JP7120253B2 - 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 - Google Patents
処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 Download PDFInfo
- Publication number
- JP7120253B2 JP7120253B2 JP2019559452A JP2019559452A JP7120253B2 JP 7120253 B2 JP7120253 B2 JP 7120253B2 JP 2019559452 A JP2019559452 A JP 2019559452A JP 2019559452 A JP2019559452 A JP 2019559452A JP 7120253 B2 JP7120253 B2 JP 7120253B2
- Authority
- JP
- Japan
- Prior art keywords
- energy beam
- processing
- modeling
- irradiation
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
- B23K26/354—Working by laser beam, e.g. welding, cutting or boring for surface treatment by melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/36—Process control of energy beam parameters
- B22F10/366—Scanning parameters, e.g. hatch distance or scanning strategy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/80—Data acquisition or data processing
- B22F10/85—Data acquisition or data processing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/40—Radiation means
- B22F12/41—Radiation means characterised by the type, e.g. laser or electron beam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/0006—Working by laser beam, e.g. welding, cutting or boring taking account of the properties of the material involved
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/03—Observing, e.g. monitoring, the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/062—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam
- B23K26/0622—Shaping the laser beam, e.g. by masks or multi-focusing by direct control of the laser beam by shaping pulses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/083—Devices involving movement of the workpiece in at least one axial direction
- B23K26/0853—Devices involving movement of the workpiece in at least two axial directions, e.g. in a plane
- B23K26/0861—Devices involving movement of the workpiece in at least two axial directions, e.g. in a plane in at least three axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/0869—Devices involving movement of the laser head in at least one axial direction
- B23K26/0876—Devices involving movement of the laser head in at least one axial direction in at least two axial directions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure
- B23K26/123—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure in an atmosphere of particular gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/12—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure
- B23K26/127—Working by laser beam, e.g. welding, cutting or boring in a special environment or atmosphere, e.g. in an enclosure in an enclosure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/14—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor
- B23K26/144—Working by laser beam, e.g. welding, cutting or boring using a fluid stream, e.g. a jet of gas, in conjunction with the laser beam; Nozzles therefor the fluid stream containing particles, e.g. powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/20—Bonding
- B23K26/21—Bonding by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/34—Laser welding for purposes other than joining
- B23K26/342—Build-up welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Plasma & Fusion (AREA)
- Automation & Control Theory (AREA)
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Thermal Sciences (AREA)
- Powder Metallurgy (AREA)
- Laser Beam Processing (AREA)
Description
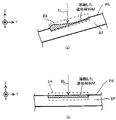
初めに、図1及び図2(a)から図2(b)を参照しながら、本実施形態の造形システム1の全体構造について説明する。図1は、本実施形態の造形システム1の構造の一例を示すブロック図である。図2(a)及び図2(b)の夫々は、本実施形態の造形システム1が備える造形装置4の構造を示す側面図である(但し、説明の便宜上、一部は断面図である)。
続いて、造形システム1の動作について説明する。本実施形態では、造形システム1は、上述したように、3次元構造物STを形成するための造形動作を行う。更に、造形システム1は、造形動作によって形成した3次元構造物STの表面の少なくとも一部を加工するための加工動作を行う。このため、以下では、造形動作及び加工動作について順に説明する。
はじめに、造形動作について説明する。上述したように、造形システム1は、レーザ肉盛溶接法により3次元構造物STを形成する。このため、造形システム1は、レーザ肉盛溶接法に準拠した既存の造形動作を行うことで、3次元構造物STを形成してもよい。以下、レーザ肉盛溶接法による3次元構造物STの造形動作の一例について簡単に説明する。
続いて、加工動作について説明する。造形システム1は、造形動作によって形成した3次元構造物STの表面の少なくとも一部に光ELを照射して、3次元構造物STの表面の少なくとも一部を加工するための加工動作を行う。以下の説明では、加工動作の一例として、3次元構造物STの表面の少なくとも一部を研磨するための研磨動作を用いて説明を進める。以下、研磨動作によって研磨される面を、研磨対象面PSと称する。
本実施形態では、制御装置7は、研磨動作で用いる光ELに関する第1動作条件が満たされるように、研磨動作を行ってもよい。制御装置7は、第1動作条件に加えて又は代えて、研磨対象面PSに関する第2動作条件が満たされるように、研磨動作を行ってもよい。以下、第1動作条件及び第2動作条件について順に説明する。
(2-3-1-1)光ELの強度に関する光強度条件
第1動作条件は、光ELの強度(特に、研磨対象面PS上における単位面積当たりの強度又は研磨対象面PS上に設定される照射領域EA内での単位面積当たりの強度、以下、特段の注記がない場合は同じ)に関する光強度条件を含んでいてもよい。ここで、光ELの強度の単位としてはフルエンス[W/cm2]を用いてもよい。光強度条件は、図7に示すように、研磨動作で用いられる光ELの強度が、造形動作で用いられる光ELの強度よりも小さいという第1強度条件を含んでいてもよい。このような第1強度条件を含む強度条件が満たされるように研磨動作が行われると、光ELの照射によって造形材料Mが必要以上に溶融してしまうことがない。具体的には、光ELの照射によって、3次元構造物STの表面の形状が意図せず変わってしまうほどに相対的に多くの造形材料Mが溶融してしまうことがない。例えば、光ELの照射によって溶融した造形材料Mが下方に向かって垂れ下がってしまうほどに相対的に多く溶融してしまうことがない。このため、造形システム1は、3次元構造物STの形状を意図せず変えることなく、研磨動作を行うことができる。
第1動作条件は、光ELが照射される照射領域EAのサイズ(特に、研磨対象面PSに沿った方向におけるサイズ)に関する照射サイズ条件を含んでいてもよい。照射サイズ条件は、図8に示すように、研磨対象面PSのある領域部分に設定された照射領域EAのサイズ(具体的には、研磨対象面PSに沿った方向における照射領域EAの幅)R1が、当該領域部分に現れる凹凸のピッチR2よりも大きいという第1サイズ条件を含んでいてもよい。尚、凹凸のピッチR2は、ある凸部を挟んで隣り合う2つの凹部の間の距離(つまり、研磨対象面PSに沿った距離)又はある凹部を挟んで隣り合う2つの凸部のそれぞれの中心位置の間の距離(つまり、研磨対象面PSに沿った距離)を意味する。尚、凹凸のピッチR2は、ある凸部の研磨対象面PSに沿った幅又はある凹部の研磨対象面に沿った幅を意味していてもよい。
第1動作条件は、照射領域EAに向かう光ELの方向に関する光方向条件を含んでいてもよい。光方向条件は、照射領域EAが設定されている研磨対象面PSの法線NVと、照射領域EAに向かう光ELの軸線とがなす角度θが、照射領域EAの位置に応じて変化しないという第1光方向条件を含んでいてもよい。例えば、図12(a)に示すように、研磨対象面PSが互いに非平行な研磨対象面PS#a、研磨対象面PS#b及び研磨対象面PS#cを含む場合には、第1光方向条件は、研磨対象面PS#aの法線NV#aと研磨対象面PS#aに照射される光ELの軸線とがなす角度θ#a、研磨対象面PS#bの法線NV#bと研磨対象面PS#bに照射される光ELの軸線とがなす角度θ#b、及び、研磨対象面PS#cの法線NV#cと研磨対象面PS#cに照射される光ELの軸線とがなす角度θ#cが全て同一になるという条件になる。例えば、図12(b)に示すように、研磨対象面PSが曲面である場合には、第1光方向条件は、研磨対象面PSの第1部分A#dの法線NV#dと第1部分A#dに照射される光ELの軸線とがなす角度θ#d、及び、研磨対象面PSの第2部分A#eの法線NV#eと第2部分A#eに照射される光ELの軸線とがなす角度θ#eが全て同一になるという条件になる。第1光方向条件を含む光方向条件が満たされるように研磨動作が行われると、第1光方向条件を含む光方向条件が満たされないように研磨動作が行われる場合と比較して、研磨対象面PS上における光ELのスポットの形状(つまり、照射領域EAの形状)が、照射領域EAの位置に応じて変化しなくなる。このため、造形システム1は、照射領域EAの位置に関わらず、研磨対象面PSを相対的に精度よく研磨するように研磨動作を行うことができる。尚、研磨対象面PSが曲面である場合の法線とは、曲面上の特定位置で当該曲面の接平面の法線とすることができる。従って、研磨対象面PSの第1部分A#dの法線NV#dは、当該第1部分A#dに接する接平面の法線とすることができ、研磨対象面PSの第2部分A#eの法線NV#eは、当該第2部分A#eに接する接平面の法線とすることができる。
第2動作条件は、研磨対象面PSが向いている方向に関する面方向条件を含んでいてもよい。面方向条件は、図15(a)から図15(c)に示すように、照射領域EAが設定されている研磨対象面PSの法線NVの方向が、照射領域EAの位置に応じて変化しないという第1面方向条件を含んでいてもよい。つまり、面方向条件は、照射領域EAが設定されている研磨対象面PSが、照射領域EAの位置に関わらずに同じ方向を向くという第1面方向条件を含んでいてもよい。例えば、図15(a)から図15(c)に示すように、研磨対象面PSが互いに非平行な研磨対象面PS#a、研磨対象面PS#b及び研磨対象面PS#cを含む場合には、第1面方向条件は、研磨対象面PS#aに照射領域EAが設定されている場合の研磨対象面PS#aの法線NV#aの方向、研磨対象面PS#bに照射領域EAが設定されている場合の研磨対象面PS#bの法線NV#bの方向及び研磨対象面PS#cに照射領域EAが設定されている場合の研磨対象面PS#cの法線NV#cの方向が全て同一になるという条件になる。図示しないものの、研磨対象面PSが曲面である場合には、第1面方向条件は、研磨対象面PSの第1部分A#dに照射領域EAが設定されている場合の第1部分A#dの法線NV#dの方向及び研磨対象面PSの第2部分A#eに照射領域EAが設定されている場合の第2部分A#eの法線NV#eの方向が全て同一になるという条件になる。
続いて、造形システム1の変形例について説明する。
はじめに、造形システム1の第1変形例について説明する。上述した説明では、造形システム1が備える造形ヘッド41は、造形動作に用いられる光EL及び研磨動作に用いられる光ELの双方を射出する。つまり、造形動作が行われている期間中の光ELの照射系411内での光路は、研磨動作が行われている期間中の光ELの照射系411内での光路と同じになる。一方で、第1変形例の造形システム1aは、造形動作に用いられる光ELを射出する造形ヘッド41とは別個に、研磨動作に用いられる光ELを射出する研磨ヘッド41aを備えている。
続いて、図18を参照しながら、造形システム1の第2変形例について説明する。上述した第1変形例では、共通の光源5が射出した光ELが造形ヘッド41及び研磨ヘッド41aに伝搬されている。一方で、第2変形例の造形システム1bは、図18に示すように、造形動作で用いられる光ELを射出する光源5とは別個に、研磨動作で用いられる光ELaを射出する光源5bを備えているという点で、第1変形例の造形システム1aとは異なる。造形システム1bのその他の構成要件は、造形システム1aと同じであってもよい。このような第2変形例の造形システム1bは、上述した第1変形例の造形システム1aが享受可能な効果と同様の効果を享受することができる。
続いて、造形システム1の第3変形例について説明する。第3変形例の造形システム1cの構造は、上述した造形システム1の構造と同一である。第3変形例の造形システム1cは、上述した造形システム1と比較して、研磨動作を行う際に、研磨動作に起因した3次元構造物STの変形を抑制するための変形抑制動作を合わせて行うという点で異なる。以下、研磨動作に起因した3次元構造物STの変形が生ずる理由を説明した後に、当該変形を抑制するための変形抑制動作について説明する。
研磨対象面PSが研磨される場合には、研磨対象面PSに光ELが照射されることは上述したとおりである。研磨対象面PSには、光ELから熱が伝達される。この熱は、研磨対象面PSを介して3次元構造物STの内部にも伝達(実質的には、拡散)される。ここで、3次元構造物STの特性(例えば、材質、形状及び密度の少なくとも1つ)によっては、3次元構造物STにおける熱の拡散度合い(つまり、拡散のしやすさ又はしにくさを示す指標)が均一であるとは限らない。つまり、光ELから伝達される熱に対する特性(ここでは、熱の拡散度合いに関する熱特性)が異なる領域が研磨対象面PSに存在する可能性がある。例えば、研磨対象面PS上には、光ELから伝達された熱が相対的に拡散されにくい領域と、光ELから伝達された熱が相対的に拡散されやすい領域とが存在する可能性がある。
制御装置7は、照射領域EAを介して光ELから研磨対象面PSに伝達される熱量を制御することで、3次元構造物STの変形を抑制する変形抑制動作を行ってもよい。具体的には、図20に示すように、制御装置7は、熱が拡散しにくくなるほど光ELから伝達される熱量が少なくなるように、光ELから伝達される熱量を制御してもよい。つまり、制御装置7は、研磨対象面PS上のある領域部分に伝達された熱が拡散されにくくなるほど、当該領域部分に対して光ELから伝達される熱量が少なくなるように、光ELから伝達される熱量を制御してもよい。例えば、制御装置は、熱が相対的に拡散されにくい領域WA1に対して光ELから伝達される熱量が、熱が相対的に拡散されやすい領域WA2に対して光ELから伝達される熱量が少なくなるように、光ELから伝達される熱量を制御してもよい。その結果、熱が相対的に拡散しにくい領域部分に伝達される熱量が、熱が相対的に拡散しやすい領域部分に伝達される熱量よりも少なくなる。ある領域部分に伝達される熱量が少なくなると、当該領域部分が熱変形しにくくなる。このため、熱が相対的に拡散しにくい領域部分が光ELからの熱に起因して変形することが抑制される。その結果、研磨動作に起因した(特に、光ELからの熱の拡散度合いの違いに起因した)3次元構造物STの変形が抑制される。
造形システム1は、上述した光強度条件を満たすように研磨動作を行わなくてもよい。この場合、研磨動作で用いられる光ELの強度が、造形動作で用いられる光ELの強度と同じであってもよいし、大きくてもよい。
3 材料供給装置
4 造形装置
41 造形ヘッド
411 照射系
412 材料ノズル
42 ヘッド駆動系
43 ステージ
44 ステージ駆動系
5 光源
W ワーク
M 造形材料
SL 構造層
ST 3次元構造物
CS 造形面
PS 研磨対象面
EA 照射領域
MA 供給領域
MP 溶融池
Claims (88)
- 部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し、前記溶融池に造形材料を供給することにより第1方向に沿って形成された構成層が、前記第1方向と交差する第2方向に複数積層された造形物を処理する処理装置であって、
前記複数の構成層が位置する前記造形物の第2表面に加工用エネルギビームを照射する、処理装置。 - 前記部材と前記造形物の境界部分に前記加工用エネルギビームを照射する
請求項1に記載の処理装置。 - 前記加工用エネルギビームが前記第2表面に照射される第1領域の大きさは、前記造形用エネルギビームが前記第1表面に照射される第2領域の大きさよりも大きい
請求項1又は2に記載の処理装置。 - 前記第2表面に対する、前記造形物を造形しているときに前記造形用エネルギビームが前記第1表面に向けて射出される方向と、前記第2表面に対する、前記加工用エネルギビームが前記第2表面に向けて射出される方向とは、互いに異なる
請求項1から3のいずれか一項に記載の処理装置。 - 造形用エネルギビームを用いて積層造形された造形物に加工用エネルギビームを照射して前記造形物を処理する処理装置であって、
前記造形物の表面における前記加工用エネルギビームのビームスポットの大きさは、前記造形用エネルギビームのビームスポットの大きさよりも大きい、
処理装置。 - 前記造形物は、複数の構成層を含み、
前記加工用エネルギビームは、前記複数の構成層の間に照射される
請求項5に記載の処理装置。 - 前記造形物に対して前記造形用エネルギビームが照射される方向と、前記造形物に対して前記加工用エネルギビームが照射される方向とは異なる
請求項5又は6に記載の処理装置。 - 造形用エネルギビームを用いて積層造形された造形物に加工用エネルギビームを照射して前記造形物を処理する処理装置であって、
前記造形物は、複数の構成層を含み、
前記加工用エネルギビームの照射領域は、前記複数の構成層の間にわたる、
処理装置。 - 物体にエネルギビームを照射する処理を行う処理装置において、
前記物体の表面の第1部分と、前記第1部分とは異なる方向に向けられた前記物体の第2部分とに前記エネルギビームを照射するエネルギビーム照射装置と、
前記物体の前記表面における前記エネルギビームの照射位置を変更する位置変更装置と、
前記照射位置へ向かう前記エネルギビームの軸線に対する前記物体の姿勢を変更する姿勢変更装置と
を備え、
前記物体の形状に関する形状情報を用いて前記エネルギビームの前記照射位置と前記物体の姿勢とを制御する
処理装置。 - 前記物体の形状を計測する形状計測装置を更に備え、
前記形状情報は、前記計測装置の計測結果を含む
請求項9に記載の処理装置。 - 前記形状情報は、前記物体の設計情報を含む
請求項9又は10に記載の処理装置。 - 前記物体の前記表面における前記照射位置に応じて、前記照射位置へ向かう前記エネルギビームの方向を変える
請求項9から11のいずれか一項に記載の処理装置。 - 前記照射位置における前記表面の法線と、前記照射位置へ向かう前記エネルギビームの軸線とのなす角は、前記物体の前記表面における前記照射位置に応じて変化しない
請求項9から12のいずれか一項に記載の処理装置。 - 前記照射位置へ向かう前記エネルギビームの軸線に対する、前記物体の姿勢を変更する姿勢変更装置を更に備える
請求項9から13のいずれか一項に記載の処理装置。 - 前記照射位置における前記表面の法線の方向は、前記物体の前記表面における前記照射位置に応じて変化しない
請求項9から14のいずれか一項に記載の処理装置。 - 前記法線の方向は、重力方向である
請求項15に記載の処理装置。 - 前記物体の前記表面における前記照射位置に応じて、前記照射位置へ向かう前記エネルギビームの単位面積当たりの強度又はエネルギを変える
請求項9から16のいずれか一項に記載の処理装置。 - 前記照射位置へ向かう前記エネルギビームの単位面積当たりの強度又はエネルギは、前記物体の前記表面における前記照射位置に応じて変化しない
請求項9から16のいずれか一項に記載の処理装置。 - 前記物体は立体物である
請求項9から18のいずれか一項に記載の処理装置。 - 物体にエネルギビームを照射する処理を行う処理装置において、
前記物体の表面の第1部分と、前記第1部分と異なる方向に向けられた前記物体の表面の第2部分とに前記エネルギビームを照射するエネルギビーム照射装置と、
前記エネルギビームの照射方向に対する前記物体の姿勢を変更する姿勢変更装置と、
前記物体の前記表面における前記エネルギビームの照射位置を変更する位置変更装置と
を備え、
前記第1部分が第1方向に向くように前記物体の姿勢を第1姿勢に設定して前記第1部分にエネルギビームを照射し、前記第2部分が第2方向に向くように前記物体の姿勢を前記第1姿勢と異なる第2姿勢に設定して前記エネルギビームを照射する
処理装置。 - 前記第1方向と前記第2方向とは同じ方向である
請求項20に記載の処理装置。 - 前記第1及び第2方向は重力方向と平行である
請求項20又は21に記載の処理装置。 - 前記物体の形状に関する形状情報を用いて前記第1及び第2姿勢を設定する
請求項20から22のいずれか一項に記載の処理装置。 - 前記物体の形状を計測する形状計測装置を備える
前記形状情報は、前記計測装置の計測結果を含む
請求項23に記載の処理装置。 - 前記形状情報は、前記物体の設計情報を含む
請求項23に記載の処理装置。 - 前記設計情報は前記物体の形状を表す情報を含む
請求項25に記載の処理装置。 - 前記第1部分に照射される前記エネルギビームの単位面積当たりの強度又はエネルギと、前記第2部分に照射される前記エネルギビームの単位面積当たりの強度又はエネルギとは同じである
請求項20から26のいずれか一項に記載の処理装置。 - 前記第1部分に照射される前記エネルギビームの単位面積当たりの強度又はエネルギと、前記第2部分に照射される前記エネルギビームの単位面積当たりの強度又はエネルギとは互いに異なる
請求項20から26のいずれか一項に記載の処理装置。 - 前記物体は立体物であり、
前記第1部分は前記立体物のうちの一部であり、前記第2部分は前記立体物のうちの別の一部である
請求項20から28のいずれか一項に記載の処理装置。 - 部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し前記溶融池に造形材料を供給することにより第1方向に沿って形成された構成層が、前記第1方向と交差する第2方向に複数積層された造形物を処理する処理装置であって、
前記複数の構成層が位置する前記造形物の第2表面に加工用エネルギビームを照射する
処理装置。 - 前記部材と前記造形物との境界部分に前記加工用エネルギビームを照射する
請求項30に記載の処理装置。 - 前記部材は、造形用エネルギビームを母材の第3表面に照射することで形成される溶融池に造形材料を供給することにより造形される
請求項30又は31に記載の処理装置。 - 前記第1方向は、前記溶融池の底面から上面への方向である
請求項30から32のいずれか一項に記載の処理装置。 - 前記加工用エネルギビームの単位面積当たりの強度又はエネルギは、前記造形用エネルギビームの単位面積当たりの強度又はエネルギよりも小さい
請求項30から33のいずれか一項に記載の処理装置。 - 前記加工用エネルギビームが前記第2表面に照射される第1領域の大きさは、前記造形用エネルギビームが前記第1表面に照射される第2領域の大きさよりも大きい
請求項30から34のいずれか一項に記載の処理装置。 - 前記造形用エネルギビーム及び前記加工用エネルギビームを射出する光源を更に備える
請求項30から35のいずれか一項に記載の処理装置。 - 前記光源からのエネルギビームを集光する集光光学系を備え、
前記第1表面に集光される前記集光光学系からの前記エネルギビームの第1集光状態と、前記第2表面に集光される前記集光光学系からの前記エネルギビームの第2集光状態とは互いに異なる
請求項36に記載の処理装置。 - 前記第1集光状態の前記エネルギビームを前記造形用エネルギビームとし、前記第2集光状態の前記エネルギビームを前記加工用エネルギビームとする
請求項37に記載の処理装置。 - 前記造形用エネルギビームが射出される方向に対する前記造形物の姿勢を変更する姿勢変更装置を更に備える
請求項30から38のいずれか一項に記載の処理装置。 - 前記造形物を造形しているときに前記造形用エネルギビームが前記第1表面に向けて射出される方向と、前記加工用エネルギビームが前記第2表面に向けて射出される方向とが互いに異なるように、前記姿勢を変更する
請求項39に記載の処理装置。 - 前記造形物の形状に関する形状情報を用いて前記姿勢を変更する
請求項39又は40に記載の処理装置。 - 前記造形物の形状に関する形状情報を用いて、前記造形用エネルギビームが射出される方向を変更する
請求項39から41のいずれか一項に記載の処理装置。 - 前記造形物の形状を計測する形状計測装置を備える
前記形状情報は、前記計測装置の計測結果を含む
請求項41又は42に記載の処理装置。 - 前記形状情報は、前記造形物の設計情報を含む
請求項41から43のいずれか一項に記載の処理装置。 - 前記設計情報は前記造形物の形状を表す情報を含む
請求項44に記載の処理装置。 - 前記設計情報を用いて前記造形物を造形する
請求項44又は45に記載の処理装置。 - 前記姿勢変更装置は、前記第2表面に対して前記加工用エネルギビームが垂直入射するように、前記姿勢を変更する
請求項39から46のいずれか一項に記載の処理装置。 - 前記姿勢変更装置は、前記姿勢を変更する前と比較して前記第2表面に対する前記加工用エネルギビームの入射角度が小さくなるように、前記姿勢を変更する
請求項39から47のいずれか一項に記載の処理装置。 - 前記加工用エネルギビームが前記第2表面に照射されるとき、前記第2表面は水平である
請求項30から48のいずれか一項に記載の処理装置。 - 前記部材は、造形用エネルギビームを母材の第3表面に照射することで形成される溶融池に造形材料を供給することにより造形され、
前記加工用エネルギビームは、前記造形物の第2表面と前記部材の表面のうち前記第2方向に向けられた第4表面とを含む面内の照射領域に照射され、
前記第1方向に沿った前記照射領域の大きさは、前記第1方向に沿った前記部材の中心位置と前記造形物の中心位置との間隔よりも大きい
請求項30から49のいずれか一項に記載の処理装置。 - 前記照射領域の前記第1方向に沿った大きさは、前記造形物の前記第1方向に沿った大きさと前記部材の前記第1方向に沿った大きさとの和の半分よりも大きい
請求項50に記載の処理装置。 - 前記部材の一部が形成されている期間の少なくとも一部において、既に形成された前記部材の他の一部を前記加工用エネルギビームで研磨する
請求項50又は51に記載の処理装置。 - 前記第2表面上に照射される前記加工用エネルギビームの照射領域の大きさは、前記第2表面における凹凸のピッチよりも大きい
請求項30から52のいずれか一項に記載の処理装置。 - 前記加工用エネルギビームによる前記第2表面の加工条件を制御する制御装置を更に備える
請求項30から53のいずれか一項に記載の処理装置。 - 前記制御装置は、前記第2表面のうちの第3部分に前記加工用エネルギビームを照射するときに用いられる第1加工条件と、前記第2表面のうちの第4部分に前記加工用エネルギビームを照射するときに用いられる第2加工条件とが異なるものとなるように、前記加工条件を制御する
請求項54に記載の処理装置。 - 前記第3部分における前記加工用エネルギビームからの熱の伝達態様は、前記第4部分における前記加工用エネルギビームからの熱の伝達態様と異なる
請求項55に記載の処理装置。 - 前記伝達態様は、前記加工用エネルギビームからの熱の拡散特性を含む
請求項56に記載の処理装置。 - 前記第3部分は、前記第4部分よりも前記加工用エネルギビームからの熱が拡散しにくい領域を含み、
前記制御装置は、前記加工用エネルギビームから前記第3部分に伝達される熱量が、前記加工用エネルギビームから前記第4部分に伝達される熱量よりも少なくなるように、前記加工条件を制御する
請求項55から57のいずれか一項に記載の処理装置。 - 前記加工条件は、前記加工用エネルギビームに関する第1条件を含む
請求項54から58のいずれか一項に記載の処理装置。 - 前記第1条件は、前記加工用エネルギビームの単位面積当たりの強度又はエネルギ、前記加工用エネルギビームのフォーカス位置、前記加工用エネルギビームのデフォーカス量、前記加工用エネルギビームが照射される照射領域の大きさ、前記照射領域の形状、前記照射領域の位置及び前記加工用エネルギビームの強度分布又はエネルギ分布の少なくとも一つに関する条件を含む
請求項59に記載の処理装置。 - 前記加工用エネルギビームと前記第2表面との相対位置を変更する位置変更装置を更に備え、
前記加工条件は、前記位置変更装置に関する第2条件を含む
請求項54から60のいずれか一項に記載の処理装置。 - 前記第2条件は、前記加工用エネルギビームが照射される照射領域の前記第2表面に対する相対的な移動速度を含む
請求項61に記載の処理装置。 - 前記加工条件は研磨条件である
請求項54から62のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面を前記エネルギビームの照射前よりも滑らかにする
請求項30から63のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面の色調を前記エネルギビームの照射前と変える
請求項30から64のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面の反射率を前記エネルギビームの照射前よりも上げる
請求項30から65のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面の面粗さを前記エネルギビームの照射前よりも細かくする
請求項30から66のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面での光の拡散度を前記エネルギビームの照射前よりも下げる
請求項30から67のいずれか一項に記載の処理装置。 - 前記第2表面への前記エネルギビームの照射により、前記第2表面を溶融させる
請求項30から68のいずれか一項に記載の処理装置。 - 前記第2表面で溶融された溶融物の表面での表面張力の作用により、前記表面での滑らかさを向上させる
請求項69に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面を前記エネルギビームの照射前よりも滑らかにする
請求項9から29のいずれか一項に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面の色調を前記エネルギビームの照射前と変える
請求項9から29及び71のいずれか一項に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面の反射率を前記エネルギビームの照射前よりも上げる
請求項9から29及び71から72のいずれか一項に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面の面荒さを前記エネルギビームの照射前よりも細かくする
請求項9から29及び71から73のいずれか一項に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面での光の拡散度を前記エネルギビームの照射前よりも下げる
請求項9から29及び71から74のいずれか一項に記載の処理装置。 - 前記物体への前記エネルギビームの照射により、前記物体の表面を溶融させる
請求項9から29及び71から75のいずれか一項に記載の処理装置。 - 前記物体の表面で溶融された溶融物の表面での表面張力の作用により、前記表面での滑らかさを向上させる
請求項76に記載の処理装置。 - 物体にエネルギビームを照射する処理を行う処理方法において、
前記物体の表面の第1部分に前記エネルギビームを照射することと、
前記物体の前記表面における前記エネルギビームの照射位置を変更することと、
前記物体の形状に関する形状情報を用いて前記エネルギビームの前記照射位置と前記物体の姿勢とを変更することと
前記姿勢が変更された前記物体の前記第1部分とは異なる方向に向けられた前記物体の第2部分に前記エネルギビームを照射することと
を含む処理方法。 - 物体にエネルギビームを照射する処理を行う処理方法において、
前記物体の表面の第1部分が第1方向に向くように前記物体の姿勢を第1姿勢に設定して前記第1部分にエネルギビームを照射することと、
前記第1部分と異なる方向に向けられた前記物体の表面の第2部分が第2方向に向くように前記物体の姿勢を前記第1姿勢と異なる第2姿勢に設定して、前記第2部分に前記エネルギビームを照射することと
を含む処理方法。 - 部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し前記溶融池に造形材料を供給することにより第1方向に沿って形成された構成層が、前記第1方向と交差する第2方向に複数積層された造形物を処理する処理方法であって、
前記複数の構成層が位置する前記造形物の第2表面に加工用エネルギビームを照射することと
を含む処理方法。 - 部材の第1表面に造形用エネルギビームを照射して前記第1表面に溶融池を形成し前記溶融池に造形材料を供給することにより、第1方向に沿って形成された構成層が前記第1方向と交差する第2方向に複数積層された造形物を造形することと、
前記複数の構成層が位置する前記造形物の第2表面に加工用エネルギビームを照射することと
を含む処理方法。 - 請求項9から29及び71から77のいずれか一項に記載の処理装置を用いて、前記物体の表面を加工する加工方法。
- 請求項1から4及び30から70のいずれか一項に記載の処理装置を用いて、前記第2表面を加工する加工方法。
- 目標造形物を形成する造形装置であって、
請求項1から77のいずれか一項に記載の処理装置を用いて、前記目標造形物の表面を研磨する造形装置。 - 目標造形物を形成する造形装置であって、
請求項78から81のいずれか一項に記載の処理方法を用いて、前記目標造形物の表面を研磨する造形装置。 - 前記造形装置は、造形用エネルギビームを造形面に照射するエネルギビーム照射装置と、前記造形面に造形材料を供給する供給系とを含み、前記造形面に照射された前記造形用エネルギビームで前記造形面に溶融池を形成し前記造形材料を前記溶融池で溶融させることで前記目標造形物を形成する
請求項84又は85に記載の造形装置。 - 目標造形物を形成することと、
請求項1から77のいずれか一項に記載の処理装置を用いて、前記目標造形物の表面を研磨することと
を含む造形方法。 - 目標造形物を形成することと、
請求項78から81のいずれか一項に記載の処理方法を用いて、前記目標造形物の表面を研磨することと
を含む造形方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022115357A JP7380769B2 (ja) | 2017-12-12 | 2022-07-20 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2023184700A JP7704182B2 (ja) | 2017-12-12 | 2023-10-27 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2017/044615 WO2019116452A1 (ja) | 2017-12-12 | 2017-12-12 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022115357A Division JP7380769B2 (ja) | 2017-12-12 | 2022-07-20 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019116452A1 JPWO2019116452A1 (ja) | 2021-01-07 |
| JP7120253B2 true JP7120253B2 (ja) | 2022-08-17 |
Family
ID=66820112
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019559452A Active JP7120253B2 (ja) | 2017-12-12 | 2017-12-12 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2019559559A Active JP7537086B2 (ja) | 2017-12-12 | 2018-12-03 | 処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体 |
| JP2022115357A Active JP7380769B2 (ja) | 2017-12-12 | 2022-07-20 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2023184700A Active JP7704182B2 (ja) | 2017-12-12 | 2023-10-27 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2024131813A Pending JP2024156944A (ja) | 2017-12-12 | 2024-08-08 | 処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体 |
Family Applications After (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019559559A Active JP7537086B2 (ja) | 2017-12-12 | 2018-12-03 | 処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体 |
| JP2022115357A Active JP7380769B2 (ja) | 2017-12-12 | 2022-07-20 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2023184700A Active JP7704182B2 (ja) | 2017-12-12 | 2023-10-27 | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 |
| JP2024131813A Pending JP2024156944A (ja) | 2017-12-12 | 2024-08-08 | 処理装置及び処理方法、加工方法、並びに、造形装置、造形方法、コンピュータプログラム、及び、記録媒体 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US20210178521A1 (ja) |
| EP (1) | EP3725454A4 (ja) |
| JP (5) | JP7120253B2 (ja) |
| CN (2) | CN115365657A (ja) |
| TW (1) | TW201932280A (ja) |
| WO (2) | WO2019116452A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3082746B2 (ja) | 1998-05-11 | 2000-08-28 | 日本電気株式会社 | 音声認識システム |
| JP3129893B2 (ja) | 1993-10-20 | 2001-01-31 | シャープ株式会社 | 音声入力ワープロ |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021038821A1 (ja) * | 2019-08-30 | 2021-03-04 | 株式会社ニコン | 処理システム及びロボットシステム |
| JP7613053B2 (ja) * | 2020-10-30 | 2025-01-15 | セイコーエプソン株式会社 | 三次元造形装置 |
| JP3231517U (ja) * | 2021-01-28 | 2021-04-08 | 株式会社ニコン | 加工システム |
| WO2023188005A1 (ja) * | 2022-03-29 | 2023-10-05 | 株式会社ニコン | 造形システム、照射条件設定方法、入力システム、コンピュータプログラム及び記録媒体 |
| CN118922271A (zh) * | 2022-04-06 | 2024-11-08 | 株式会社 尼康 | 加工方法、加工系统以及信息取得方法 |
| US20230347412A1 (en) * | 2022-04-28 | 2023-11-02 | Intelligent Manufacturing Systems International | Additive processing device, additive processing device control method, and computer-readable recording medium storing additive processing device control program |
| WO2024047750A1 (ja) * | 2022-08-30 | 2024-03-07 | 株式会社ニコン | 加工システム |
| WO2025258005A1 (ja) * | 2024-06-13 | 2025-12-18 | 株式会社ニコン | 造形装置及び造形方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015058455A (ja) | 2013-09-19 | 2015-03-30 | 東京瓦斯株式会社 | 金属部材及びその製造方法 |
| JP2015196249A (ja) | 2014-03-31 | 2015-11-09 | 株式会社東芝 | 積層造形物の製造方法 |
| JP2016055603A (ja) | 2014-09-12 | 2016-04-21 | コニカミノルタ株式会社 | 三次元造形方法および三次元造形装置 |
| WO2016075801A1 (ja) | 2014-11-14 | 2016-05-19 | 株式会社ニコン | 造形装置及び造形方法 |
| JP2017019018A (ja) | 2016-08-26 | 2017-01-26 | 技術研究組合次世代3D積層造形技術総合開発機構 | 加工ノズル、加工ヘッド、加工装置、加工方法および加工プログラム |
| JP2017036506A (ja) | 2011-03-02 | 2017-02-16 | ベゴ・メディカル・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングBEGO Medical GmbH | 3次元コンポーネントを造形的に製造するデバイス |
| US20170232518A1 (en) | 2014-08-11 | 2017-08-17 | Soochow University | Synchronous powder-feeding space laser machining and three-dimensional forming method and device |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE29505985U1 (de) * | 1995-04-06 | 1995-07-20 | Bestenlehrer, Alexander, 91074 Herzogenaurach | Vorrichtung zum Bearbeiten, insbesondere zum Polieren und Strukturieren von beliebigen 3D-Formflächen mittels eines Laserstrahls |
| JP3446618B2 (ja) * | 1998-08-26 | 2003-09-16 | 松下電工株式会社 | 金属粉末焼結部品の表面仕上げ方法 |
| JP3943315B2 (ja) | 2000-07-24 | 2007-07-11 | 松下電工株式会社 | 三次元形状造形物の製造方法 |
| US6492615B1 (en) * | 2000-10-12 | 2002-12-10 | Scimed Life Systems, Inc. | Laser polishing of medical devices |
| JP2002144061A (ja) * | 2000-11-02 | 2002-05-21 | Mitsubishi Heavy Ind Ltd | 加工装置 |
| DE10157647C5 (de) * | 2001-11-26 | 2012-03-08 | Cl Schutzrechtsverwaltungs Gmbh | Verfahren zur Herstellung von dreidimensionalen Werkstücken in einer Laser-Materialbearbeitungsanlage oder einer Stereolitographieanlage |
| JP4519560B2 (ja) * | 2004-07-30 | 2010-08-04 | 株式会社メディアプラス | 積層造形方法 |
| JP4867790B2 (ja) | 2007-05-24 | 2012-02-01 | パナソニック電工株式会社 | 三次元形状造形物の製造方法 |
| US8506836B2 (en) * | 2011-09-16 | 2013-08-13 | Honeywell International Inc. | Methods for manufacturing components from articles formed by additive-manufacturing processes |
| DE102011086889A1 (de) * | 2011-11-22 | 2013-05-23 | Mtu Aero Engines Gmbh | Generatives Herstellen eines Bauteils |
| GB201204752D0 (en) * | 2012-03-19 | 2012-05-02 | Bae Systems Plc | Additive layer manufacturing |
| US9050674B2 (en) | 2012-08-03 | 2015-06-09 | Lincoln Global, Inc. | Method and system of edging cladding operation |
| JP5612735B1 (ja) | 2013-07-10 | 2014-10-22 | パナソニック株式会社 | 三次元形状造形物の製造方法およびその製造装置 |
| DE102013226298A1 (de) * | 2013-12-17 | 2015-06-18 | MTU Aero Engines AG | Belichtung bei generativer Fertigung |
| JP5931948B2 (ja) * | 2014-03-18 | 2016-06-08 | 株式会社東芝 | ノズル、積層造形装置、および積層造形物の製造方法 |
| JP5931947B2 (ja) * | 2014-03-18 | 2016-06-08 | 株式会社東芝 | ノズルおよび積層造形装置 |
| WO2015179989A1 (en) * | 2014-05-30 | 2015-12-03 | Unitechnologies Sa | Apparatus and method for laser processing of a workpiece on a three-dimensional surface area |
| US20170129180A1 (en) | 2014-06-09 | 2017-05-11 | Hybrid Manufacturing Technologies Limited | Material processing methods and related apparatus |
| JP2015231688A (ja) * | 2014-06-09 | 2015-12-24 | 株式会社ミマキエンジニアリング | 3次元造形物の製造方法 |
| CA2959490A1 (en) * | 2014-09-19 | 2016-03-24 | Moog Inc. | Method for layer-by-layer removal of defects during additive manufacturing |
| JP6804298B2 (ja) * | 2014-11-14 | 2020-12-23 | 株式会社ニコン | 造形装置 |
| JP6536199B2 (ja) * | 2015-06-16 | 2019-07-03 | セイコーエプソン株式会社 | 3次元形成装置 |
| EP3120967B1 (en) * | 2015-07-20 | 2019-06-12 | SLM Solutions Group AG | Method and device for controlling an irradiation system in dependence on a work piece geometry |
| JP6641909B2 (ja) * | 2015-11-13 | 2020-02-05 | セイコーエプソン株式会社 | 三次元造形物の製造方法及び三次元造形装置 |
| WO2017180116A1 (en) * | 2016-04-13 | 2017-10-19 | Gkn Aerospace North America Inc. | System and method of additive manufacturing |
| JP6626788B2 (ja) | 2016-04-15 | 2019-12-25 | マシン・ツール・テクノロジーズ・リサーチ・ファウンデーションMachine Tool Technologies Research Foundation | 制御データの生成方法、情報処理装置、工作機械、およびプログラム |
| US20230131125A1 (en) | 2020-04-23 | 2023-04-27 | Mitsubishi Electric Corporation | Additive manufacturing apparatus, additive manufacturing method, and machine learning device |
-
2017
- 2017-12-12 JP JP2019559452A patent/JP7120253B2/ja active Active
- 2017-12-12 WO PCT/JP2017/044615 patent/WO2019116452A1/ja not_active Ceased
-
2018
- 2018-12-03 CN CN202211074010.0A patent/CN115365657A/zh active Pending
- 2018-12-03 EP EP18889177.4A patent/EP3725454A4/en active Pending
- 2018-12-03 WO PCT/JP2018/044381 patent/WO2019116944A1/ja not_active Ceased
- 2018-12-03 JP JP2019559559A patent/JP7537086B2/ja active Active
- 2018-12-03 US US16/770,927 patent/US20210178521A1/en active Pending
- 2018-12-03 CN CN201880080756.8A patent/CN111479651B/zh active Active
- 2018-12-07 TW TW107144045A patent/TW201932280A/zh unknown
-
2022
- 2022-07-20 JP JP2022115357A patent/JP7380769B2/ja active Active
-
2023
- 2023-10-27 JP JP2023184700A patent/JP7704182B2/ja active Active
-
2024
- 2024-08-08 JP JP2024131813A patent/JP2024156944A/ja active Pending
- 2024-10-28 US US18/928,652 patent/US20250050450A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017036506A (ja) | 2011-03-02 | 2017-02-16 | ベゴ・メディカル・ゲゼルシャフト・ミット・ベシュレンクテル・ハフツングBEGO Medical GmbH | 3次元コンポーネントを造形的に製造するデバイス |
| JP2015058455A (ja) | 2013-09-19 | 2015-03-30 | 東京瓦斯株式会社 | 金属部材及びその製造方法 |
| JP2015196249A (ja) | 2014-03-31 | 2015-11-09 | 株式会社東芝 | 積層造形物の製造方法 |
| US20170232518A1 (en) | 2014-08-11 | 2017-08-17 | Soochow University | Synchronous powder-feeding space laser machining and three-dimensional forming method and device |
| JP2016055603A (ja) | 2014-09-12 | 2016-04-21 | コニカミノルタ株式会社 | 三次元造形方法および三次元造形装置 |
| WO2016075801A1 (ja) | 2014-11-14 | 2016-05-19 | 株式会社ニコン | 造形装置及び造形方法 |
| JP2017019018A (ja) | 2016-08-26 | 2017-01-26 | 技術研究組合次世代3D積層造形技術総合開発機構 | 加工ノズル、加工ヘッド、加工装置、加工方法および加工プログラム |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3129893B2 (ja) | 1993-10-20 | 2001-01-31 | シャープ株式会社 | 音声入力ワープロ |
| JP3082746B2 (ja) | 1998-05-11 | 2000-08-28 | 日本電気株式会社 | 音声認識システム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7537086B2 (ja) | 2024-08-21 |
| JP2024016102A (ja) | 2024-02-06 |
| JPWO2019116452A1 (ja) | 2021-01-07 |
| WO2019116944A1 (ja) | 2019-06-20 |
| EP3725454A1 (en) | 2020-10-21 |
| US20250050450A1 (en) | 2025-02-13 |
| JP7704182B2 (ja) | 2025-07-08 |
| JP7380769B2 (ja) | 2023-11-15 |
| CN115365657A (zh) | 2022-11-22 |
| CN111479651B (zh) | 2022-09-20 |
| JPWO2019116944A1 (ja) | 2021-01-07 |
| EP3725454A4 (en) | 2021-09-29 |
| CN111479651A (zh) | 2020-07-31 |
| JP2022165982A (ja) | 2022-11-01 |
| WO2019116452A1 (ja) | 2019-06-20 |
| TW201932280A (zh) | 2019-08-16 |
| US20210178521A1 (en) | 2021-06-17 |
| JP2024156944A (ja) | 2024-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7120253B2 (ja) | 処理装置及び処理方法、加工方法、並びに、造形装置及び造形方法 | |
| JP7435696B2 (ja) | 処理装置、処理方法、マーキング方法、及び、造形方法 | |
| JP7010308B2 (ja) | 処理装置及び処理方法 | |
| JP7251484B2 (ja) | 加工システム、加工方法、コンピュータプログラム、記録媒体及び制御装置 | |
| JP2023085256A (ja) | 造形システム及び造形方法 | |
| WO2020017405A1 (ja) | 造形システム | |
| JP7201064B2 (ja) | 処理装置及び処理方法 | |
| JP2023038185A (ja) | 加工システム、及び、加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201104 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201104 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211214 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220705 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220718 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7120253 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |