JP7019548B2 - 二次電池及び二次電池の製造方法 - Google Patents
二次電池及び二次電池の製造方法 Download PDFInfo
- Publication number
- JP7019548B2 JP7019548B2 JP2018223020A JP2018223020A JP7019548B2 JP 7019548 B2 JP7019548 B2 JP 7019548B2 JP 2018223020 A JP2018223020 A JP 2018223020A JP 2018223020 A JP2018223020 A JP 2018223020A JP 7019548 B2 JP7019548 B2 JP 7019548B2
- Authority
- JP
- Japan
- Prior art keywords
- positive electrode
- negative electrode
- metal fiber
- current collector
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 229910052751 metal Inorganic materials 0.000 claims description 142
- 239000002184 metal Substances 0.000 claims description 142
- 239000000835 fiber Substances 0.000 claims description 106
- 238000000034 method Methods 0.000 claims description 20
- 239000000945 filler Substances 0.000 claims description 19
- 230000008018 melting Effects 0.000 claims description 13
- 238000002844 melting Methods 0.000 claims description 13
- 238000005304 joining Methods 0.000 claims description 8
- 239000000463 material Substances 0.000 claims description 7
- 229910000679 solder Inorganic materials 0.000 claims description 4
- 230000001112 coagulating effect Effects 0.000 claims 1
- 230000001965 increasing effect Effects 0.000 description 10
- 238000003860 storage Methods 0.000 description 10
- 230000001678 irradiating effect Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 4
- 230000008014 freezing Effects 0.000 description 4
- 238000007710 freezing Methods 0.000 description 4
- 239000012466 permeate Substances 0.000 description 4
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 3
- 238000007664 blowing Methods 0.000 description 3
- 229910001873 dinitrogen Inorganic materials 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 229910001416 lithium ion Inorganic materials 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 229910052987 metal hydride Inorganic materials 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
以下、図面を参照して本発明の第1の実施形態について説明する。図1は、本発明の二次電池10の一例を示す概略図である。二次電池10は、筐体11と、当該筐体11に収容された電極体とを備える。電極体は、正極を構成する電極シート(以下、「正極シート」とする。)と、負極を構成する電極シート(以下、「負極シート」とする。)を備えており、正極シート及び負極シートに蓄えられた電気は、それぞれ正極集電部及び負極集電部で集電され、正極端子12及び負極端子13を介して放電される。以下の説明では、二次電池10内の正極シート及び負極シートが積層された方向を積層方向とする。なお、図1に示す実施形態では、正極端子12及び負極端子13は、二次電池10の上部に設けられるが、二次電池10の側部に正極端子12及び負極端子13を設けてもよい。
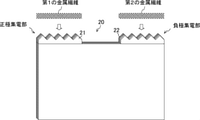
図5は、本発明の第2の実施形態に係る上部に集電部を有する電極体を示す斜視図である。第2の実施形態では、正極端子12及び正極タブ21を連結する集電部品23(以下、「正極集電部品」とする。)と、負極端子13及び負極タブ22を連結する集電部品24(以下、「負極集電部品」とする。)が、それぞれ第1の金属繊維及び第2の金属繊維を用いて、正極タブ21及び負極タブ22に接合される。なお、第2の実施形態では、正極タブ21及び負極タブ22は、上述した接合方法により、それぞれ接合されているものとする。
11 筐体
12 正極端子
13 負極端子
20 電極体
21 正極タブ
22 負極タブ
23 正極集電部品
24 負極集電部品
30 電極体
31 正極タブ
32 負極タブ
33 正極集電部品
34 負極集電部品
Claims (11)
- 筐体と、
前記筐体に収容された正極シート及び負極シートが積層された電極体と
を備える二次電池であって、
前記電極体は、
前記電極体の正極集電部において突出した複数の正極シートの突出部が、溶融して凝固した第1の金属繊維によって互いに接合され、
前記電極体の負極集電部において突出した複数の負極シートの突出部が、溶融して凝固した第2の金属繊維によって互いに接合されていることを特徴とする、二次電池。 - 前記複数の正極シートの突出部は、前記第1の金属繊維と共に溶融して凝固した溶加材によって互いに接合され、
前記複数の負極シートの突出部は、前記第2の金属繊維と共に溶融して凝固した溶加材によって互いに接合されていることを特徴とする、請求項1に記載の二次電池。 - 正極端子に接続された正極集電部品が、溶融して凝固した第1の金属繊維によって前記複数の正極シートの突出部に接合され、
負極端子に接続された負極集電部品が、溶融して凝固した第2の金属繊維によって前記複数の負極シートの突出部に接合されていることを特徴とする、請求項1又は2に記載の二次電池。 - 前記正極集電部品は、前記第1の金属繊維と共に溶融して凝固した溶加材によって前記複数の正極シートの突出部に接合され、
前記負極集電部品は、前記第2の金属繊維と共に溶融して凝固した溶加材によって前記複数の負極シートの突出部に接合されていることを特徴とする、請求項3に記載の二次電池。 - 前記溶加材は、蝋又は半田であることを特徴とする、請求項2又は4に記載の二次電池。
- 前記複数の正極シートの突出部は1以上の突起を有し、
前記複数の負極シートの突出部は1以上の突起を有することを特徴とする、請求項1~5のいずれか1項に記載の二次電池。 - 前記正極集電部品及び前記負極集電部品は、それぞれ複数のスリットを有することを特徴とする、請求項3又は4に記載の二次電池。
- 前記正極集電部品の複数のスリットには、前記複数の正極シートの突出部が有する1以上の突起の少なくとも一部が収容され、
前記負極集電部品の複数のスリットには、前記複数の負極シートの突出部が有する1以上の突起の少なくとも一部が収容されることを特徴とする、請求項7に記載の二次電池。 - 前記第1の金属繊維を構成する金属は、前記正極シートを構成する金属と同種類の金属であり、
前記第2の金属繊維を構成する金属は、前記負極シートを構成する金属と同種類の金属であることを特徴とする、請求項1~8のいずれか1項に記載の二次電池。 - 前記電極体は、捲回型電極体または積層型電極体である、請求項1~9のいずれか1項に記載の二次電池。
- 筐体と、前記筐体に収容された正極シート及び負極シートが積層された電極体とを備える二次電池の製造方法であって、
前記電極体の正極集電部において突出した複数の正極シートの突出部に第1の金属繊維を配置する工程と、
前記第1の金属繊維を溶融させる工程と、
溶融した前記第1の金属繊維を凝固させることにより、前記複数の正極シートの突出部を互いに接合する工程と、
前記電極体の負極集電部において突出した複数の負極シートの突出部に第2の金属繊維を配置する工程と、
前記第2の金属繊維を溶融させる工程と、
溶融した前記第2の金属繊維を凝固させることにより、前記複数の負極シートの突出部を互いに接合する工程と
を含む、二次電池の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018223020A JP7019548B2 (ja) | 2018-11-29 | 2018-11-29 | 二次電池及び二次電池の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018223020A JP7019548B2 (ja) | 2018-11-29 | 2018-11-29 | 二次電池及び二次電池の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020087802A JP2020087802A (ja) | 2020-06-04 |
| JP7019548B2 true JP7019548B2 (ja) | 2022-02-15 |
Family
ID=70908691
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018223020A Active JP7019548B2 (ja) | 2018-11-29 | 2018-11-29 | 二次電池及び二次電池の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7019548B2 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019061925A (ja) | 2017-09-28 | 2019-04-18 | プライムアースEvエナジー株式会社 | 二次電池 |
| JP2019207767A (ja) | 2018-05-28 | 2019-12-05 | 株式会社豊田自動織機 | 蓄電装置の製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3578303B2 (ja) * | 1997-03-12 | 2004-10-20 | トヨタ自動車株式会社 | 密閉型角形電池の電極の製造方法 |
-
2018
- 2018-11-29 JP JP2018223020A patent/JP7019548B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019061925A (ja) | 2017-09-28 | 2019-04-18 | プライムアースEvエナジー株式会社 | 二次電池 |
| JP2019207767A (ja) | 2018-05-28 | 2019-12-05 | 株式会社豊田自動織機 | 蓄電装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020087802A (ja) | 2020-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101325248B (zh) | 锂离子二次电池 | |
| KR101161965B1 (ko) | 이차전지용 집전단자판, 이차전지 및 이차전지의 제조방법 | |
| JP6593304B2 (ja) | 蓄電デバイスおよび蓄電デバイスの製造方法 | |
| JP6853762B2 (ja) | 二次電池 | |
| JP2009117092A (ja) | 二次電池及びその製造方法 | |
| CN101312236B (zh) | 锂离子二次电池 | |
| JP5630202B2 (ja) | 溶接方法および溶接装置および電池の製造方法 | |
| JP2008258145A (ja) | 二次電池および二次電池の製造方法 | |
| JP2017168403A (ja) | 二次電池およびその製造方法 | |
| JP5179103B2 (ja) | 二次電池および二次電池の製造方法 | |
| JP2020013733A (ja) | 蓄電装置、及び蓄電装置の製造方法 | |
| CN105390656A (zh) | 二次电池集电端子和二次电池的制造方法 | |
| JP2023103708A (ja) | 二次電池および二次電池の製造方法 | |
| JP2019207767A (ja) | 蓄電装置の製造方法 | |
| KR20220068555A (ko) | 레이저 용접법을 이용하여 배터리 셀을 제조하는 방법 및 이를 이용하여 제조된 배터리 셀 | |
| JP7019548B2 (ja) | 二次電池及び二次電池の製造方法 | |
| JP2018037333A (ja) | 二次電池の製造方法 | |
| JP2007115584A (ja) | 二次電池とその製造方法及び二次電池用集電板 | |
| JP6834972B2 (ja) | 電極組立体 | |
| JP6493188B2 (ja) | 電池の製造方法 | |
| JP5158435B2 (ja) | 電池及びその製造方法 | |
| JP2018073767A (ja) | 二次電池の製造方法 | |
| JP2017084653A (ja) | 電極組立体の製造方法および電極組立体 | |
| JP2017107814A (ja) | 蓄電素子及びその製造方法 | |
| JP2015109140A (ja) | 密閉型電池の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210217 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220201 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220202 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7019548 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |