JP7101232B2 - ワーク投入装置 - Google Patents
ワーク投入装置 Download PDFInfo
- Publication number
- JP7101232B2 JP7101232B2 JP2020198859A JP2020198859A JP7101232B2 JP 7101232 B2 JP7101232 B2 JP 7101232B2 JP 2020198859 A JP2020198859 A JP 2020198859A JP 2020198859 A JP2020198859 A JP 2020198859A JP 7101232 B2 JP7101232 B2 JP 7101232B2
- Authority
- JP
- Japan
- Prior art keywords
- hand
- holding
- robot arm
- wire mesh
- work
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Landscapes
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Manipulator (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
Description
また、本発明のワーク投入装置は、軸線周りに回動可能なロボットアームと、前記ロボットアームの先端部から当該ロボットアームの軸線と交差する方向に延設される複数のハンド部と、を備え、複数の前記ハンド部は、周方向に配列されているとともに、当該ハンド部の先端部に設けられており、ワークを保持可能な保持部と、をそれぞれ備え、前記ワークとしての金網を磁力によって保持するための磁性保持部を前記保持部として有する第一の前記ハンド部と、前記ワークとしての中子を吸引によって保持するための吸引保持部を前記保持部として有する第二の前記ハンド部と、を備え、前記吸引保持部において吸引された空気は、前記第二のハンド部及び前記ロボットアームの内部を流通することを特徴とする。
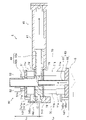
図1に示すように、本発明の鋳造システムCSは、アルミニウムを材料とした低圧鋳造によって、車両用エンジンのシリンダヘッドを製造するシステムである。鋳造システムCSは、鋳造装置1と、ワーク投入装置2と、鋳造品取出装置3と、これらを制御する制御部(図示せず)と、を備える。鋳造装置1、ワーク投入装置2及び鋳造品取出装置3は、低圧鋳造の熱に耐えることが可能な金属製の装置である。
鋳造装置1は、鋳造品としてのシリンダヘッドを低圧鋳造によって製造する装置である。鋳造装置1は、テーブル10と、上金型保持部20と、昇降部30と、を備える。
テーブル10は、床面等に載置され、上下方向に延設される複数の脚部11と、複数の脚部11の上端部に設けられる台部12と、を備える。台部12の上面には、金型4のうち、下金型4aと、下金型4a上において前後左右の四方に設けられる4つの横金型4bと、が設けられている。4つの横金型4bは、横金型保持部(図示せず)によって、水平方向の移動が規制されている。
上金型保持部20は、上下方向に延設される複数の柱部21と、複数の柱部21の上端部に設けられる枠部22と、枠部22に載置されるプラテン23と、を備える。枠部22及びプラテン23は、台部12の上方に位置する。プラテン23の下面には、金型4のうち、上金型4cが取り付けられている。上金型4cは、枠部22の開口部を介して当該枠部22よりも下方に配置される。
昇降部30は、上金型保持部20を昇降させる機構である。本実施形態において、昇降部30は、モータ、ボールネジ等を備えており、柱部21を脚部11に対して上下動させるように構成されている。
ワーク投入装置2は、ワークとしてののろこし金網5及び砂中子6を保持して鋳造装置1に投入する装置である。図2に示すように、のろこし金網5は、下金型4aに形成されている複数(本実施形態では、4つ)の孔部(湯口)4a1にそれぞれ設けられている。本実施形態において、のろこし金網5は、平面視で円形状を呈しており、径方向中央部に上方へ突出する凸部を有するとともに、周縁部に上方へ屈曲するフランジ部を有する。のろこし金網5は、アルミ溶湯が湯口4a1を介して金型4内へ導入される際に、アルミ溶湯の濾過を行い、アルミ溶湯内に浮遊する酸化物等の異物を除去する。のろこし金網5は、その網目の大きさによってアルミ溶湯の流動性及び濾過性能が設定されている。そのため、のろこし金網5は、1つの湯口4a1に対して1枚のみが設置される必要がある。また、砂中子6は、金型4内に設置され、シリンダヘッドのウォータージャケット等の中空部を形成する。図3及び図4に示すように、ワーク投入装置2は、ロボットアーム40と、第一のハンド部50と、第二のハンド部60と、距離変更部70と、を備える。
ロボットアーム40は、当該ロボットアーム40の先端部の構造として、第一のアーム部41と、第二のアーム部42と、を備える。
第一のハンド部50及び第二のハンド部60は、ロボットアーム40の先端部において、ロボットアーム40の軸線周りに周方向に配列されている。本実施形態において、第一のハンド部50及び第二のハンド部60は、180°間隔で配列されている。第一のハンド部50及び第二のハンド部60の一方がロボットアーム40の先端部よりも下方に位置する状態において、第一のハンド部50及び第二のハンド部60の他方は、ロボットアーム40の先端部よりも上方に位置する。
第一のハンド部50は、第一のアーム部41及び第二のアーム部42の第一辺部42aの軸線と交差する方向に延設されており、のろこし金網5を当該ハンド部50の下側に保持して鋳造装置1へ投入するための部位である。第一のハンド部50は、プレート51と、プレート51から立設される複数の磁性保持部52と、を備える。プレート51は、ボルト等によって距離変更部70の大径部71aに着脱可能に取り付けられている。磁性保持部52は、ワークとしてののろこし金網5の凸部を磁力によって保持するための保持部である。本実施形態では、4つの磁性保持部52が、4つの湯口4a1に対応して平面視で正方形の頂点に位置するように設けられている(図3及び図4には2つの磁性保持部52のみ図示)。
第二のハンド部60は、第一のアーム部41及び第二のアーム部42の第一辺部42aの軸線と交差する方向に延設されており、砂中子6を当該ハンド部60の下側に保持して鋳造装置1へ投入するための部位である。本実施形態において、第二のハンド部60は、第一のハンド部50と同一直線上であって第一のハンド部50とは反対方向に延設されている。第二のハンド部60は、筒部61と、筒部61の先端部に設けられる吸引保持部62と、を備える。筒部61は、第二のアーム部42の第二辺部42bに、第一辺部41a側から挿通されている。吸引保持部62は、ワークとしての砂中子6を吸引によって保持するための保持部である。各図における吸引保持部62の形状は簡略化されているが、吸引保持部62は、砂中子6のパーティングラインに沿った位置を基準として、当該吸引保持部62の下面が砂中子6の状面に沿うようにデザインされている。また、吸引保持部62は、吸引口からの吸引速度を安定化するため、チャンバー室を備える二重構造を呈する。
距離変更部70は、ロボットアーム40の先端部と第一のハンド部50の磁性保持部52との距離を変更可能な部位である。また、距離変更部70は、ロボットアーム40の先端部と第二のハンド部60の吸引保持部62との距離を変更可能な部位である。すなわち、距離変更部70は、第一のハンド部50における距離変更部と第二のハンド部60における距離変更部とを共通化したものである。距離変更部70は、2つの柱部71と、1つの柱部71に対して2つ、計4つのストッパ72と、を備える。
図3及び図4に示すように、ワーク投入装置2は、移動規制部140をさらに備える。移動規制部140は、固定片部141,142と、回動片部143と、を備える。
図5に示すように、ワーク投入装置2は、収容部80と、金網配置部としての金網搬送部90、秤部100、秤移動部110、金網取外部120及びセンサ部130(図8参照)と、をさらに備える。
収容部80は、上端部が開放された円筒形状を呈しており、内部に複数ののろこし金網5が重ねて収容されている。
金網搬送部90は、床面等から上下方向に延設される支柱部91と、支柱部91に対して上下方向に移動可能に設けられる横柱部92と、横柱部92に対して当該横柱部92の軸線方向に移動可能に設けられる伸縮柱部93と、伸縮柱部93の先端部に設けられる磁性保持部94と、を備える。制御部は、モータ等(図示せず)を制御することによって、横柱部92及び伸縮柱部93を移動させ、磁性保持部94の位置を移動させることができる。
図6及び図7に示すように、秤部100は、基部101と、基部101によって中間部が揺動可能に支持される棒部102と、棒部102の一端部から下方に垂設される錘部103と、棒部102の他端部から上方に立設される上皿部104と、ストッパ105と、を備える。本実施形態では、4つの秤部100が、平面視で互いの棒部102が水平になるように、一列に並べて設けられている。
秤移動部110は、制御部の制御によって、4つの秤部100を棒部102に直交する方向に一体的に移動させる。
金網取外部120は、上皿部104の上方に位置しており、平面視で略U字形状を呈する。金網取外部120は、磁性保持部94が挿通可能であり、のろこし金網5が挿通不能な形状に設定されている。
センサ部130は、金網取外部120の下方に位置する秤部100の上皿部104上に載置されたのろこし金網5を検出し、検出結果を制御部へ出力する距離センサ(赤外線センサ等)である。
図1に示すように、鋳造品取出装置3は、鋳造装置1によって製造された鋳造品を取り出すためのロボットアーム及びロボットハンドを備える装置である。
続いて、ワーク投入装置2の動作例について、砂中子6の保持、のろこし金網5の配置、のろこし金網5の保持、のろこし金網5の投入、砂中子6の投入の順に説明する。
まず、制御部は、図3に示すように、ロボットアーム40を回動させることによって、第一のハンド部50を上側、第二のハンド部60を下側に位置させる。ここで、距離変更部70は、第一のハンド部50、第二のハンド部60及び距離変更部70の自重によって、磁性保持部52をロボットアーム40の先端部に近接させ、吸引保持部62をロボットアーム40の先端部から離間させる。かかる自重による距離変更は、ロボットアーム40の回動中に(詳細には、第一のハンド部50がロボットアーム40の回動軸よりも上方に位置し、第二のハンド部60がロボットアーム40の回動軸よりも下方に位置するようになってから)行われる。また、距離変更部70は、第一のハンド部50側の大径部71aが第一のハンド部50側のストッパ72に載置されることよって、磁性保持部52及び吸引保持部62の位置決めを行う。また、第二片部141bが凹部143a内に収容される。かかる状態において、制御部は、吸引部(ポンプ、図示せず)を制御することによって、吸引保持部62の下面側の空気を筒部61、第二のアーム部42及び第一のアーム部41の内部空間を介して吸引する。砂中子6は、かかる空気の吸引によって、吸引保持部62の下面に保持される。
砂中子6の保持と並行して、制御部は、図8及び図9に示すように、モータ等(図示せず)を制御することによって、金網搬送部90を駆動し、収容部80に収容されたのろこし金網5を磁性保持部94に保持させ、収容部80から取り出す。続いて、制御部は、図10に示すように、モータ等(図示せず)を制御することによって、金網搬送部90を駆動し、磁性保持部94に保持されたのろこし金網5を上皿部104と金網取外部120との間に移動させる。続いて、制御部は、モータ等(図示せず)を制御することによって、金網搬送部90を駆動し、磁性保持部94を上方へ移動させることによって、磁性保持部94に保持されたのろこし金網5を金網取外部120の下面に当接させて磁性保持部94から取り外し、上皿部104に載置させる。ここで、2枚以上ののろこし金網5が上皿部104に載置された場合には、上皿部104が下方に傾き、2枚以上ののろこし金網5は上皿部104から脱落する。上皿部104から脱落したのろこし金網5は、上皿部104の下方に設けられた箱体である回収部に収容される。
続いて、制御部は、図4に示すように、砂中子6が吸引保持部62によって保持された状態でロボットアーム40を回動させることによって、第一のハンド部50を下側、第二のハンド部60を上側に位置させる。ここで、距離変更部70は、第一のハンド部50、第二のハンド部60及び距離変更部70の自重によって、磁性保持部52をロボットアーム40の先端部から離間させ、吸引保持部62をロボットアーム40の先端部に近接させる。かかる自重による距離変更は、ロボットアーム40の回動中に(詳細には、第一のハンド部50がロボットアーム40の回動軸よりも下方に位置し、第二のハンド部60がロボットアーム40の回動軸よりも上方に位置するようになってから)行われる。また、距離変更部70は、第二のハンド部60側の大径部71aが第二のハンド部60側のストッパ72に載置されることよって、磁性保持部52及び吸引保持部62の位置決めを行う。また、第二片部142bが凹部143a内に収容される。4つの上皿部104上に載置されたのろこし金網5は、磁性保持部52の磁力によって、4つの磁性保持部52の先端部にそれぞれ保持される。
続いて、制御部は、図2に示すように、4つの磁性保持部52の先端部に保持されたのろこし金網5を下金型4aの湯口4a1に設置する。
続いて、制御部は、図3に示すように、ロボットアーム40を回動させることによって、第一のハンド部50を上側、第二のハンド部60を下側に位置させる。かかる状態において、制御部は、図2に示すように、砂中子6を下金型4a及び横金型4bによって囲まれた空間内に設置する。
したがって、ワーク投入装置2は、一のロボットアーム40によって複数種類のワーク5,6を投入することによって、省スペース化を実現することができる。また、ワーク投入装置2は、一のハンド部の保持部がワークを投入する際に、他のハンド部を短くし、周囲の装置等(例えば、枠部22、プラテン23、上金型4c等)と干渉することを防止することができる。
したがって、ワーク投入装置2は、一のハンド部の保持部がワークを投入する際に、他のハンド部を短くし、上方の装置等(例えば、枠部22、プラテン23、上金型4c等)と干渉することを防止することができる。
さらに、ワーク投入装置2は、ワークが投入される装置の上下方向の小型化(本実施形態では、鋳造装置1の上金型保持部20の小型化)に寄与することができる。
したがって、ワーク投入装置2は、モータ等を用いることなく、簡略な構造でロボットアームと保持部との距離を変更することができる。
したがって、ワーク投入装置2は、鋳造品を製造する際に、1つのロボットアーム40によって金網及び中子を鋳造装置1へ好適に投入することができる。
したがって、ワーク投入装置2は、分離しづらい金網5を1枚ずつに分けて好適に投入することができる。
したがって、ワーク投入装置2は、吸引保持のためのホース等を省略することができるとともに、吸引保持によって中子6を好適に投入することができる。
2 ワーク投入装置
4 金型
5 のろこし金網(金網、ワーク)
6 砂中子(中子、ワーク)
40 ロボットアーム
50 第一のハンド部(ハンド部)
52 磁性保持部(保持部)
60 第二のハンド部(ハンド部)
62 吸引保持部(保持部)
70 距離変更部
80 収容部
90 金網搬送部(金網配置部)
100 秤部(金網配置部)
120 金網取外部(金網配置部)
CS 鋳造システム
Claims (3)
- 軸線周りに回動可能なロボットアームと、
前記ロボットアームの先端部から当該ロボットアームの軸線と交差する方向に延設される複数のハンド部と、
を備え、
複数の前記ハンド部は、周方向に配列されているとともに、
当該ハンド部の先端部に設けられており、ワークを保持可能な保持部と、
をそれぞれ備え、
前記ワークとしての金網を磁力によって保持するための磁性保持部を前記保持部として有する第一の前記ハンド部と、
前記ワークとしての中子を吸引によって保持するための吸引保持部を前記保持部として有する第二の前記ハンド部と、
複数の前記金網が収容される収容部と、
前記収容部に収容された複数の前記金網から、所定数の前記金網を取り出して1枚ずつに分けて配置する金網配置部と、
を備え、
前記磁性保持部は、前記金網配置部に配置された所定数の前記金網を保持する
ことを特徴とするワーク投入装置。 - 前記吸引保持部において吸引された空気は、前記第二のハンド部及び前記ロボットアームの内部を流通する
ことを特徴とする請求項1に記載のワーク投入装置。 - 軸線周りに回動可能なロボットアームと、
前記ロボットアームの先端部から当該ロボットアームの軸線と交差する方向に延設される複数のハンド部と、
を備え、
複数の前記ハンド部は、周方向に配列されているとともに、
当該ハンド部の先端部に設けられており、ワークを保持可能な保持部と、
をそれぞれ備え、
前記ワークとしての金網を磁力によって保持するための磁性保持部を前記保持部として有する第一の前記ハンド部と、
前記ワークとしての中子を吸引によって保持するための吸引保持部を前記保持部として有する第二の前記ハンド部と、
を備え、
前記吸引保持部において吸引された空気は、前記第二のハンド部及び前記ロボットアームの内部を流通する
ことを特徴とするワーク投入装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020198859A JP7101232B2 (ja) | 2020-11-30 | 2020-11-30 | ワーク投入装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020198859A JP7101232B2 (ja) | 2020-11-30 | 2020-11-30 | ワーク投入装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017217516A Division JP6824864B2 (ja) | 2017-11-10 | 2017-11-10 | ワーク投入装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021037549A JP2021037549A (ja) | 2021-03-11 |
| JP7101232B2 true JP7101232B2 (ja) | 2022-07-14 |
Family
ID=74847963
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020198859A Expired - Fee Related JP7101232B2 (ja) | 2020-11-30 | 2020-11-30 | ワーク投入装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7101232B2 (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009125792A (ja) | 2007-11-27 | 2009-06-11 | Honda Motor Co Ltd | 鋳造用金網装着装置及び鋳造用金網装着方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS614686A (ja) * | 1984-06-13 | 1986-01-10 | 株式会社東芝 | ワ−ク吸着装置 |
| JPH087960Y2 (ja) * | 1991-06-28 | 1996-03-06 | 新東工業株式会社 | 生砂中子の搬送装置 |
| JPH10264068A (ja) * | 1997-03-24 | 1998-10-06 | Okayama Pref Gov Shin Gijutsu Shinko Zaidan | ロボットハンド |
-
2020
- 2020-11-30 JP JP2020198859A patent/JP7101232B2/ja not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009125792A (ja) | 2007-11-27 | 2009-06-11 | Honda Motor Co Ltd | 鋳造用金網装着装置及び鋳造用金網装着方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021037549A (ja) | 2021-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104227478A (zh) | 成塔式结构的圆环形的工具库架和用于工具转运的方法 | |
| KR101238237B1 (ko) | 툴매거진 및 머시닝센터 | |
| CN105228792B (zh) | 工具机 | |
| JP7101232B2 (ja) | ワーク投入装置 | |
| CN201776619U (zh) | 机床 | |
| KR20100118079A (ko) | 복합선반 및 워크의 가공방법 | |
| JP6824864B2 (ja) | ワーク投入装置 | |
| TWI678254B (zh) | 工作機械 | |
| KR20140064258A (ko) | 칼럼이 유동되는 유동선상의 그립 바를 상하 슬라이딩시키는 상하플레이트가 구비된 수직형 머시닝 센터 및 그 장치를 이용한 툴 교환 방법 | |
| CN106379738A (zh) | 自动供料机 | |
| JP3722356B2 (ja) | 重力式傾動金型鋳造装置 | |
| CN108288602B (zh) | 抓取和安放装置 | |
| CN109774363A (zh) | 一种面板自动化上下料加工迷你数控机床 | |
| CN114476699B (zh) | 一种粉末供料盘装置 | |
| CN206407606U (zh) | 自动供料机 | |
| JP2016124037A (ja) | 工作機械 | |
| JP4304469B2 (ja) | ホーニング加工機の工具交換方法及びホーニング加工機。 | |
| JPH058029A (ja) | アルミ鋳造プラント | |
| JPH058028A (ja) | アルミ鋳造プラント | |
| JPH058026A (ja) | アルミ鋳造プラント | |
| JPH06247521A (ja) | 保管架装置 | |
| CN221396486U (zh) | 物料收集装置与里料系统 | |
| CN213379317U (zh) | 一种便于移动的数控车床 | |
| CN222628175U (zh) | 一种坩埚双工位定位取芯装置 | |
| JPH058027A (ja) | アルミ鋳造プラント |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220607 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220704 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7101232 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |