JP7100867B2 - セラミックス成形体の製造方法およびセラミックス成形体 - Google Patents
セラミックス成形体の製造方法およびセラミックス成形体 Download PDFInfo
- Publication number
- JP7100867B2 JP7100867B2 JP2020044536A JP2020044536A JP7100867B2 JP 7100867 B2 JP7100867 B2 JP 7100867B2 JP 2020044536 A JP2020044536 A JP 2020044536A JP 2020044536 A JP2020044536 A JP 2020044536A JP 7100867 B2 JP7100867 B2 JP 7100867B2
- Authority
- JP
- Japan
- Prior art keywords
- ceramic molded
- molded body
- irradiation
- ceramic
- crack length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Landscapes
- Producing Shaped Articles From Materials (AREA)
Description
(1)接着阻害する因子が界面に存在することで、積層界面の不十分な接合による界面剥離(デラミネーション)
(2)各積層ピッチ内における照射エネルギー差に起因した端面段差
(3)プロジェクタの分解能(ピクセル)由来の端面段差
(1) 下面照射型DLP式光造形法によるセラミックス成形体の製造方法において、
焼結後の前記セラミックス成形体の端面段差が臨界亀裂長さよりも小さくなる積層ピッチを設定し、前記積層ピッチで各層を積層する造形工程と、造形したセラミック成形体を、常圧で焼成する焼成工程と、を有し、前記臨界亀裂長さは、下記式に基づいて求められる、セラミックス成形体の製造方法。
セラミックス成形体の製造方法。
(2)前記造形工程において、各層を鉛直方向に対して斜め方向に積層させる場合に、前記端面段差が臨界亀裂長さよりも小さくなる照射単位面積で照射光の照射範囲を制御しながら、各層を積層造形することを特徴とする、上記(1)に記載のセラミックス成形体の製造方法。
(3)前記造形工程において、積層ピッチに対して1/5以下の平均粒子径を有するセラミックス粉末を、光硬化性樹脂に10体積%以上80体積%以下添加した光硬化性セラミックススラリーを使用して造形することを特徴とする、上記(1)または(2)に記載のセラミックス成形体の製造方法。
(4)前記造形工程において使用する光硬化性セラミックススラリーの粘度が300mPa・s~5000mPa・sであることを特徴とする、上記(1)ないし(3)のいずれかに記載のセラミックス成形体の製造方法。
(5)前記造形工程において、積層ピッチに応じて特定される必要最小照射エネルギーの1.2~3.0倍の照射エネルギーの照射光を照射して造形を行うことを特徴とする、上記(1)ないし(4)のいずれかに記載のセラミックス成形体。
(6)前記造形工程において、照射光の照射エネルギーを一定としながら照射強度を低くすることで硬化深さが低下し始める照射強度を基準照射強度とした場合に、照射光の照射強度を前記基準照射強度の40~200%の強度にして造形を行うことを特徴とする、上記(1)ないし(5)のいずれかに記載のセラミックス成形体。
(7)焼結後のセラミックス成形体において、積層界面剥離が生じておらず、かつ、寸法誤差が5%以内である、上記(1)ないし(6)のいずれかに記載のセラミックス成形体の製造方法。
(8) 下面照射型DLP式光造形法により成形されたセラミックス成形体であって、焼成後の前記セラミックス成形体の端面段差が臨界亀裂長さよりも小さくなる積層ピッチで、各層が積層されており、前記臨界亀裂長さは、下記式に基づいて求めることができる、セラミックス成形体。
(9)焼成後の前記端面段差が臨界亀裂長さよりも小さいことを特徴とする、上記(8)に記載のセラミックス成形体。
(10)焼結後に積層界面剥離が生じておらず、かつ、寸法誤差が5%以内である、上記(8)または(9)に記載のセラミックス成形体。
以下、図に基づいて、本発明に係るセラミックス成形体の実施形態を説明する。図1は、本実施形態に係るセラミックス成形体を成形するための3次元積層造形機1の構成図である。また、図2は、3次元積層造形技術の概略を説明するための図である。
プロジェクタ20は、光硬化性セラミックススラリーを硬化させるために、紫外線などの照射光を、光硬化性セラミックススラリーが充填された透明樹脂トレイ30に向けて照射する。ここで、プロジェクタ20の照射光の照射エネルギーが十分でない場合には、セラミックス造形体の積層界面において界面剥離が発生するという問題があった。一方で、プロジェクタ20の照射光の照射エネルギーを過度に大きくしてしまうと、光硬化性セラミックススラリーに屈折率の異なるセラミックス粒子が多く含まれるため、光の散乱が大きくなり、硬化させた部分に歪みが生じる場合や膨れが生じる場合があり、想定した寸法と誤差が生じてしまい、高精細な造形が行えないという問題もあった。
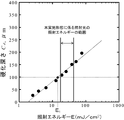
このような問題を考慮して、本実施形態に係るプロジェクタ20は、セラミックスの積層ピッチに応じた必要最小照射エネルギー(E1)の1.2~3.0倍、好ましくは1.5~2.5倍の範囲となるように、照射する照射光の照射エネルギーが設定される。ここで、積層ピッチに応じた必要最小照射エネルギーは、たとえば、光源波長405nmの光照射による単層硬化試験を行い、照射エネルギーと硬化深さの関係を次式のBeer-Lambert則を用いて求めることができる。

本実施形態では、光硬化性樹脂とセラミックス粉末とを混合した光硬化性セラミックススラリーを、プロジェクタ20により照射した照射光により硬化させることで、セラミックス成形体が成形される。なお、光硬化性セラミックススラリーは、以下のように調整することができる。まず、使用するセラミックス粉末の粒子径は、設定する積層ピッチに対して十分に小さいことが必要である。積層ピッチより大きかったり、積層ピッチに近いサイズであると十分な硬化接合が困難になり、積層が不十分となったり、積層欠陥が生じてしまう。したがって、積層ピッチに対して、1/5以下、望ましくは1/10以下の平均粒子径を有するセラミックス粉末を使用することが好ましい。また、光硬化性樹脂に添加するセラミックス粉末の含有量は、10体積%未満であると、焼成後収縮率が大きくなり亀裂の原因となるばかりか、緻密体を得るのが困難である。一方、80体積%より高いと、流動性を有するセラミックススラリーを調製することが困難である。したがって、光硬化性セラミックススラリーに含まれるセラミックス粉末は、10体積%以上かつ80体積%以下、望ましくは20体積%以上かつ60体積%以下が好ましい。また、光硬化性セラミックススラリーの粘度は、過度に高くしてしまうと、積層造形体を積層毎に吊り上げる際、界面に引張応力が働き、界面剥離を引き起こす原因となってしまう。一方、光硬化性セラミックススラリーの粘度を過度に低くしてしまうと、セラミックス粒子の分離が生じてしまう。そのため、本実施形態では、光硬化性セラミックススラリーは、粘性係数が300~5000mPa・s、好ましくは500~3000mPa・sに調整される。
次に、本実施形態に係るセラミックス成形体の積層ピッチについて説明する。ここで、図4(A)は、積層ピッチを150μmで造形したセラミックス成形体の端面段差を示す電子顕微鏡の写真あり、図4(B)は、積層ピッチを25μmで造形したセラミックス成形体の端面段差を示す電子顕微鏡の写真である。図4(A),(B)に示すように、積層造形法においては、各層を積層するように造形する際に、セラミックス成形体の端面(側面、積層方向の面)に端面段差が形成されてしまう。端面段差が大きい場合、積層界面において積層界面に平行方向の強度を著しく低下させるおそれがある。図4(A)および図4(B)に示すように、端面段差の大きさは、積層ピッチの大きさに依存し、たとえば図4(A)に示すように、積層ピッチを150μmで造形した場合には、端面段差は約70μmとなり、図4(B)に示すように、積層ピッチを25μmで造形した場合、端面段差は約10μmとなる。上述したように端面段差が大きいと、積層界面と平行方向の強度が著しく低下するため、積層ピッチを小さくすることで端面段差を小さくし、セラミックスの強度を高めることができる。しかしながら、積層ピッチを過度に小さくしてしまうと、セラミックスの造形にかかる時間が膨大となり、光硬化性セラミックススラリーの安定性が損なわれてしまう。そこで、本実施形態では、破壊力学に基づき、造形しようとするセラミックスが本来有する破壊源の臨界亀裂長さよりも端面段差が小さくになるように積層ピッチが設定される。
セラミックス成形体を積層造形する場合に、各層を鉛直方向に対して斜め方向に積層する場合、図5に示すように、積層ピッチ由来の端面段差とは異なる端面段差が生じる。この段差は、積層ピッチに加えて、プロジェクタ20の照射面の分解能(1ピクセルのサイズ)に起因するものと考えられる。すなわち、DLP式光造形は面露光であり、プロジェクタ20が照射光を照射する最小の単位照射面を、プロジェクタ20の分解能として考えることができる。たとえば図5に示す例では、層Bを形成するために、プロジェクタ20の照射面のうち照射面aおよび照射面bで照射が行われるが、層Aを形成する場合には、照射面bでの照射は行われず、照射面aでの照射が行われる。このように積層方向に対して傾斜をつけてセラミックス成形体を造形する場合に、図5に示すように、端面段差が生じてしまう。ここで、端面段差の大きさは、積層ピッチと照射面の分解能(照射面の最小単位面積)に依存する。すなわち、端面段差の大きさを小さくするためには、積層ピッチを小さくするとともに、プロジェクタ20の照射面の分解能を小さくすればよい。しかしながら、積層ピッチを過度に小さくした場合の弊害は上述したとおりであるし、また、プロジェクタ20の照射面の分解能を高めるほど、装置が高額になり汎用性がなくなってしまう。そこで、鉛直方向に対して斜め方向にセラミックス成形体を造形する場合には、傾斜方向における端面段差が臨界亀裂長さよりも小さくなる照射面の分解能が得られる装置を用いて、セラミックス成形体を造形することで、斜め方向に積層したセラミックス成形体の強度低下を有効に防止することができる。
次に、本発明の実施例を下記表1に示す。下記表1に示すように、セラミックス粉末として、実施例1~4ではアルミナ粉末(純度99.99%、平均粒子径0.61μm)を用い、実施例5~8ではムライト粉末(平均粒子径1.2μm)を用い、実施例9~11では3molY-ジルコニア粉末(平均粒子径0.64μm)を用いた。また、実施例1~11では、光硬化性樹脂として、ラジカル重合系アクリルベースモノマー、単官能希釈モノマー、重合開始剤などを適量加えたものを用いた。この光硬化性樹脂は、屈折率が1.49であり、ずり速度3.06s-1および温度25℃において粘度計(東機産業製、R115型)で測定した粘度が48mPa・sであった。また、光硬化性樹脂の光硬化特性は、臨界照射エネルギー(Ec)が4.3mJ/cm2であり、光硬化感度(Dp)が183μmであった。

次に、比較例1~11について説明する。下記表2に示すように、セラミックス粉末として、比較例1~6ではアルミナ粉末(純度99.99%、平均粒子径0.61μm)を用い、比較例7~9ではムライト粉末(平均粒子径1.2μm)を用い、比較例10,11では3molY-ジルコニア粉末(平均粒子径0.64μm)を用いた。また、比較例1~11において、光硬化性樹脂は、実施例1~11と同じものを用いた。

20…プロジェクタ
30…透明樹脂トレイ
Claims (10)
- 下面照射型DLP式光造形法 によるセラミックス成形体の製造方法において、
焼結後の前記セラミックス成形体の端面段差が臨界亀裂長さよりも小さくなる積層ピッチを設定し、前記積層ピッチで各層を積層する造形工程と、
造形したセラミック成形体を、常圧で焼成する焼成工程と、 を有し、
前記臨界亀裂長さは、下記式に基づいて求められる、 セラミックス成形体の製造方法。

- 前記造形工程において、各層を鉛直方向に対して斜め方向に積層させる場合に、前記端面段差が臨界亀裂長さよりも小さくなる照射光の照射単位面積で照射光の照射範囲を制御しながら各層を積層造形することを特徴とする、請求項1に記載のセラミックス成形体の製造方法。
- 前記造形工程において、積層ピッチに対して、1/5以下の平均粒子径を有するセラミックス粉末を光硬化性樹脂に10体積%以上80体積%以下添加した光硬化性セラミックススラリーを使用して造形することを特徴とする、請求項1または2に記載するセラミックス成形体の製造方法。
- 前記造形工程において使用する光硬化性セラミックススラリーの粘度が300mPa・s~5000mPa・sであることを特徴とする、請求項1ないし3のいずれかに記載するセラミックス成形体の製造方法。
- 前記造形工程において、積層ピッチに応じて特定される必要最小照射エネルギーの1.2~3.0倍の照射エネルギーの照射光を照射して造形を行うことを特徴とする、請求項1ないし4のいずれかに記載のセラミックス成形体の製造方法。
- 前記造形工程において、照射光の照射エネルギーを一定としながら照射強度を低くすることで硬化深さが低下し始める照射強度を基準照射強度とした場合に、照射光の照射強度を前記基準照射強度の40~200%の強度にして造形を行うことを特徴とする、請求項1ないし5のいずれかに記載のセラミックス成形体の製造方法。
- 焼結後のセラミックス成形体において、積層界面剥離が生じておらず、かつ、寸法誤差が5%以内である、請求項1ないし6のいずれかに記載のセラミックス成形体の製造方法。
- 下面照射型DLP式光造形法 により成形されたセラミックス成形体であって、焼成後の前記セラミックス成形体の端面段差が臨界亀裂長さよりも小さくなる積層ピッチで、各層が積層されており、
前記臨界亀裂長さは、下記式に基づいて求めることができる、セラミックス成形体。

- 焼成後の前記端面段差が臨界亀裂長さよりも小さいことを特徴とする、請求項8に記載のセラミックス成形体。
- 焼結後に積層界面剥離が生じておらず、かつ、寸法誤差が5%以内である、請求項8または9に記載のセラミックス成形体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020044536A JP7100867B2 (ja) | 2020-03-13 | 2020-03-13 | セラミックス成形体の製造方法およびセラミックス成形体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020044536A JP7100867B2 (ja) | 2020-03-13 | 2020-03-13 | セラミックス成形体の製造方法およびセラミックス成形体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021142739A JP2021142739A (ja) | 2021-09-24 |
| JP7100867B2 true JP7100867B2 (ja) | 2022-07-14 |
Family
ID=77766840
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020044536A Active JP7100867B2 (ja) | 2020-03-13 | 2020-03-13 | セラミックス成形体の製造方法およびセラミックス成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7100867B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7774528B2 (ja) * | 2022-08-26 | 2025-11-21 | 三菱重工業株式会社 | 積層造形物の疲労寿命推定方法、積層造形物の検査方法、積層造形物の製造方法、積層造形物の検査装置、およびプログラム |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004223774A (ja) | 2003-01-20 | 2004-08-12 | Murakawa Masao | 薄膜硬化型光造形方法および装置 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2715527B2 (ja) * | 1989-03-14 | 1998-02-18 | ソニー株式会社 | 立体形状形成方法 |
| JPH0624773B2 (ja) * | 1989-07-07 | 1994-04-06 | 三井造船株式会社 | 光学的造形法 |
| JPH07256763A (ja) * | 1994-03-24 | 1995-10-09 | Olympus Optical Co Ltd | 構造体の製造方法および製造装置並びに該方法によって製造される構造体 |
| JPH08252867A (ja) * | 1995-03-17 | 1996-10-01 | Olympus Optical Co Ltd | 粉末混合光硬化性樹脂造形体の焼結体製造方法 |
| JPH09277384A (ja) * | 1996-04-16 | 1997-10-28 | Olympus Optical Co Ltd | 三次元構造体の製造装置と製造方法 |
| EP3284583B1 (de) * | 2016-08-18 | 2019-02-20 | Cubicure GmbH | Verfahren und vorrichtung zur lithographiebasierten generativen fertigung von dreidimensionalen formkörpern |
| JP7178103B2 (ja) * | 2017-06-23 | 2022-11-25 | 国立大学法人九州大学 | 無機成形体製造用組成物、無機成形体の製造方法 |
-
2020
- 2020-03-13 JP JP2020044536A patent/JP7100867B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004223774A (ja) | 2003-01-20 | 2004-08-12 | Murakawa Masao | 薄膜硬化型光造形方法および装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021142739A (ja) | 2021-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Griffith et al. | Freeform fabrication of ceramics via stereolithography | |
| JP7255915B2 (ja) | 光硬化3dプリントアイテムの製造方法およびその使用法 | |
| Jang et al. | Effect of the volume fraction of zirconia suspensions on the microstructure and physical properties of products produced by additive manufacturing | |
| Mamatha et al. | Digital light processing of ceramics: An overview on process, materials and challenges | |
| Bae et al. | Ceramic stereolithography: additive manufacturing for 3D complex ceramic structures | |
| Liu et al. | Stereolithographical fabrication of dense Si3N4 ceramics by slurry optimization and pressure sintering | |
| JP7555331B2 (ja) | 非酸化物セラミック物品を製造するための積層造形方法、並びにエアロゲル、キセロゲル、及び多孔質セラミック物品 | |
| EP2402127B1 (en) | Method associated with anisotropic shrink in sintered ceramic items | |
| Komissarenko et al. | DLP 3D printing of high strength semi-translucent zirconia ceramics with relatively low-loaded UV-curable formulations | |
| Hinczewski et al. | Stereolithography for the fabrication of ceramic three‐dimensional parts | |
| US6117612A (en) | Stereolithography resin for rapid prototyping of ceramics and metals | |
| Dang et al. | Influence of resin composition on rheology and polymerization kinetics of alumina ceramic suspensions for digital light processing (DLP) additive manufacturing | |
| CN107383253A (zh) | 一种用于光固化增材制造的生物陶瓷浆料 | |
| KR20180097540A (ko) | 금속 물체의 적층 가공 | |
| Lin et al. | Effect of monomers with different functionalities on stability, rheology, and curing behavior of ceramic suspensions | |
| JP2005067998A (ja) | 光学的立体造形用スラリー、光学的立体造形物の製造方法及び光学的立体造形物 | |
| JP7100867B2 (ja) | セラミックス成形体の製造方法およびセラミックス成形体 | |
| Reddy et al. | Additive manufacturing of yttria-stabilized zirconia using digital light processing: Green density and surface roughness analysis | |
| Chen | Advances in ceramic 3D printing technologies and optimization research | |
| JP7553463B2 (ja) | 低抵抗率を有する銅部品を製造するための光造形プロセス | |
| CN115157666A (zh) | 基于消逝波的双光路3d打印方法及装置 | |
| Okpowe | Additive Manufacturing and Applications of Silica Glass Materials | |
| Ozkan | Vat-photopolymerisation 3D printing silica-based ceramic cores used in investment casting of hot section parts for aero and power turbines | |
| Wang et al. | Fabrication of ceramic parts using a digital light projection system and tape casting | |
| Chao et al. | Ultralow-Shrinkage Ceramic Fabrication via Three-dimensional Printing of High-Solid-Loading Suspensions |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220208 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220404 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220621 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220624 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7100867 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |