JP7147340B2 - 無方向性電磁鋼板の製造方法 - Google Patents
無方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP7147340B2 JP7147340B2 JP2018145352A JP2018145352A JP7147340B2 JP 7147340 B2 JP7147340 B2 JP 7147340B2 JP 2018145352 A JP2018145352 A JP 2018145352A JP 2018145352 A JP2018145352 A JP 2018145352A JP 7147340 B2 JP7147340 B2 JP 7147340B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- hot
- annealing
- rolled
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Soft Magnetic Materials (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
Description
例えば、エアコンのコンプレッサー、家電製品に使用される各種モーター、自動車においては駆動モーター、電動ターボ、電動コンプレッサー用途で小型化及び高効率化のために高速回転及び高周波励磁が行われるようになり、高磁束密度かつ異方性の小さい無方向性電磁鋼板の要請が高まっている。
また、特許文献2には、自己焼鈍を行わず、仕上熱延を高温で仕上げ、その後巻取りまでの間に無注水時間を設定することで磁気特性を向上させる技術が記載されている。
特許文献7には、質量%で、C:0.0005~0.010%、Mn:0.05~1.5%、Si:0.8~4.0%、Al:0.1~4.0%を含有し、かつ、Si、Al、Mnの含有量がSi+2Al-Mn≧2の関係を満たし、残部はFe及び不可避不純物元素より成る成分の鋼素材を熱間圧延し、得られた熱延板を焼鈍し、次いで冷間圧延を施した後に再結晶焼鈍し、さらにスキンパス圧延を経て最終焼鈍を施す無方向性電磁鋼板の製造方法であって、熱延板の焼鈍温度Thを1000℃≦Th≦1150℃とし、冷間圧延の圧延率CRを85%≦CR≦93%とする、全周特性かつ加工性の良好な無方向性電磁鋼板の製造方法が開示されている。
特許文献8には、重量%で、C≦0.01%、Si:0.1%~2.0%、Al≦2.0%、Si+2Al:0.1%~2.50%、Mn<1.0%、Ni:0.1%~4%を含有し、残部Feおよび不可避的不純物よりなる異方性の少ない無方向性電磁鋼板において、磁束密度B50値角度特性の最小値と最大値の差が0.025T以下となる、異方性の少ない無方向性電磁鋼板が開示されている。
特許文献11には、スイッチトリラクタンスモータにおいて、仕上焼鈍時の昇温速度、鋼板張力、雰囲気酸化性、降温速度等の条件を規定した製造方法が開示されている。
特許文献13には、熱延板焼鈍一回冷延法が開示されている。
このような背景において、本発明者らは特定のパラメータで規定される磁束密度の異方性を制御することにより、モータ等の回転機に適用した場合の回転時のトルク変動が低減して騒音および振動が低減し、最高回転数の上昇が可能となることを知見した。
<1>
スラブに熱間圧延を施し、熱延鋼板とする熱間圧延工程と、
熱延鋼板に、800℃以上1080℃以下で5秒以上2分以下の熱延板焼鈍を施す熱延板焼鈍工程と、
熱延板焼鈍の冷却過程において、400℃以上700℃以下の温度域で圧下率3%以上75%以下の温間圧延を施す温間圧延工程と、
温間圧延後の圧延板に、仕上焼鈍を施す仕上焼鈍工程と、
を備え、
質量%で、Si:2.1~3.2%、Mn:0.1~2.5%、Al:0.3~1.2%を含有し、残部がFe及び不純物からなる組成で、圧延方向に対して、0°、22.5°、45°、67.5°、及び90°の角度の方向での、磁界強度5000A/mにおける磁束密度をそれぞれB50(0°)、B50(22.5°)、B50(45°)、B50(67.5°)、及びB50(90°)と表記した際に、下記式(1)で規定される異方性指標B50(anisotropy)が0.017以下である無方向性電磁鋼板を製造する、無方向性電磁鋼板の製造方法。

式(1)
ここで、式(1)中、B50AVEは、下記式(2)で規定される。

式(2)
<2>
前記温間圧延工程で前記温間圧延を施した前記温間圧延後の圧延板に、前記仕上焼鈍を施す前に、700℃超1080℃以下の温度で5秒以上2分以下の中間焼鈍を施す中間焼鈍工程をさらに備え、前記中間焼鈍の冷却過程において400℃以上700℃以下の温度域で温間圧延を施す、請求項1に記載の無方向性電磁鋼板の製造方法。
<3>
前記無方向性電磁鋼板は、圧延方向での磁界強度5000A/mにおける磁束密度B50(0°)と、圧延方向に対して直角となる方向での磁界強度5000A/mにおける磁束密度B50(90°)と、の算術平均である平均磁束密度B50(LC)が、1.64T以上である<1>又は<2>に記載の無方向性電磁鋼板の製造方法。
鋼種Bのスラブを、加熱温度を1100℃として粗熱延を行い、次いで仕上温度900℃で仕上熱延を行い、熱延鋼板を2.0mm厚に仕上げ、これを650℃に冷却した後、コイラに巻き取った。この熱延鋼板から、以下の工程により2種の鋼板BAおよびBBを製造した。鋼種Bのスラブから得られた無方向性電磁鋼板の化学組成を表1に示す。
熱延鋼板に975℃で60秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で、1パスで30%の圧延(温間圧延)を施し、1.4mm厚に仕上げ、その後室温まで冷却した。このときの圧延は、スタンド入側温度が480℃、スタンド出側温度が410℃であった。
この温間圧延板を酸洗後、20℃(圧延開始温度)で追加圧延を施し0.25mm厚とした。追加圧延中の加工発熱による最高到達温度は75℃であった。その後、970℃20秒の仕上げ焼鈍を施した。
熱延鋼板に975℃で60秒の熱延板焼鈍を施し、その後室温まで冷却した。この熱延焼鈍板を酸洗後、20℃(圧延開始温度)で圧延を施し0.25mm厚とした。この圧延中の加工発熱による最高到達温度は75℃であった。その後、970℃20秒の仕上げ焼鈍を施した。
鋼板BAのB50(anisotropy)は、0.008、鋼板BBのB50(anisotropy)は、0.019であった。

それぞれのモータの回転数を変更したときの騒音を、JIS Z8731(1999)に基づき測定した。結果を表2に示す。
それぞれのモータの回転数を変更したときの振動を、JIS C1510(1995)に基づき基準振動加速度は10-5m/s2として、単位dBで評価した。結果を表3に示す。


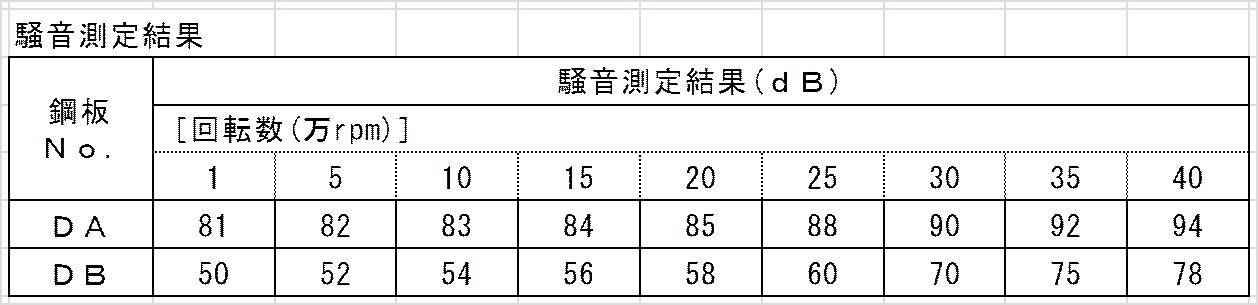
鋼種Dのスラブを、加熱温度を1100℃として粗熱延を行い、次いで仕上温度890℃で仕上熱延を行い、熱延鋼板を2.0mm厚に仕上げ、これを600℃に冷却した後、コイラに巻き取った。この熱延鋼板から、以下の工程により2種の鋼板DAおよびDBを製造した。鋼種Dのスラブから得られた無方向性電磁鋼板の化学組成を表4に示す。
熱延鋼板に950℃で30秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で、1パスで30%の圧延を施し、1.4mm厚に仕上げ、その後室温まで冷却した。このときの圧延は、スタンド入側温度が295℃、スタンド出側温度が200℃であった。
この圧延板を酸洗後、26℃(圧延開始温度)で追加圧延を施し0.25mm厚とした。追加圧延中の加工発熱による最高到達温度は80℃であった。その後、970℃で30秒の仕上げ焼鈍を施した。
熱延鋼板に950℃で30秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で、1パスで30%の圧延(温間圧延)を施し、1.4mm厚に仕上げ、その後室温まで冷却した。このときの圧延は、スタンド入側温度が550℃、スタンド出側温度が470℃であった。
この温間圧延板を酸洗後、26℃(圧延開始温度)で追加圧延を施し0.25mm厚とした。追加圧延中の加工発熱による最高到達温度は80℃であった。その後、970℃で30秒の仕上げ焼鈍を施した。
鋼板DAのB50(anisotropy)は、0.021、鋼板DBのB50(anisotropy)は、0.007であった。

それぞれのモータの回転数を変更したときの騒音を、JIS Z8731(1999)に基づき測定した。結果を表5に示す。
それぞれのモータの回転数を変更したときの振動を、JIS C1510(1995)に基づき基準振動加速度は10-5m/s2として、単位dBで評価した。結果を表6に示す。

なお、本明細書中において、「~」を用いて表される数値範囲は、特に断りの無い限り、「~」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
本実施形態に係る無方向性電磁鋼の製造方法によって製造される無方向性電磁鋼板(以下単に「本実施形態に係る無方向性電磁鋼板」とも称す)は、圧延方向に対して、0°、22.5°、45°、67.5°、及び90°の角度の方向での、磁界強度5000A/mにおける磁束密度をそれぞれB50(0°)、B50(22.5°)、B50(45°)、B50(67.5°)、及びB50(90°)と表記した際に、下記式(1)で規定される異方性指標B50(anisotropy)が0.017以下である。

式(1)
式(2)
本実施形態では磁束密度の全周方向の異方性は式(1)で評価する。つまり、式(1)で規定される異方性指標B50(anisotropy)は、圧延方向に対して、0°、22.5°、45°、67.5°、及び90°の角度の方向での、磁界強度5000A/mにおける磁束密度の差を指標化したものである。この式(1)で規定される異方性指標B50(anisotropy)が0.017以下であることにより、全周方向の磁束密度の異方性が小さくなる。
これにより、モータ等の回転機に適用した場合であれば、回転時のトルク変動が低減し、騒音および振動が低減し、最高回転数を上昇させられるなど、回転鉄心の特性が向上する。
また、その他のEIコア、額縁コア等に適用した場合においても、ヨークの方向による磁束の流れやすさの変化が低減し、磁気特性の均一性が高い鉄心となり、磁気吸引力が向上する、磁化力向上により電流が少なくてすむなど、鉄心特性が向上可能である。
なお、異方性指標B50(anisotropy)の下限値は0以上である。
また、異方性指標B50(anisotropy)の下限値は、特に限定されるものではないが、製造性安定の観点では、0.003以上が好ましく、0.005以上がより好ましい。
無方向性電磁鋼板における異方性指標B50(anisotropy)は、以下に示す本実施形態に係る無方向性電磁鋼板の製造方法によって作製することで、上記の範囲に制御することができる。
本実施形態に係る無方向性電磁鋼板は、圧延方向での磁界強度5000A/mにおける磁束密度BB50(0°)及び圧延方向に対して直角となる方向での磁界強度5000A/mにおける磁束密度BB50(90°)の算術平均である平均磁束密度B50(LC)は、高い方が好ましく、例えば1.64T以上が好ましい。平均磁束密度B50(LC)が1.64T以上であることにより、無方向性電磁鋼板の高い磁束密度が実現され、モータ等の回転機に適用した場合であれば高速回転や高周波励磁を実現でき、高効率化が図れる。
平均磁束密度B50(LC)は、より好ましくは1.66T以上であり、さらに好ましくは1.68T以上である。
また、平均磁束密度B50(LC)の上限値は、特に限定されるものではないが、異方性を安定的に低減する観点では、1.90T以下が好ましく、1.80T以下がより好ましい。
平均磁束密度B50(LC)を1.64T以上の範囲に制御する方法としては、特に限定されるものではないが、例えば以下に示す本実施形態に係る無方向性電磁鋼板の製造方法によって作製する方法が挙げられる。
本実施形態に係る無方向性電磁鋼板においては、その鉄損(W10/400)は、低い方が好ましい。
例えばその範囲としては、板厚0.20mm材においては、7.5W/kg以上11.0W/kg以下(より好ましくは7.8W/kg以上10.5W/kg以下)であることが好ましく、板厚0.25mm材においては、8.0W/kg以上12.5W/kg以下(より好ましくは8.5W/kg以上11.5W/k以下)が好ましく、板厚0.30mm材においては、11.0W/kg以上15.0W/kg以下(より好ましくは11.5W/kg以上13.5W/kg以下)であることが好ましく、板厚0.35mm材においては、14.0W/kg以上20.0W/kg以下(より好ましくは14.5W/kg以上18.0W/kg以下)であることが好ましい。板厚がさらに増す場合はそれに応じて適切な鉄損の範囲が定まる。鉄損の下限は、冷間圧延安定性および安定した特性を得るなどの製造安定性の観点から定まる。鉄損の上限は、高効率鉄心に求められる板厚ごとに定まる特性から定められる。
鉄損としては、エプスタイン試料に切断し、インバータ励磁をエプスタイン法で測定した時に生じる鉄損を用いる。具体的には、磁束密度1.0T、周波数400Hzで磁化した際の鉄損W10/400(W/kg)を用いる。
本実施形態に係る無方向性電磁鋼板の製造方法は、スラブに熱間圧延を施し、熱延鋼板とする熱間圧延工程と、熱間圧延後の熱延鋼板に、800℃以上1080℃以下で5秒以上2分以下の熱延板焼鈍を施す熱延板焼鈍工程と、熱延板焼鈍の冷却過程において、400℃以上700℃以下の温度域で圧下率3%以上75%以下の温間圧延を圧延板に施す温間圧延工程と、温間圧延後の圧延板に、仕上焼鈍を施す仕上焼鈍工程と、を備える。そして、これらの工程を経ることで、前記式(1)で規定される異方性指標B50(anisotropy)が前述の範囲である無方向性電磁鋼板を製造する。
本実施形態の無方向性電磁鋼板の製造方法は、まずスラブに熱間圧延(熱延)が施される。なお、本実施形態に用い得るスラブ、スラブから得られる無方向性電磁鋼板等の化学組成等については、後に詳述する。
熱間圧延の各種条件は特に限定されるものではなく、公知の条件に従って実施すればよい。例えば、厚さが150~300mmのスラブが、1000~1300℃に加熱され、最終的な圧延スタンドの出側温度を800~1100℃として、1~3mmの厚さに圧延される。圧延スタンドを出た鋼板は、400~900℃に冷却されたうえで、コイルに巻き取られる。
本実施形態の製造方法では、熱間圧延工程を完了した熱延鋼板に熱延板焼鈍を施す。
熱延板焼鈍の各種条件は特に限定されるものではなく、公知の条件に従って実施すればよい。
最高到達温度は、例えば800℃以上1080℃以下、好ましくは830℃以上1050℃以下、さらに好ましくは850以上1000℃以下で施す。800℃未満ではその効果が不十分であり、1080℃超では、鋼板の表面酸化を防ぐことが困難となるので1080℃以下に定める。
また、保定時間は、例えば5秒以上2分以下、好ましくは10秒以上90秒以下、さらに好ましくは15秒以上60秒以下である。
本実施形態の製造方法では、熱延板焼鈍の後、熱延板焼鈍の冷却過程において温間圧延を実施する。この温間圧延を、前記の熱延板焼鈍の冷却過程で実施することは、本実施形態の製造方法の大きな特徴である。
本明細書において温間圧延とは、400℃以上700℃以下の温度域で実施する圧延を指す。圧延においては、加工発熱による鋼板温度の上昇も考えられるが、上記温度範囲であれば一般的には圧延ロールによる抜熱が大きく、圧延中に鋼板温度は低下する傾向が大きい。よって、熱延板焼鈍の冷却過程において、上記温度範囲での圧延を実施するためには、鋼板温度が400℃に達する前に圧延を開始すべきである。
好ましくは425℃以上650℃以下、さらに好ましくは450℃以上600℃以下で行う。なお、本実施形態においては、圧延スタンド入側および出側温度の両方が上記温度範囲内にある場合を温間圧延が実施されたとする。これは、温間圧延中の加工発熱やロールの抜熱による鋼板の温度変化を含めて鋼板が本実施形態の温度範囲を満たす必要があるからである。
2回目以降の温間圧延を実施する場合、1回目の温間圧延を完了した鋼板を再加熱して温間圧延を実施することとなる。この際、温間圧延前に再加熱を行ったことをもって1回目と2回目、さらに3回目以降の温間圧延を区別する。2回目以降の温間圧延の前には、後述する中間焼鈍を実施してもよいが、この場合、2回目以降の温間圧延を中間焼鈍の冷却過程の400℃以上700℃以下の温度域で実施することも可能である。
熱延板焼鈍の冷却過程という状況の特徴としては、次の3点が挙げられる。1点目は、冷却過程であるため、圧延される鋼板において表層の温度が中心層よりも有意に低くなっていることが考えられる。例えば、710℃に加熱保持した鋼板の700℃時点での表内層の温度差よりも、1000℃に加熱保持した鋼板の冷却過程での700℃時点での表内層温度差の方が大きいと考えられる。2点目は、直前の熱処理温度が異なれば、冷却中の析出物の状態が異なっていることが考えられる。特に熱延板焼鈍のような高温短時間の熱処理においては、鋼板表層は過加熱状態になることが考えられ、単純に1000℃での熱延板焼鈍においても鋼板表層では析出物の溶解や酸化または窒化などを含めて、析出物の形態が大きく変化していることが考えられる。さらに3点目としては、単純に圧延される鋼板の板厚が厚いということである。これは、同じ圧下率であっても厚手の方が板厚減厚量が大きいため、温間圧延の効果がより顕著になると発明者らは推察している。
これらの状況において、上記範囲での圧延を実施することで、鋼板表層と中心層の結晶回転が特別なものとなり、必要に応じて実施する冷間圧延、さらに仕上焼鈍後の集合組織が本実施形態で規定する異方性指標B50(anisotropy)を満足するものとなると考えられる。
温間圧延を2回以上に分けて実施する場合、圧下率は各回の温間圧延で付与された真歪の合計を換算して求める。すなわち、1回の温間圧延における入側板厚をl0、出側板厚をlとしたとき、1回の温間圧延において付与された真歪をln(l0/l)として、複数回の温間圧延についての真歪を合計する。上述した温間圧延の圧下率の適正範囲である3%以上75%以下は、真歪に換算すると、真歪の合計で0.031以上1.386以下となる。
中間焼鈍は、温間圧延の後、鋼板の温度を700℃超に上昇させる工程である。中間焼鈍は、直前の温間圧延板を冷却(例えば室温程度まで冷却)した後、再加熱して実施してもよいし、温間圧延後に400℃以上の温度を保ったまま(例えば温間圧延の終了温度から温度を下げないまま)再加熱して中間焼鈍を施してもよい。中間焼鈍の温度は700℃超とすることでその磁気特性向上効果が良好に得られる点で好ましい。中間焼鈍の温度の上限は1080℃とすることが好ましい。1080℃以下とすることで、鋼帯の表面酸化を良好に防ぐことができる。
中間焼鈍における保定時間は、好ましくは5秒以上2分以下、より好ましくは10秒以上90秒以下、さらに好ましくは15秒以上60秒以下である。中間焼鈍を2回以上施す場合、保定時間は各回の合計時間とする。5秒以上とすることでその磁気特性向上効果が良好に得られるので5秒以上が好ましい。2分以下であればその磁気特性改善効果が飽和せず、つまり磁気特性改善効果への寄与が低い焼鈍を抑制できるので2分以下が好ましい。
本実施形態では、必要に応じて冷間圧延を実施してもよい。
本明細書において冷間圧延とは、400℃未満の温度域で実施する圧延を指す。上述の温間圧延との区別を考慮すれば、圧延スタンドの入側または出側温度の少なくとも一方が400℃未満である圧延を冷間圧延と判断する。好ましくは5℃以上250℃以下、より好ましくは25℃以上200℃以下、さらに好ましくは35℃以上150℃以下で行われる。冷間圧延の温度の下限は鋼板の圧延安定性確保の観点から上記範囲が好ましく、上限はロール、潤滑油の寿命を延長し、冷間圧延機の保守コストを低減する観点から上記範囲が好ましい。
ただし、鋼板の硬度が高いなどの場合には、圧延性安定のために、温水によるホットバス加熱、誘導加熱などの公知の方法によりコイル状態で鋼板を加熱し、圧延スタンドの入側での鋼板温度を例えば50℃以上まで上昇させてもよい。この場合、加工発熱により圧延スタンドの出側での鋼板の温度が200℃程度に到達することがある。
また、加工発熱を利用して鋼板の硬度を低下させ、薄板材の通板性を向上させるために、潤滑油を少なくして加工発熱を促進し、鋼板温度を250℃を上限として上昇させることを行ってもよい。
なお、熱間圧延完了以降、冷間圧延に先立つ過程において、酸洗を施してもよい。
仕上焼鈍工程においては、温間圧延工程(さらに冷間圧延を施す場合には冷間圧延工程)を完了した圧延板に仕上焼鈍を施す。
本実施形態の無方向性電磁鋼板の製造方法は、上記仕上焼鈍工程後に、上記仕上焼鈍工程により得られた鋼板表面にコーティング液を塗布し、焼き付けることによって、絶縁被膜を形成する絶縁被膜形成工程を有していてもよい。絶縁被膜形成条件及びコーティング液は、通常用いられる材料により公知の方法によって行われる。
次いで、本実施形態に係る無方向性電磁鋼板の製造方法に用いられるスラブ、及び該製造方法によって得られる無方向性電磁鋼板の化学組成について説明する。
本実施形態に係る製造方法によって得られる無方向性電磁鋼板の化学組成としては、本実施形態の作用効果を得ることができれば特に限定されるものではなく、例えば、一般的な無方向性電磁鋼板における母鋼板の化学組成を用いることができる。また、本実施形態に係る製造方法に用い得るスラブの化学組成についても、前記無方向性電磁鋼板と同様である。
上記化学組成としては、質量%でSi:0.1%以上3.8%以下、Mn:0.1%以上2.5%以下、及びAl:0%以上2.5%以下、を含有し、残部がFe及び不純物からなるものが好ましい。
以下、各成分の好ましい含有量を説明する。以下において、各成分の含有量は質量%での値である。
Si含有量は0.1%以上3.8%以下とすることが好ましい。
Mn含有量は0.1%以上2.5%以下とすることが好ましい。
本実施形態におけるスラブ、及び本実施形態によって得られる無方向性電磁鋼板は、Alを意図的に含有させていないものでもよいし、Alを意図的に含有させたものでもよい。Al含有量は0%以上2.5%以下とすることが好ましい。
残部はFe及び不純物である。
本実施形態の製造方法におけるスラブ、及び本実施形態によって得られる無方向性電磁鋼板における各元素の含有量は、元素の種類に応じて、一般的な方法を用いて、一般的な測定条件により測定することができる。
ここで、実施例及び比較例において評価に用いる各種の特性について説明する。
無方向性電磁鋼板の鉄損としては、エプスタイン試料に切断し、インバータ励磁時に生じる鉄損を用いる。具体的には、磁束密度1.0T、周波数400Hzで磁化した際の鉄損W10/400(W/kg)を用いる。測定はJISのC2550-1に定められたエプスタイン法で行う。
磁界強度5000A/mにおける磁束密度の測定は、以下の方法によって行う。エプスタイン試料を切断し、JISのC2550-1に定められたエプスタイン法に従って、その試料を用いて磁気測定を行う。
評価用の無方向性電磁鋼板により以下の2種の仕様のモータのうちの一方を製造し、騒音および振動を測定する。
モータA:ステータを評価用の無方向性電磁鋼板で作製し、ロータに板厚0.35mmで引張強さ750MPaの高張力鋼板を用いた、最高出力5kWの永久磁石同期式高速回転モータ
モータB:ステータを評価用の無方向性電磁鋼板で作製し、ロータはネオジムボンド磁石を回転軸に取り付け、高速回転に耐えるように炭素繊維でネオジムボンド磁石の周囲を巻いて補強した、出力200Wの永久磁石式同期ブラシレス同期モータ
測定用モータを40万rpmで回転させた際の騒音を、JIS Z8731(1999)に基づき測定する。
測定用モータを40万rpmで回転させた際の振動を、JIS C1510(1995)に基づき基準振動加速度は10-5m/s2として、単位dBで評価する。
鋼種Aのスラブを、加熱温度を1100℃、仕上温度900℃とした熱間圧延を行い、2.0mm厚に仕上げ、これを700℃に冷却した後、コイラに巻き取った。鋼種Aのスラブから得られた無方向性電磁鋼板の化学組成を表7に示す。
上記熱延鋼板に950℃30秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で540℃に到達した時点で1パスで25%の圧下を施し470℃で圧延(温間圧延)を終え、1.5mm厚に仕上げ、その後室温まで冷却した。
この温間圧延板を酸洗後、冷間圧延(圧延開始温度25℃、最高到達温度70℃)を施し0.25mm厚とし、900℃30秒の仕上げ焼鈍を施した(鋼板No.A-1)。
この温間圧延板を酸洗後、冷間圧延(圧延開始温度25℃、最高到達温度70℃)を施し0.25mm厚とし、900℃30秒の仕上げ焼鈍を施した(鋼板No.A-2)。
これらの鋼板をステータに使用しモータAを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表8に示す。


また、本実施例は圧延方向における磁束密度B50(0°)及び圧延方向に対して直角方向における磁束密度B50(90°)の算術平均値である平均磁束密度B50(LC)が比較例よりも高い。
また、本実施例では、40万rpmでのモータAの騒音が80dB以下、振動が70dB以下であり、モータAの高速回転での騒音および振動が比較例よりも低減されていることがわかる。
また、同じ温間圧延条件で圧延を施しても、熱延板焼鈍後に鋼板の温度が一旦室温まで冷却されると本開示の効果が失われることが表8の鋼板No.A-2の磁気特性、モータの騒音および振動測定結果からわかる。
以上の様に、本実施例によれば、高磁束密度かつ磁束密度の異方性の小さい無方向性電磁鋼板の製造が可能である。また、鉄損の値W10/400も9.63W/kgと低く優れている。
鋼種Bのスラブを、加熱温度を1100℃、仕上温度900℃とした熱間圧延を行い、2.0mm厚に仕上げ、これを650℃に冷却した後、コイラに巻き取った。鋼種Bのスラブから得られた無方向性電磁鋼板の化学組成を表9に示す。
上記熱延鋼板に60秒間の熱延板焼鈍を温度を変更して施し、熱延板焼鈍後の冷却過程で、480℃で30%の1パス圧下を施し410℃で圧延(温間圧延)を終え、1.4mm厚に仕上げ、その後室温まで冷却した。
この温間圧延板を酸洗後、冷間圧延(圧延開始温度20℃、最高到達温度75℃)を施し0.25mm厚とし、970℃20秒の仕上げ焼鈍を施した(鋼板No.B-1~6)。
これらの鋼板をステータに使用しモータAを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表10に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータAの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータAの高速回転での騒音および振動が低減されていることがわかる。
鋼種Cのスラブを、加熱温度を1100℃、仕上温度910℃とした熱間圧延を行い、2.0mm厚に仕上げ、これを650℃に冷却した後、コイラに巻き取った。鋼種Cのスラブから得られた無方向性電磁鋼板の化学組成を表11に示す。
上記熱延鋼板に950℃の熱延板焼鈍を保定時間を変更して施し、熱延板焼鈍後の冷却過程で、460℃で1パスで30%圧下を施し405℃で圧延(温間圧延)を終え、1.4mm厚に仕上げ、その後室温まで冷却した。
この温間圧延板を酸洗後、冷間圧延(圧延開始温度27℃、最高到達温度80℃)を施し0.25mm厚とし、970℃30秒の仕上げ焼鈍を施した(鋼板No.C-1~6)。
この熱延焼鈍板を酸洗後、冷間圧延(圧延開始温度27℃、最高到達温度80℃)を施し0.25mm厚とし、970℃30秒の仕上げ焼鈍を施した(鋼板No.C-7~12)。
これらの鋼板をステータに使用しモータAを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表12に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータAの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータAの高速回転での騒音および振動が低減されていることがわかる。
鋼種Dのスラブを、加熱温度を1100℃、仕上温度890℃とした熱間圧延を行い、2.0mm厚に仕上げ、これを600℃に冷却した後、コイラに巻き取った。鋼種Dのスラブから得られた無方向性電磁鋼板の化学組成を表13に示す。
上記熱延鋼板に950℃30秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で圧延開始温度及び圧延終了温度を変更して1パスで30%の圧下を施し、圧延板を1.4mm厚に仕上げ、その後室温まで冷却した。
本実験では、熱延板焼鈍後の圧延は、本開示に係る温間圧延の範囲を満たす態様と、満たさない態様の圧延を含むように条件を設定した。
この圧延板を酸洗後、冷間圧延(圧延開始温度26℃、最高到達温度80℃)を施し0.25mm厚とし、970℃30秒の仕上げ焼鈍を施した(鋼板No.D-1~6)。
この熱延焼鈍板を酸洗後、冷間圧延(圧延開始温度26℃、最高到達温度80℃)を施し0.25mm厚とし、970℃30秒の仕上げ焼鈍を施した(鋼板No.D-7)。
これらの鋼板をステータに使用しモータAを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表14に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータAの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータAの高速回転での騒音および振動が低減されていることがわかる。
鋼種Eのスラブを、加熱温度を1100℃、仕上温度885℃とした熱間圧延を行い、2.0mm厚に仕上げ、これを600℃に冷却した後、コイラに巻き取った。鋼種Eのスラブから得られた無方向性電磁鋼板の化学組成を表15に示す。
上記熱延鋼板に900℃30秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で550℃で1パスで圧下率を変えて圧下を施し、400℃以上で圧延(温間圧延)を終えて圧延板を仕上げ、その後室温まで冷却した。
この温間圧延板を酸洗後、冷間圧延(圧延開始温度30℃、最高到達温度78℃)を施し0.25mm厚とし、900℃30秒の仕上げ焼鈍を施した(鋼板No.E-1~6)。
この熱延焼鈍板を酸洗後、冷間圧延(圧延開始温度30℃、最高到達温度78℃)を施し0.25mm厚とし、900℃30秒の仕上げ焼鈍を施した(鋼板No.E-7)。
これらの鋼板をステータに使用しモータBを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表16に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータBの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータBの高速回転での騒音および振動が低減されていることがわかる。
鋼種Fのスラブを、加熱温度を1100℃、仕上温度875℃とした熱間圧延を行い、1.8mm厚に仕上げ、これを500℃に冷却した後、コイラに巻き取った。鋼種Fのスラブから得られた無方向性電磁鋼板の化学組成を表17に示す。
上記熱延鋼板に950℃10秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で600℃に到達した時点で1パスで17%の圧下を施し470℃で圧延(温間圧延)を終え、直ちに昇温して950℃10秒の中間焼鈍を施し、その後室温まで冷却して1.5mm厚の中間焼鈍板を得た。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度35℃、最高到達温度95℃)を施し0.25mm厚とし、900℃20秒の仕上げ焼鈍を施した(鋼板No.F-1)。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度35℃、最高到達温度95℃)を施し0.25mm厚とし、900℃20秒の仕上焼鈍を施した(鋼板No.F-2)。
この熱延焼鈍板を酸洗後、冷間圧延(圧延開始温度35℃、最高到達温度95℃)を施し、0.25mm厚とし、900℃20秒の仕上げ焼鈍を施した(鋼板No.F-3)。
これらの鋼板をステータに使用しモータBを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表18に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータBの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータBの高速回転での騒音および振動が低減されていることがわかる。
鋼種Gのスラブを、加熱温度を1100℃、仕上温度875℃とした熱間圧延を行い、1.8mm厚に仕上げ、これを500℃に冷却した後、コイラに巻き取った。鋼種Gのスラブから得られた無方向性電磁鋼板の化学組成を表19に示す。
上記熱延鋼板に、温度と時間を変化させて焼鈍1を施し本開示に係る熱延板焼鈍とそうでない焼鈍を施し、その冷却過程で圧延1を圧下温度と圧下率を変化させて施した。
この圧延板に温度と時間を変化させて中間焼鈍を施し、焼鈍1の温度、それに続く圧延1の温度と圧下率、中間焼鈍温度の組合せをそれぞれ変えた。中間焼鈍後室温まで冷却し中間焼鈍板を得た。表20にその条件を示す。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度25℃、最高到達温度80℃)を施し0.25mm厚とし、900℃20秒の仕上げ焼鈍を施した(鋼板No.G-1~29)。
これらの鋼板をステータに使用しモータBを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表20に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータBの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータBの高速回転での騒音および振動が低減されていることがわかる。
鋼種Hのスラブを、加熱温度を1100℃として粗熱延を行い、次いで仕上温度875℃で仕上熱延を行い、1.5mm厚に仕上げ、これを500℃に冷却した後、コイラに巻き取った。鋼種Hのスラブから得られた無方向性電磁鋼板の化学組成を表21に示す。
上記熱延鋼板に950℃20秒の熱延板焼鈍を施し、熱延板焼鈍後の冷却過程で445℃に到達した時点で1パスで33%の圧下を施し405℃で圧延(温間圧延)を終え、室温まで冷却して巻き取った。この温間圧延板を再度昇温して900℃5秒の中間焼鈍を施し、その後室温まで冷却して1.0mm厚の中間焼鈍板を得た。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度28℃、最高到達温度85℃)を施し、0.25mm厚とし、925℃15秒で仕上げ焼鈍を施した(鋼板No.H-1)。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度35℃、最高到達温度95℃)を施し0.25mm厚とし、900℃20秒の仕上焼鈍を施した(鋼板No.H-2)。
次いで、この冷間圧延板を再度昇温して、900℃5秒の中間焼鈍を施し、その後室温まで冷却した。
この中間焼鈍板を酸洗後、冷間圧延(圧延開始温度28℃、最高到達温度85℃)を施し、0.25mm厚とし、925℃15秒で仕上げ焼鈍を施した(鋼板No.H-3)。
これらの鋼板をステータに使用しモータBを作成し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表22に示す。


また、本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータBの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータBの高速回転での騒音および振動が低減されていることがわかる。
鋼種Gのスラブを、加熱温度を1100℃として粗熱延を行い、次いで仕上温度880℃で仕上熱延を行い、圧延板を2.5mm厚に仕上げ、これをROT上で550℃に冷却した後、コイラに巻き取った。鋼種Gのスラブから得られた無方向性電磁鋼板の化学組成を表23に示す。
表24に示す鋼板No.G-1から鋼板No.G-6の通り、熱延板焼鈍、続く圧延(20%圧下)、中間焼鈍、中間焼鈍に続く圧延(25%圧下)を実施しコイルに巻き取り室温まで冷却した。
この圧延板を酸洗後、25℃(圧延開始温度)で冷間圧延を施し、0.25mm厚とし、925℃15秒で仕上げ焼鈍を施した。
これらの鋼板をステータに使用しモータBを作製し、40万rpmでの騒音および振動を測定し、騒音は80dB以下、振動は70dB以下を合格とした。
実施例と比較例の磁気測定結果およびモータの騒音と振動測定結果を表25に示す。



本実施例では、磁束密度の異方性が低減された結果、40万rpmでのモータBの騒音が80dB以下、振動が70dBと比較例よりも小さく、モータBの高速回転での騒音および振動が低減されていることがわかる。
特に注目すべきは、一回目と二回目の焼鈍後に温間圧延を施した鋼板No.G-1および一回目の熱延板焼鈍後に温間圧延を施した鋼板No.G-2では、異方性B50(anisotropy)の値が0.008以下と優れた低異方性を示し、磁束密度B50(LC)は1.70Tの値を示し、W10/400は9.39W/kg以下の優れた値を示し、モータBによる騒音測定結果は74dB以下、振動測定結果は63dB以下の優れた値を示している。
一回目の熱延板焼鈍後に室温まで冷却し、二回目の焼鈍の後の冷却過程に温間圧延を施した鋼板No.G-3および鋼板No.G-5では、異方性B50(anisotropy)が鋼板No.G-1および鋼板No.G-2に対し0.015と大きく、モータBによる騒音測定結果および振動測定結果が合格値ラインぎりぎりのそれぞれ79dB、69dBとなっている。
これは、厚手の鋼板に温間圧延を施した方が本開示の効果が明白に表れることを示すものと発明者らは推察している。
Claims (3)
- スラブに熱間圧延を施し、熱延鋼板とする熱間圧延工程と、
熱延鋼板に、800℃以上1080℃以下で5秒以上2分以下の熱延板焼鈍を施す熱延板焼鈍工程と、
熱延板焼鈍の冷却過程において、400℃以上700℃以下の温度域で圧下率3%以上75%以下の温間圧延を施す温間圧延工程と、
温間圧延後の圧延板に、仕上焼鈍を施す仕上焼鈍工程と、
を備え、
質量%で、Si:2.1~3.2%、Mn:0.1~2.5%、Al:0.3~1.2%を含有し、残部がFe及び不純物からなる組成で、圧延方向に対して、0°、22.5°、45°、67.5°、及び90°の角度の方向での、磁界強度5000A/mにおける磁束密度をそれぞれB50(0°)、B50(22.5°)、B50(45°)、B50(67.5°)、及びB50(90°)と表記した際に、下記式(1)で規定される異方性指標B50(anisotropy)が0.017以下である無方向性電磁鋼板を製造する、無方向性電磁鋼板の製造方法。

式(1)
ここで、式(1)中、B50AVEは、下記式(2)で規定される。

式(2) - 前記温間圧延工程で前記温間圧延を施した前記温間圧延後の圧延板に、前記仕上焼鈍を施す前に、700℃超1080℃以下の温度で5秒以上2分以下の中間焼鈍を施す中間焼鈍工程をさらに備え、前記中間焼鈍の冷却過程において400℃以上700℃以下の温度域で温間圧延を施す、請求項1に記載の無方向性電磁鋼板の製造方法。
- 前記無方向性電磁鋼板は、圧延方向での磁界強度5000A/mにおける磁束密度B50(0°)と、圧延方向に対して直角となる方向での磁界強度5000A/mにおける磁束密度B50(90°)と、の算術平均である平均磁束密度B50(LC)が、1.64T以上である請求項1又は請求項2に記載の無方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018145352A JP7147340B2 (ja) | 2018-08-01 | 2018-08-01 | 無方向性電磁鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018145352A JP7147340B2 (ja) | 2018-08-01 | 2018-08-01 | 無方向性電磁鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020020005A JP2020020005A (ja) | 2020-02-06 |
| JP7147340B2 true JP7147340B2 (ja) | 2022-10-05 |
Family
ID=69589581
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018145352A Active JP7147340B2 (ja) | 2018-08-01 | 2018-08-01 | 無方向性電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7147340B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI796955B (zh) * | 2021-02-17 | 2023-03-21 | 日商日本製鐵股份有限公司 | 無方向性電磁鋼板及其製造方法 |
| JP7243937B1 (ja) * | 2021-07-30 | 2023-03-22 | 日本製鉄株式会社 | 無方向性電磁鋼板、鉄心、鉄心の製造方法、モータ、およびモータの製造方法 |
| WO2023182474A1 (ja) * | 2022-03-24 | 2023-09-28 | 日本製鉄株式会社 | 無方向性電磁鋼板 |
| WO2025159168A1 (ja) * | 2024-01-25 | 2025-07-31 | 日本製鉄株式会社 | 無方向性電磁鋼板、ロータコア、ステータコア、及び、モータ |
| CN118460826B (zh) * | 2024-07-10 | 2024-09-10 | 中北大学 | 一种高强度中锰钢及其制备方法 |
| CN118895412B (zh) * | 2024-07-29 | 2025-06-03 | 钢铁研究总院有限公司 | 一种高磁感无取向高硅钢超薄带及其制备方法和应用 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000054084A (ja) | 1998-08-05 | 2000-02-22 | Nippon Steel Corp | 磁気特性の優れた珪素含有熱延板およびその製造方法 |
| JP2000129409A (ja) | 1998-10-23 | 2000-05-09 | Kawasaki Steel Corp | 回転機の実機特性が優れた無方向性電磁鋼板およびその製造方法 |
| JP2002003944A (ja) | 2000-06-16 | 2002-01-09 | Kawasaki Steel Corp | 磁気特性に優れた無方向性電磁鋼板の製造方法 |
| JP2007186790A (ja) | 2005-12-15 | 2007-07-26 | Jfe Steel Kk | 高強度無方向性電磁鋼板およびその製造方法 |
| JP2011111658A (ja) | 2009-11-27 | 2011-06-09 | Nippon Steel Corp | 磁束密度の高い無方向性電磁鋼板の製造方法 |
| CN105369125A (zh) | 2015-12-07 | 2016-03-02 | 武汉钢铁(集团)公司 | 一种无取向高硅钢薄板及制备方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07188756A (ja) * | 1993-12-28 | 1995-07-25 | Kawasaki Steel Corp | 磁気特性の良好な方向性けい素鋼板の製造方法 |
-
2018
- 2018-08-01 JP JP2018145352A patent/JP7147340B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000054084A (ja) | 1998-08-05 | 2000-02-22 | Nippon Steel Corp | 磁気特性の優れた珪素含有熱延板およびその製造方法 |
| JP2000129409A (ja) | 1998-10-23 | 2000-05-09 | Kawasaki Steel Corp | 回転機の実機特性が優れた無方向性電磁鋼板およびその製造方法 |
| JP2002003944A (ja) | 2000-06-16 | 2002-01-09 | Kawasaki Steel Corp | 磁気特性に優れた無方向性電磁鋼板の製造方法 |
| JP2007186790A (ja) | 2005-12-15 | 2007-07-26 | Jfe Steel Kk | 高強度無方向性電磁鋼板およびその製造方法 |
| JP2011111658A (ja) | 2009-11-27 | 2011-06-09 | Nippon Steel Corp | 磁束密度の高い無方向性電磁鋼板の製造方法 |
| CN105369125A (zh) | 2015-12-07 | 2016-03-02 | 武汉钢铁(集团)公司 | 一种无取向高硅钢薄板及制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020020005A (ja) | 2020-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7147340B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| TWI732315B (zh) | 無方向性電磁鋼板的製造方法 | |
| JP5228379B2 (ja) | 強度と磁気特性に優れた無方向性電磁鋼板とその製造方法 | |
| JP4586669B2 (ja) | 回転子用無方向性電磁鋼板の製造方法 | |
| CA2993594C (en) | Non-oriented electrical steel sheet and method of producing same | |
| JPWO2003002777A1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP2011084761A (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| CA2956686A1 (en) | Non-oriented electrical steel sheet and method for producing the same, and motor core and method of producing the same | |
| JP2000129409A (ja) | 回転機の実機特性が優れた無方向性電磁鋼板およびその製造方法 | |
| JP6604120B2 (ja) | 無方向性電磁鋼板、及びその製造方法 | |
| CN104480383B (zh) | 0.35mm厚高效电机用高磁感无取向硅钢的生产方法 | |
| JP7372521B2 (ja) | 無方向性電磁鋼板及びその製造方法 | |
| JP2007016278A (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JP2009299102A (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JP5824965B2 (ja) | 無方向性電磁鋼板の製造方法 | |
| JP7401729B2 (ja) | 無方向性電磁鋼板 | |
| JP2019199643A (ja) | 無方向性電磁鋼板、及びその製造方法 | |
| JP3870725B2 (ja) | 無方向性電磁鋼板及びその製造方法 | |
| JP4710465B2 (ja) | 回転子用無方向性電磁鋼板の製造方法 | |
| JP5333415B2 (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JP7488443B2 (ja) | 積層コアおよび回転電機 | |
| US11401589B2 (en) | Multilayer electrical steel sheet | |
| CN116323990B (zh) | 旋转电机、定子的铁芯及转子的铁芯的套装及其制造方法 | |
| JP4616427B2 (ja) | 珪素含有熱延板 | |
| JP2002146493A (ja) | 機械強度特性と磁気特性に優れた無方向性電磁鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220118 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220322 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220823 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220905 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7147340 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |