JP7077207B2 - ヘッドチップの製造方法および液体噴射ヘッドの製造方法 - Google Patents
ヘッドチップの製造方法および液体噴射ヘッドの製造方法 Download PDFInfo
- Publication number
- JP7077207B2 JP7077207B2 JP2018211729A JP2018211729A JP7077207B2 JP 7077207 B2 JP7077207 B2 JP 7077207B2 JP 2018211729 A JP2018211729 A JP 2018211729A JP 2018211729 A JP2018211729 A JP 2018211729A JP 7077207 B2 JP7077207 B2 JP 7077207B2
- Authority
- JP
- Japan
- Prior art keywords
- laser processing
- manufacturing
- groove
- region
- conductive film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images
















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/12—Guards, shields or dust excluders
- B41J29/13—Cases or covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/362—Laser etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2/14201—Structure of print heads with piezoelectric elements
- B41J2/14209—Structure of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1609—Production of print heads with piezoelectric elements of finger type, chamber walls consisting integrally of piezoelectric material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1632—Manufacturing processes machining
- B41J2/1634—Manufacturing processes machining laser machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1642—Manufacturing processes thin film formation thin film formation by CVD [chemical vapor deposition]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/17—Ink jet characterised by ink handling
- B41J2/18—Ink recirculation systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/14—Structure thereof only for on-demand ink jet heads
- B41J2002/14491—Electrical connection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2202/00—Embodiments of or processes related to ink-jet or thermal heads
- B41J2202/01—Embodiments of or processes related to ink-jet heads
- B41J2202/12—Embodiments of or processes related to ink-jet heads with ink circulating through the whole print head
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Description
1.実施の形態(レーザ加工および表面除去加工を用いる液体噴射ヘッドの製造方法)
2.変形例(レーザ加工を用いる液体噴射ヘッドの製造方法の例)
3.その他の変形例
本開示の一実施形態の液体噴射記録装置に関して説明する。
最初に、液体噴射記録装置の全体構成に関して説明する。
搬送機構2a,2bは、プリンタ1に投入された記録紙Pを搬送方向D(X軸方向)に搬送させる機構であり、例えば、いずれもグリッドローラ21およびピンチローラ22を含んでいる。インクタンク3は、インク9を貯蔵する器である。ここでは、プリンタ1は、例えば互いに異なる色のインク9を収容する4個のインクタンク3(3Y,3M,3C,3K)を備えており、インクタンク3Y,3M,3C,3Kのそれぞれは、例えば、イエロー(Y)のインク9、マゼンタ(M)のインク9、シアン(C)のインク9およびブラック(K)のインク9のそれぞれを収容している。
インクジェットヘッド4は、供給チューブ50から供給される液滴状のインク9を記録紙Pに噴射する液体噴射ヘッドであり、例えば、エッジシュートタイプのインクジェットヘッドである。エッジシュートタイプのインクジェットヘッド4では、例えば、後述するように、複数のチャネルC1のそれぞれが所定の方向(例えば、Z軸方向)に延在しており、複数のノズル孔H2のそれぞれから複数のチャネルC1のそれぞれの延在方向と同様の方向(Z軸方向)にインク9が噴射される(図3参照)。すなわち、各チャネルC1の延在方向と各ノズル孔H2からインク9が噴射される方向とは、互いに一致している。
走査機構6は、搬送方向Dと交差する方向においてインクジェットヘッド4を走査させる機構であり、例えば、一対のガイドレール61a,61bと、キャリッジ62と、駆動機構63とを含んでいる。例えば、キャリッジ62は、例えば、基台62aおよび壁部62bを含んでおり、インクジェットヘッド4を支持しながらガイドレール61a,61bに沿って搬送方向Dと交差する方向に移動可能である。駆動機構63は、例えば、一対のプーリ631a,631bと、無端状のベルト632と、駆動モータ633とを含んでおり、そのベルト632は、例えば、キャリッジ62に連結されている。
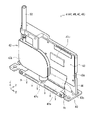
図2は、図1に示したインクジェットヘッド4(4Y,4M,4C,4K)の斜視構成を拡大して表している。
インクジェットヘッドチップ41は、インク9を噴射するインクジェットヘッド4の主要部である。なお、インクジェットヘッドチップ41の詳細な構成に関しては、後述する(図3~図5参照)。
供給機構42は、供給チューブ50を介して供給されたインク9をインクジェットヘッドチップ41(後述するインク導入孔410a:図3および図4参照)に供給する。この供給機構42は、例えば、インク連結管42cを介して互いに連結された流路部材42aおよび圧力緩衝器42bを含んでいる。流路部材42aはインク9が流れる流路であり、そのインク9の貯留室を有する圧力緩衝器42bには、例えば、供給チューブ50が取り付けられている。
制御機構43は、例えば、回路基板43aと、駆動回路43bと、フレキシブル基板43cとを含んでいる。回路基板43aは、例えば、インクジェットヘッドチップ41を駆動させる駆動回路43bを含んでおり、その駆動回路43bは、例えば、集積回路(IC:Integrated Circuit)などを含んでいる。フレキシブル基板43cは、駆動回路43bとインクジェットヘッドチップ41(後述する駆動電極Ed:図5参照)とを互いに電気的に接続させている。ここでは図示していないが、フレキシブル基板43cは、例えば、駆動回路43bおよび複数の駆動電極Edのそれぞれに接続された複数の端子を含んでいる。
図3では、インクジェットヘッドチップ41の一連の構成要素が互いに組み合わされた状態を示している。一方、図4では、インクジェットヘッドチップ41の一連の構成要素を見やすくするために、その一連の構成要素が互いに離間された状態を示している。図5では、インクジェットヘッドチップ41のXY断面の構成を示している。この図5では、複数のノズル孔H2を破線で示している。図3では、フレキシブル基板43cの一部の輪郭だけを破線で示している。
アクチュエータプレート411は、複数のノズル孔H2からインク9を噴射させるために電気的に駆動される部材である。
カバープレート410は、アクチュエータプレート411を被覆する部材である。アクチュエータプレート411に対向してカバープレート410が設けられている。
ノズルプレート412は、貫通口である複数のノズル孔H2を有しており、アクチュエータプレート411に対向している。複数のノズル孔H2は、例えば、X軸方向において間隔を隔てながら配列されており、ノズル孔H2の開口形状、すなわちZ軸方向から見たノズル孔H2の形状は、例えば、円形である。ノズル孔H2の内径は、例えば、インク9が噴射される方向において次第に小さくなっている。これにより、インク9の噴射速度および直進性が向上するからである。ノズルプレート412は、例えば、ポリイミドなどの絶縁性材料のうちのいずれか1種類または2種類以上を含んでいる。ノズルプレート412は、例えば、ステンレス鋼(SUS)などの導電性材料のうちのいずれか1種類または2種類以上を含んでいてもよい。
支持プレート413は、例えば、図4に示したように、X軸方向に延在する嵌合孔413aを有しており、この嵌合孔413aには、例えば、カバープレート410およびアクチュエータプレート411が互いに積層された状態で嵌め込まれている。
次に、図6~図10を用いてインクジェットヘッド4の製造方法について説明する。図6は、インクジェットヘッド4の製造方法の一例を工程順に表したものである。図7,図8,図9,図10は、図6に示したステップS2,S3,S4,S5各々について説明するための平面模式図である。ここでは、主にアクチュエータプレート411の製造工程を説明する。
[プリンタの動作]
このプリンタ1では、搬送方向Dに記録紙Pが搬送されると共に、搬送方向Dと交差する方向においてインクジェットヘッド4が往復移動しながら記録紙Pにインク9を噴射する。これにより、記録紙Pに画像が記録される。
このインクジェットヘッド4では、例えば、以下の手順により、せん断(シェア)モードを用いて記録紙Pにインク9が噴射される。
次に、本実施の形態のインクジェットヘッドチップ41、インクジェットヘッド4およびプリンタ1における作用および効果について説明する。
続いて、上記実施の形態の変形例について説明する。なお、実施の形態における構成要素と実質的に同一のものには同一の符号を付し、適宜説明を省略する。
以上、実施の形態および変形例を挙げて本開示を説明したが、本開示はこの実施の形態等に限定されず、種々の変形が可能である。
(1)
液体に圧力を印加するアクチュエータプレートを備え、前記液体を噴射するヘッドチップの製造方法であって、
前記アクチュエータプレートを形成する工程は、
一端および他端を有する圧電基板の表面に、一端側から他端側に延びる複数の溝を形成する工程と、
前記複数の溝が形成された前記圧電基板の表面に導電膜を形成する工程と、
前記圧電基板の一端側の始点から他端側の終点までレーザ加工を行って、隣り合う前記溝の間の前記導電膜にレーザ加工領域を形成する工程と、
前記レーザ加工を行った方向に交差する方向に表面除去加工を行って、前記圧電基板の前記表面のうち少なくとも前記始点および前記終点を含む部分に表面除去領域を形成する工程と
を含むヘッドチップの製造方法。
(2)
前記レーザ加工領域を形成する工程では、隣り合う前記溝の間の前記導電膜に、複数の前記レーザ加工領域を形成する
前記(1)に記載のヘッドチップの製造方法。
(3)
前記複数の前記レーザ加工領域は、
隣り合う前記溝の間に形成する第1レーザ加工領域と、
前記第1レーザ加工領域を形成した後に、前記第1レーザ加工領域と、隣り合う前記溝のうち一方の前記溝との間に形成する第2レーザ加工領域と、
前記第2レーザ加工領域を形成した後に、前記第2レーザ加工領域と前記第1レーザ加工領域との間に形成する第3レーザ加工領域とを含む
前記(2)に記載のヘッドチップの製造方法。
(4)
前記レーザ加工は、紫外光を用いて行う
前記(1)ないし前記(3)のうちいずれか1つに記載のヘッドチップの製造方法。
(5)
前記表面除去加工は、ダイサーを用いて行う
前記(1)ないし前記(4)のうちいずれか1つに記載のヘッドチップの製造方法。
(6)
更に、前記アクチュエータプレートに、前記複数の溝の少なくとも一部に連通するノズル孔が設けられたノズルプレートを貼り合わせる工程を含む
前記(1)ないし前記(5)のうちいずれか1つに記載のヘッドチップの製造方法。
(7)
液体に圧力を印加するアクチュエータプレートを備え、前記液体を噴射するヘッドチップの製造方法であって、
前記アクチュエータプレートを形成する工程は、
一端および他端を有する圧電基板の表面に、一端側から他端側に延びる複数の第1溝と、隣り合う前記第1溝の間に配置され、かつ、前記第1溝よりも短い第2溝とを形成する工程と、
前記複数の第1溝および前記第2溝が形成された前記圧電基板の表面に導電膜を形成する工程と、
前記第2溝の周囲の始点から前記第1溝と前記第2溝との間を通過し、かつ、前記第2溝を取り囲むように第1レーザ加工を行った後、前記始点と異なる位置に設定した終点まで第2レーザ加工を行って、前記第2溝の周囲の前記導電膜にレーザ加工領域を形成する工程と
を含むヘッドチップの製造方法。
(8)
前記レーザ加工領域を形成する工程では、前記第2溝の周囲の前記導電膜に、複数の前記レーザ加工領域を形成する
前記(7)に記載のヘッドチップの製造方法。
(9)
前記第1レーザ加工および前記第2レーザ加工は、紫外光を用いて行う
前記(7)または前記(8)に記載のヘッドチップの製造方法。
(10)
更に、前記アクチュエータプレートに、前記第2溝に連通するノズル孔が設けられたノズルプレートを貼り合わせる工程を含む
前記(7)ないし前記(9)のうちいずれか1つに記載のヘッドチップの製造方法。
(11)
前記(1)ないし前記(10)のうちいずれか1項に記載のヘッドチップの製造方法を用いた
液体噴射ヘッドの製造方法。
Claims (11)
- 液体に圧力を印加するアクチュエータプレートを備え、前記液体を噴射するヘッドチップの製造方法であって、
前記アクチュエータプレートを形成する工程は、
一端および他端を有する圧電基板の表面に、一端側から他端側に延びる複数の溝を形成する工程と、
前記複数の溝が形成された前記圧電基板の表面に導電膜を形成する工程と、
前記圧電基板の一端側の始点から他端側の終点までレーザ加工を行って、隣り合う前記溝の間の前記導電膜にレーザ加工領域を形成する工程と、
前記レーザ加工を行った方向に交差する方向に表面除去加工を行って、前記圧電基板の前記表面のうち少なくとも前記始点および前記終点を含む部分に表面除去領域を形成する工程と
を含むヘッドチップの製造方法。 - 前記レーザ加工領域を形成する工程では、隣り合う前記溝の間の前記導電膜に、複数の前記レーザ加工領域を形成する
請求項1に記載のヘッドチップの製造方法。 - 前記複数の前記レーザ加工領域は、
隣り合う前記溝の間に形成する第1レーザ加工領域と、
前記第1レーザ加工領域を形成した後に、前記第1レーザ加工領域と、隣り合う前記溝のうち一方の前記溝との間に形成する第2レーザ加工領域と、
前記第2レーザ加工領域を形成した後に、前記第2レーザ加工領域と前記第1レーザ加工領域との間に形成する第3レーザ加工領域とを含む
請求項2に記載のヘッドチップの製造方法。 - 前記レーザ加工は、紫外光を用いて行う
請求項1ないし請求項3のうちいずれか1項に記載のヘッドチップの製造方法。 - 前記表面除去加工は、ダイサーを用いて行う
請求項1ないし請求項4のうちいずれか1項に記載のヘッドチップの製造方法。 - 更に、前記アクチュエータプレートに、前記複数の溝の少なくとも一部に連通するノズル孔が設けられたノズルプレートを貼り合わせる工程を含む
請求項1ないし請求項5のうちいずれか1項に記載のヘッドチップの製造方法。 - 液体に圧力を印加するアクチュエータプレートを備え、前記液体を噴射するヘッドチップの製造方法であって、
前記アクチュエータプレートを形成する工程は、
一端および他端を有する圧電基板の表面に、一端側から他端側に延びる複数の第1溝と、隣り合う前記第1溝の間に配置され、かつ、前記第1溝よりも短い第2溝とを形成する工程と、
前記複数の第1溝および前記第2溝が形成された前記圧電基板の表面に導電膜を形成する工程と、
前記第2溝の周囲の始点から前記第1溝と前記第2溝との間を通過し、かつ、前記第2溝を取り囲むように第1レーザ加工を行った後、前記始点と異なる位置に設定した終点まで第2レーザ加工を行って、前記第2溝の周囲の前記導電膜にレーザ加工領域を形成する工程と
を含むヘッドチップの製造方法。 - 前記レーザ加工領域を形成する工程では、前記第2溝の周囲の前記導電膜に、複数の前記レーザ加工領域を形成する
請求項7に記載のヘッドチップの製造方法。 - 前記第1レーザ加工および前記第2レーザ加工は、紫外光を用いて行う
請求項7または請求項8に記載のヘッドチップの製造方法。 - 更に、前記アクチュエータプレートに、前記第2溝に連通するノズル孔が設けられたノズルプレートを貼り合わせる工程を含む
請求項7ないし請求項9のうちいずれか1項に記載のヘッドチップの製造方法。 - 請求項1ないし請求項10のうちいずれか1項に記載のヘッドチップの製造方法を用いた
液体噴射ヘッドの製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018211729A JP7077207B2 (ja) | 2018-11-09 | 2018-11-09 | ヘッドチップの製造方法および液体噴射ヘッドの製造方法 |
| US16/670,203 US11548283B2 (en) | 2018-11-09 | 2019-10-31 | Method of manufacturing head chip and method of manufacturing liquid jet head |
| CN201911088536.2A CN111169171B (zh) | 2018-11-09 | 2019-11-08 | 头芯片的制造方法和液体喷射头的制造方法 |
| EP21190982.5A EP3939790B1 (en) | 2018-11-09 | 2019-11-08 | Method of manufacturing head chip and method of manufacturing liquid jet head |
| EP19208094.3A EP3650227B1 (en) | 2018-11-09 | 2019-11-08 | Method of manufacturing head chip and method of manufacturing liquid jet head |
| ES19208094T ES2895031T3 (es) | 2018-11-09 | 2019-11-08 | Método para la fabricación de un chip de cabezal y método para la fabricación de un cabezal de inyección de líquido |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018211729A JP7077207B2 (ja) | 2018-11-09 | 2018-11-09 | ヘッドチップの製造方法および液体噴射ヘッドの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020075459A JP2020075459A (ja) | 2020-05-21 |
| JP7077207B2 true JP7077207B2 (ja) | 2022-05-30 |
Family
ID=68501491
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018211729A Active JP7077207B2 (ja) | 2018-11-09 | 2018-11-09 | ヘッドチップの製造方法および液体噴射ヘッドの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11548283B2 (ja) |
| EP (2) | EP3939790B1 (ja) |
| JP (1) | JP7077207B2 (ja) |
| CN (1) | CN111169171B (ja) |
| ES (1) | ES2895031T3 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112848688B (zh) * | 2021-01-07 | 2021-09-14 | 苏州英加特喷印科技有限公司 | 压电喷墨头内循环结构及喷墨打印机 |
| CN113306320B (zh) * | 2021-05-19 | 2022-06-17 | 东北大学 | 激光原位开膜的太阳电池金属栅极喷印成形方法及装置 |
| CN113539811B (zh) * | 2021-07-06 | 2022-07-15 | 深圳技术大学 | 导电图案结构及其制备方法与图案化的基底 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000037869A (ja) | 1998-07-24 | 2000-02-08 | Brother Ind Ltd | インクジェットヘッドおよびその製造方法 |
| JP2002307678A (ja) | 2001-04-16 | 2002-10-23 | Brother Ind Ltd | インクジェットヘッドおよびその製造方法 |
| US20180272711A1 (en) | 2017-03-22 | 2018-09-27 | Sii Printek Inc. | Liquid ejecting head chip, liquid ejecting head, liquid ejecting apparatus, and manufacturing method of liquid ejecting head chip |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3697829B2 (ja) * | 1997-04-09 | 2005-09-21 | ブラザー工業株式会社 | インクジェットヘッドの製造方法 |
| JP3601267B2 (ja) | 1997-09-02 | 2004-12-15 | ブラザー工業株式会社 | インクジェットヘッド及びその製造方法 |
| JP3680519B2 (ja) * | 1997-10-15 | 2005-08-10 | ブラザー工業株式会社 | インクジェットヘッドの製造方法 |
| JP2001179995A (ja) * | 1999-12-28 | 2001-07-03 | Kyocera Corp | インクジェットヘッドの製造方法 |
| JP2002129346A (ja) * | 2000-10-20 | 2002-05-09 | Konica Corp | 無電解メッキの処理方法及びインクジェットヘッド及びその製造方法 |
| JP2010158864A (ja) * | 2009-01-09 | 2010-07-22 | Sii Printek Inc | 液体噴射ヘッドチップ及びその製造方法、並びに液体噴射ヘッド及び液体噴射記録装置 |
| JP5891096B2 (ja) * | 2012-04-12 | 2016-03-22 | エスアイアイ・プリンテック株式会社 | 液体噴射ヘッドの製造方法、液体噴射ヘッド及び液体噴射装置 |
| JP6004960B2 (ja) * | 2013-02-06 | 2016-10-12 | エスアイアイ・プリンテック株式会社 | 液体噴射ヘッド、液体噴射ヘッドの製造方法および液体噴射装置 |
| JP2015171801A (ja) * | 2014-03-12 | 2015-10-01 | エスアイアイ・プリンテック株式会社 | 液体噴射ヘッド、液体噴射ヘッドの製造方法、及び液体噴射装置 |
| JP6622540B2 (ja) * | 2015-09-30 | 2019-12-18 | エスアイアイ・プリンテック株式会社 | 液体噴射ヘッド及び液体噴射装置 |
| JP2018122554A (ja) | 2017-02-03 | 2018-08-09 | エスアイアイ・プリンテック株式会社 | 部材、液体噴射ヘッドチップ、液体噴射ヘッド、液体噴射装置および切断方法 |
-
2018
- 2018-11-09 JP JP2018211729A patent/JP7077207B2/ja active Active
-
2019
- 2019-10-31 US US16/670,203 patent/US11548283B2/en active Active
- 2019-11-08 ES ES19208094T patent/ES2895031T3/es active Active
- 2019-11-08 EP EP21190982.5A patent/EP3939790B1/en active Active
- 2019-11-08 CN CN201911088536.2A patent/CN111169171B/zh active Active
- 2019-11-08 EP EP19208094.3A patent/EP3650227B1/en not_active Not-in-force
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000037869A (ja) | 1998-07-24 | 2000-02-08 | Brother Ind Ltd | インクジェットヘッドおよびその製造方法 |
| JP2002307678A (ja) | 2001-04-16 | 2002-10-23 | Brother Ind Ltd | インクジェットヘッドおよびその製造方法 |
| US20180272711A1 (en) | 2017-03-22 | 2018-09-27 | Sii Printek Inc. | Liquid ejecting head chip, liquid ejecting head, liquid ejecting apparatus, and manufacturing method of liquid ejecting head chip |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020075459A (ja) | 2020-05-21 |
| EP3939790A1 (en) | 2022-01-19 |
| CN111169171A (zh) | 2020-05-19 |
| ES2895031T3 (es) | 2022-02-17 |
| CN111169171B (zh) | 2022-09-30 |
| EP3650227A1 (en) | 2020-05-13 |
| EP3650227B1 (en) | 2021-09-22 |
| EP3939790B1 (en) | 2023-07-12 |
| US20200147969A1 (en) | 2020-05-14 |
| US11548283B2 (en) | 2023-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7077207B2 (ja) | ヘッドチップの製造方法および液体噴射ヘッドの製造方法 | |
| JP2012040702A (ja) | 液体噴射ヘッドモジュール及び液体噴射装置 | |
| US9610769B2 (en) | Liquid injection head, method of manufacturing liquid injection head, and liquid injection device | |
| US8534803B2 (en) | Liquid jet head chip, manufacturing method therefor, liquid jet head, and liquid jet recording apparatus | |
| US20150258790A1 (en) | Liquid jet head, method for manufacturing liquid jet head, and liquid jet apparatus | |
| CN202106672U (zh) | 液体喷射头、液体喷射头单元以及液体喷射装置 | |
| GB2511192A (en) | Head chip method of manufacturing head chip liquid jet head and liquid jet apparatus | |
| CN113085377B (zh) | 头芯片的制造方法和液体喷射头的头芯片 | |
| JP2021098333A (ja) | ヘッドチップの製造方法および液体噴射ヘッドのヘッドチップ | |
| JP7102788B2 (ja) | 液体吐出ヘッド及び液体吐出ヘッドの製造方法 | |
| JP3772886B2 (ja) | プリント基板及びインクジェットヘッド | |
| US20220176698A1 (en) | Method of manufacturing liquid jet head chip, liquid jet head chip, liquid jet head, and liquid jet recording device | |
| JP7185518B2 (ja) | ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP7048296B2 (ja) | 液体噴射ヘッドチップ、液体噴射ヘッドおよび液体噴射記録装置 | |
| JP4496846B2 (ja) | インクジェットヘッド及びそれを使用した記録装置 | |
| JP2012218182A (ja) | ヘッドチップ、ヘッドチップの製造方法、液体噴射ヘッド、及び液体噴射装置 | |
| JP7193334B2 (ja) | ヘッドチップ、液体噴射ヘッド、液体噴射記録装置およびヘッドチップの製造方法 | |
| JP2018051982A (ja) | プレート体、液体噴射ヘッド、および液体噴射記録装置 | |
| JP6407217B2 (ja) | インクジェットヘッド | |
| JP2022144038A (ja) | 液体吐出ヘッド及び液体吐出装置 | |
| JP5521331B2 (ja) | 液滴吐出装置およびそれを備えた画像形成装置 | |
| JP2010208226A (ja) | 液体噴射ヘッドの製造方法 | |
| JPH1158728A (ja) | インクジェットヘッドおよびその製造方法並びにその制御プログラムを記録した記録媒体 | |
| JP2004291362A (ja) | インクジェット記録ヘッド及びこれを備えた記録装置 | |
| JP2015080892A (ja) | インクジェットヘッドの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220518 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7077207 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |