JP7005937B2 - 繊維含有樹脂構造物及び繊維含有樹脂構造物の製造方法 - Google Patents
繊維含有樹脂構造物及び繊維含有樹脂構造物の製造方法 Download PDFInfo
- Publication number
- JP7005937B2 JP7005937B2 JP2017101831A JP2017101831A JP7005937B2 JP 7005937 B2 JP7005937 B2 JP 7005937B2 JP 2017101831 A JP2017101831 A JP 2017101831A JP 2017101831 A JP2017101831 A JP 2017101831A JP 7005937 B2 JP7005937 B2 JP 7005937B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- fiber
- fibers
- resin structure
- cured product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/88—Adding charges, i.e. additives
- B29B7/90—Fillers or reinforcements, e.g. fibres
- B29B7/905—Fillers or reinforcements, e.g. fibres with means for pretreatment of the charges or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/12—Making granules characterised by structure or composition
- B29B9/14—Making granules characterised by structure or composition fibre-reinforced
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Reinforced Plastic Materials (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
(1) 樹脂と繊維とを含む、樹脂構造物であって、前記樹脂中に前記繊維が開繊された状態で分散するとともに、平均密度が、0.8~1.5(g/cm3)範囲である、繊維含有樹脂構造物。
(2) 前記繊維の平均長さが、1~20mmの範囲である、前項1に記載の繊維含有樹脂構造物。
(3) 前記樹脂中の前記繊維の含有量が、20~80質量%の範囲である、前項1又は2に記載の繊維含有樹脂構造物。
(4) 当該樹脂構造物を断面視した際に、前記繊維の面積分率が、26~45%の範囲である、前項1乃至3のいずれか一項に記載の繊維含有樹脂構造物。
(5) 前記樹脂が、熱硬化性樹脂である、前項1乃至4のいずれか一項に記載の繊維含有樹脂構造物。
(6) 前記樹脂が、熱可塑性樹脂である、前項1乃至4のいずれか一項に記載の繊維含有樹脂構造物。
(7) 当該樹脂構造物中の前記繊維の配向状態を示す配向テンソル値の標準偏差が、0.01~0.35の範囲である、前項1乃至6のいずれか一項に記載の繊維含有樹脂構造物。
(8) 当該繊維含有樹脂構造物の形態が、錠剤である、前項1乃至7のいずれか一項に記載の繊維含有樹脂構造物。
(9) 前記錠剤の厚みが、1mm以上300mm以下である、前項8に記載の繊維含有樹脂構造物。
(11) 前記第1工程を、押出機を用いて行う、前項10に記載の繊維含有樹脂構造物の製造方法。
(12) 前記第2工程において、前記第1工程で前記溶融混合物の計量を行った後、所要の当該溶融混合物を前記金型に移送する、前項10又は11に記載の繊維含有樹脂構造物の製造方法。
(13) 前記第2工程において、前記溶融混合物の計量を行う、前項10又は11に記載の繊維含有樹脂構造物の製造方法。
(14) 前記第1工程において、平均長さが3mm以上50mm以下の繊維の束を樹脂で固めたペレット、又は前記ペレットを固めた集合物を溶融する、前項10乃至13のいずれか一項に記載の繊維含有樹脂構造物の製造方法。
先ず、本発明を適用した一実施形態である繊維含有樹脂構造物(以下、単に「樹脂構造物」という)の構成について説明する。図1は、本発明を適用した一実施形態である樹脂構造物を示す写真である。また、図2は、本実施形態の樹脂構造物の構成を説明するための模式図である。
本実施形態の樹脂構造物Tに適用する樹脂としては、室温において、固体状、液体状、半固体状等のいかなる形態であってもよい。なお、計量時の取扱い性の観点から、樹脂構造物Tとして用いる際に固体状であることが好ましい。

本実施形態の樹脂構造物T中に含まれる繊維の平均長さ(平均繊維長)は、1mm以上20mm以下であるのが好ましく、2mm以上15mm以下であるのがより好ましい。これにより、最終的に得られる硬化物等の機械的強度をさらに優れたものとすることができる。これに対して、平均繊維長が前記下限値未満の場合、繊維の構成材料やその含有率によっては、硬化物等の形状安定性が充分に得られない場合がある。また、平均繊維長が前記上限値を超えた場合には、硬化物等の成形時において、樹脂構造物Tの流動性が充分に得られない場合がある。
(1)電気炉を用いて構造物全体を550℃で加熱し、樹脂を気化させた後、繊維のみを取り出す。
(2)顕微鏡を用いて繊維の長さを測定する(繊維の測定本数:1サンプルにつき500本)。
(3)測定した繊維長から、重量平均繊維長を算出する。
予め表面処理を施すことにより、繊維は、樹脂構造物T中や、後述する硬化物等中での分散性を高めることや、樹脂との密着力を高めること等ができる。
樹脂構造物Tは、さらに、必要に応じて、硬化剤、硬化助剤、充填材、離型剤、顔料、増感剤、酸増殖剤、可塑剤、難燃剤、安定剤、酸化防止剤および帯電防止剤等を含んでいてもよい。
次に、本実施形態の樹脂構造物Tの製造方法の一例について、説明する。図3及び図4は、本発明を適用した一実施形態である樹脂構造物Tの製造方法を説明するための模式図である。
準備工程では、樹脂構造物Tを製造する際に原料として用いるペレットPを準備する。具体的には、先ず、図3に示すように、長繊維の束を樹脂で固めたペレットPを成形する。
ここで、ペレットPは、上述した樹脂構造物Tで説明した樹脂、繊維、及びその他の成分を含んで、概略構成されている。
第1工程では、準備工程で成形したペレットPを加熱し、樹脂を溶融して、溶融した樹脂中に繊維が開繊した状態で分散する樹脂組成物の溶融混合物を得る。本実施形態では、図3に示すように、射出成型機10を用いて溶融混合することにより、ペレットPに含まれる繊維の開繊と繊維の分散を促進させる。
次に、第2工程では、ノズル12の先端に設けられた吐出口12aから溶融混合物をタブレット成形用の予備成形機20の金型内(すなわち、キャビティ内)に押し出す。具体的には、シリンダー11内においてスクリュー13が回転することにより、溶融混合物に対してノズル12方向に向かう応力がかかる。
次に、第3工程では、図4に示すように、予備成形機20において、秤取した溶融混合物を冷却する前に柔らかい状態で加圧して賦形することが好ましい。通常溶融している状態で加圧打錠するため、金型や該混合物を加熱する必要はないが、必要に応じて所要の温度となるまで冷却、あるいは加熱しても構わない。
次に、本実施形態の繊維強化樹脂硬化物の構成について説明する。
本実施形態の繊維強化樹脂硬化物は、上述した樹脂構造物Tのうち、樹脂として熱硬化性樹脂を含むものを原料として製造したものである。すなわち、本実施形態の繊維強化樹脂硬化物は、熱硬化性樹脂と、上記樹脂中に開繊された状態で分散する繊維とを含む繊維含有樹脂構造物を硬化したものである。
(1)先ず、X線CTを用いて測定したデータから得られる二次元画像を二値化する。
(2)次に、二次元画像の全体を、X方向及びY方向のそれぞれがn等分(6≦n≦82)となるように分割する。これにより、画像全体をn2個のボックスに分割する。
(3)次に、各n値において各ボックス内の繊維面積率を算出し、この繊維面積率の平均値(a)と標準偏差(σ)とから、変動係数(Cv(n)=σ/a)を算出する。
(4)次に、x軸にn値の逆数「1/n」、y軸に変動係数「Cv(n)」とした両対数のグラフにおいて各n値についてプロットし、得られた近似直線の傾きに「-1」を乗じた値をフラクタル次元(D)値とする。
フラクタル次元(D)値が大きいほど、樹脂中の繊維の分散性が高いと評価することができる。
(1)先ず、X線CTを用いて測定したデータから、三次元モデルを再構成する。
(2)三次元モデルについて、繊維と樹脂を二値化し分離する。
(3)繊維方向テンソル(Txx,Tyy,Tzz)を算出する。なお、Txx,Tyy,Tzzは、それぞれ、X軸、Y軸、Z軸方向の配向テンソルを示す。また、Txx+Tyy+Tzz=1となる。各々の配向テンソル値が0.33のとき、ランダム配向していると評価することができる。
(4)解析範囲内の合計データ数が2000程度のTxx,Tyy,Tzzから標準偏差を算出する。
本実施形態の繊維強化樹脂硬化物は、成形材料として熱硬化性樹脂を含む樹脂構造物Tを用いた、一般的な圧縮成形、移送成形、移送-圧縮成形等によって製造することができる。
具体的には、予備加熱する場合は、上述した樹脂構造物Tを熱風循環乾燥機、赤外線ヒータ、高周波予熱等を使用することができ、樹脂の種類や使用量に応じて適宜選択すればよく、中でも高周波予熱が効率的であり好ましい。
硬化後、成形品を金型から取り出すことにより、本実施形態の繊維強化樹脂硬化物が得られる。
上記の態様以外にも、タブレットの作製から連続して成形する場合は、予備加熱せずに、例えば、タブレットが柔らかいうちにすぐに金型のキャビティに装入し、成形することも可能である。
次に、本実施形態の繊維強化樹脂成形品の構成について説明する。
本実施形態の繊維強化樹脂成形品は、上述した樹脂構造物Tのうち、樹脂として熱可塑性樹脂を含むものを原料として製造したものである。すなわち、本実施形態の繊維強化樹脂成形品は、熱可塑性樹脂と、上記樹脂中に開繊された状態で分散する繊維とを含む繊維含有樹脂構造物を成形(賦形)したものである。
以下のようにして、ペレットを調製した。
まず、繊維の原繊維としてのシランカップリング剤により表面処理が施されたガラス繊維(Eガラス、PPG社製ガラス繊維ロービング1084、平均径:15μm)を用意した。
得られたペレットを射出成型機の射出ユニットに投入して110℃にて加熱することで樹脂を溶融し、スクリュー周速70mm/sec(直径32mm:回転数43rpm)で繊維を開繊して、溶融混合物を得た。次いで、得られた溶融混合物を射出成型機のノズル先端の吐出口(φ10mm)から吐出し、タブレット形成用の予備成形機の金型キャビティ内に所要量の溶融混合物を溶融状態のまま供給した。次いで、予備成形機の金型に圧力をかけて、長さ70mm×幅40mm×厚み(高さ)15mmのタブレット(繊維含有樹脂構造物)を得た。
得られたペレット、及びタブレットについて、それぞれ下記の評価を行った。なお、評価結果は、下記の表1に示す。
得られたペレット、及びタブレットの平均密度は、「JIS Z8807」に規定の幾何学的測定による密度および比重の測定方法に従って、測定した。
得られたペレット中、及びタブレット中に含まれる繊維の平均長さ(平均繊維長)は、以下の(1)~(3)の手順によって、算出した。
(1)電気炉を用いて構造物全体を550℃で加熱し、樹脂を気化させた後、繊維のみを取り出した。
(2)顕微鏡を用いて繊維の長さを測定した(繊維の測定本数:1サンプルにつき500本)。
(3)測定した繊維長から、重量平均繊維長を算出した。
得られたペレット、及びタブレットを断面視した際の、繊維の面積分率の測定は、X線CT装置(ヤマト科学製、「TDM1000-II」等)を用いて測定した。具体的には、X線CTで測定した断面像から繊維の面積を抽出して、その面積分率を求めた。
得られたペレットのうち、長さ20mm×幅4mm×厚み0.8mmのサンプルを、配向テンソル値の標準偏差を測定するための試験片とした。
これらの試験片の配向テンソル値の標準偏差は、具体的には以下の(1)~(4)の手順によって算出した。
(1)先ず、X線CTを用いて測定したデータから、三次元モデルを再構成した。
(2)三次元モデルについて、繊維と樹脂を二値化し分離した。
(3)繊維方向テンソル(Txx,Tyy,Tzz)を算出した。
(4)解析範囲内の合計データ数が2000程度のTxx,Tyy,Tzzから標準偏差を算出した。
(実施例1)
作製したタブレットを100℃程度で予熱した後に金型に投入し、圧縮成形機を用いて加圧し加熱硬化せしめ、長さ100mm×幅100mm×厚み4mmの硬化物を得た。硬化条件は、金型温度170~180℃、成形圧力20~30MPa、硬化時間3分であった。
得られたペレットを直接金型に投入し、圧縮成形機を用いて加圧し加熱硬化せしめ、長さ100mm×幅100mm×厚み4mmの硬化物を得た。硬化条件は、金型温度170~180℃、成形圧力20~30MPa、硬化時間3分であった。
このようにペレットを直接用いて作製した硬化物を、比較例1の硬化物とした。
実施例1及び比較例1の硬化物について、それぞれ下記の評価を行った。なお、評価結果は、下記の表1に示す。
実施例1及び比較例1の試験片の中央部から、長さ10mm×幅10mm×厚み4mmのサイズを有する部分を切り出して、圧縮強さを測定するための試験片とした。この試験片の圧縮強さを、ISO 604に準拠して測定した。
実施例1及び比較例1の試験片の中央部から、長さ80mm×幅10mm×厚み4mmのサイズを有する部分を切り出して、曲げ強さを測定するための試験片とした。この試験片の曲げ強さを、ISO 178に準拠して測定した。
実施例1及び比較例1の試験片の中央部から、長さ80mm×幅10mm×厚み4mmのサイズを有する部分を切り出して、シャルピー衝撃値を測定するための試験片とした。この試験片のシャルピー衝撃値を、ISO 179に準拠して測定した。
実施例1及び比較例1の試験片の中央部から、長さ80mm×幅10mm×厚み4mmのサイズを有する部分を切り出して、フラクタル値を測定するための試験片とした。この試験片のフラクタル値(フラクタル次元(D)値)は、具体的には以下の(1)~(4)の手順によって算出した。
(1)先ず、X線CTを用いて測定したデータから得られる二次元画像を二値化した。
(2)次に、二次元画像の全体を、X方向及びY方向のそれぞれがn等分(n=6、12、16、25、36、41、82)となるように分割した。これにより、画像全体をn2個のボックスに分割した。
(3)次に、各n値において各ボックス内の繊維面積率を算出し、この繊維面積率の平均値(a)と標準偏差(σ)とから、変動係数(Cv(n)=σ/a)を算出した。
(4)次に、x軸にn値の逆数「1/n」、y軸に変動係数「Cv(n)」とした両対数のグラフにおいて各n値についてプロットし、得られた近似直線の傾きに「-1」を乗じた値をフラクタル次元(D)値とした。
実施例1及び比較例1の試験片の中央部から、長さ80mm×幅10mm×厚み4mmのサイズを有する部分を切り出して、配向テンソル値の標準偏差を測定するための試験片とした。この試験片の配向テンソル値の標準偏差は、具体的には以下の(1)~(4)の手順によって算出した。
(1)先ず、X線CTを用いて測定したデータから、三次元モデルを再構成した。
(2)三次元モデルについて、繊維と樹脂を二値化し分離した。
(3)繊維方向テンソル(Txx,Tyy,Tzz)を算出した。
(4)解析範囲内の合計データ数が2000程度のTxx,Tyy,Tzzから標準偏差を算出した。

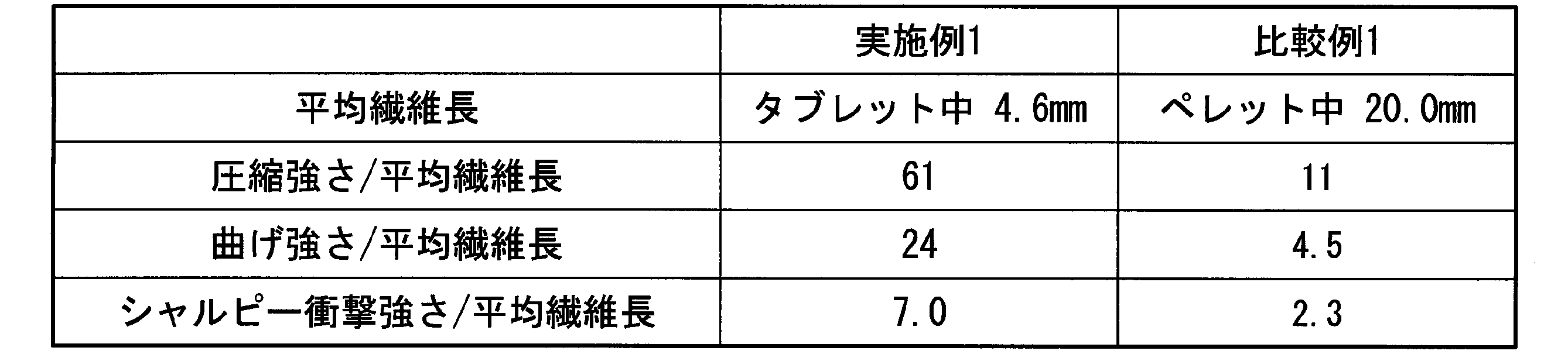
さらに、平均繊維長に対する硬化物の圧縮強さ、曲げ強さ、及びシャルピー衝撃強さの比について、実施例1と比較例1とを比較すると、比較例1よりも実施例1の方が顕著に大きな値であった。
Claims (12)
- 樹脂と繊維とを含む、樹脂構造物であって、
前記樹脂中に前記繊維が開繊された状態で分散するとともに、
平均密度が、0.8~1.5(g/cm3)の範囲であり、
当該樹脂構造物の形態が、錠剤である、繊維含有樹脂構造物。 - 前記繊維の平均長さが、1~20mmの範囲である、請求項1に記載の繊維含有樹脂構造物。
- 前記樹脂中の前記繊維の含有量が、20~80質量%の範囲である、請求項1又は2に記載の繊維含有樹脂構造物。
- 当該樹脂構造物を断面視した際に、前記繊維の面積分率が、26~45%の範囲である、請求項1乃至3のいずれか一項に記載の繊維含有樹脂構造物。
- 前記樹脂が、熱硬化性樹脂である、請求項1乃至4のいずれか一項に記載の繊維含有樹脂構造物。
- 前記樹脂が、熱可塑性樹脂である、請求項1乃至4のいずれか一項に記載の繊維含有樹脂構造物。
- 当該樹脂構造物中の前記繊維の配向状態を示す配向テンソル値の標準偏差が、0.01~0.35の範囲である、請求項1乃至6のいずれか一項に記載の繊維含有樹脂構造物。
- 前記錠剤の厚みが、1mm以上300mm以下である、請求項1乃至7のいずれか一項に記載の繊維含有樹脂構造物。
- 樹脂と繊維とを含む、樹脂構造物の製造方法であって、
溶融した前記樹脂中に繊維が開繊した状態で分散した樹脂組成物の溶融混合物を得る、第1工程と、
前記溶融混合物を、溶融状態を維持したまま金型のキャビティ内に移送する、第2工程と、を含み、
前記第1工程において、平均長さが3mm以上50mm以下の繊維の束を樹脂で固めたペレット、又は前記ペレットを固めた集合物を溶融する、繊維含有樹脂構造物の製造方法。 - 前記第1工程を、押出機を用いて行う、請求項9に記載の繊維含有樹脂構造物の製造方法。
- 前記第2工程において、前記第1工程で前記溶融混合物の計量を行った後、所要の当該溶融混合物を前記金型に移送する、請求項9又は10に記載の繊維含有樹脂構造物の製造方法。
- 前記第2工程において、前記溶融混合物の計量を行う、請求項9又は10に記載の繊維含有樹脂構造物の製造方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016103788 | 2016-05-24 | ||
| JP2016103788 | 2016-05-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017210616A JP2017210616A (ja) | 2017-11-30 |
| JP7005937B2 true JP7005937B2 (ja) | 2022-02-10 |
Family
ID=60476031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017101831A Active JP7005937B2 (ja) | 2016-05-24 | 2017-05-23 | 繊維含有樹脂構造物及び繊維含有樹脂構造物の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7005937B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102258741B1 (ko) * | 2019-12-24 | 2021-06-01 | 주식회사 패트리온 | 수소 생산을 위한 금속연료 제조방법 및 그 조성물 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017203943A1 (ja) * | 2016-05-24 | 2017-11-30 | 住友ベークライト株式会社 | 繊維含有粒状樹脂構造物、繊維含有粒状樹脂構造物の製造方法、繊維強化樹脂硬化物、及び繊維強化樹脂成形品 |
| JP2024039216A (ja) * | 2022-09-09 | 2024-03-22 | ポリプラスチックス株式会社 | 樹脂成形品中における充填材の配向状態の解析方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013173330A (ja) | 2012-02-27 | 2013-09-05 | Toyota Motor Corp | 繊維強化樹脂材の製造方法 |
| JP2015163468A (ja) | 2014-01-29 | 2015-09-10 | 住友ベークライト株式会社 | 成形品の製造方法および成形品 |
| JP2015163816A (ja) | 2014-01-29 | 2015-09-10 | 住友ベークライト株式会社 | 裏板の製造方法、裏板およびブレーキパッド |
-
2017
- 2017-05-23 JP JP2017101831A patent/JP7005937B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013173330A (ja) | 2012-02-27 | 2013-09-05 | Toyota Motor Corp | 繊維強化樹脂材の製造方法 |
| JP2015163468A (ja) | 2014-01-29 | 2015-09-10 | 住友ベークライト株式会社 | 成形品の製造方法および成形品 |
| JP2015163816A (ja) | 2014-01-29 | 2015-09-10 | 住友ベークライト株式会社 | 裏板の製造方法、裏板およびブレーキパッド |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102258741B1 (ko) * | 2019-12-24 | 2021-06-01 | 주식회사 패트리온 | 수소 생산을 위한 금속연료 제조방법 및 그 조성물 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017210616A (ja) | 2017-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6819806B2 (ja) | 繊維含有粒状樹脂構造物及び繊維強化樹脂硬化物 | |
| Fu et al. | Science and engineering of short fibre-reinforced polymer composites | |
| EP3101057B1 (en) | Method for producing a molded article | |
| US12304162B2 (en) | Method for producing press-molded body | |
| EP3760666B1 (en) | Fiber-reinforced thermoplastic resin prepreg and shaped article | |
| JP7005937B2 (ja) | 繊維含有樹脂構造物及び繊維含有樹脂構造物の製造方法 | |
| Kmetty et al. | Development and characterisation of injection moulded, all-polypropylene composites | |
| JP6497088B2 (ja) | 裏板の製造方法、裏板およびブレーキパッド | |
| EP2913552A1 (en) | Back-plate composition, back plate, brake pad, and caliper device | |
| JP2016199681A (ja) | 繊維強化複合材料 | |
| JP5255541B2 (ja) | プロピレン系樹脂組成物 | |
| JP6569227B2 (ja) | 成形品の製造方法 | |
| JP5972721B2 (ja) | 熱可塑性樹脂組成物 | |
| WO2021153366A1 (ja) | 炭素繊維とガラス繊維を含むコールドプレス成形体、およびその製造方法 | |
| JPWO2019093192A1 (ja) | 繊維含有樹脂組成物 | |
| Dong et al. | A facile method for improving interlayer adhesion of polyamide 6/carbon fiber composites for fused filament fabrication | |
| JP6955506B2 (ja) | Peek樹脂組成物成形体 | |
| JP2017222125A (ja) | 繊維強化樹脂成形物の製造方法 | |
| Zhang et al. | Polypropylene-glass-fiber composites fabricated by direct-fiber-feeding injection molding: effect of sizing agent and screw speed | |
| Aslan | Effects of SiC content and printing speed on mechanical characteristics of composites fabricated via a hybrid process | |
| JP2024088819A (ja) | 成形体の製造方法 | |
| JP2018144444A (ja) | 押出装置及び成形材料の製造方法 | |
| JP2018144443A (ja) | 押出装置及び成形材料の製造方法 | |
| JP2012096368A (ja) | 成形品、高強度部材および成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200406 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210419 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210601 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210706 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211207 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211220 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7005937 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |