機械加工中に既に考慮されている物理現象の起こり得る非線形挙動を認識することができないこと、ならびに(4)骨構造の空間的に異方性かつ不均一な性質などであり得る。
最後に、レーザベースの機械加工中に発生する物理現象に関連する実質的な詳細を考慮した計算モデルは、実験的に決定された値にある程度近い機械加工キャビティの属性の値(深さ、幅、および加工速度)、ならびにレーザフルエンスの関数としてこれらの属性間の関係の変化の傾向の予測を可能にした。本計算モデルは、実験的に導き出されたものと比較して、より高いレーザフルエンスにおける深さおよび機械加工速度の値を低く予測したが、特により低いレーザフルエンスにおける手法の妥当性を確立した。このことは、機械加工されたキャビティ内のほとんどの材料が、約450msで最大約400μmの深さまで気化温度(Tv=1923K)以上で除去されている、図21(図21の挿入図)からさらに確認された。計算モデルはまた、より高いフルエンスにおける骨-レーザ相互作用の複雑さおよび非線形の性質を特定した。
以下の参考文献は、それらが本明細書の説明を補足する例示的な手順上の詳細または他の詳細を提供する限りにおいて、参照により本明細書に具体的に組み込まれる。
米国特許第9,387,041号明細書 2011年9月8日に公開された、Giorgio Cattaneoが発明者として挙げられている、米国特許出願公開第2011/0218524号明細書。
Parsa HK. An investigation into the temperature distribution resulting from cutting of compact bone using a reciprocating bone saw.Master of Engineering thesis, Department of Mechanical and Electronic Engineering, Institute of Technology, Sligo, Ireland, 2006.
Tetsch P. Development of raised temperature after osteotomies.Journal of Maxillofacial Surgery 1974; 2:141-145.
Plaskos C, Hodgson AJ, Inkpen K, McGraw RW.Bone cutting errors in total knee arthroplasty.The Journal of Arthroplasty 2002; 17(6):698-705.
Giraud J-Y, Villemin S, Darmana R, Cahuzac J-Ph, Autefage A, Morucci J-P.Bone cutting.Clinical Physics and Physiological Measurement 1991; 12(1):1-19.
Adili A.Robot-assisted orthopedic surgery.Surgical Innovation 2004; 11(2):89-98.
Krause WR, Bradbury DW, Kelly JE, Lunceford EM.Temperature elevations in orthopaedic cutting operations.Journal of Biomechanics 1982; 15(4):267-275.
Dahotre NB, Joshi SS. Machining of Bone and Hard Tissues.Springer International, Switzerland, 2016.
Sugita N, Warisawa S, Mitsuishi M.A cutting temperature study of bone machining for orthopaedic robotic surgery 2005.In Proc. of the 20th Annual Meeting of the ASPE, pages 142-145.
Sugita N, Ishii K, Sui J, Terashima M.Multi-grooved cutting tool to reduce cutting force and temperature during bone machining.CIRP Annals-Manufacturing Technology 2014; 63(1):101-104.
Toksvig-Larsen S, Ryd L, Lindstrand A.Temperature influence in different orthopedic saw blades.The Journal of Arthroplasty 1992; 7(1):21-24.
Toksvig-Larsen S, Ryd L, Lindstrand A.On the problem of heat generation in bone cutting.Studies on the effects on liquid cooling.Journal of Bone & Joint Surgery 1991; 73(1):13-15.
Toksvig-Larsen S, Ryd L, Lindstrand A.An internally cooled saw blade for bone cuts:lower temperatures in 30 knee arthroplasties.Acta Orthopaedica 1990; 61(4):321-323.
Keaveny TM, Wachtel EF, Ford CM, Hayes WC.Differences between the tensile and compressive strengths of bovine tibial trabecular bone depend on modulus.Journal of Biomechanics 1994; 27(9):1137-1146.
Libonati F, Vergani L.Bone toughness and crack propagation:an experimental study.Procedia Engineering 2014; 74:464-467.
Peterlik H, Roschger P, Klaushofer K, Fratzl P.From brittle to ductile fracture of bone.Nature Materials 2006; 5(1):52-55.
Plaskos C, Hodgson AJ, Cinquin P.In Medical Image Computing and Computer-Assisted Intervention-MICCAI 2003; Springer, Berlin, pages 254-261.
Denis K, Van Ham G, Vander Sloten J, Van Audekercke R, Van der Perre G, De Schutter J, Kruth JP, Bellemans J, Fabry G. In International Congress Series, Elsevier, Amsterdam 2001; vol.1230, pp.300-306.
Romeo U, Del Vecchio A, Palata G, Tenore G, Visca P, Maggiore C.Bone damage induced by different cutting instruments:an in vitro study.Brazilian Dental Journal 2009; 20(2):162-168.
Baek K-W, Deibel W, Marinov D, Griessen M, Dard M, Bruno A, Zeilhofer H-F, Cattin P, Juergens P.A comparative investigation of bone surface after cutting with mechanical tools and Er:YAG laser.Lasers in Surgery and Medicine 2015; 47(5) 426-432.
Rode A, Gamaly E, Luther-Davies B, Taylor B, Dawes J, Chan A, Lowe R, Hannaford P.Subpicosecond laser ablation of dental enamel.Journal of Applied Physics 2002; 92(4):2153-2158.
Chan A, Rode A, Gamaly E, Luther-Davies B, Taylor B, Dawes J, Lowe M, Hannaford P.Ablation of dental enamel using subpicosecond pulsed lasers.International Congress Series (2003); 1248:117-119.
Rode A, Gamaly E, Luther-Davies B, Taylor B, Graessel M, Dawes J, Chan A, Lowe R, Hannaford P. Precision ablation of dental enamel using a subpicosecondpulsed laser.Australian Dental Journal 2003; 48(4):233-239.
Baek, K.-W, Deibel W, Marinov D, Griessen M, Bruno A, Zeilhofer H-F, Cattin Ph, Juergens Ph.Clinical applicability of robot-guided contact-free laser osteotomy in cranio-maxillo-facial surgery:in-vitro simulation and in-vivo surgery in minipig mandibles.British Journal of Oral and Maxillofacial Surgery 2015; 53(10):976-981.
Stubinger S, Nuss K, Pongratz M, Price J, Sader R, Zeilhofer HF, von Rechenberg B. Comparison of Er:YAG laser and piezoelectric osteotomy; An animal study in sheep.Laser in Surgerry and Medicine 2010; 42(8):743-51.
Stubinger S, Biermeier K, Baechi B, Ferguson SJ, Sader R, von Rechenberg B.Comparison of Er:YAG laser, piezoelectric, and drill osteotomy for dental implant site preparation:a biomechanical and histological analysis in sheep.Lasers in Surgery and Medicine 2010;42(7):652-61.
Taylor R, Shklar G, Roeber F.The effects of laser radiation on teeth, dental pulp, and oral mucosa of experimental animals.Oral Surg Oral Med Oral Pathol, 1965; 19(6):786-95.
Stock K, Diebolder R, Hausladen F, Hibst R. Efficient bone cutting with the novel diode pumped Er:Yag laser system:In vitro investigation and optimization of the treatment parameters.In SPIE BiOS, International Society for Optics and Photonics , 2014; pages 89263P-89263P.
Giraud JY, Villemin S, Darmana R, Cahuzac JP, Autefage A, Morucci JP.Bone cutting.Clin.Phys.Physiol.1991; Meas.12(1):1-19.
A.Kruusing, Opt.Lasers Eng.41(2), 307 (2004).
H.Jelinkova, Lasers for Medical Applications:Diagnostics, Therapy and Surgery; Elsevier, Amsterdam, 2013.
Koechner, W., Solid-state Laser Engineering (6th Edition), Springer, Berlin (2005).
Willstrand, O., Intensity distribution conversion from Gaussian to Top-Hat in a single-mode fiber connector (Master’s Thesis) in Lund Reports on Atomic Physics, (2013).
S.Rupprecht, K.Tangermann-Gerk, J.Wiltfang, F.W.Neukam, A.Schlegel, Lasers Med.Sci.926 19(2), 81 (2004).
T.Gudra、S.Muc、Eur.Phys.J.Spec.Topics 154(1)、85(2008)。
K.M.Sasaki, A.Aoki, S.Ichinose, I.Ishikawa, Lasers Surg.Med.31(5), 322 (2002).
J.T.Walsh, T.F.Deutsch, Lasers Surg.Med.9(4), 327 (1989).
R.Wallace, C.Whitters, J.McGeough, A.Muir, J.Mater.Process.Technology 149(1), 557 (2004)
Gonzalez, C., Van De Merwe, W.P., Smith, M., & Reinisch, L.(1990).Comparison of the erbium‐yttrium aluminum garnet and carbon dioxide lasers for in vitro bone and cartilage ablation.The Laryngoscope, 100(1), 14-17.
U.Romeo, A.Del Vecchio, G.Palata, G.Tenore, P.Visca, C.Maggiore, Braz.Dental J.20(2), 936 162 (2009).
K.W.Baek, W.Deibel, D.Marinov, M.Griessen, M.Dard, A.Bruno, H.F.Zeilhofer, P.Cattin, 938 P.Juergens, Lasers Surg.Med.(2015).
M.Mehrwald, J.Burgner, C.Platzek, C.Feldmann, J.Raczkowsky, H.Worn, in BiOS (Inter-940 national Society for Optics and Photonics, 2010), pp.75,620P-75,620P.
M.M.Ivanenko, T.Mitra, P.Hering, in EOS/SPIE European Biomedical Optics Week (Inter-942 national Society for Optics and Photonics, 2000), pp.46-51.
M.Ivanenko, M.Werner, S.Afilal, M.Klasing, P.Hering, Med.Laser Appl.20(1), 13 (2005).
M.Ivanenko, P.Hering, Appl.Phys.B 67(3), 395 (1998).
A.McKenzie, Physics in Medicine and Biology 35(9), 1175 (1990).
M.Ivanenko, P.Hering, Applied Physics B 67(3), 395 (1998)
K.Stock, R.Diebolder, F.Hausladen, R.Hibst, in SPIE BiOS (International Society for Optics and Photonics, 2014), pp.89, 263P-89, 263P.
J.T.Walsh Jr, D.A.Hill, in Optics, Electro-Optics, and Laser Applications in Science and Engineering (International Society for Optics and Photonics, 1991), pp.27-33.
K.Trauner, N.Nishioka, D.Patel, Am.J.Sports Med.18(3), 316 (1990).
J.P.Winkler, A temperature study of laser-irradiated bone.PhD Thesis, University of Tennessee, USA (1997).
B.Fink, T.Schneider, S.Braunstein, G.Schmielau, W.Ruther, Arthroscopy:J.Arthrosc.Relat.Surg.12(2), 217 (1996).
I.M.Stubig, P.A.Reder, G.Facer, H.G.Rylander, A.J.Welch, in OE/LASE’93:Optics, Electro-956 Optics, & Laser Applications in Science& Engineering (International Society for Optics and Photonics, 1993), pp.10-16.
L.R.Friesen, C.M.Cobb, J.W.Rapley, L.Forgas-Brockman, P.Spencer, J.Periodontol.70(1), 959 75 (1999).
Y.M.Lee, R.Tu, A.Chiang, Y.C.Huang, J.Biomed.Opt.12(6), 060505 (2007).
J.I.Youn, P.Sweet, G.M.Peavy, Lasers Surg.Med.39(4), 332 (2007).
J.S.Nelson, A.Orenstein, L.H.L.Liaw, M.W.Berns, Lasers Surg.Med.9(4), 362 (1989).
R.J.O’Donnell, T.F.Deutsch, T.J.Flotte, C.A.Lorente, W.W.Tomford, H.J.Mankin, K.T.Schomacker, J.Orthopaedic Res.14(1), 108 (1996).
K.M.Sasaki, A.Aoki, S.Ichinose, I.Ishikawa, Lasers in Surgery and Medicine 31(5), 322 (2002)
A.Pourzarandian, H.Watanabe, A.Aoki, S.Ichinose, K.M.Sasaki, H.Nitta, I.Ishikawa, 966 Photomed.Laser Therapy 22(4), 342 (2004).
E.D.A. de Mello, R.M.Pagnoncelli, E.Munin, M.Sant, Ana Filho, G.P.S. de Mello, E.A.L.Arisawa, M.G. de Oliveira, Lasers Surg.Med.23(3), 253 (2008).
U.K.Akyol, M.Gungormus, C.Gundogdu, H.Erdem, J Contemp.Dent p.2 (2009).
H.Pretel, R.Lizarelli, L.Ramalho et al., Lasers Surg.Med.39(10), 788 (2007).
J.T.Payne, G.M.Peavy, L.Reinisch, D.C.Van Sickle, Lasers Surg.Med.29(1), 38 (2001).
Clayman L, Fuller T, Beckman H.Healing of continuous-wave and rapid superpulsed, carbon dioxide, laser-induced bone defects.J Oral Surg, 1978;36:932-7.
Small IA, Osborn TP, Fuller T, et al. Observations of carbon dioxide laser and bone bur in the osteotomy of the rabbit tibia.J Oral Surg , 1979;37:159-66.
Ivanenko MM, Fahimi-Weber S, Mitra T, et al. Bone tissue ablation with sub-microS pulses of a Q-switch CO(2) laser:histological examination of thermal side effects.Lasers Med Sci, 2002;17:258-64.
Charlton A, Dickinson MR, King TA, et al. Erbium-YAG and holmiumYAG laser ablation of bone.Lasers Med Sci 1990;5:365-73.
Buchelt M, Kutschera HP, Katterschafka T, et al. Erb:YAG and Hol:YAG laser osteotomy:the effect of laser ablation on bone healing.Lasers Surg Med, 1994;15:373-81.
Devlin H, Dickinson M, Freemont AJ, et al. Healing of bone defects prepared using the Erbium-YAG laser.Lasers Med Sci 1994;9:239-42.
Narendra B.Dahotre and Sameehan S.Joshi, Machining of Bone and Hard Tissues, Sprnger International Publishing, AG Switzerland, 2016.
M.Sussman, P.Smereka, S.Osher, A level set approach for computing solutions to incompressible two-phase flow, Journal of Computational Physics.114 (1994) 146-159.