JP7140132B2 - キャラクターラインを有する外板パネルの製造方法および製造装置 - Google Patents
キャラクターラインを有する外板パネルの製造方法および製造装置 Download PDFInfo
- Publication number
- JP7140132B2 JP7140132B2 JP2019547895A JP2019547895A JP7140132B2 JP 7140132 B2 JP7140132 B2 JP 7140132B2 JP 2019547895 A JP2019547895 A JP 2019547895A JP 2019547895 A JP2019547895 A JP 2019547895A JP 7140132 B2 JP7140132 B2 JP 7140132B2
- Authority
- JP
- Japan
- Prior art keywords
- punch
- blank
- particles
- manufacturing
- skin panel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/26—Perforating, i.e. punching holes in sheets or flat parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/22—Deep-drawing with devices for holding the edge of the blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
- B21D22/26—Deep-drawing for making peculiarly, e.g. irregularly, shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D24/00—Special deep-drawing arrangements in, or in connection with, presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/88—Making other particular articles other parts for vehicles, e.g. cowlings, mudguards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J5/00—Doors
- B60J5/04—Doors arranged at the vehicle sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D65/00—Designing, manufacturing, e.g. assembling, facilitating disassembly, or structurally modifying motor vehicles or trailers, not otherwise provided for
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
Description
(B1)パンチの高面圧発生部およびその周辺の領域に、ビッカース硬度が700HV以上の粒子を設ける。
(B2)パンチの高面圧発生部およびその周辺の領域に、適宜手段により突起を設ける。
(1)パンチおよびブランクホルダーと、前記パンチおよびブランクホルダーに対向するダイを用い、前記パンチおよびブランクホルダーと前記ダイとの間に配置されるブランクに絞り成形または張出し成形によるプレス加工を行うことにより、二つの面により挟まれた屈曲面であるキャラクターラインを有する外板パネルを製造する方法であって、
前記パンチは、パンチ頂部に前記屈曲面を成形する凸部と、パンチ肩R部を備え、
前記凸部および前記パンチ肩R部の少なくとも一方が前記プレス加工時に前記ブランクに与える面圧は、前記凸部および前記パンチ肩R部を除いた前記パンチの残余部が前記プレス加工時に前記ブランクに与える面圧よりも高く、さらに、
前記凸部および前記パンチ肩R部の少なくとも一方を含む前記パンチの第1の部分における前記ブランクとの静摩擦係数は、前記第1の部分を除いた前記パンチの第2の部分における前記ブランクとの静摩擦係数よりも、大きい、キャラクターラインを有する外板パネルの製造方法。
ただし、前記埋め込み率は、(前記保持層の高さ/前記粒子の平均粒径)×100(%)として算出される。
ただし、前記粒子率は、(前記粒子の総体積/前記粒子固着部の体積)×100(%)として算出される。
前記パンチおよびブランクホルダーと前記ダイとの間に配置されるブランクに絞り成形または張出し成形によるプレス加工を行うことにより、少なくとも二つの面により挟まれた屈曲面であるキャラクターラインを有する外板パネルを製造する装置であって、
前記パンチは、パンチ頂部に、前記屈曲面を成形する凸部と、パンチ肩R部を備え、
前記凸部および前記パンチ肩R部の少なくとも一方が前記プレス加工時に前記ブランクに与える面圧は、前記凸部および前記パンチ肩R部を除いた前記パンチの残余部が前記プレス加工時に前記ブランクに与える面圧よりも高く、さらに、
前記凸部および前記パンチ肩R部の少なくとも一方を含む前記パンチの第1の部分における前記ブランクとの静摩擦係数は、前記第1の部分を除いた前記パンチの第2の部分における前記ブランクとの静摩擦係数よりも、大きい、キャラクターラインを有する外板パネルの製造装置。
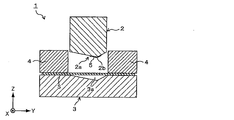
図1に示すように、製造装置1は、パンチ2、ブランクホルダー4およびダイ3を備える。
図2は、製造装置1の構成を示す断面図である。以降の手段1の説明では、粒子を、パンチ2の凸部2bに設ける場合を例にとるが、パンチ2のパンチ肩R部2cに設ける場合も事情は同じである。
図4に示すように、パンチ2は、図2,4のX方向に沿って延在する形状を有する。粒子固着部5もまたパンチ頂部2aの形状に合わせて図2,4のX方向に沿って延在する形状を有する。
パンチ2は、粒子固着部5が設けられている部分に相当するパンチ2のー部(以下、「パンチ着脱部6」という)が、パンチ本体7に対して着脱自在に取り付けられている。
粒子固着部5における粒子5aの埋め込み率は好ましくは50~80%である。この埋め込み率は、粒子5aの平均粒径Dに対する保持層5bの高さHの比率であり、(保持層5bの高さH/粒子5aの平均粒径D)×100(%)として算出される。埋め込み率は、保持層5bから突出する粒子5aの高さを示す指標である。
粒子5aの平均粒径は好ましくは5~600μmである。粒子5aの平均粒径が5μm未満であると、粒子5aとブランクSとの硬度差やキャラクターラインの形状等の操業条件によっては、パンチ2とブランクSとの摩擦力が不足するおそれがある。このため、粒子5aの平均粒径は、好ましくは5μm以上であり、より好ましくは10μm以上であり、さらに好ましくは50μm以上である。
粒子固着部5の粒子率は好ましくは5~20%である。粒子率は、一定領域内における粒子の密集度を示す指標となるものであり、(粒子固着部5中の粒子5aの総体積/粒子固着部5の体積)×100(%)として、算出される。
はじめに、ダイ3とブランクホルダー4の間にブランクSを配置する。このとき、ブランクSの、外観に現れる面(意匠面)と外観に現れない面(非意匠面)のうち、非意匠面側がパンチ2側を向くように、ブランクSを配置する。
以上の説明では、パンチ2がパンチ着脱部6とパンチ本体7で構成されること形態を例にとった。しかし、図8に示すように、パンチ着脱部6とパンチ本体7が一体に構成されていてもよい。製造装置1では、例えばパンチ頂部2aの表面に保持層5bを貼り付け、または塗布し、保持層5bに粒子5aを分散させるように固着させて粒子固着部5を形成すればよい。
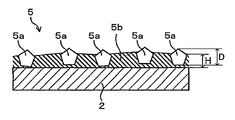
次に、手段2を説明する。手段2が手段1と相違するのは、ブランクとの第1の部分の静摩擦係数μ1を高める手段として、手段1の粒子5aに替えて、突起8を用いる点である。
・材料 :板厚0.7mmの軟鋼板
・突起8の形状 :直径0.11mm、高さ0.06mm
・金型の形状 :40mm×30mm 30mm方向に引き抜き
・引き抜き条件 :長さ300mm
・試験(公称)面圧:実成形で発生する面圧をFEM解析から設定した。
次に、実施例を参照しながら本発明をさらに具体的に説明する。
・BHF 20トン
・プレス速度 10mm/s
・潤滑有
・パンチの第1の部分:図11Aおよび図11Bにおける領域A
・粒子5a

図12のグラフに示すように、従来例である平板の評価パラメータS値を1とすると、本発明例1,2では、評価パラメータSが0.9程度に改善された。
2 パンチ
2a パンチ頂部
2b 凸部
2c パンチ肩R部
2d 残余部
2e パンチ縦壁部
3 ダイ
3a 凹部
4 ブランクホルダー
5 粒子固着部
5a 粒子
5b 保持層
6 パンチ着脱部
7 パンチ本体
8 突起
9 クロムメッキ層
S ブランク
Claims (15)
- パンチおよびブランクホルダーと、前記パンチおよびブランクホルダーに対向するダイを用い、前記パンチおよびブランクホルダーと前記ダイとの間に配置される合金化溶融亜鉛めっき鋼板のブランクに絞り成形または張出し成形によるプレス加工を行うことにより、二つの面により挟まれた屈曲面であるキャラクターラインを有する外板パネルを製造する方法であって、
前記パンチは、パンチ頂部に前記屈曲面を成形する凸部と、パンチ肩R部を備え、
前記凸部および前記パンチ肩R部の少なくとも一方は、粒度#200~#800の立方晶窒化ホウ素砥粒からなる粒子と、該粒子を保持する保持層とを有する粒子固着部を備え、
前記凸部および前記パンチ肩R部の少なくとも一方が前記プレス加工時に前記ブランクに与える面圧は、前記凸部および前記パンチ肩R部を除いた前記パンチの残余部が前記プレス加工時に前記ブランクに与える面圧よりも高く、さらに、
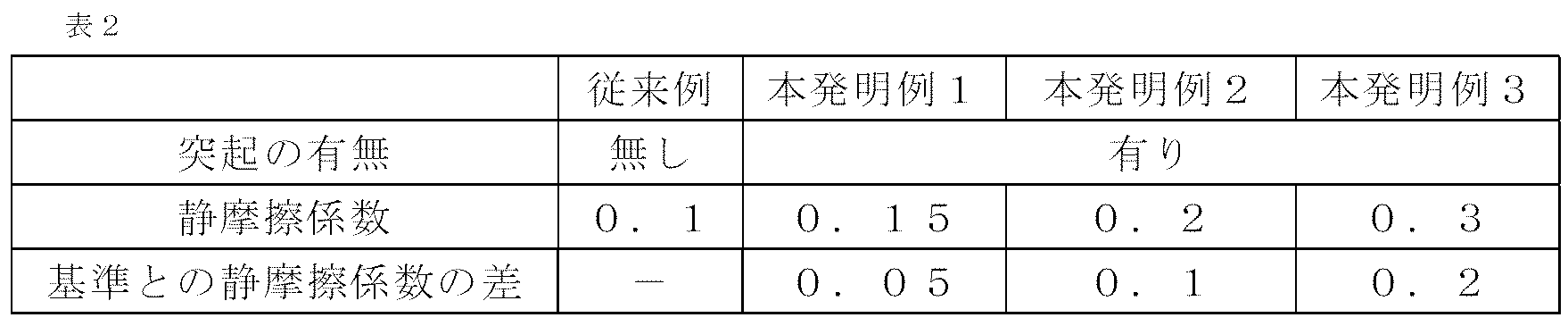
前記凸部および前記パンチ肩R部の少なくとも一方を含む前記パンチの第1の部分における前記ブランクとの静摩擦係数は、前記第1の部分を除いた前記パンチの第2の部分における前記ブランクとの静摩擦係数よりも、大きい、キャラクターラインを有する外板パネルの製造方法。 - 前記ブランクとの前記第1の部分の静摩擦係数と、前記ブランクとの前記第2の部分の静摩擦係数の差は0.05以上である、請求項1に記載のキャラクターラインを有する外板パネルの製造方法。
- 前記静摩擦係数は、前記凸部が前記ブランクに最初に当たることにより該ブランクに生じる凹みが成形過程で移動する方向への静摩擦係数である、請求項1または2に記載のキャラクターラインを有する外板パネルの製造方法。
- 前記粒子の埋め込み率は50~80%である、請求項1~3のいずれかに記載のキャラクターラインを有する外板パネルの製造方法。
ただし、前記埋め込み率は、(前記保持層の高さ/前記粒子の平均粒径)×100(%)として算出される。 - 前記粒子の平均粒径は5~600μmである、請求項4に記載のキャラクターラインを有する外板パネルの製造方法。
- 固着された前記粒子の粒子率は5~20%である、請求項4または5に記載のキャラクターラインを有する外板パネルの製造方法。
ただし、前記粒子率は、(前記粒子の総体積/前記粒子固着部の体積)×100(%)として算出される。 - 前記粒子固着部を、操業条件に応じて他の粒子固着部に交換する、請求項4~6のいずれかに記載のキャラクターラインを有する外板パネルの製造方法。
- 前記粒子は、前記ブランクにおける、前記外板パネルの内面である非意匠面に接触する、請求項4~7のいずれかに記載のキャラクターラインを有する外板パネルの製造方法。
- パンチおよびブランクホルダーと、前記パンチおよびブランクホルダーに対向するダイを用い、前記パンチおよびブランクホルダーと前記ダイとの間に配置される合金化溶融亜鉛めっき鋼板のブランクに絞り成形または張出し成形によるプレス加工を行うことにより、二つの面により挟まれた屈曲面であるキャラクターラインを有する外板パネルを製造する方法であって、
前記パンチは、パンチ頂部に前記屈曲面を成形する凸部と、パンチ肩R部を備え、
前記凸部および前記パンチ肩R部の少なくとも一方は、高さが0.02~0.10mmであり、径が0.05~0.15mmである複数の突起を有し、前記複数の突起の密度は、5×105~5×106個/m2であり、隣接する前記突起の中心距離は、0.5~1.0mmである、キャラクターラインを有する外板パネルの製造方法。 - 前記突起は、前記ブランクにおける、前記外板パネルの内面である非意匠面に接触する、請求項9に記載のキャラクターラインを有する外板パネルの製造方法。
- パンチおよびブランクホルダーと、該パンチおよびブランクホルダーに対向するダイとを備え、合金化溶融亜鉛めっき鋼板をプレス加工してキャラクターラインを有する外板パネルを製造する装置であって、
前記パンチは、パンチ頂部に、凸部とパンチ肩R部とを備え、
前記凸部および前記パンチ肩R部の少なくとも一方は、粒度#200~#800の立方晶窒化ホウ素砥粒からなる粒子及び、該粒子を保持する保持層を有する粒子固着部を備える、キャラクターラインを有する外板パネルの製造装置。 - 前記粒子の埋め込み率は50~80%である、請求項11に記載のキャラクターラインを有する外板パネルの製造装置。
ただし、前記埋め込み率は、(前記保持層の高さ/前記粒子の平均粒径)×100(%)として算出される。 - 前記粒子の平均粒径は5~600μmである、請求項12に記載のキャラクターラインを有する外板パネルの製造装置。
- 固着された前記粒子の粒子率は5~20%である、請求項12または13に記載のキャラクターラインを有する外板パネルの製造装置。
ただし、前記粒子率は、(前記粒子の総体積/前記粒子固着部の体積)×100(%)として算出される。 - パンチおよびブランクホルダーと、該パンチおよびブランクホルダーに対向するダイとを備え、合金化溶融亜鉛めっき鋼板をプレス加工してキャラクターラインを有する外板パネルを製造する装置であって、
前記パンチは、パンチ頂部に、凸部とパンチ肩R部とを備え、
前記凸部および前記パンチ肩R部の少なくとも一方は、高さが0.02~0.10mmであり、径が0.05~0.15mmである複数の突起を有し、前記複数の突起の密度は、5×105~5×106個/m2であり、隣接する前記突起の中心距離は、0.5~1.0mmである、キャラクターラインを有する外板パネルの製造装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017198328 | 2017-10-12 | ||
| JP2017198328 | 2017-10-12 | ||
| PCT/JP2017/046459 WO2019073614A1 (ja) | 2017-10-12 | 2017-12-25 | キャラクターラインを有する外板パネルの製造方法および製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2019073614A1 JPWO2019073614A1 (ja) | 2020-11-05 |
| JP7140132B2 true JP7140132B2 (ja) | 2022-09-22 |
Family
ID=66100683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019547895A Active JP7140132B2 (ja) | 2017-10-12 | 2017-12-25 | キャラクターラインを有する外板パネルの製造方法および製造装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11684963B2 (ja) |
| JP (1) | JP7140132B2 (ja) |
| KR (1) | KR102487751B1 (ja) |
| CN (1) | CN111201093B (ja) |
| MX (1) | MX2020004440A (ja) |
| WO (1) | WO2019073614A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7088284B2 (ja) * | 2018-03-29 | 2022-06-21 | 日本製鉄株式会社 | プレス成形装置およびプレス成形品の製造方法 |
| DE102018205350A1 (de) * | 2018-04-10 | 2019-10-10 | Bayerische Motoren Werke Aktiengesellschaft | Umformwerkzeug und Verfahren zum Herstellen einer Kante an einem Bauteil und Verfahren zum Herstellen eines solchen Umformwerkzeugs |
| JP7104238B2 (ja) * | 2019-03-28 | 2022-07-20 | 本田技研工業株式会社 | プレス成形方法 |
| CN113795342A (zh) * | 2019-04-29 | 2021-12-14 | 昂登坦汽车工程有限责任公司 | 热压成形装置和用于使坯料热压成形的方法 |
| JP6753502B1 (ja) * | 2019-09-30 | 2020-09-09 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法及びプレス成形装置 |
| JP2021146365A (ja) * | 2020-03-18 | 2021-09-27 | 株式会社豊田中央研究所 | プレス成形用金型とそれを用いたプレス成形方法 |
| CN112605219B (zh) * | 2020-11-27 | 2022-04-01 | 广州纬华节能设备有限公司 | 一种双相钢拉伸方法 |
| CN116408367B (zh) * | 2023-02-28 | 2025-09-12 | 岚图汽车科技有限公司 | 一种车门外板外观缺陷的消除方法 |
| CN117123682B (zh) * | 2023-10-23 | 2024-02-09 | 北京集度科技有限公司 | 特征线加工方法及加工装置、外壳结构 |
| CN118385323B (zh) * | 2024-04-26 | 2025-06-20 | 日照港达船舶重工有限公司 | 一种双曲率外板加工工艺、应用及加工装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276114A (ja) | 2002-10-23 | 2004-10-07 | General Motors Corp <Gm> | 超塑性成形を使用して薄板金に表面特徴を形成する方法 |
| JP2004298954A (ja) | 2003-04-01 | 2004-10-28 | Toyota Motor Corp | プレス成形用金型 |
| JP2007283341A (ja) | 2006-04-14 | 2007-11-01 | Nippon Steel Corp | 突合せ溶接金属板のプレス加工用金型およびプレス加工方法 |
| JP2008100240A (ja) | 2006-10-17 | 2008-05-01 | Honda Motor Co Ltd | プレス加工方法およびプレス加工装置 |
| JP2011156559A (ja) | 2010-02-01 | 2011-08-18 | Aida Engineering Ltd | 微小凹凸成形方法及び装置 |
| JP2012061729A (ja) | 2010-09-16 | 2012-03-29 | Canon Inc | 弾性ローラの製造方法 |
| JP2013233561A (ja) | 2012-05-08 | 2013-11-21 | Honda Motor Co Ltd | プレス成形金型及びプレス成形方法 |
| JP2015096271A (ja) | 2013-11-15 | 2015-05-21 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法およびプレス成形装置 |
| WO2016021685A1 (ja) | 2014-08-08 | 2016-02-11 | 新日鐵住金株式会社 | 線ずれ評価方法、線ずれ評価装置、プログラム及び記録媒体 |
| JP2016129902A (ja) | 2015-01-14 | 2016-07-21 | Jfeスチール株式会社 | 打抜き加工方法、打抜き加工装置、および積層鉄心の製造方法 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2681630A (en) * | 1951-01-02 | 1954-06-22 | Mcdowell Mfg Co | Metal drawing |
| US4778730A (en) * | 1987-09-09 | 1988-10-18 | Remgrit Corporation | Method of applying non-slip coating to tools and resulting product |
| JP2513078B2 (ja) * | 1990-11-01 | 1996-07-03 | 三菱自動車工業株式会社 | プレス加工方法 |
| US5379227A (en) * | 1992-12-21 | 1995-01-03 | Ford Motor Company | Method for aiding sheet metal forming tooling design |
| US5551959A (en) * | 1994-08-24 | 1996-09-03 | Minnesota Mining And Manufacturing Company | Abrasive article having a diamond-like coating layer and method for making same |
| DE19503874A1 (de) * | 1995-02-07 | 1996-08-08 | Gerhard Pirchl | Tiefziehwerkzeug mit integriertem Niederhalter |
| JPH09253770A (ja) * | 1996-03-22 | 1997-09-30 | Mitsubishi Electric Corp | 金 型 |
| US9868100B2 (en) * | 1997-04-04 | 2018-01-16 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| US9409280B2 (en) * | 1997-04-04 | 2016-08-09 | Chien-Min Sung | Brazed diamond tools and methods for making the same |
| KR20020051241A (ko) * | 2000-12-22 | 2002-06-28 | 이구택 | 모델링을 이용한 오스테나이트계 스테인레스강의 심가공방법 |
| US6745609B2 (en) * | 2002-11-06 | 2004-06-08 | Daimlerchrysler Corporation | Sheet metal forming die assembly with textured die surfaces |
| US9724802B2 (en) * | 2005-05-16 | 2017-08-08 | Chien-Min Sung | CMP pad dressers having leveled tips and associated methods |
| JP2007268608A (ja) * | 2006-03-08 | 2007-10-18 | Kobe Steel Ltd | アルミニウム合金板のプレス成形方法およびプレス装置 |
| US7765848B2 (en) * | 2006-04-14 | 2010-08-03 | Honda Motor Co., Ltd. | Press working method and press working apparatus |
| JP4972374B2 (ja) * | 2006-10-17 | 2012-07-11 | 本田技研工業株式会社 | プレス加工装置およびプレス加工方法 |
| US8429946B2 (en) | 2006-10-17 | 2013-04-30 | Honda Motor Co., Ltd. | Press-working method, and press-working apparatus |
| DE102006054771A1 (de) * | 2006-11-22 | 2008-05-29 | Bayerische Motoren Werke Ag | Umformwerkzeug |
| CN101678430B (zh) * | 2007-05-09 | 2013-05-01 | 新日铁住金株式会社 | 薄板的冲压成形装置以及冲压成形方法 |
| US9011563B2 (en) * | 2007-12-06 | 2015-04-21 | Chien-Min Sung | Methods for orienting superabrasive particles on a surface and associated tools |
| JP5272245B2 (ja) | 2008-11-26 | 2013-08-28 | トヨタ自動車東日本株式会社 | 絞りプレス型のビード加工方法 |
| KR20120110552A (ko) * | 2011-03-29 | 2012-10-10 | 현대제철 주식회사 | 마찰블록을 구비한 드로잉금형 |
| DE112011105406T5 (de) * | 2011-07-06 | 2014-05-15 | Toyota Jidosha Kabushiki Kaisha | Heißpressvorrichtung |
| DE102012002213A1 (de) * | 2012-02-04 | 2013-08-08 | Volkswagen Aktiengesellschaft | Werkzeug zur Blechumformung mit wenigstens einer Stelleinrichtung zur Anpassung der Niederhalter-Flächenpressung, sowie derartige Stelleinrichtung und hiermit ausführbares Verfahren zum Umformen eines Blechmaterials |
| US9321090B2 (en) * | 2012-05-07 | 2016-04-26 | Ford Global Technologies, Llc | Forming tools having textured surfaces |
| KR101637139B1 (ko) * | 2012-11-09 | 2016-07-06 | 신닛테츠스미킨 카부시키카이샤 | 프레스 성형 방법 |
| JP2014176883A (ja) * | 2013-03-15 | 2014-09-25 | Kobe Steel Ltd | 自動車パネルのプレス成形方法 |
| JP6354272B2 (ja) * | 2014-04-09 | 2018-07-11 | 新日鐵住金株式会社 | プレス成形装置、プレス成形方法、および金属板製の外板パネルの製造方法 |
| US9931684B2 (en) * | 2014-04-18 | 2018-04-03 | Honda Motor Co., Ltd. | Forming die and method of using the same |
| DE102014211233A1 (de) | 2014-06-12 | 2015-12-17 | Volkswagen Aktiengesellschaft | Werkzeug und Verfahren zur umformenden Herstellung eines wenigstens eine Bauteilkante aufweisenden Blechformteils |
| US10786875B2 (en) * | 2014-07-02 | 2020-09-29 | Raytheon Technologies Corporation | Abrasive preforms and manufacture and use methods |
| WO2017033791A1 (ja) * | 2015-08-26 | 2017-03-02 | 東洋製罐グループホールディングス株式会社 | しごき加工用ダイス及びダイスモジュール |
| JP5963184B1 (ja) * | 2016-03-29 | 2016-08-03 | フレキシースクラム株式会社 | 拘束材およびそれを用いた加工装置,搬送装置 |
| JP6458909B2 (ja) * | 2016-10-13 | 2019-01-30 | 新日鐵住金株式会社 | 2ピース缶胴の成形方法、その製造装置および2ピース缶胴 |
| CN106944545A (zh) * | 2017-03-25 | 2017-07-14 | 亿森(上海)模具有限公司 | 造型面不同摩擦系数且可控的成型方法 |
| JP6717269B2 (ja) * | 2017-07-14 | 2020-07-01 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法 |
-
2017
- 2017-12-25 US US16/755,504 patent/US11684963B2/en active Active
- 2017-12-25 WO PCT/JP2017/046459 patent/WO2019073614A1/ja not_active Ceased
- 2017-12-25 CN CN201780095763.0A patent/CN111201093B/zh active Active
- 2017-12-25 MX MX2020004440A patent/MX2020004440A/es unknown
- 2017-12-25 KR KR1020207013436A patent/KR102487751B1/ko active Active
- 2017-12-25 JP JP2019547895A patent/JP7140132B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004276114A (ja) | 2002-10-23 | 2004-10-07 | General Motors Corp <Gm> | 超塑性成形を使用して薄板金に表面特徴を形成する方法 |
| JP2004298954A (ja) | 2003-04-01 | 2004-10-28 | Toyota Motor Corp | プレス成形用金型 |
| JP2007283341A (ja) | 2006-04-14 | 2007-11-01 | Nippon Steel Corp | 突合せ溶接金属板のプレス加工用金型およびプレス加工方法 |
| JP2008100240A (ja) | 2006-10-17 | 2008-05-01 | Honda Motor Co Ltd | プレス加工方法およびプレス加工装置 |
| JP2011156559A (ja) | 2010-02-01 | 2011-08-18 | Aida Engineering Ltd | 微小凹凸成形方法及び装置 |
| JP2012061729A (ja) | 2010-09-16 | 2012-03-29 | Canon Inc | 弾性ローラの製造方法 |
| JP2013233561A (ja) | 2012-05-08 | 2013-11-21 | Honda Motor Co Ltd | プレス成形金型及びプレス成形方法 |
| JP2015096271A (ja) | 2013-11-15 | 2015-05-21 | Jfeスチール株式会社 | 自動車用外板パネルのプレス成形方法およびプレス成形装置 |
| WO2016021685A1 (ja) | 2014-08-08 | 2016-02-11 | 新日鐵住金株式会社 | 線ずれ評価方法、線ずれ評価装置、プログラム及び記録媒体 |
| JP2016129902A (ja) | 2015-01-14 | 2016-07-21 | Jfeスチール株式会社 | 打抜き加工方法、打抜き加工装置、および積層鉄心の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102487751B1 (ko) | 2023-01-12 |
| US20210220897A1 (en) | 2021-07-22 |
| US11684963B2 (en) | 2023-06-27 |
| WO2019073614A1 (ja) | 2019-04-18 |
| CN111201093A (zh) | 2020-05-26 |
| KR20200066694A (ko) | 2020-06-10 |
| CN111201093B (zh) | 2022-08-02 |
| JPWO2019073614A1 (ja) | 2020-11-05 |
| MX2020004440A (es) | 2020-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7140132B2 (ja) | キャラクターラインを有する外板パネルの製造方法および製造装置 | |
| AU2011255898C1 (en) | Method for press-forming l-shaped components | |
| US12179246B2 (en) | Production method for hot press molded articles, press molded article, die mold, and mold set | |
| JP2016030290A (ja) | プレス成形方法 | |
| JP6766365B2 (ja) | 金属板の耐曲げ性の評価装置および評価方法 | |
| JP6083390B2 (ja) | プレス成形方法 | |
| JP6036768B2 (ja) | プレス成形方法 | |
| JP4568077B2 (ja) | 形状凍結性に優れたプレス金型 | |
| JP4700568B2 (ja) | 形状凍結性に優れた多段プレス成形方法 | |
| JP7088284B2 (ja) | プレス成形装置およびプレス成形品の製造方法 | |
| JP6881691B2 (ja) | プレス成形部品及びその製造方法 | |
| Park et al. | Process design of automobile seat rail lower parts using ultra-high strength, DP980 steel | |
| US20250144693A1 (en) | Steel material, auto part, shearing apparatus and method of production of steel material | |
| JP6874803B2 (ja) | 耐かじり性評価方法 | |
| JP5598434B2 (ja) | 成形部材の製造方法 | |
| JP2007229761A (ja) | プレス成形における被成形材の皺の発生の有無の予測方法、予測装置、予測プログラム、ならびにプレス成形方法 | |
| JP5332925B2 (ja) | 成形品の寸法精度に優れたプレス成形方法 | |
| EP4527648A1 (en) | Outer panel | |
| JP7352123B1 (ja) | プレス成形品の製造方法 | |
| JP2024145671A (ja) | 曲げ加工方法、曲げ加工用の金型及び曲げ加工品 | |
| CN121335769A (zh) | 冲压成型装置、冲压成型品的制造方法及冲压成型品 | |
| JP6969133B2 (ja) | 伸びフランジを有する成形体及びその製造方法 | |
| Demeri et al. | Forming of Carbon Steels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210706 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210903 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220318 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220809 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220822 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7140132 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |