JP7145096B2 - 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 - Google Patents
微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 Download PDFInfo
- Publication number
- JP7145096B2 JP7145096B2 JP2019022527A JP2019022527A JP7145096B2 JP 7145096 B2 JP7145096 B2 JP 7145096B2 JP 2019022527 A JP2019022527 A JP 2019022527A JP 2019022527 A JP2019022527 A JP 2019022527A JP 7145096 B2 JP7145096 B2 JP 7145096B2
- Authority
- JP
- Japan
- Prior art keywords
- stamp
- microstructure
- transferring
- component
- quartz glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/70—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping
- H10P72/78—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for supporting or gripping using vacuum or suction, e.g. Bernoulli chucks
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0452—Mounting machines or lines comprising a plurality of tools for guiding different components to the same mounting place
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/0404—Pick-and-place heads or apparatus, e.g. with jaws
- H05K13/0408—Incorporating a pick-up tool
- H05K13/0409—Sucking devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
- H10H20/011—Manufacture or treatment of bodies, e.g. forming semiconductor layers
- H10H20/018—Bonding of wafers
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H29/00—Integrated devices, or assemblies of multiple devices, comprising at least one light-emitting semiconductor element covered by group H10H20/00
- H10H29/01—Manufacture or treatment
- H10H29/012—Manufacture or treatment of active-matrix LED displays
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H29/00—Integrated devices, or assemblies of multiple devices, comprising at least one light-emitting semiconductor element covered by group H10H20/00
- H10H29/01—Manufacture or treatment
- H10H29/02—Manufacture or treatment using pick-and-place processes
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0446—Apparatus for mounting on conductive members, e.g. leadframes or conductors on insulating substrates
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/32—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations
- H10P72/3212—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations between different workstations the substrates to be conveyed not being semiconductor wafers or large planar substrates, e.g. chips or lead frames
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/30—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations
- H10P72/33—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for conveying, e.g. between different workstations into and out of processing chamber
- H10P72/3302—Mechanical parts of transfer devices
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/50—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof for positioning, orientation or alignment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/01—Manufacture or treatment
- H10H20/036—Manufacture or treatment of packages
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10H—INORGANIC LIGHT-EMITTING SEMICONDUCTOR DEVICES HAVING POTENTIAL BARRIERS
- H10H20/00—Individual inorganic light-emitting semiconductor devices having potential barriers, e.g. light-emitting diodes [LED]
- H10H20/80—Constructional details
- H10H20/85—Packages
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W90/00—Package configurations
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Led Device Packages (AREA)
Description
特許文献2には、凸型形状突起を有するPDMSを用いた複合スタンプの構造とスタンプヘッドへの固定方法が示されている。図14(A)、(B)、(C)、(D)は、従来技術の特許文献2の図2(A)、(B)、(C)、(D)をそれぞれ示している。
図14(A)~図14(C)に示されている従来技術の複合スタンプは、スタンプと支持層、ファイバを用いた強化層及び強化リング等を駆使した非常に複雑な構造になっている。これらのスタンプの固定はすべて周辺部を機械的あるいは真空を用いて固定する方法になっている。そのため、位置合わせを含め、交換作業に時間がかかることは明らかであり、量産上の大きな課題になる。
次に、従来技術を用いて実際の量産を行う場合、スタンプ部は連続して移動動作を繰り返すことになる。スタンプは主にゴム状の材料が使用されるため移載中に装置の中で発生するパーティクルがスタンプ及び支持体に付着することが大きな問題になってくる。パーティクルは大別して、移載する微小構造体からの転写パーティクルと装置内の帯電した浮遊パーティクルの2種類がある。スタンプに付着したパーティクルは、製造歩留まり低下に大きな影響を与えるため、パーティクル低減対策は必要不可欠である。
本発明が解決しようとする第2の課題は、実際の量産動作時のスタンプへの帯電した浮遊パーティクルの付着である。本発明は、スタンプ及び支持体へのパーティクル付着を低減するための構造を備えたスタンプ部品を提供するものである。
このようなものであると、スタンプ部品を短時間に交換可能となり、真空吸引によりスタンプ部品をスタンプ保持部に確実に固定することができる。
このようにすると石英ガラス基板が薄い場合に真空吸引による局所たわみの発生を防止することができるとともに、より安定してスタンプ部品を固定して保持できる。
このようにすると、移載装置側若しくは周辺機器等の真空吸引度合いは同じでも、吸引力を低減できるため吸引部の局部的反りを防止でき、薄い石英ガラス基板でも用いることができる。
このように構成すると、X-Y直交軸が明確になり、θ方向のアライメントが取りやすくなる。
このようにすると、スタンプの形成された石英ガラス基板のθ方向の基準点を持つことができ、ファセットとスタンプの回転位置を間違うことなくスタンプ部品の交換ができるようになる。
このようにすると、前記スタンプヘッドユニットを移載装置本体に接続する際、スタンプのX-Y平面の法線方向、すなわち、Z方向に正確に接続可能となる。なお、前記スタンプヘッドユニットを移載装置本体に接続する方法はこれに限らず、他の方法でも良い。
このようにするとスタンプ交換時にスタンプ部品と装着面の位置合わせが簡単にできるようになる。
このようにすると、装着面内のX、Y-2方向の位置合わせが簡単にできる。石英ガラス基板が矩形平板(直方体)の場合、凸構造の直交した側面に前記石英ガラス基板のX、Y-2辺を押し当てるだけで、X、Y、θの粗アライメントが簡単にできる。ファセット位置を矩形の石英ガラス基板頂点の一つに設け、例えば前記ファセットを有する頂点部分を前記凸構造の直交した角に合わせるようにすれば、毎回交換時の取り付け向きエラーを防止でき、その結果交換速度を速めることができる。
このようにすると、供給基板上のアライメントマークと受け取り基板上のアライメントマークを符合させることで、スタンプ部品と供給基板、及び、スタンプ部品と受け取り基板のX、Y、θの位置アライメントが可能になる。その結果、高精度な微小構造体の移載が可能になる。また、前記アライメントマークは、スタンプ部品を取り付けた際に予め装置原点(X=Y=0)及び原点角(θ=0°)に対してX、Y、θを補正するのにも使用できる。
微小構造体の大きさが小さく、高さが数十μmより小さくなってくる場合、微小構造体を接着するシリコーン系ゴム膜の平坦性が重要になってくる。おおよそ微小構造体の高さ程度以内のバラツキであることが好ましくなってくる。シリコーン系ゴム膜の平坦性を出すためには、その基材である石英ガラス基板の平坦性が大きく影響する。合成石英ガラスの場合はおよそ1μm以下の面内膜厚均一性(TTV:total thickness variation)を実現できるため、合成石英ガラスを用いることにより、スタンプ部品全体の膜厚バラツキを最小化することができる。さらに、合成石英ガラスを使用することのメリットは、微小構造体移載動作を繰りかえす際の熱的安定性が得られることである。すなわち、合成石英ガラス基板は他の石英ガラス基板と比べておよそ1/5の熱膨張係数を有し、動作中の熱歪を少なくできる。特に、凸型形状突起を有するスタンプ部品の場合、熱伸縮による突起位置のずれ・歪(ディストーション)を低減できるため、正確な移載動作が可能となる。
本発明の微小構造体移載装置を用いると、真空吸着のON/OFFによりスタンプ部品を簡単に、かつ、短時間に交換可能となり、量産に適した移載装置を実現できる。
特に、スタンプヘッドユニットが物理的に取り付け位置アライメントを提供するための凸構造を備えている場合と、人が手で直接スタンプ部品を交換する場合に有効であり、簡便、かつ、短時間で高精度な交換作業が可能になる。
このようにすると、スタンプヘッドユニットにスタンプ部品を取り付けた後に、スタンプに設けられたアライメントマークを使用して、スタンプ原点と装置原点との位置関係(X、Y、Z、θ)を原点アライメント補正できる。また、スタンプ部品のアライメントマークと供給基板上のアライメントマークを用いてアライメントすることで、スタンプ部品と供給基板のX、Y、θの位置アライメントが可能になる。同様に、スタンプ部品のアライメントマークと受け取り基板上のアライメントマークを用いてアライメントすることにより、スタンプ部品と受け取り基板のX、Y、θの位置アライメントが可能になる。その結果、高精度な微小構造体の移載が可能になる。また、原点アライメント補正をしておくと、供給基板、受け取り基板での精密補正に要する時間を短縮できる。
スタンプ部品は予めスタンプ部品交換ユニットで粗アライメントしておき、微小構造体移載装置が前記スタンプヘッドユニットを予め指定された位置に移動し、下降動作を行いスタンプ部品に接触する寸前で停止し、その後真空吸着によりスタンプ部品を吸い上げて吸着固定することができる。その後、前記スタンプヘッドユニットを上昇し、所定のスタンバイ位置まで移動して待機すればよい。このようにすると、人がスタンプ部品を手で交換する場合に比べ、著しく迅速かつ高精度で交換作業を行うことができ、量産性が大きく向上する。
例えば、本発明の微小構造体移載装置を用いて、ディスプレイの画素位置に所望のLEDを移載し、配置固定することにより、ディスプレイの全画素あるいは一部の画素エリアのディスプレイパネルを製造することができる。LED(有機/無機)の代わりに、半導体レーザ、ICチップ、IC及びLSIを複合実装した1次元から3次元のパッケージ、無機若しくは有機の半導体からなる各種機能素子、抵抗、キャパシタ、コイルなど電気回路素子、各種微小センサ素子、MEMS(microelectromechanical system)の各種機能素子及びセンサ等々の微小構造体を本発明の微小構造体移載方法により移載すれば、それら各種機能素子を組み合わせた新たな機能製品、すなわち、微小構造体集積製品を製造することができる。
合成石英ガラス基板の膜厚均一性(平坦性)はおよそ1μm以下にすることができるため、スタンプ部品全体としての接着面の高さの厚均一性はシリコーン系ゴム膜の膜厚均一性を上げることで最大約1μmまで小さくすることが可能となる。なお、シリコーン系ゴム膜均一性は、移載対象である微小構造体の大きさと高さに応じて必要とされる値を設定すればよい。
このようにすると、合成石英ガラスウエハやマスクブランクス用等の市販の合成石英ガラス基板を用いることが可能となり、およそ1μm以下の平坦性を入手できる。また同時に、製造コストを低減できるというメリットもある。
例えば、LEDの厚さが6μmの場合、厚さの3倍の18μm以下の膜厚バラツキのスタンプ部品であることが好ましい。LEDが平坦面上に配置固定されていると仮定すると、この場合、18μm+6μm、すなわち、24μmだけスタンプを押しつけたとき、全てのLEDに前記スタンプ部品の前記シリコーン系ゴム膜が接触する状態になる。したがって、24μm以上の適当な押し込みを行い、圧力をかけることにより、全てのLEDに対して、最低6μm以上押し込んだ場合の前記シリコーン系ゴム膜の接着力(粘着力+タック力)を生み出すことができる。この追加押し込み量は、微小構造体の平面の大きさ、高さ、形状により微妙に異なるため、事前に条件出しを行い決定すればよい。
このようにすると、最も帯電が集中する石英ガラス表面端部及びその周辺部の帯電を防止できるため、移載装置において数万回の移載動作を繰り返す際に、スタンプ部品周辺に浮遊する帯電パーティクルがスタンプ部品に付着するのを低減できる。
このようにすると、帯電パーティクルがスタンプ部品に付着することを低減する効果がより十分に発揮されやすくなる。
前記導電性材料は、カーボンブラック、カーボンフィラー、カーボンナノワイヤ、カーボンナノチューブ、グラフェン、アルカリ金属またはアルカリ土類金属の塩、イオン液体の少なくともいずれか一つであることが好ましい。なお、これらの導電材料を複数混合して用いても良い。
導電性ポリマーは、例えばポリチオフェン系のポリ(4-スチレンスルホン酸)をドープしたポリ(3,4-エチレンジオキシチオフェン)(PEDOT/PSS)、ポリアニリン系のポリアニリンスルホン酸などを用いれば良い。なお、前記導電性ポリマーに限らず、他の導電性ポリマーを用いてもよい。また、導電性ポリマーと、カーボン系導電材料、アルカリ金属の塩、アルカリ土類金属の塩、イオン液体の少なくともいずれか一つの組み合わせを用いてもよい。導電性膜がカーボン系導電材料、アルカリ金属の塩、アルカリ土類金属の塩、イオン液体、導電性ポリマー等の導電性材料を含むことにより、導電性材料の添加量を調整することで前記導電性膜の導電率を任意に調整可能となる。
このようにすると、本発明の効果がより奏されやすくなる。
このようにすると、スタンプ表面全体で帯電を防止できるため、移載装置において数万回の移載動作を繰り返す際に、スタンプ部品周辺に浮遊する帯電パーティクルがスタンプ部品に付着するのを低減することができる。
前記導電性シリコーン系ゴム膜に含まれる導電性材料は、カーボンブラック、カーボンフィラー、カーボンナノワイヤ、カーボンナノチューブ、グラフェン、アルカリ金属の塩、アルカリ土類金属の塩、イオン液体の少なくともいずれか一つであることが好ましい。なお、これらの導電材料を複数混合して用いても良い。
導電性ポリマーは、例えばポリチオフェン系のポリ(4-スチレンスルホン酸)をドープしたポリ(3,4-エチレンジオキシチオフェン)(PEDOT/PSS)、ポリアニリン系のポリアニリンスルホン酸などを用いれば良い。なお、前記導電性ポリマーに限らず、他の導電性ポリマーを用いてもよい。また、導電性ポリマーと、カーボン系導電材料、アルカリ金属の塩、アルカリ土類金属の塩、イオン液体の少なくともいずれか一つの組み合わせを用いてもよい。導電性膜がカーボン系導電材料、アルカリ金属の塩、アルカリ土類金属の塩、イオン液体、導電性ポリマー等の導電性材料を含むことにより、導電性材料の添加量を調整することで前記導電性膜の導電率を任意に調整可能となる。
このようにすると、供給基板上に密集して配置されている微小構造体を選択的に接着して掴み取り、受け取り基板上に転写配置することができる。このようなスタンプ部品を用いると、不良の微小構造体の場所に選択的に正常な微小構造体を移載するリペアに使用することができる。
このようにすると、凸型形状突起の位置に対応した二つ以上の微小構造体を一度に移載することができる。
このようにすると、高さの異なる2つの微小構造体を一気に移載することができる。
このようにすると、大きさの異なる2つの微小構造体を一気に移載することができる。
このようにして、供給基板上の微小構造体を前記1次元若しくは2次元の配列に対応して取り出せるように二つ以上の凸型形状突起を配置構成しておくと、凸型形状突起の位置に対応した複数の微小構造体を一度に移載することができ、所望のレイアウトで微小構造体を移載可能となる。
このようにすると、その部分は一定ピッチの1次元配列若しくは2次元配列で複数の微小構造体を一度に移載することができる。
このようにすると、その整数倍だけ離れた画素に複数の微小構造体を移載できる。この場合、微小構造体がLED素子であれば、LEDディスプレイを作ることができる。
このようにすると、凸型形状突起の耐久性を増大させることができ、一つのスタンプ部品で実現可能な移載回数を増大させることができる。すなわち、一つのスタンプの使用寿命を延ばすことができる。
このようにすると、シリコーン系ゴム膜の凸型形状突起が微小構造体に押圧されるとき、凸型形状突起部が一方向に屈曲することなく接着面に均等の圧力を加えることができる。その結果、安定した接着が可能になる。
このようにすると、より狭ピッチに微小構造体が配置されている場合でも隣のチップに触れることなく、確実に目的のチップを掴むことが可能となる。また、微小構造体に接着する最先端の凸型形状突起部が、テーパ形状になっている場合と同様の効果も得られる。なお、1段目の突起部分もテーパ形状になっていても良いく、多段階の突起が縦長のアスペクト比を持つ場合には、均一押圧を実現する上で有効である。
このようにすると、異なる大きさと高さを持つ微小構造体を一気に移載可能となる。例えば、中央部にLED、周辺部にドライバ回路等を含む周辺回路素子を一気に移載し、組み立てることも可能になる。
微小構造体を含む製品を製造する際に、本発明のスタンプヘッドユニットを用いると、前記スタンプ部品を簡便、かつ、高速に交換することが可能となる。その結果、量産性の高い製品製造が可能になる。また、帯電防止構造を備えたスタンプ部品を有する微小構造体移載用スタンプヘッドユニットを用いると、移載動作中のスタンプ部品への浮遊帯電パーティクルの付着を防止できる。その結果、パーティクルによる移載エラーを防止できるため、スタンプ部品の洗浄、あるいは、交換作業の回数を減らすことができるため、結局は、量産性向上に大きく寄与することができる。
微小構造体を含む製品を製造する際に、本発明の微小構造体移載装置を用いると、前記スタンプ部品を簡便、かつ、高速に交換することが可能となる。その結果、量産性の高い製品製造が可能になる。
本発明の移載方法では、スタンプ部品交換時間を著しく短縮でき、すなわち、装置のダウンタイムの少ない稼働が可能となり、量産性の高い微小構造体集積製品の製造を実現できる。さらに、本発明の移載方法において前記帯電防止構造を備えたスタンプ部品を用いると、パーティクルに起因する微小構造体移載エラーを防止、低減できる。その結果、微小構造体集積製品の製造量産性を大きく向上させることができる。
(実施形態1)
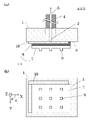
図1は、本発明の第1の実施形態におけるスタンプヘッドユニット100の構成図である。図1(a)は、スタンプヘッドユニットの断面図であり、図1(b)は、図1(a)のスタンプヘッドユニットを下から見た平面図である。
図1において、1はスタンプ部品保持部品、2は真空吸引孔であり、3はスタンプ部品保持表面、4は管状部品、5は排気吸引孔である。6は石英ガラス基板、7はシリコーン系ゴム膜であり、スタンプ部品13を構成している。
シリコーン系ゴム膜7を形成するには、通常膜形成後にヒータ、赤外線照射などで熱硬化させるか、若しくは、UV硬化させるかしてゴム膜にする。熱硬化の場合には石英ガラスの均質性が重要である。石英ガラスが均質であると、熱膨張係数がどの場所でも一定となり、熱硬化後の石英ガラス基板とシリコーン系ゴム膜の界面の応力歪が低減できる。いずれのゴム膜化方法においても、当該用途に対して合成石英ガラスが最も適している。均質なゴム膜が形成できると、平板のシリコーン系ゴム膜スタンプの場合であれば場所による応力歪が低減できるため、シリコーン系ゴム膜のどこで微小構造体を掴んでも均質なタック力を得ることができる。さらに、後述の凸型形状突起を複数以上有するスタンプを形成する場合には、凸型形状突起の位置ズレを最小限にすることができる。それは、移載動作を連続して行う場合に移載位置ずれを最小限に抑制できることを意味する。
さらに、電気・電子回路素子以外でも直接真空吸引により掴むことができない微小物体は、本発明の微小構造体移載装置を用いて、任意の移載・組み立てが可能であり、本発明の移載対象である微小構造体となる。
図2は、本発明の第2の実施形態におけるスタンプヘッドユニット200の構成図を示すものである。
図2において、1はスタンプ部品保持部品、2は真空吸引孔であり、3はスタンプ部品保持表面、4は管状部品、5は排気吸引孔である。6は石英ガラス基板、7はシリコーン系ゴム膜であり、スタンプ部品13を構成している。図2(a)は、スタンプヘッドユニットの断面図であり、図2(b)は、図2(a)のスタンプヘッドユニットを下から見た平面図である。なお、図2(b)において、真空吸着孔2を分かりやすくするために、石英ガラス基板6とシリコーン系ゴム膜7は図示していない。
なお、真空吸引孔2の数とレイアウトは、使用するスタンプ部品13(6&7)のサイズにより自由に最適化すればよい。
また、真空吸引孔2のレイアウトの配置範囲を少し小さめに作っておけば、開発段階でいろいろな大きさのスタンプ部品13を取り換えて使用する場合にも便利である。
図3は、本発明の第3の実施形態におけるスタンプヘッドユニット300の構成図を示すものである。図3(a)は、スタンプヘッドユニットの断面図であり、図3(b)は、図3(a)のスタンプヘッドユニットを下から見た平面図である。なお、図3(b)において、石英ガラス基板6とシリコーン系ゴム膜7は図示していない。
3’ は、スタンプ部品保持表面3の一部で、溝構造8を作ることで島状に残った部分である。このような構造にすると、スタンプ部品保持表面3とスタンプ部品保持表面3の一部3’で平面度を保持しながら、石英ガラス基板6を真空吸引できる。図3において溝の幅は図示の都合上大きく描かれているが、真空吸着する際の吸引圧力が得られ、かつ、真空吸引圧力で0.5mm厚みの石英ガラス基板であっても吸引溝位置で微小変形しないように溝の幅、溝の数、溝の総面積を設計すればよい。
図4は、本発明の第4の実施形態のスタンプヘッドユニット400の構成図を示すものである。図4(a)は、スタンプヘッドユニットの断面図であり、図4(b)は、図4(a)のスタンプヘッドユニットを下から見た平面図である。図4において、9は凸型形状突起であり、本第4の実施形態では、シリコーン系ゴム膜が凸型形状突起9を備えた例を示している。凸型形状突起とは、Z軸に平行な断面形状が凸型形状を有する突起を意味する。
10は凸構造部であり、スタンプ部品保持面3に設けられている。
本発明の第4の実施形態と本発明の第1の実施形態と異なる部分は、凸型形状突起9を備えたシリコーン系ゴム膜7と、スタンプ部品保持表面3の凸構造部10である。
凸構造部10は、本発明の実施形態のスタンプヘッドユニット400とスタンプ部品13のX、Y、θのアライメントを取るための機構である。図4においては、X方向とY方向に凸構造が形成され、矩形断面を持った事例を示している。X、Yに方向の凸構造部10が直交した側面を有した状態で結合している。図4(b)に示されているように、矩形形状の石英ガラス基板6を用いると、凸構造部10の直交部分に石英ガラス基板の頂点を合せることで、容易にX、Y、θのアライメントができる。さらに実用的には、本発明の実施形態のスタンプヘッドユニット400を取り付けた微小構造体移載機の側でさらにファインアライメントを取ることで、高精度な調整が可能となる。
なお、X方向とY方向の凸構造部は、必ずしも結合している必要はなく、分離していても良い。
なお、凸型形状部の断面形状は必ずしも矩形である必要はないが、凸型形状部9は少なくとも石英ガラス基板との接する面が、スタンプ部品保持面3におよそ垂直であると好ましい。また、凸型構造部10の高さは、石英ガラス基板6の高さと同じであってもよいが、およそ1/2~2/3程度が好ましい。
なお、凸型形状突起9の微小構造体との接触面はおよそ平坦な面でよい。
なお、本第4の実施形態においては、スタンプ部品交換時のアライメント用の凸構造10と、凸型形状突起9を一つの図面にまとめて実施形態としたが、凸構造部10と凸型形状突起9の効果はそれぞれ独立に作用・機能するものである。
図5は、本発明の第5の実施形態におけるスタンプヘッドユニット500の構成図を示すものである。図5(a)は、スタンプヘッドユニットの断面図であり、図5(b)は、図5(a)のスタンプヘッドユニットを下から見た平面図である。6’ は、ファセットであり、図5(b)を上から見たときに石英ガラス基板6の矩形面の左上の頂点に設けられている。
図6は、本発明の第6の実施形態における微小構造体移載装置110の動作部分の概略構成図を示すものである。図6(a)は、人の手でスタンプ部品13を交換する場合、図6(b)は移載装置が自動でスタンプ部品13を交換する場合の概略構成図を示している。
図6(a)を用いて、人の手でスタンプ部品13を交換する場合について説明する。
図6中の(#)、#=1,2,3・・・は、動作のシーケンス番号を示している。
図6(a)の手動の場合と異なるのは、図6(b)の動作(11)と(12)の部分である。スタンプ部品13の自動交換動作は、次のように実行できる。
(第1ステップ)スタンプ部品保持部12を大きく下降させる粗動作
(第2ステップ)スタンプ部品保持部品1の表面がスタンプ部品13の石英ガラス基板表面に接触しない状態で、かつ、できるだけ近い距離までスタンプヘッド可動部11を移動させた状態にまで接近させる高精度移動動作
図7は、本発明の第7の実施形態におけるアライメントマークを備えたスタンプ部品の説明図である。
以上のように、本発明のアライメントマーク付スタンプ部品を用いた本発明のスタンプヘッドユニットを搭載することにより、高位置精度を備えた微小構造体移載装置が実現される。
図8は、本発明の第8の実施形態におけるスタンプ部品13の断面図を示している。図8において、31は石英ガラス基板であり、32及び33はシリコーン系ゴム膜である。34、35、36、及び37は、シリコーン系ゴム膜表面に形成された凸型形状突起であり、これもまたシリコーン系ゴム膜の一部である。
図9は、本発明の第9の実施形態における複数種の微小構造体を1度に移載するためのスタンプ部品13の断面図を示している
図10は、本発明の第10の実施形態における帯電防止スタンプ部品の構成図を示すものである。
図10(a)は、スタンプ部品13の断面図であり、図10(b)は、図10(a)のスタンプヘッドユニットを上から見た平面図である。図10において、51は石英ガラス基板であり、53はシリコーン系ゴム膜である。52は石英ガラス基板51とシリコーン系ゴム膜の間に形成された導電性膜であり、導電性膜は石英ガラス基板表面の端部まで全面をカバーしている。
イオン液体は、4級アンモニウムカチオンとアニオンとからなるものが挙げられる。この4級アンモニウムカチオンは、イミダゾリウム、ピリジニウムまたは式:R4N+[式中、Rは、互いに独立して、水素原子または炭素原子数1~20の有機基である。]で表されるカチオンのいずれかの形態である。
前記導電性材料は、1種単独で用いても、2種以上組み合わせて用いてもよい。
図11(a)は、スタンプ部品13の断面図であり、図11(b)は、図11(a)のスタンプヘッドユニットを上から見た平面図である。図11と図10の唯一異なる点は、シリコーン系ゴム膜54に凸型形状突起55が形成されている点である。凸型形状の形状は図8及び図9で説明したような形状を用いればよく、移載される微小構造体の形や大きさにより最適化すればよい。
図12は、本発明の第11の実施形態における帯電防止スタンプ部品の断面図を示すものである。
図12において、51は石英ガラス基板、56は導電性シリコーン系ゴム膜である。
図12(c)は、石英ガラス基板51の表面をすべて導電性膜52でカバーし、さらにその上に少し小さい導電性シリコーン系ゴム膜56を形成したスタンプ部品13を示している。このような構成でも、石英ガラスの露出部が無いため、スタンプ部品表面の全体への浮遊帯電粒子の付着を防止することができる。
図13と図12の唯一異なる点は、導電性シリコーン系ゴム膜57に凸型形状突起58が形成されている点である。なお、凸型形状の形状は図8及び図9で説明したような形状を用いればよく、移載される微小構造体の形や大きさにより最適化すればよい。
3・・・スタンプ部品保持表面、3’・・・スタンプ部品保持表面3の一部、
4・・・管状部品、5・・・排気吸引孔、6・・・石英ガラス基板、
6‘・・・ファセット、7・・・シリコーン系ゴム膜、8・・・溝形構造、
9・・・凸型形状突起、10・・・凸構造部、
11・・・スタンプヘッド可動部、12・・・スタンプ部品保持部、
13・・・スタンプ部品、14・・・微小構造体、
15・・・微小構造体を供給する供給基板、16・・・供給基板ステージ、
17・・・受け取り基板、18・・・受け取り基板ステージ、
19・・・スタンプ部品交換ステージ、20・・・スタンプ部品ホルダ、
21・・・石英ガラス基板、22・・・シリコーン系ゴム膜、
23・・・凸型形状突起、24・・・アライメントマークパタン、
25・・・スタンプ領域、26・・・アライメントマークパタン
31・・・石英ガラス基板、32・・・シリコーン系ゴム膜、
33・・・シリコーン系ゴム膜、34・・・凸型形状突起、
35・・・凸型形状突起、36・・・凸型形状突起、
37・・・凸型形状突起、41・・・石英ガラス基板、
42・・・シリコーン系ゴム膜、43、44、45、46・・・凸型形状突起、
51・・・石英ガラス基板、52・・・導電性膜、
53、54・・・シリコーン系ゴム膜、55・・・凸型形状突起、
56、57・・・導電性シリコーン系ゴム膜、58・・・凸型形状突起
100、200、300、400、500・・・スタンプヘッドユニット、
110・・・微小構造体移載装置
Claims (39)
- 石英ガラス基板上に少なくともシリコーン系ゴム膜を備えたスタンプ部品と、
前記スタンプ部品の石英ガラス基板面を真空吸引するための孔を有する面を備えたスタンプ部品保持部品と、
前記真空吸引するための孔と真空を保持できる状態で連通接続された排気吸引孔を有し、前記スタンプ部品保持部品と結合固定された管状部品と
を含むことを特徴とするスタンプヘッドユニット。 - 前記スタンプ部品保持部品の前記真空吸引するための孔が複数に分割されており、前記石英ガラス基板を複数の点で吸引固定するものであることを特徴とする請求項1に記載のスタンプヘッドユニット。
- 前記スタンプ部品保持部品の前記スタンプ部品を装着する面に、前記真空吸引するための孔を介して前記排気吸引孔に接続された溝構造が形成されていることを特徴とする請求項1又は2に記載のスタンプヘッドユニット。
- 前記石英ガラス基板が矩形平板であることを特徴とする請求項1~3のいずれか1項に記載のスタンプヘッドユニット。
- 前記石英ガラス基板に、ファセットが形成されていることを特徴とする請求項1~4のいずれか1項に記載のスタンプヘッドユニット。
- 前記管状部品がコレット接続部を有することを特徴とする請求項1~5のいずれか1項に記載のスタンプヘッドユニット。
- 前記スタンプ部品保持部品のスタンプ部品保持面に前記スタンプ部品の位置を合わせるための凸構造を備えていることを特徴とする請求項1~6のいずれか1項に記載のスタンプヘッドユニット。
- 前記凸構造が直交した側面を有することを特徴とする請求項7に記載のスタンプヘッドユニット。
- 前記スタンプ部品のシリコーン系ゴム膜にアライメントマークを有することを特徴とする請求項1~8のいずれか1項に記載のスタンプヘッドユニット。
- 前記石英ガラス基板が、合成石英ガラスであることを特徴とする請求項1~9のいずれか1項に記載のスタンプヘッドユニット。
- 請求項1~10のいずれか1項に記載のスタンプヘッドユニットを備えていることを特徴とする微小構造体移載装置。
- スタンプヘッドユニットに取り付けたスタンプ部品のスタンプ面(X-Y直交座標)の位置と、X-Y平面と直交するZ座標位置と、Z軸を中心とする回転角θを調整するための機構を備えることを特徴とする請求項11に記載の微小構造体移載装置。
- スタンプ部品を交換するユニットを備えていることを特徴とする請求項11又は12に記載の微小構造体移載装置。
- 請求項11~13のいずれか1項に記載の微小構造体移載装置を用いて微小構造体を移載する工程を含む微小構造体集積部品の移載方法。
- 合成石英ガラス基板上に少なくとも一層以上のシリコーン系ゴム膜が形成されており、合成石英ガラス基板と前記シリコーン系ゴム膜との間に導電性膜を有するものであることを特徴とする微小構造体移載用スタンプ部品。
- 前記合成石英ガラス基板の厚みが0.5mm~7mmであることを特徴とする請求項15に記載の微小構造体移載用スタンプ部品。
- 微小構造体としてのLEDを移載するものであり、前記シリコーン系ゴム膜の前記微小構造体と接着する面部のシリコーン系ゴムの膜厚の最大値と最小値との差が18μm以下であることを特徴とする請求項15又は16に記載の微小構造体移載用スタンプ部品。
- 前記導電性膜が、前記合成石英ガラス基板表面上をすべて覆うように形成されていることを特徴とする請求項15~17のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記導電性膜が、導電性材料を含むことを特徴とする請求項15~18のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記導電性材料が、カーボンブラック、カーボンフィラー、カーボンナノワイヤ、カーボンナノチューブ、グラフェン、アルカリ金属またはアルカリ土類金属の塩、イオン液体の少なくともいずれか一つであることを特徴とする請求項19に記載の微小構造体移載用スタンプ部品。
- 前記導電性材料が、少なくとも導電性ポリマーを含んでいることを特徴とする請求項19に記載の微小構造体移載用スタンプ部品。
- 前記導電性膜が、導電性シリコーン系ゴム膜であることを特徴とする請求項15~18のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記シリコーン系ゴム膜が、導電性シリコーン系ゴム膜であることを特徴とする請求項15~22のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記導電性シリコーン系ゴム膜が、導電性材料を含むことを特徴とする請求項22又は23に記載の微小構造体移載用スタンプ部品。
- 前記導電性シリコーン系ゴム膜に含まれる導電性材料が、カーボンブラック、カーボンフィラー、カーボンナノワイヤ、カーボンナノチューブ、グラフェン、アルカリ金属またはアルカリ土類金属の塩、イオン液体の少なくともいずれか一つであることを特徴とする請求項24に記載の微小構造体移載用スタンプ部品。
- 前記導電性シリコーン系ゴム膜に含まれる導電性材料が、少なくとも導電性ポリマーを含んでいることを特徴とする請求項24に記載の微小構造体移載用スタンプ部品。
- 前記シリコーン系ゴム膜表面に一つの凸型形状突起を備えていることを特徴とする請求項15~26のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記シリコーン系ゴム膜表面に二つ以上の凸型形状突起を備えていることを特徴とする請求項15~26のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記二つ以上の凸型形状突起が、二種類以上の異なる高さの凸型形状突起を含むものであることを特徴とする請求項28に記載の微小構造体移載用スタンプ部品。
- 前記二つ以上の凸型形状突起が、微小構造体と接触する面部を有し、該面部が二種類以上の異なる面積を有する凸型形状突起を含むものであることを特徴とする請求項28又は29に記載の微小構造体移載用スタンプ部品。
- 前記二つ以上の凸型形状突起が、任意に1次元配列又は2次元配列されていることを特徴とする請求項28~30のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記1次元配列又は2次元配列が、一定のピッチの規則性を有する部分を含むことを特徴とする請求項31に記載の微小構造体移載用スタンプ部品。
- 前記一定のピッチがディスプレイの画素ピッチの整数倍であることを特徴とする請求項32に記載の微小構造体移載用スタンプ部品。
- 前記凸型形状突起の断面形状が台形形状であることを特徴とする請求項27~33のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 前記凸型形状突起の断面形状が、先端側の方が小さな台形形状である部分を含むことを特徴とする請求項34に記載の微小構造体移載用スタンプ部品。
- 前記凸型形状突起の断面形状が2段階以上の階段状の凸型形状であることを特徴とする請求項27~33のいずれか1項に記載の微小構造体移載用スタンプ部品。
- 請求項15~36のいずれか1項に記載の微小構造体移載用スタンプ部品を備えた微小構造体移載用スタンプヘッドユニット。
- 請求項37に記載のスタンプヘッドユニットを備えた微小構造体移載装置。
- 請求項38に記載の微小構造体移載装置を用いて微小構造体を移載する工程を含む微小構造体集積部品の移載方法。
Priority Applications (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019022527A JP7145096B2 (ja) | 2019-02-12 | 2019-02-12 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
| KR1020217025080A KR102893767B1 (ko) | 2019-02-12 | 2019-12-10 | 미소구조체 이재장치, 스탬프헤드유닛, 미소구조체 이재용 스탬프부품 및 미소구조체 집적부품의 이재방법 |
| EP19914902.2A EP3926695A4 (en) | 2019-02-12 | 2019-12-10 | MICROSTRUCTURE TRANSFER DEVICE, STAMP HEAD UNIT, STAMP COMPONENT FOR MICROSTRUCTURE TRANSFER, AND METHOD OF TRANSFERRING A MICROSTRUCTURED COMPONENT |
| KR1020257012815A KR20250057941A (ko) | 2019-02-12 | 2019-12-10 | 미소구조체 이재장치, 스탬프헤드유닛, 미소구조체 이재용 스탬프부품 및 미소구조체 집적부품의 이재방법 |
| CN202410474019.3A CN118352439A (zh) | 2019-02-12 | 2019-12-10 | 微小构造体移载装置、模板头单元、微小构造体移载用模板部件及微小构造体集成部件的移载方法 |
| KR1020257039413A KR20250174985A (ko) | 2019-02-12 | 2019-12-10 | 미소구조체 이재장치, 스탬프헤드유닛, 미소구조체 이재용 스탬프부품 및 미소구조체 집적부품의 이재방법 |
| PCT/JP2019/048225 WO2020166184A1 (ja) | 2019-02-12 | 2019-12-10 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
| CN201980091218.3A CN113396485B (zh) | 2019-02-12 | 2019-12-10 | 微小构造体移载装置、模板头单元、微小构造体移载用模板部件及微小构造体集成部件的移载方法 |
| US17/427,437 US12342467B2 (en) | 2019-02-12 | 2019-12-10 | Microstructure-transfer apparatus, stamp head unit, stamp component for transferring microstructure, and method for transferring microstructure-integrated component |
| TW108146867A TWI742490B (zh) | 2019-02-12 | 2019-12-20 | 微小構造體移載裝置、模板頭單元、微小構造體移載用模板零件及微小構造體積體零件的移載方法 |
| US19/215,570 US20250287559A1 (en) | 2019-02-12 | 2025-05-22 | Microstructure-transfer apparatus, stamp head unit, stamp component for transferring microstructure, and method for transferring microstructure-integrated component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019022527A JP7145096B2 (ja) | 2019-02-12 | 2019-02-12 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020129638A JP2020129638A (ja) | 2020-08-27 |
| JP7145096B2 true JP7145096B2 (ja) | 2022-09-30 |
Family
ID=72044761
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019022527A Active JP7145096B2 (ja) | 2019-02-12 | 2019-02-12 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US12342467B2 (ja) |
| EP (1) | EP3926695A4 (ja) |
| JP (1) | JP7145096B2 (ja) |
| KR (3) | KR20250057941A (ja) |
| CN (2) | CN118352439A (ja) |
| TW (1) | TWI742490B (ja) |
| WO (1) | WO2020166184A1 (ja) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7145096B2 (ja) * | 2019-02-12 | 2022-09-30 | 信越化学工業株式会社 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
| JP7664042B2 (ja) * | 2020-12-21 | 2025-04-17 | Tdk株式会社 | スタンプツール位置決め装置および素子アレイの製造方法 |
| WO2021201038A1 (ja) * | 2020-03-30 | 2021-10-07 | Tdk株式会社 | スタンプツール保持装置、スタンプツール位置決め装置、マルチ要素移送装置および素子アレイの製造方法 |
| TW202215730A (zh) | 2020-09-30 | 2022-04-16 | 日商信越化學工業股份有限公司 | 光學元件的雷射誘導向前轉移方法及其裝置、已轉移了光學元件的受體基板的製造方法以及顯示器的製造方法 |
| JP2022073007A (ja) * | 2020-10-30 | 2022-05-17 | 信越化学工業株式会社 | 発光ダイオード供給基板の製造方法、発光ダイオードディスプレイの製造方法、発光ダイオードディスプレイの分割ユニットの製造方法、及び素子供給基板の製造方法 |
| JP7519290B2 (ja) * | 2020-12-24 | 2024-07-19 | 信越化学工業株式会社 | 微小構造体移載用スタンプ部品、移載方法、電気機器の製造方法、電子機器の製造方法、ledディスプレイの製造方法 |
| TWI797565B (zh) * | 2021-02-26 | 2023-04-01 | 致茂電子股份有限公司 | 晶片載台 |
| EP4316815A4 (en) | 2021-04-01 | 2025-04-02 | Toray Industries, Inc. | Laminate and manufacturing method of semiconductor device |
| US20240186172A1 (en) | 2021-04-01 | 2024-06-06 | Toray Industries, Inc. | Laminate, resin composition, and method for manufacturing semiconductor device |
| JPWO2023032888A1 (ja) | 2021-09-01 | 2023-03-09 | ||
| USD1070795S1 (en) * | 2021-10-15 | 2025-04-15 | Shin-Etsu Chemical Co., Ltd. | Stamp component for transferring microstructure |
| USD1054388S1 (en) | 2021-10-15 | 2024-12-17 | Shin-Etsu Chemical Co., Ltd. | Carrier substrate for handling |
| JP7780468B2 (ja) * | 2022-03-28 | 2025-12-04 | 東レエンジニアリング株式会社 | スタンプ保持手段およびこれを用いたスタンプ検査装置、チップ転写装置 |
| JPWO2024225363A1 (ja) | 2023-04-26 | 2024-10-31 | ||
| KR20240165686A (ko) * | 2023-05-16 | 2024-11-25 | 삼성전자주식회사 | 반도체 칩 픽업용 콜렛 |
| JP2025055742A (ja) * | 2023-09-27 | 2025-04-08 | 沖電気工業株式会社 | 転写方法、電子デバイスの製造方法、及び転写部材 |
| CN119855127B (zh) * | 2025-03-21 | 2025-05-23 | 深圳市正宇兴电子有限公司 | 一种芯片封装用自动上料设备 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008088069A1 (ja) | 2007-01-19 | 2008-07-24 | The University Of Tokyo | 微小構造体の集積方法,微小構造体およびマイクロデバイス |
| US20100123268A1 (en) | 2008-11-19 | 2010-05-20 | Etienne Menard | Printing Semiconductor Elements by Shear-Assisted Elastomeric Stamp Transfer |
| JP2011061011A (ja) | 2009-09-10 | 2011-03-24 | Sony Corp | 半導体発光素子及びその製造方法、画像表示装置、並びに、電子機器 |
| JP2013237583A (ja) | 2012-05-14 | 2013-11-28 | Shin-Etsu Chemical Co Ltd | 使用済合成石英ガラス基板の再生方法 |
| US20140130691A1 (en) | 2012-11-14 | 2014-05-15 | Samsung Electronics Co., Ltd. | Stamp structures and transfer methods using the same |
| JP2016522585A (ja) | 2013-06-17 | 2016-07-28 | ルクスビュー テクノロジー コーポレイション | 反射バンク構造及び発光デバイスを組み込むための方法 |
| JP2018142713A (ja) | 2015-09-02 | 2018-09-13 | オキュラス ブイアール,エルエルシー | 半導体デバイスの組立 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW383508B (en) | 1996-07-29 | 2000-03-01 | Nichia Kagaku Kogyo Kk | Light emitting device and display |
| DE102005063624B4 (de) * | 2004-09-29 | 2019-06-27 | Hoya Corp. | Substrat für Maskenrohling, Maskenrohling, Belichtungsmaske und Herstellungsverfahren für Maskenrohlingssubstrat |
| KR101322133B1 (ko) * | 2006-11-24 | 2013-10-25 | 엘지디스플레이 주식회사 | 임프린트 리소그래피용 스탬프 및 이를 이용한 임프린트리소그래피 방법 |
| KR20090001646U (ko) | 2007-08-17 | 2009-02-20 | 패럴린코리아(주) | 패럴린 코팅 표면 처리된 반도체 칩 이송 장치의 픽업 헤드 |
| CN101604641B (zh) * | 2008-06-13 | 2013-02-27 | 涩谷工业株式会社 | 导电性球的搭载方法及搭载装置 |
| US7927976B2 (en) * | 2008-07-23 | 2011-04-19 | Semprius, Inc. | Reinforced composite stamp for dry transfer printing of semiconductor elements |
| JP2010087040A (ja) * | 2008-09-29 | 2010-04-15 | Juki Corp | 表面実装機のノズル交換ユニット検査方法及び装置 |
| WO2011024797A1 (ja) | 2009-08-27 | 2011-03-03 | 大日精化工業株式会社 | 水系スラリー組成物、蓄電装置用電極板及び蓄電装置 |
| US20140273752A1 (en) * | 2013-03-13 | 2014-09-18 | Applied Materials, Inc. | Pad conditioning process control using laser conditioning |
| KR101482870B1 (ko) * | 2013-06-28 | 2015-01-15 | 세메스 주식회사 | 콜릿 교체 장치 |
| KR101385443B1 (ko) | 2013-09-13 | 2014-04-16 | 이향이 | 반도체 칩 픽업 이송용 콜렛 |
| KR101570764B1 (ko) | 2014-02-27 | 2015-11-20 | 주식회사 페코텍 | 반도체 다이 본딩용 콜렛 |
| KR102158822B1 (ko) * | 2014-06-10 | 2020-09-22 | 세메스 주식회사 | 본딩 헤드 및 이를 포함하는 다이 본딩 장치 |
| CN107210253A (zh) * | 2015-01-22 | 2017-09-26 | 株式会社岛津制作所 | 基板移载系统 |
| JP6571192B2 (ja) * | 2015-07-21 | 2019-09-04 | 株式会社Fuji | 部品実装装置およびそれに用いるノズル交換方法 |
| US10600823B2 (en) | 2015-09-02 | 2020-03-24 | Facebook Technologies, Llc | Assembly of semiconductor devices |
| CN107437523B (zh) * | 2016-05-26 | 2020-01-31 | 群创光电股份有限公司 | 拾取与放置装置及其作动方法 |
| CN106057723A (zh) | 2016-08-16 | 2016-10-26 | 厦门市三安光电科技有限公司 | 微元件的转移方法、装置及电子设备 |
| CN106328576B (zh) * | 2016-09-30 | 2019-01-04 | 厦门市三安光电科技有限公司 | 用于微元件转移的转置头的制作方法 |
| CN106229287B (zh) * | 2016-09-30 | 2019-04-05 | 厦门市三安光电科技有限公司 | 用于转移微元件的转置头及微元件的转移方法 |
| CN106589493B (zh) * | 2016-12-09 | 2018-11-23 | 湖北航天化学技术研究所 | 一种环保型低密度耐烧蚀的绝热层及其制备方法 |
| KR101788564B1 (ko) * | 2016-12-12 | 2017-10-20 | 임일환 | 반도체 칩 이송 장치 및 반도체 칩 이송 장치의 하부 어셈블리 제조 방법 |
| TWI691045B (zh) * | 2017-02-20 | 2020-04-11 | 友達光電股份有限公司 | 電子組件、電子組件的製造方法及微元件的轉置方法 |
| TWI649855B (zh) | 2017-03-07 | 2019-02-01 | Au Optronics Corporation | 轉置圖章與應用其之轉移方法 |
| CN108695412B (zh) * | 2017-04-10 | 2021-08-24 | 英属开曼群岛商錼创科技股份有限公司 | 传输微小元件的方法 |
| CN207116403U (zh) * | 2017-04-21 | 2018-03-16 | 厦门市三安光电科技有限公司 | 一种用于微元件转移的转置头 |
| CN108807213B (zh) * | 2017-04-27 | 2020-07-14 | 宏碁股份有限公司 | 微型发光二极管的转移方法及微型发光二极管转移装置 |
| TWM573076U (zh) * | 2018-10-22 | 2019-01-11 | 旭光科國際有限公司 | Flat porous nozzle device |
| JP7145096B2 (ja) * | 2019-02-12 | 2022-09-30 | 信越化学工業株式会社 | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 |
-
2019
- 2019-02-12 JP JP2019022527A patent/JP7145096B2/ja active Active
- 2019-12-10 WO PCT/JP2019/048225 patent/WO2020166184A1/ja not_active Ceased
- 2019-12-10 CN CN202410474019.3A patent/CN118352439A/zh active Pending
- 2019-12-10 EP EP19914902.2A patent/EP3926695A4/en active Pending
- 2019-12-10 KR KR1020257012815A patent/KR20250057941A/ko active Pending
- 2019-12-10 KR KR1020257039413A patent/KR20250174985A/ko active Pending
- 2019-12-10 US US17/427,437 patent/US12342467B2/en active Active
- 2019-12-10 KR KR1020217025080A patent/KR102893767B1/ko active Active
- 2019-12-10 CN CN201980091218.3A patent/CN113396485B/zh active Active
- 2019-12-20 TW TW108146867A patent/TWI742490B/zh active
-
2025
- 2025-05-22 US US19/215,570 patent/US20250287559A1/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008088069A1 (ja) | 2007-01-19 | 2008-07-24 | The University Of Tokyo | 微小構造体の集積方法,微小構造体およびマイクロデバイス |
| US20100123268A1 (en) | 2008-11-19 | 2010-05-20 | Etienne Menard | Printing Semiconductor Elements by Shear-Assisted Elastomeric Stamp Transfer |
| JP2011061011A (ja) | 2009-09-10 | 2011-03-24 | Sony Corp | 半導体発光素子及びその製造方法、画像表示装置、並びに、電子機器 |
| JP2013237583A (ja) | 2012-05-14 | 2013-11-28 | Shin-Etsu Chemical Co Ltd | 使用済合成石英ガラス基板の再生方法 |
| US20140130691A1 (en) | 2012-11-14 | 2014-05-15 | Samsung Electronics Co., Ltd. | Stamp structures and transfer methods using the same |
| JP2016522585A (ja) | 2013-06-17 | 2016-07-28 | ルクスビュー テクノロジー コーポレイション | 反射バンク構造及び発光デバイスを組み込むための方法 |
| JP2018142713A (ja) | 2015-09-02 | 2018-09-13 | オキュラス ブイアール,エルエルシー | 半導体デバイスの組立 |
Also Published As
| Publication number | Publication date |
|---|---|
| US12342467B2 (en) | 2025-06-24 |
| CN118352439A (zh) | 2024-07-16 |
| TW202032691A (zh) | 2020-09-01 |
| EP3926695A4 (en) | 2022-10-26 |
| US20250287559A1 (en) | 2025-09-11 |
| KR20250057941A (ko) | 2025-04-29 |
| CN113396485A (zh) | 2021-09-14 |
| KR102893767B1 (ko) | 2025-12-01 |
| EP3926695A1 (en) | 2021-12-22 |
| TWI742490B (zh) | 2021-10-11 |
| WO2020166184A1 (ja) | 2020-08-20 |
| KR20250174985A (ko) | 2025-12-15 |
| CN113396485B (zh) | 2024-07-26 |
| JP2020129638A (ja) | 2020-08-27 |
| KR20210125492A (ko) | 2021-10-18 |
| US20220124949A1 (en) | 2022-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7145096B2 (ja) | 微小構造体移載装置、スタンプヘッドユニット、微小構造体移載用スタンプ部品及び微小構造体集積部品の移載方法 | |
| US11749636B2 (en) | Apparatus for manufacturing electronic device using device chip | |
| CN110034059B (zh) | 载板结构及微型元件结构 | |
| US11177154B2 (en) | Carrier structure and micro device structure | |
| JP6043939B2 (ja) | 基板上への対象物の位置決め方法及び装置 | |
| CN111323878A (zh) | 一种激光器芯片与硅基光电子芯片的耦合对准装置及方法 | |
| JP6364537B2 (ja) | デバイスチップを用いた電子デバイスの製造装置 | |
| TWI677975B (zh) | 載板結構及微型元件結構 | |
| KR102695750B1 (ko) | 전자 장치 및 그 제조 방법 | |
| CN112768399B (zh) | 转移基板及转移装置 | |
| CN116403996A (zh) | 元件基板、转移部件和转移方法 | |
| CN111276506B (zh) | 载板结构及微型元件结构 | |
| US20250136435A1 (en) | Stretchable electrical interconnect, flexible electronic system, and fabrication method thereof | |
| KR20200047343A (ko) | 슈퍼스트레이트 및 그 사용 방법 | |
| KR20260048266A (ko) | 백플레인 패드 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191210 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220517 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220830 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220916 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7145096 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |