JP7084845B2 - ウェーハの製造方法 - Google Patents
ウェーハの製造方法 Download PDFInfo
- Publication number
- JP7084845B2 JP7084845B2 JP2018200919A JP2018200919A JP7084845B2 JP 7084845 B2 JP7084845 B2 JP 7084845B2 JP 2018200919 A JP2018200919 A JP 2018200919A JP 2018200919 A JP2018200919 A JP 2018200919A JP 7084845 B2 JP7084845 B2 JP 7084845B2
- Authority
- JP
- Japan
- Prior art keywords
- diameter wafer
- wafer
- diameter
- small diameter
- small
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Mechanical Treatment Of Semiconductor (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Description
本発明は、大径ウェーハから小径ウェーハをくり抜いて外周部分を面取り加工する場合において、生産性を向上させることを目的とする。
図1に示すように、被加工物である大径ウェーハWは、例えばシリコン等からなる略円盤状の板状ワークである。大径ウェーハWは一方の面Wb、他方の面Wa、及び側面Wcを備える。
図1に示す加工装置1は、チャックテーブル30に保持された大径ウェーハWに対してコアドリル74を切り込ませ、大径ウェーハWをくり抜いて小径ウェーハW1を形成しながら、第1の角C1を研削して面取り加工する装置である。
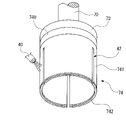
コアドリル74の外部には、例えば、研削水ノズル40が配設されており、研削水をコアドリル74に向かって噴きつけることができる。噴きつけられた研削水は、円筒基台741が備えるスリット状の入出口42から、円筒基台741の内部に侵入し、内側の傾斜面743を伝って、再び入出口42から円筒基台741の外部へと流れ出る仕組みとなっている。
加工装置1に備えるコアドリル74で、大径ウェーハWをくり抜いて小径ウェーハW1を形成しながら、小径ウェーハW1の第1の角C1の面取りを行い、その後、小径ウェーハW1の第2の角C2の面取りを行うことで強度の高い小径ウェーハW1を製造する。以下に、一連の製造方法を記す。
図5に示すような大径ウェーハWのくり抜き加工や、面取り加工等を行う前に、予め、大径ウェーハWの一方の面Wbと他方の面Waとに、図6に示すように、保護層Rを形成することで、チッピングの発生を防止する。例えば、大径ウェーハWに形成される保護層Rの一例としては、レジスト膜、酸化被膜等が挙げられる。例えば、図示しない酸化装置等によってスチーム酸化や、ドライ酸化等の方法を用いて保護層Rの形成が行われる。
図7に示すように、上記の保護層形成工程において保護層Rを形成した大径ウェーハWに、図示しない保護テープ貼着手段等を用いて、保護テープTを貼着する。大径ウェーハWに形成された保護層Rに保護テープTの糊層T1が貼着される。そして、保護テープTを介して環状フレームFに大径ウェーハWが支持され、これにより、次工程以降に大径ウェーハWがチャックテーブル30に搬送される際のハンドリング性が向上する。
図7に示すように、保護テープTが貼着された大径ウェーハWをチャックテーブル30の上に保持する。その際、大径ウェーハWは、環状フレームFが図示しないアーム等により把持されてチャックテーブル30に搬送され、チャックテーブル30の中心と大径ウェーハWの中心とが合致するように載置される。
図8に示すように、チャックテーブル30に保持された大径ウェーハWに対して、コアドリル74をくり抜き送りすることにより、円筒基台741に備えられた環状砥石742が大径ウェーハWに切り込む。これにより、円筒基台741の環状砥石742が大径ウェーハWをくり抜いて小径ウェーハW1を形成しながら、円筒基台741の内側の傾斜面743が備える第1の面取り砥石744が第1の角C1に当接し、第1の角C1を面取りする。このとき、環状砥石742が保護テープTの糊層T1まで切り込むことで、大径ウェーハWから小径ウェーハW1を完全にくり抜くことができる。
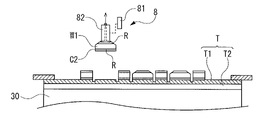
上記のように、一枚の大径ウェーハWから複数の小径ウェーハW1をくり抜いて形成した後、図9に示すように、くり抜き送り手段5によってコアドリル74を上方へ移動させ、大径ウェーハWから離間させる。その後、図10に示すように、小径ウェーハW1を、ピックアップ装置8を用いて一枚ずつ引き上げて保護テープTから剥離する。このピックアップ装置8は、昇降手段81と、吸引部82とを備えており、吸引部82が発揮する吸引力によって小径ウェーハW1を吸引保持し、吸引部82を昇降手段81によって上昇させ、小径ウェーハW1を引き上げることで、小径ウェーハW1に貼着されていた保護テープTの糊層T1から小径ウェーハW1を引き剥す。
また、環状フレームFだけを支持し、吸引部82が吸引保持する小径ウェーハW1を保護テープTを介して下から突き上げ、糊層T1から小径ウェーハW1を引き剥がしやすくしてもよい。
次に、図11に示す外形修正装置9を用いて、取得工程によって取得された各小径ウェーハW1の外形を修正する。この外形修正装置9は、外形修正砥石90と、回転軸91とを備え、図11(a)に示すように、取得された小径ウェーハW1を、ピックアップ装置8の吸引部82と外形修正装置9の回転軸91とで挟持し、図示しないモータ等の動力で回転軸91のまわりに回転させながら、同じく図示しないモータ等で回転する外形修正砥石90を小径ウェーハW1の側面W1cに当接させ、外形の修正を行う。外径の修正には、直径の大きさを修正する直径サイズ修正と、側面に形成された凸凹の粗さを修正する凸凹面修正とがある。外径修正工程では、直径サイズ修正と凸凹面修正との両方の修正を行うか、あるいは、少なくとも一方の修正を行う。
外形の修正を行った後、図11(b)に示すように、第2の面取り工程を行う。上記の外径修正工程と同様に、吸引部82と回転軸91とで小径ウェーハW1を挟持し、吸引部82によって小径ウェーハW1を吸引保持しつつ、小径ウェーハW1を図示しないモータ等の動力で回転軸91のまわりに回転させながら、同じく図示しないモータ等で回転する第2の面取り砥石100を第2の角C2に当接させ、第2の角C2の面取りを行う。第2の面取り砥石100は、その回転軸101を傾けることにより、小径ウェーハW1の第2の角C2と接触して形成する面の形状を調整でき、面取りによって形成される面取りされた部分を所定の大きさや所定の形状にすることができる。
図13に示すように、小径ウェーハW1の第1の角C1と第2の角C2との両方の面取りが完了した後、剥離液Lを用いて小径ウェーハW1に形成されている保護層Rの除去を行う。その際、例えば、剥離液Lで満たされた専用の容器12等のなかに、保護層Rが形成された小径ウェーハW1を既定時間漬け込むことで小径ウェーハW1に形成されている保護層Rの除去を行う。このとき、剥離液Lは、例えば、濃硫酸と過酸化水素水との混合溶液(SPM)やアンモニアと過酸化水素水との混合溶液(APM)等の溶液が考えられる。
2:移動手段 20:ボールネジ 21:ガイドレール 22:モータ
23:可動ブロック 24:保持台
30:チャックテーブル 300:保持面 301:基準面
31:保持手段 310:ケーシング 311:回転部 311a:回転軸
311b:モータ 312:停止部
37:吸引源 39:カバー 391:蛇腹カバー
40:研削水ノズル 42:入出口 43:研削水供給源 44:供給口
5:くり抜き送り手段 50:ボールネジ 51:ガイドレール 52:モータ
53:昇降板 54:ホルダ
6:制御手段
7:くり抜き手段 70:スピンドル 71:ハウジング 72:モータ
73:マウント 74:コアドリル
740:円盤基台 741:円筒基台 742:環状砥石 743:傾斜面
744:第1の面取り砥石
8:ピックアップ装置 81:昇降手段 82:吸引源
9:外形修正装置 90:外形修正砥石 91:回転軸
100:第2の面取り砥石 101:回転軸
12:容器
W:大径ウェーハ Wa:大径ウェーハの他方の面 Wb:大径ウェーハの一方の面
Wc:大径ウェーハの側面 W1:小径ウェーハ W1a:小径ウェーハの他方の面
W1b:小径ウェーハの一方の面 W1c:小径ウェーハの側面
W1d:小径ウェーハの他方の面と側面との稜線
W1e:小径ウェーハの一方の面と側面との稜線
C1:第1の角 C2:第2の角
R:保護層 L:剥離液
T:保護テープ T1:糊層 T2:テープ基台 F:環状フレーム
Claims (3)
- 大径ウェーハから小径ウェーハを製造するウェーハの製造方法であって、
大径ウェーハの一方の面にテープを貼着するテープ貼着工程と、
該テープを介して大径ウェーハをチャックテーブルで保持する保持工程と、
円筒基台の先端に配設された環状砥石を大径ウェーハの他方の面側から切り込ませ、大径ウェーハから小径ウェーハをくり抜く加工と同時に、該円筒基台の内側に配設された面取り砥石で、小径ウェーハの該他方の面と側面とが接する第1の角を面取りする第1の面取り加工を施す、くり抜き工程と、
該くり抜き工程でくり抜いた小径ウェーハを該テープから剥がす取得工程と、
該取得工程後に、小径ウェーハの該一方の面と該側面とが接する第2の角を面取りする面取り工程と、
からなるウェーハの製造方法。 - 小径ウェーハの外周に、小径ウェーハの外形を修正する外形修正砥石を接触させ、小径ウェーハの直径サイズを予め設定した直径サイズに修正する直径サイズ修正、該側面の凸凹の粗さを修正する凸凹面修正、又は、該直径サイズ修正及び該凸凹面修正のいずれかを実施する外形修正工程を備える請求項1記載のウェーハの製造方法。
- 該テープ貼着工程前に大径ウェーハの一方の面と他方の面とに保護層を形成する保護層形成工程と、
該面取り工程後に、該保護層を除去する保護層除去工程と、
を含む請求項1に記載のウェーハの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018200919A JP7084845B2 (ja) | 2018-10-25 | 2018-10-25 | ウェーハの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018200919A JP7084845B2 (ja) | 2018-10-25 | 2018-10-25 | ウェーハの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020066107A JP2020066107A (ja) | 2020-04-30 |
| JP7084845B2 true JP7084845B2 (ja) | 2022-06-15 |
Family
ID=70389229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018200919A Active JP7084845B2 (ja) | 2018-10-25 | 2018-10-25 | ウェーハの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7084845B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003225818A (ja) | 2002-02-04 | 2003-08-12 | Noritake Super Abrasive:Kk | コアドリル |
| JP2009142913A (ja) | 2007-12-12 | 2009-07-02 | Sumitomo Metal Mining Co Ltd | ウェハーのベベル加工法とホイール型回転砥石 |
| JP2011054848A (ja) | 2009-09-03 | 2011-03-17 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2016058623A (ja) | 2014-09-11 | 2016-04-21 | 信越半導体株式会社 | 半導体ウェーハの加工方法、貼り合わせウェーハの製造方法、及びエピタキシャルウェーハの製造方法 |
| JP2018014458A (ja) | 2016-07-22 | 2018-01-25 | 株式会社ディスコ | 円形基板の製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0279949A1 (de) * | 1987-02-11 | 1988-08-31 | BBC Brown Boveri AG | Verfahren zur Herstellung von Halbleiterbauelementen |
| JP3050632B2 (ja) * | 1991-05-13 | 2000-06-12 | 日本インター株式会社 | 半導体装置の製造方法 |
-
2018
- 2018-10-25 JP JP2018200919A patent/JP7084845B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003225818A (ja) | 2002-02-04 | 2003-08-12 | Noritake Super Abrasive:Kk | コアドリル |
| JP2009142913A (ja) | 2007-12-12 | 2009-07-02 | Sumitomo Metal Mining Co Ltd | ウェハーのベベル加工法とホイール型回転砥石 |
| JP2011054848A (ja) | 2009-09-03 | 2011-03-17 | Disco Abrasive Syst Ltd | ウエーハの加工方法 |
| JP2016058623A (ja) | 2014-09-11 | 2016-04-21 | 信越半導体株式会社 | 半導体ウェーハの加工方法、貼り合わせウェーハの製造方法、及びエピタキシャルウェーハの製造方法 |
| JP2018014458A (ja) | 2016-07-22 | 2018-01-25 | 株式会社ディスコ | 円形基板の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020066107A (ja) | 2020-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8021963B2 (en) | Wafer treating method | |
| US10279452B2 (en) | Processing apparatus | |
| TW201904703A (zh) | 晶圓生成裝置 | |
| JP2018111159A (ja) | チャックテーブルと研削装置 | |
| JP2018086693A (ja) | 研削装置 | |
| JP7413103B2 (ja) | ウェーハの研削方法 | |
| JP7084845B2 (ja) | ウェーハの製造方法 | |
| JP2020199596A (ja) | 研削方法 | |
| JP6879807B2 (ja) | 加工装置 | |
| JP6422805B2 (ja) | 切削装置 | |
| JP7519759B2 (ja) | 加工方法 | |
| JP2022025341A (ja) | 加工装置 | |
| JP2002050601A (ja) | 半導体ウェーハのスピン洗浄装置 | |
| JP6125357B2 (ja) | ウエーハの加工方法 | |
| TW202227226A (zh) | 輔助裝置 | |
| US12617050B2 (en) | Processing machine and unloading method of workpiece | |
| JP7157624B2 (ja) | コアドリル | |
| US20240316707A1 (en) | Processing machine and unloading method of workpiece | |
| US11878387B2 (en) | As-sliced wafer processing method | |
| JP2017004989A (ja) | ウエーハの製造方法及びウエーハ製造装置 | |
| JP2018018923A (ja) | 加工方法 | |
| JP7764296B2 (ja) | ウェーハの研削方法 | |
| JP2024111456A (ja) | ウエーハの研削方法 | |
| US20240316721A1 (en) | Polishing pad and polishing method | |
| JP2008109006A (ja) | ウエーハの研削方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220414 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220603 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7084845 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |