JP7024246B2 - 方向性電磁鋼板の製造方法 - Google Patents
方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP7024246B2 JP7024246B2 JP2017155712A JP2017155712A JP7024246B2 JP 7024246 B2 JP7024246 B2 JP 7024246B2 JP 2017155712 A JP2017155712 A JP 2017155712A JP 2017155712 A JP2017155712 A JP 2017155712A JP 7024246 B2 JP7024246 B2 JP 7024246B2
- Authority
- JP
- Japan
- Prior art keywords
- mass
- steel strip
- slab
- content
- nitriding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Description

次に、スラブの組成について説明する。
Cの含有量が0.04%未満であると、一次再結晶により得られる集合組織が適切でなくなる。Cの含有量が0.09質量%を超えていると、脱炭処理(ステップS5)が困難になる。従って、Cの含有量は0.04質量%~0.09質量%とする。
Siの含有量が2.5質量%未満であると、良好な鉄損が得られない。Siの含有量が4.0質量%を超えていると、冷間圧延(ステップS4)が極めて困難となる。従って、Siの含有量は、2.5質量%~4.0質量%とする。
Mnの含有量が0.045質量%未満であると、熱間圧延(ステップS2)にて割れが発生しやすく、歩留まりが低下する。また、二次再結晶(ステップS7)が安定しない。Mnの含有量が0.065質量%を超えていると、スラブ中のMnS及びMnSeが多くなるので、これらを適切に固溶させるために、スラブ加熱(ステップS1)の温度を高くする必要があり、コストの増加等につながる。また、Mnの含有量が0.065質量%を超えていると、スラブ加熱(ステップS1)時にMnの固溶の程度が場所により不均一になりやすい。従って、Mnの含有量は、0.045質量%~0.065質量%とする。
酸可溶性Alは、Nと結合してAlNを形成する。そして、AlNが一次インヒビター及び二次インヒビターとして機能する。上述のように、一次インヒビターは焼鈍(ステップS3)において形成され、二次インヒビターは窒化処理(ステップS6)において形成される。酸可溶性Alの含有量が0.022質量%未満であると、AlNの形成量が不足し、また、二次再結晶(ステップS7)により得られる結晶粒のGoss方位([110]<001>)の集積度が低くなる。酸可溶性Alの含有量が0.031質量%を超えていると、スラブ加熱(ステップS1)時にAlNを確実に固溶させるために、その温度を高くする必要がある。従って、酸可溶性Alの含有量は、0.022質量%~0.031質量%とする。
Nは、インヒビターとして機能するAlNの形成に重要である。しかし、Nの含有量が0.006質量%を超えていると、確実な固溶のために、スラブ加熱(ステップS1)の温度を1390℃よりも高くする必要がある。また、二次再結晶(ステップS7)により得られる結晶粒のGoss方位の集積度が低下する。Nの含有量が0.003質量%未満であると、一次インヒビターとして機能するAlNを十分に析出させることができず、一次再結晶(ステップS5)により得られる結晶粒(一次再結晶粒)の粒径の制御が困難になる。このため、二次再結晶(ステップS7)が不安定になる。従って、Nの含有量は、0.003質量%~0.006質量%とする。
S及びSeは、Mnと結合し、Mnとの化合物が一次インヒビターとして機能する。また、これらの化合物はAlNの析出核としても有用である。Sの含有量を[S]、Seの含有量を[Se]とすると、S及びSeの含有量のS当量Seqは、「[S]+0.406×[Se]」で表わされ、S及びSeの含有量が、S当量Seqに換算して0.021質量%を超えていると、確実な固溶のために、スラブ加熱(ステップS1)の温度を高くする必要がある。S及びSeの含有量が、S当量Seqに換算して0.013質量%未満であると、一次インヒビターを十分に析出させることができず(ステップS3)、二次再結晶(ステップS7)が不安定になる。従って、S及びSeの含有量は、S当量Seqに換算して0.013質量%~0.021質量%とする。
TiはNと結合してTiNを形成する。そして、Tiの含有量が0.005質量%を超えていると、AlNの形成に寄与するNが不足し、一次インヒビター及び二次インヒビターが不足する。この結果、二次再結晶(ステップS7)が不安定になる。また、TiNは仕上げ焼鈍(ステップS7)後においても残存し、磁気特性(特に鉄損)を劣化させる。このため、Tiの含有量は、0.005質量%以下とする。
Cuは、熱間圧延中の適切な冷却によりMnS及び/又はMnSeの表面に析出し、MnS及び/又はMnSeの一次インヒビターとしての機能を向上せしめる。また、表面にCuが析出したMnS及び/又はMnSeは二次インヒビターとして機能するAlNの分散をより均一にする析出核としても機能する。このため、表面にCuが析出したMnS及び/又はMnSeは、二次再結晶(ステップS7)の安定化に寄与する。Cuの含有量が0.05質量%未満であると、これらの効果を得にくい。Cuの含有量が0.3質量%を超えていると、これらの効果が飽和し、また、熱間圧延(ステップS2)時に「カッパーヘゲ」とよばれる表面疵を生じさせることがある。従って、Cuの含有量は、0.05質量%~0.3質量%とする。
Sn及びSbは、一次再結晶(ステップS5)により得られる集合組織の改善に有効である。また、Sn及びSbは粒界偏析元素であり、二次再結晶(ステップS7)を安定化させ、二次再結晶により得られる結晶粒の粒径を小さくする。Sn及びSbの含有量が総計で0.02質量%未満であると、これらの効果を得にくい。Sn及びSbの含有量が総計で0.30質量%を超えていると、脱炭処理(ステップS5)時に冷延鋼帯が酸化されにくく、酸化層が十分に形成されない。また、脱炭が困難になることがある。従って、Sn及びSbの含有量は、総計で0.02質量%~0.30質量%であることが好ましい。
Crは、脱炭処理(ステップS5)時の良好な酸化層の形成に有効である。酸化層は、脱炭等に寄与するだけでなく、方向性電磁鋼板への張力の付与にも寄与する。Crの含有量が0.02質量%未満であると、この効果を得にくい。Crの含有量が0.30質量%を超えていると、脱炭処理(ステップS5)時に、冷延鋼帯が酸化されにくく、酸化層が十分に形成されずに、脱炭が困難になることがある。従って、Crの含有量は、0.02質量%~0.30質量%であることが好ましい。
次に、図1に示す各製造工程の条件について説明する。
ステップS1では、上述のような組成のスラブの加熱を行う。スラブを得るための方法は特に限定されない。例えば、連続鋳造法によりスラブを作製することができる。また、スラブ加熱を容易に行うために、分塊法を採用してもよい。分塊法の採用により、炭素含有量を減じることができる。具体的には、連続鋳造法により初期の厚さが150mm~300mm、好ましくは200mm~250mmのスラブを製造する。また、スラブの初期の厚さを約30mm~70mmとして、所謂薄いスラブを作製してもよい。薄スラブ法を採用した場合、熱間圧延(ステップS2)の際に、中間厚みへの粗圧延を簡省略することが可能となる。
ステップS2では、スラブ加熱後のスラブを熱間圧延し、熱延鋼帯を得る。
ステップS3では、熱延鋼帯の焼鈍を行い、AlN、MnS及びMnSe等の析出物(一次インヒビター)を形成する。
ステップS4では、焼鈍後の鋼帯の冷間圧延を行い、冷延鋼帯を得る。冷間圧延の回数は特に限定されない。なお、冷間圧延を1回のみを行う場合は、冷間圧延の前に熱延鋼帯の焼鈍(ステップS3)を、最終冷間圧延前焼鈍として行っておく。また、複数回の冷間圧延を行う場合には、冷間圧延の間に中間焼鈍を行うことが好ましい。複数回の冷間圧延を行う場合、ステップS3の焼鈍を省略して、中間焼鈍において一次インヒビターを形成してもよい。
ステップS5では、冷延鋼帯の焼鈍を行い、この焼鈍の過程で脱炭を行い、一次再結晶を生じさせる。また、この焼鈍の結果、冷延鋼帯の表面に酸化層が形成される。一次再結晶により得られる結晶粒の平均粒径(円相当面積の直径)は、8μm以上15μm以下とする。一次再結晶粒の平均粒径が8μm未満であると、仕上げ焼鈍(ステップS7)時に二次再結晶が生じる温度が極めて低くなる。つまり、低温で二次再結晶が生じてしまう。この結果、Goss方位の集積度が低下する。一次再結晶粒の平均粒径が15μmを超えていると、仕上げ焼鈍(ステップS7)時に二次再結晶が生じる温度が高くなる。この結果、二次再結晶(ステップS7)が不安定になる。なお、一次再結晶粒の平均粒径は、スラブ加熱(ステップS1)の温度を1280℃以上としてインヒビターとして機能する物質を完全に固溶させた場合には、最終冷間圧延前焼鈍(ステップS3)の温度及び焼鈍(ステップS5)の温度を変化させても、概ね8μm以上15μm以下となる。
ステップS6では、一次再結晶後の鋼帯の窒化処理を行う。この窒化処理では、酸可溶性Alと結合するNを鋼帯に導入し、二次インヒビターを形成する。このとき、Nの導入量が少なすぎると、二次再結晶(ステップS7)が不安定となる。Nの導入量が多すぎると、Goss方位の集積度が極めて劣化し、また、地鉄が露出するグラス皮膜欠陥が多発する。そこで、Nの導入量に関して、以下のような条件を設定する。



ステップS7では、例えばMgOを主成分とする焼鈍分離剤(例えば、MgOを90質量%以上含有する焼鈍分離剤)をコーティングした後仕上げ焼鈍を行い、二次再結晶を生じさせる。
表1に示す成分からなるスラブを溶製し、1340℃でスラブ加熱を行った(ステップS1)。


表1に示す鋼No.A9、No.A18又はNo.A19の成分からなるスラブを溶製し、表3に示す温度でスラブ加熱を行った(ステップS1)。次いで、熱間圧延を行い(ステップS2)、熱延鋼帯を得た。熱間圧延の仕上げ圧延の条件も表3に示す。仕上げ圧延の時間は、仕上げ圧延の開始から終了までの時間である。巻取開始までの時間は、仕上げ圧延の終了から巻取開始までの時間である。熱間圧延の後、熱延鋼帯の連続焼鈍を1120℃で60秒間行い、20℃/秒で冷却した(ステップS3)。続いて、200℃~250℃で鋼帯の冷間圧延を行い、冷延鋼帯を得た(ステップS4)。冷延鋼帯の厚さ及び最終冷間圧延の圧延率も表3に示す。


Claims (6)
- C:0.040質量%~0.090質量%、
Si:2.50質量%~4.00質量%、
酸可溶性Al:0.0220質量%~0.0310質量%、
N:0.0030質量%~0.0060質量%、
S及びSe:Sの含有量を[S]、Seの含有量を[Se]としたとき、「[S]+0.405×[Se]」で表わされるS当量Seqに換算して0.0130質量%~0.0210質量%、
Mn:0.045質量%~0.065質量%、及び
Cu:0.05質量%~0.30質量%、
を含有し、
Tiの含有量が0.0050質量%以下であり、残部がFe及び不可避的不純物からなるスラブを1280℃~1390℃で加熱して、インヒビターとして機能する物質を固溶させる工程と、
次に、前記スラブの熱間圧延を行うことにより、鋼帯を得る熱間圧延工程と、
前記鋼帯の焼鈍により、前記鋼帯中に一次インヒビターを形成する熱延板焼鈍工程と、
次に、前記鋼帯の1回以上の冷間圧延を行う冷間圧延工程と、
次に、前記鋼帯の焼鈍により、脱炭を行い、一次再結晶を生じさせる脱炭焼鈍工程と、
次に、前記鋼帯に対して、その走行状態下で水素、窒素及びアンモニアの混合ガス中で窒化処理して、前記鋼帯中に二次インヒビターを形成する窒化処理工程と、
次に、前記鋼帯の焼鈍により、二次再結晶を生じさせる仕上焼鈍工程と、
を有し、
前記熱間圧延工程では、仕上げ圧延の開始温度を1080℃以上とし、前記仕上げ圧延の終了温度を970℃以上とし、前記仕上げ圧延の開始から終了までの時間を30秒以上110秒以下とし、前記仕上げ圧延の終了から30秒以内に650℃以下で巻き取り、
前記熱間圧延工程において、前記スラブに含有されるNのうち前記鋼帯中にAlNとして析出したものの割合を20%以下とし、前記スラブに含有されるS及びSeのうち前記鋼帯中にMnS又はMnSeとして析出したものの割合をS当量に換算して45%以下とし、
前記1回以上の冷間圧延のうちで最終のものにおける圧延率を84.0%~92.0%とし、
前記一次再結晶により得られた結晶粒の円相当の平均粒径(直径)を8μm以上15μm以下とし、
前記スラブ中のMnの含有量(質量%)を[Mn]としたとき、式(1)で表わされる値Aが式(2)を満たし、



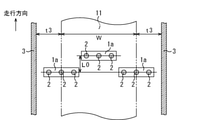
前記窒化炉は、
前記鋼帯が走行する領域を基準として、前記鋼帯の2表面のうちの一方側のみに設けられ、アンモニアガスが通流する1以上の導入管と、
前記導入管に設けられた複数のノズルと、
を有し、
前記ノズルの先端と前記鋼帯との最短距離をt1、
前記鋼帯と前記窒化炉の前記導入管とは逆側に位置する壁部との距離をt2、
前記鋼帯の幅方向の両端部から前記窒化炉の前記鋼帯の側方に位置する壁部との距離をt3、
前記鋼帯の幅をW、
前記複数のノズルのうち、一端に位置するノズルと他端に位置するノズルの両端に位置するノズルの中心間隔となる最大幅をL、
前記複数のノズルのうちで隣接するもの同士の中心間隔をlとしたとき、
式(7)~式(11)の関係が満たされる

- 前記導入管は、3個の導入管片から構成されており、
前記3個の導入管片同士の前記鋼帯の走行方向における間隔は550mm以下であることを特徴とする請求項1に記載の方向性電磁鋼板の製造方法。 - 前記スラブは、更に、Sn及びSbからなる群から選択された少なくとも1種を総計で0.02質量~0.30質量%含有することを特徴とする請求項1または2に記載の方向性電磁鋼板の製造方法。
- 前記1回以上の冷間圧延のうちで最終のものの少なくとも1パスにおいて、前記鋼帯を100℃~300℃の温度範囲に1分以上保つことを特徴とする請求項1乃至3のいずれか1項に記載の方向性電磁鋼板の製造方法。
- 前記脱炭焼鈍工程において、昇温開始から650℃以上までの加熱速度を100℃/秒以上とすることを特徴とする請求項1乃至4のいずれか1項に記載の方向性電磁鋼板の製造方法。
- 前記脱炭焼鈍工程において、常温から800℃までの加熱速度を100℃/秒以上とすることを特徴とする請求項1乃至4のいずれか1項に記載の方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017155712A JP7024246B2 (ja) | 2017-08-10 | 2017-08-10 | 方向性電磁鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017155712A JP7024246B2 (ja) | 2017-08-10 | 2017-08-10 | 方向性電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019035104A JP2019035104A (ja) | 2019-03-07 |
| JP7024246B2 true JP7024246B2 (ja) | 2022-02-24 |
Family
ID=65636793
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017155712A Active JP7024246B2 (ja) | 2017-08-10 | 2017-08-10 | 方向性電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7024246B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102749325B1 (ko) * | 2019-09-18 | 2025-01-03 | 닛폰세이테츠 가부시키가이샤 | 방향성 전자 강판의 제조 방법 |
| CN111097884B (zh) * | 2019-12-31 | 2021-09-14 | 华北理工大学 | 一种硅钢薄带的制备方法 |
| CN112536424B (zh) * | 2020-11-13 | 2022-05-17 | 华北理工大学 | 分段控温调整气体流量快速脱碳炼钢的装置及使用方法 |
| JP7696688B2 (ja) * | 2023-11-27 | 2025-06-23 | 東北特殊鋼株式会社 | 磁性材料およびその製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003166019A (ja) | 2001-12-03 | 2003-06-13 | Nippon Steel Corp | 磁気特性の優れた一方向性電磁鋼板とその製造方法 |
| WO2010029921A1 (ja) | 2008-09-10 | 2010-03-18 | 新日本製鐵株式会社 | 方向性電磁鋼板の製造方法 |
| JP2011179087A (ja) | 2010-03-02 | 2011-09-15 | Nippon Steel Corp | 方向性電磁鋼板の製造における鋼板の窒化方法 |
| JP2011190485A (ja) | 2010-03-12 | 2011-09-29 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| WO2017057487A1 (ja) | 2015-09-28 | 2017-04-06 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板用の熱延鋼板 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3674183B2 (ja) * | 1996-10-11 | 2005-07-20 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| KR101539752B1 (ko) * | 2012-12-27 | 2015-07-27 | 주식회사 포스코 | 방향성 전기강판 및 그 제조방법 |
-
2017
- 2017-08-10 JP JP2017155712A patent/JP7024246B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003166019A (ja) | 2001-12-03 | 2003-06-13 | Nippon Steel Corp | 磁気特性の優れた一方向性電磁鋼板とその製造方法 |
| WO2010029921A1 (ja) | 2008-09-10 | 2010-03-18 | 新日本製鐵株式会社 | 方向性電磁鋼板の製造方法 |
| JP2011214153A (ja) | 2008-09-10 | 2011-10-27 | Nippon Steel Corp | 方向性電磁鋼板の製造方法 |
| JP2011179087A (ja) | 2010-03-02 | 2011-09-15 | Nippon Steel Corp | 方向性電磁鋼板の製造における鋼板の窒化方法 |
| JP2011190485A (ja) | 2010-03-12 | 2011-09-29 | Jfe Steel Corp | 方向性電磁鋼板の製造方法 |
| WO2017057487A1 (ja) | 2015-09-28 | 2017-04-06 | 新日鐵住金株式会社 | 方向性電磁鋼板及び方向性電磁鋼板用の熱延鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019035104A (ja) | 2019-03-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4800442B2 (ja) | 方向性電磁鋼板の製造方法 | |
| US7833360B2 (en) | Method of producing grain-oriented electrical steel sheet very excellent in magnetic properties | |
| CN102906283B (zh) | 单向性电磁钢板的制造方法 | |
| EP3561103A1 (en) | Grain-oriented electrical steel sheet and manufacturing method therefor | |
| KR20120120455A (ko) | 방향성 전기 강판의 제조 방법 | |
| JP7024246B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP4673937B2 (ja) | 方向性電磁鋼板用鋼の処理方法及び方向性電磁鋼板の製造方法 | |
| JP2022501517A (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP5332946B2 (ja) | 窒化型方向性電磁鋼板の窒化後のコイル巻き取り方法 | |
| JP5684481B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5402722B2 (ja) | 方向性電磁鋼板の製造における鋼板の窒化方法 | |
| JP2017106111A (ja) | 方向性電磁鋼板の製造方法 | |
| JP7791192B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR101263846B1 (ko) | 저철손 고자속밀도 방향성 전기강판 및 이의 제조방법 | |
| JP7160181B2 (ja) | 方向性電磁鋼板およびその製造方法 | |
| KR102120277B1 (ko) | 방향성 전기강판 및 그 제조방법 | |
| KR101263847B1 (ko) | 저철손 고자속밀도 방향성 전기강판 및 이의 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200513 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210222 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210309 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210423 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210810 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220111 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220124 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7024246 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |