JP7119661B2 - ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 - Google Patents
ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 Download PDFInfo
- Publication number
- JP7119661B2 JP7119661B2 JP2018128782A JP2018128782A JP7119661B2 JP 7119661 B2 JP7119661 B2 JP 7119661B2 JP 2018128782 A JP2018128782 A JP 2018128782A JP 2018128782 A JP2018128782 A JP 2018128782A JP 7119661 B2 JP7119661 B2 JP 7119661B2
- Authority
- JP
- Japan
- Prior art keywords
- unit
- web
- dispersing
- section
- measurement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000835 fiber Substances 0.000 title claims description 83
- 239000002994 raw material Substances 0.000 title claims description 35
- 238000012545 processing Methods 0.000 title claims description 34
- 238000000034 method Methods 0.000 title claims description 17
- 238000004064 recycling Methods 0.000 title claims description 15
- 238000005259 measurement Methods 0.000 claims description 144
- 239000000463 material Substances 0.000 claims description 132
- 238000009826 distribution Methods 0.000 claims description 95
- 239000006185 dispersion Substances 0.000 claims description 83
- 238000000151 deposition Methods 0.000 claims description 29
- 238000003825 pressing Methods 0.000 claims description 21
- 230000008021 deposition Effects 0.000 claims description 14
- 238000004519 manufacturing process Methods 0.000 description 93
- 239000000203 mixture Substances 0.000 description 67
- 239000000654 additive Substances 0.000 description 35
- 230000007246 mechanism Effects 0.000 description 35
- 230000000996 additive effect Effects 0.000 description 31
- 230000032258 transport Effects 0.000 description 21
- 239000000428 dust Substances 0.000 description 17
- 230000006870 function Effects 0.000 description 14
- 230000003287 optical effect Effects 0.000 description 13
- 230000008859 change Effects 0.000 description 12
- 230000000694 effects Effects 0.000 description 12
- 239000002245 particle Substances 0.000 description 12
- 238000005520 cutting process Methods 0.000 description 10
- 238000010586 diagram Methods 0.000 description 10
- 238000010438 heat treatment Methods 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- 230000002093 peripheral effect Effects 0.000 description 8
- 206010061592 cardiac fibrillation Diseases 0.000 description 6
- 230000002600 fibrillogenic effect Effects 0.000 description 6
- 239000002184 metal Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000000465 moulding Methods 0.000 description 5
- 239000003595 mist Substances 0.000 description 4
- 239000010893 paper waste Substances 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 238000004220 aggregation Methods 0.000 description 3
- 230000002776 aggregation Effects 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 230000005611 electricity Effects 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000003068 static effect Effects 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 239000011358 absorbing material Substances 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 2
- 230000004913 activation Effects 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000012216 screening Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000009423 ventilation Methods 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 240000006829 Ficus sundaica Species 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000013054 paper strength agent Substances 0.000 description 1
- 239000012466 permeate Substances 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920003051 synthetic elastomer Polymers 0.000 description 1
- 239000005061 synthetic rubber Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images
















Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F7/00—Other details of machines for making continuous webs of paper
- D21F7/06—Indicating or regulating the thickness of the layer; Signal devices
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F9/00—Complete machines for making continuous webs of paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F2/00—Transferring continuous webs from wet ends to press sections
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W30/00—Technologies for solid waste management
- Y02W30/50—Reuse, recycling or recovery technologies
- Y02W30/64—Paper recycling
Landscapes
- Nonwoven Fabrics (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
Description
また、従来、加工物の厚さを測定する方法として、厚さを測定する対象に光を照射し、その反射光を検出する方法が知られている(例えば、特許文献2参照)。特許文献2記載の方法は、加工物に接触せずに厚さを測定できることが利点である。
本発明は、繊維を堆積させて加工する場合に、堆積した繊維の厚みを適切な厚みに維持あるいは調整できるようにすることを目的とする。
[1-1.シート製造装置の全体構成]
図1は、シート製造装置100の概略構成図である。
シート製造装置100は、本発明の測定装置、ウェブ加工装置、及び、繊維原料再生装置に相当し、繊維を含む原料MAを繊維化して、新しいシートSに再生する再生処理を実行する。シート製造装置100は、例えば、原料MAに添加物を混合し、シートSの結合強度や白色度の調製や、色、香り、難燃等の機能を付加してもよい。また、シート製造装置100は、シートSの密度や厚さ、サイズ、形状を調整可能であってもよい。シートSの代表的な例として、A4やA3の定型サイズの印刷用紙、床掃除用シート等の掃除用シート、油汚れ用シート、トイレ掃除用シート等のシート状の製品が挙げられるが、紙皿形状、立体的な形状も含む緩衝材や吸音材、液体吸収材等を含んでもよい。
粗砕部12は、粗砕刃14を備え、原料MAを粗砕刃14により空気中で裁断して、数cm角の細片にする。細片の形状や大きさは任意である。粗砕部12は、例えば、シュレッダーを用いることができる。粗砕部12で裁断された原料MAは、ホッパー9により集められて、管2を介して解繊部20に搬送される。
メッシュベルト46の開口を通過した第3選別物は、第1集塵部27によって捕集される。また、吸引部48が吸引する気流により、ドラム部41から降下する第1選別物がメッシュベルト46に引き寄せられるので、堆積を促進する効果がある。
測定部400は、分散部60から外部に搬出された第2ウェブW2の厚みを検出する光測定装置401を備える。測定部400は、例えば、光を用いて距離を測定する光測距センサーや、第2ウェブW2に接触する接触式のセンサーを用いることができる。本実施形態はでは、光を射出し、その反射光を検知することで距離を測定する光測距センサーである光測定装置401を採用する。光測定装置401は、レーザー光を照射し、測定対象物で反射したレーザー光を受光するレーザー測距センサー、或いは、赤外光を照射して反射光を受光する赤外線測距センサーである。
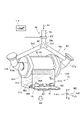
図2は、分散部60の斜視図である。図2には、分散部60に接続される管54、メッシュベルト72、及び制御装置110を合わせて図示する。図3は、分散部60の断面視図である。
搬送気流M2は、分岐管54cから送気管57aを通り、回転軸Q方向に、分散ドラム61の内部に流入する。また、搬送気流M3は、分岐管54dから送気管57bを通り、回転軸Q方向に、分散ドラム61の内部に流入する。
図4は、気流調整部801の構成を示す模式図である。気流調整部801は、主管54aに設けられ、搬送気流M1が搬送気流M2と搬送気流M3とに分流する比率を調整する装置である。
図2及び図4に示した分散ドラム61は、円筒形状の構造体であり、開口61aを有する。分散ドラム61は、制御装置110の制御によって動作する図示しないモーターの動力によって方向RT1に回転し、分散ドラム61の内部に送り込まれた混合物MXを、開口61aから降下させる。
図5は、分散ドラム61とは別の構成例としての分散ドラム610の斜視図である。
分散部60は、分散ドラム61、及び、分散ドラム610のどちらを用いても構成可能である。また、分散ドラム61、610とは異なる態様の分散ドラムを用いることも、勿論制限されず、本実施形態では分散ドラム61を採用した例を説明する。
図2に示すように、分散部60にはローラーユニット650が設けられる。ローラーユニット650は、第2シールローラー65と、第2シールローラー65を支持する構造とを有する。
ローラーユニット650は、第2シールローラー65を支持するローラー枠660を備える。第2シールローラー65は、図1に示したように、分散ドラム61の搬送方向F1における下流側に開口する開口638を閉塞する。
クリーナー656は、第2シールローラー65の表面に当接する合成樹脂製またはゴム製のブレードを有し、第2シールローラー65に付着した繊維や粒子をブレードにより掻き取る。
ギヤ652は、図示しないモーターや駆動ギヤに連結され、ギヤ652に伝達される回転力により、ローラー軸651が回転する。第2シールローラー65は、ギヤ652を介して駆動されることにより、メッシュベルト72の搬送方向F1への移動速度に対応する回転速度で回転する。すなわち、第2ウェブW2の搬送方向F1への移動速度と、第2シールローラー65の周面の移動速度とが、ほぼ同一の速度となるように、制御装置110が制御を行う。このため、第2シールローラー65が第2ウェブW2に当接しても、第2ウェブW2の表面が乱されることがなく、第2シールローラー65が第2ウェブW2の搬送の支障とならないので、第2ウェブW2を安定して搬送できる。
なお、ローラー軸651は、第2シールローラー65の両端のうちいずれか一方に設けられていればよい。
第2ウェブW2は、開口638を通過する際に第2シールローラー65により押圧されることにより、圧縮され、高密度化される。また、第2ウェブW2の表面は、凹凸が圧縮されることにより、平滑度を増す。
続いて、測定部400により第2ウェブW2の厚みを測定するための構造および作用を説明する。
測定部400が備える各々の光測定装置401は、図7に示すように、固定治具405によって固定される。固定治具405は、サブフレーム663と光測定装置401とを連結するブラケットであり、この構成によって、光測定装置401は分散ドラム61に固定される。
DW2=THD-TH …(1)
本実施形態では、制御装置110が上記式(1)の演算処理を行う。この演算処理を行うため、制御装置110は、基準距離THDを示すデータを記憶する。基準距離THDは、幅方向WDにおける光測定装置401の位置により異なる可能性がある。このため、好ましくは、制御装置110は、3つの光測定装置401のそれぞれに対応する基準距離THDを記憶し、各光測定装置401の測定値と、各光測定装置401に対応する基準距離THDとについて上記式(1)の演算処理を行う。
図8には、光測定装置401の測定値を(a)で示す。図8の(a)の測定値は、シート製造装置100が備える3つの光測定装置401のいずれか1個の測定値である。詳細には、図8において(a)で示す測定値は、第2シールローラー65によって圧縮した第2ウェブW2の厚みを光測定装置401で測定した測定値である。
また、図8には、対照例として、第2シールローラー65によって圧縮していない第2ウェブW2の厚みを測定した例を、(b)で示す。測定値(b)は、第2シールローラー65によって圧縮していない第2ウェブW2の厚みを光測定装置401で測定した測定値である。具体的には、シート製造装置100から第2シールローラー65を取り外して、第2ウェブW2の製造と光測定装置401による測定とを行った場合の測定値である。図8の測定値(a)と測定値(b)の縦軸のスケールは共通である。
図9は、シート製造装置100の制御系の構成を示すブロック図である。
シート製造装置100は、シート製造装置100の各部を制御するプロセッサー120を有する制御装置110を備える。
駆動制御部121は、搬送部150を含むシート製造装置100の各部を動作させる。測定制御部122は、複数の光測定装置401のそれぞれが測定した測定値を取得する。また、測定制御部122は、光測定装置401の測定値を解析して、搬送方向F1における第2ウェブW2の厚みの変動の検出、及び、幅方向WDにおける第2ウェブW2の厚みムラの検出を行う。
また、測定値データ134は、測定制御部122が、光測定装置401から取得した測定値をもとに算出した第2ウェブW2の厚みのデータを含んでもよい。例えば、測定制御部122は、光測定装置401から測定値を取得する毎に第2ウェブW2の厚みを算出し、算出した厚みを測定値データ134としてメモリー130に記憶させてもよい。この場合、測定制御部122は、測定値データ134に含まれる厚みの値に基づき、搬送方向F1における厚みの変動や、幅方向WDにおける厚みのムラを検出する処理を行うことができる。
制御装置110が備える駆動制御部121は、シート製造装置100の電源がオンにされると(ステップST1)、シート製造装置100の動作の設定を行う(ステップST2)。シート製造装置100の動作の設定は、例えば、操作パネル141により設定用の画面を表示し、この設定用の画面に対するユーザーの入力操作によって行われる。ステップST2では、例えば、操作パネル141の操作によってシート製造装置100が製造するシートSの枚数や種類が入力され、入力内容に基づき、シート製造装置100が実行する動作が設定される。
また、ローラーユニット650が、加圧部82よりも低い圧力でウェブを圧縮するので、第2ウェブW2の凹凸を平滑化できる程度に第2ウェブW2を加圧し、かつ、第2ウェブW2の厚みの変動が検出しやすい条件で、測定を行うことができる。
図11は、本発明の第2実施形態の分散部60Aの斜視図である。
分散部60Aは、分散部60に代えて、シート製造装置100に設置される。分散部60Aは、分散部60と同様に構成されるハウジング63を有し、ハウジング63の内部において分散ドラム61からメッシュベルト72に混合物MXを降下させ、第2ウェブW2を製造する。
図12に示すように、気流絞り部811は、絞り板813を備える。絞り板813は、符号MVで示す方向に往復移動可能な板である。絞り板813は硬質の板材であり、少なくとも搬送気流M2の通風を妨げる程度の強度を有する。
図13は、第3実施形態の分散部60Bの斜視図であり、図14は、第3実施形態のシート製造装置100の機能ブロック図である。
分散部60Bは、分散部60に代えて、シート製造装置100に設置される。分散部60Bは、分散部60と同様に構成されるハウジング63を有し、ハウジング63の内部において分散ドラム61からメッシュベルト72に混合物MXを降下させ、第2ウェブW2を製造する。
図15は、本発明の第4実施形態の分散部60Cの断面視図である。
分散部60Cは、分散部60に代えて、シート製造装置100に設置される。分散部60Cは、分散部60と同様に構成されるハウジング63を有し、ハウジング63の内部において分散ドラム61からメッシュベルト72に混合物MXを降下させ、第2ウェブW2を製造する。
サクション機構76aは、管66aを通じて第3集塵部67aに接続される。第3集塵部67aは、第3捕集ブロアー68aに接続される。第3捕集ブロアー68aは、第2捕集ブロアー68と同様に、制御装置110の制御に従って気流を吸引し、図示しない排気管を通じてシート製造装置100の外に排気する。第3集塵部67aは、サクション機構76aを通じて分散部60Cから吸引される気流に含まれる繊維や粒子を捕集するフィルターである。
このように、第3捕集ブロアー68a、及び第4捕集ブロアー68bは、本発明の気流調整部として機能し、分散ドラム61からメッシュベルト72に降下する混合物MXの、幅方向WDにおける分布を調整する。この調整は、例えば、制御装置110が、第3捕集ブロアー68a及び第4捕集ブロアー68bのオン及びオフを切り替えることによって実行できる。さらに、制御装置110が、第3捕集ブロアー68a及び第4捕集ブロアー68bブロアーモーターの回転速度を個別に制御することで、より細かい調整を行うことができる。この構成において、サクション機構76a、76bは気流調整部として機能する。
図16は、第5実施形態の分散部60Dの斜視図であり、図17は、第5実施形態のシート製造装置100の機能ブロック図である。
分散部60Dは、分散部60に代えて、シート製造装置100に設置される。分散部60Dは、分散部60と同様に構成されるハウジング63を有し、ハウジング63の内部において分散ドラム61からメッシュベルト72に混合物MXを降下させ、第2ウェブW2を製造する。
開口部851は、左側壁634に設けられ、ハウジング63の外部と内部空間62とに連通する開口852を有する。開口部851は、開口852を開閉する移動扉853を有する。移動扉853は、開口852を完全に閉塞する位置と、開口852が最大開口となる位置との間を移動可能な扉であり、開口調整部854によって駆動される。開口調整部854は、移動扉853を移動させるアクチュエーターであり、制御装置110の制御に従って動作して、移動扉853を動かす。また、開口部841は、図示はしないが、移動扉853と同様の移動扉を有し、この移動扉を、図17に示す開口調整部844により駆動する。開口調整部844は、開口調整部854と同様に構成されるアクチュエーターである。
上述した各実施形態は、特許請求の範囲に記載された本発明を実施する具体的態様に過ぎず、本発明を限定するものではなく、その要旨を逸脱しない範囲において、例えば以下に示すように、種々の態様において実施することが可能である。
Claims (12)
- 繊維を含む材料を分散させる分散部と、
前記分散部で分散された前記材料を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送された前記ウェブを加圧する加圧部と、
前記加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
前記分散部に前記材料を供給する複数の材料供給部と、
前記制御部の制御により、複数の前記材料供給部から前記分散部に供給される前記材料の量を調整する調整部と、
を備えるウェブ形成装置。 - 前記分散部は、前記材料を分散させる分散ドラムを備え、前記分散ドラムと前記堆積部との間を囲むケースを有し、前記ケースの内部において気中で前記材料を分散させ、
前記制御部の制御により、前記ケースの内部における前記第2方向の気流を調整する気流調整部を備える、請求項1に記載のウェブ形成装置。 - 繊維を含む材料を分散させる分散部と、
前記分散部で分散された前記材料を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送された前記ウェブを加圧する加圧部と、
前記加圧部により前記ウェブが加圧されている状態、または前記加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
を備え、
前記分散部は、前記材料を分散させる分散ドラムを備え、前記分散ドラムと前記堆積部との間を囲むケースを有し、前記ケースの内部において気中で前記材料を分散させ、
前記制御部の制御により、前記ケースの内部における前記第2方向の気流を調整する気流調整部を備えるウェブ形成装置。 - 前記分散部に前記材料を供給する複数の材料供給部と、前記制御部の制御により、複数の前記材料供給部から前記分散部に供給される前記材料の量を調整する調整部と、を備える、請求項3に記載のウェブ形成装置。
- 前記第2方向に並べて配置される複数の前記測定部を備える、請求項1から4のいずれかに記載のウェブ形成装置。
- 繊維を含む材料を分散させる分散部と、
前記分散部で分散された前記材料を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送された前記ウェブを加圧する第1加圧部と、
前記第1加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
前記測定部による測定及び前記第1加圧部による加圧が行われた後に、前記ウェブを加圧する第2加圧部と、
前記分散部に前記材料を供給する複数の材料供給部と、
前記制御部の制御により、複数の前記材料供給部から前記分散部に供給される前記材料の量を調整する調整部と、を備える、ウェブ加工装置。 - 繊維を含む材料を分散させる分散部と、
前記分散部で分散された前記材料を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送された前記ウェブを加圧する第1加圧部と、
前記第1加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
前記測定部による測定及び前記第1加圧部による加圧が行われた後に、前記ウェブを加圧する第2加圧部と、を備え、
前記分散部は、前記材料を分散させる分散ドラムを備え、前記分散ドラムと前記堆積部との間を囲むケースを有し、前記ケースの内部において気中で前記材料を分散させ、
前記制御部の制御により、前記ケースの内部における前記第2方向の気流を調整する気流調整部を備える、ウェブ加工装置。 - 前記第1加圧部は、前記第2加圧部よりも低い圧力で前記ウェブを加圧する、請求項6または7に記載のウェブ加工装置。
- 繊維を含む原料を解繊する解繊部と、
前記解繊部により解繊された解繊物を分散させる分散部と、
前記分散部で分散された前記解繊物を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送させた前記ウェブを加圧する第1加圧部と、
前記第1加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
前記測定部による測定及び前記第1加圧部による加圧が行われた後に、前記ウェブを加圧する第2加圧部と、
前記分散部に前記解繊物を供給する複数の材料供給部と、
前記制御部の制御により、複数の前記材料供給部から前記分散部に供給される前記解繊物の量を調整する調整部と、を備える、繊維原料再生装置。 - 繊維を含む原料を解繊する解繊部と、
前記解繊部により解繊された解繊物を分散させる分散部と、
前記分散部で分散された前記解繊物を堆積させてウェブを形成する堆積部と、
前記ウェブを第1方向に搬送する搬送部と、
前記第1方向に搬送させた前記ウェブを加圧する第1加圧部と、
前記第1加圧部により前記ウェブが加圧された後において、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定する測定部と、
前記測定部の測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御する制御部と、
前記測定部による測定及び前記第1加圧部による加圧が行われた後に、前記ウェブを加圧する第2加圧部と、を備え、
前記分散部は、前記解繊物を分散させる分散ドラムを備え、前記分散ドラムと前記堆積部との間を囲むケースを有し、前記ケースの内部において気中で前記解繊物を分散させ、
前記制御部の制御により、前記ケースの内部における前記第2方向の気流を調整する気流調整部を備える、繊維原料再生装置。 - 繊維を含む材料を材料供給部によって分散部に供給し、
前記分散部によって前記材料を分散させ、
前記分散部で分散された前記材料を堆積させてウェブを形成し、
前記ウェブを第1方向に搬送し、
前記第1方向に搬送された前記ウェブを加圧部により加圧し、
前記ウェブが加圧された後に、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定部により測定し、
制御部によって、測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御し、
前記制御部の制御により、調整部によって、複数の前記材料供給部から前記分散部に供給される前記材料の量を調整する、ウェブ形成方法。 - 材料を分散させる分散ドラムを備え、前記分散ドラムと、前記材料が堆積する堆積部との間を囲むケースを有し、前記ケースの内部において気中で前記材料を分散させる分散部によって、繊維を含む前記材料を分散させ、
前記分散部で分散された前記材料を堆積させてウェブを形成し、
前記ウェブを第1方向に搬送し、
前記第1方向に搬送された前記ウェブを加圧部により加圧し、
前記ウェブが加圧された後に、前記第1方向と交差する第2方向における前記ウェブの厚さ分布を測定し、
制御部によって、測定結果と設定された厚さ分布とを比較して、前記ウェブの厚さ分布を制御し、
前記制御部の制御により、前記ケースの内部における前記第2方向の気流を、気流調整部によって調整する、ウェブ形成方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128782A JP7119661B2 (ja) | 2018-07-06 | 2018-07-06 | ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 |
| US16/503,714 US10954631B2 (en) | 2018-07-06 | 2019-07-05 | Web forming device, web processing device, fibrous feedstock recycling device, and web forming method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018128782A JP7119661B2 (ja) | 2018-07-06 | 2018-07-06 | ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020007658A JP2020007658A (ja) | 2020-01-16 |
| JP7119661B2 true JP7119661B2 (ja) | 2022-08-17 |
Family
ID=69101344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018128782A Active JP7119661B2 (ja) | 2018-07-06 | 2018-07-06 | ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US10954631B2 (ja) |
| JP (1) | JP7119661B2 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3508636B1 (en) * | 2016-08-31 | 2024-05-08 | Seiko Epson Corporation | Sheet production device |
| JP2019107579A (ja) | 2017-12-15 | 2019-07-04 | セイコーエプソン株式会社 | 繊維処理装置、および、繊維原料再生装置 |
| JP6933123B2 (ja) * | 2017-12-20 | 2021-09-08 | セイコーエプソン株式会社 | 繊維処理装置、及び、繊維原料再生装置 |
| JP7151220B2 (ja) * | 2018-07-06 | 2022-10-12 | セイコーエプソン株式会社 | 測定装置、ウェブ加工装置、及び、繊維原料再生装置 |
| JP7516770B2 (ja) * | 2020-02-07 | 2024-07-17 | セイコーエプソン株式会社 | 繊維体堆積装置および繊維構造体製造装置 |
| JP7618992B2 (ja) | 2020-09-29 | 2025-01-22 | セイコーエプソン株式会社 | シート製造装置 |
| CN113279152B (zh) * | 2021-05-20 | 2022-02-08 | 河北前进无纺集团有限公司 | 一种抗高强度拉伸的油毡布智能制备系统 |
| CN117403380B (zh) * | 2023-10-13 | 2025-11-07 | 福建建壹真空科技有限公司 | 一种真空绝热板芯材废料回收生产系统及其方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004222774A (ja) | 2003-01-20 | 2004-08-12 | Daio Paper Corp | 吸収体の積繊方法 |
| JP2004292959A (ja) | 2003-03-25 | 2004-10-21 | Livedo Corporation | 繊維積層体の製造方法および装置 |
| JP2006132009A (ja) | 2004-11-02 | 2006-05-25 | Kao Corp | 吸収体の製造装置 |
| JP2016175403A (ja) | 2015-03-18 | 2016-10-06 | セイコーエプソン株式会社 | シート製造装置およびシート製造方法 |
| WO2017043066A1 (ja) | 2015-09-11 | 2017-03-16 | セイコーエプソン株式会社 | シート製造装置およびシート製造方法 |
| WO2017154526A1 (ja) | 2016-03-07 | 2017-09-14 | セイコーエプソン株式会社 | シート製造装置 |
| WO2018173849A1 (ja) | 2017-03-22 | 2018-09-27 | セイコーエプソン株式会社 | シート製造装置、シート、及び、シート製造方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5496407A (en) * | 1993-04-19 | 1996-03-05 | Mcaleavey; Michael E. | System and method for monitoring and controlling thickness |
| JPH073603A (ja) | 1993-06-16 | 1995-01-06 | Kobe Steel Ltd | 古紙繊維製成形物の製造方法 |
| JP3149659B2 (ja) * | 1993-12-27 | 2001-03-26 | 東レ株式会社 | 不織布の製造方法 |
| DE19634997C2 (de) * | 1996-08-30 | 1999-08-05 | Voith Sulzer Papiermasch Gmbh | Regeleinrichtung mit einer Sensoren-Mehrzahl |
| FI117877B (fi) * | 2001-11-15 | 2007-03-30 | Metso Automation Oy | Menetelmä ja järjestelmä paperirainan tai vastaavan tarkkailemiseksi |
| WO2008071338A1 (de) * | 2006-12-15 | 2008-06-19 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren und vorrichtung zur dickenmessung |
| JP2012504752A (ja) | 2008-10-01 | 2012-02-23 | ピーター ヴォルターズ ゲーエムベーハー | 円盤状加工物の厚さを測定する方法 |
| US20120236139A1 (en) * | 2011-03-14 | 2012-09-20 | Wen-Tung Chang | Destructive web thickness measuring system of microdrills and method thereof |
| US8760669B2 (en) * | 2011-09-30 | 2014-06-24 | Honeywell Asca Inc. | Method of measuring the thickness of a moving web |
| JP6479706B2 (ja) * | 2016-04-11 | 2019-03-06 | 株式会社PSM International | 長尺シート材の厚み計測方法および厚み計測システム |
| JP7151220B2 (ja) * | 2018-07-06 | 2022-10-12 | セイコーエプソン株式会社 | 測定装置、ウェブ加工装置、及び、繊維原料再生装置 |
-
2018
- 2018-07-06 JP JP2018128782A patent/JP7119661B2/ja active Active
-
2019
- 2019-07-05 US US16/503,714 patent/US10954631B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004222774A (ja) | 2003-01-20 | 2004-08-12 | Daio Paper Corp | 吸収体の積繊方法 |
| JP2004292959A (ja) | 2003-03-25 | 2004-10-21 | Livedo Corporation | 繊維積層体の製造方法および装置 |
| JP2006132009A (ja) | 2004-11-02 | 2006-05-25 | Kao Corp | 吸収体の製造装置 |
| JP2016175403A (ja) | 2015-03-18 | 2016-10-06 | セイコーエプソン株式会社 | シート製造装置およびシート製造方法 |
| WO2017043066A1 (ja) | 2015-09-11 | 2017-03-16 | セイコーエプソン株式会社 | シート製造装置およびシート製造方法 |
| WO2017154526A1 (ja) | 2016-03-07 | 2017-09-14 | セイコーエプソン株式会社 | シート製造装置 |
| WO2018173849A1 (ja) | 2017-03-22 | 2018-09-27 | セイコーエプソン株式会社 | シート製造装置、シート、及び、シート製造方法 |
| JP2018159140A (ja) | 2017-03-22 | 2018-10-11 | セイコーエプソン株式会社 | シート製造装置、シート、及び、シート製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20200011013A1 (en) | 2020-01-09 |
| JP2020007658A (ja) | 2020-01-16 |
| US10954631B2 (en) | 2021-03-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7119661B2 (ja) | ウェブ形成装置、ウェブ加工装置、繊維原料再生装置、及び、ウェブ形成方法 | |
| JP7151220B2 (ja) | 測定装置、ウェブ加工装置、及び、繊維原料再生装置 | |
| US11028536B2 (en) | Defibrated material manufacturing device, and sheet manufacturing apparatus | |
| JP7035325B2 (ja) | シート製造装置、シート、及び、シート製造方法 | |
| CN109571687B (zh) | 薄片制造装置 | |
| US11332331B2 (en) | Material supply device and fiber body generation apparatus | |
| US20240167223A1 (en) | Sheet manufacturing apparatus | |
| CN114102791A (zh) | 纤维体堆积装置以及推断方法 | |
| JP6733743B2 (ja) | 気化式加湿ユニット、気化式加湿ユニットの制御方法、及びシート製造装置 | |
| JP6954328B2 (ja) | シート製造装置 | |
| CN114059376A (zh) | 原料供给装置 | |
| US11015273B2 (en) | Web forming device and sheet manufacturing apparatus | |
| US20210107176A1 (en) | Sheet manufacturing apparatus | |
| JP7739939B2 (ja) | シート製造装置の制御方法、およびシート製造装置 | |
| JP6939349B2 (ja) | シート製造装置 | |
| US11041259B2 (en) | Fiber ingredient reproduction apparatus and fiber ingredient reproduction method | |
| CN112442916A (zh) | 薄片制造装置 | |
| JP7618992B2 (ja) | シート製造装置 | |
| JP2021050450A (ja) | 繊維体堆積装置 | |
| US11492729B2 (en) | Fiber processing device and fiber body manufacturing apparatus | |
| US20260070090A1 (en) | Separation device, sheet production apparatus, and method of producing filtration product | |
| JP2025157786A (ja) | シート製造装置 | |
| JP6551676B2 (ja) | シート製造装置およびシート製造装置における単票状原料の厚さ検出方法 | |
| JP2026055294A (ja) | 分離装置、シート生産装置、濾物の生産方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220401 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7119661 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |