JP7175308B2 - 研磨品とその形成方法 - Google Patents
研磨品とその形成方法 Download PDFInfo
- Publication number
- JP7175308B2 JP7175308B2 JP2020519019A JP2020519019A JP7175308B2 JP 7175308 B2 JP7175308 B2 JP 7175308B2 JP 2020519019 A JP2020519019 A JP 2020519019A JP 2020519019 A JP2020519019 A JP 2020519019A JP 7175308 B2 JP7175308 B2 JP 7175308B2
- Authority
- JP
- Japan
- Prior art keywords
- volume
- less
- vol
- content
- abrasive article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title description 67
- 230000015572 biosynthetic process Effects 0.000 title description 3
- 239000000463 material Substances 0.000 claims description 330
- 239000002245 particle Substances 0.000 claims description 125
- 229910018100 Ni-Sn Inorganic materials 0.000 claims description 94
- 229910018532 Ni—Sn Inorganic materials 0.000 claims description 94
- 230000002708 enhancing effect Effects 0.000 claims description 28
- 229910052582 BN Inorganic materials 0.000 claims description 22
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 claims description 22
- 102100027123 55 kDa erythrocyte membrane protein Human genes 0.000 claims description 7
- 101001057956 Homo sapiens 55 kDa erythrocyte membrane protein Proteins 0.000 claims description 7
- JOBBTVPTPXRUBP-UHFFFAOYSA-N [3-(3-sulfanylpropanoyloxy)-2,2-bis(3-sulfanylpropanoyloxymethyl)propyl] 3-sulfanylpropanoate Chemical compound SCCC(=O)OCC(COC(=O)CCS)(COC(=O)CCS)COC(=O)CCS JOBBTVPTPXRUBP-UHFFFAOYSA-N 0.000 claims description 7
- 239000000203 mixture Substances 0.000 description 176
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 121
- 239000010949 copper Substances 0.000 description 80
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 41
- 229910052759 nickel Inorganic materials 0.000 description 41
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 40
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 40
- 229910052802 copper Inorganic materials 0.000 description 40
- 239000010941 cobalt Substances 0.000 description 35
- 229910017052 cobalt Inorganic materials 0.000 description 35
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 35
- 239000011230 binding agent Substances 0.000 description 31
- 239000002131 composite material Substances 0.000 description 30
- 238000000576 coating method Methods 0.000 description 26
- 239000011248 coating agent Substances 0.000 description 24
- 230000000052 comparative effect Effects 0.000 description 12
- 229910052799 carbon Inorganic materials 0.000 description 8
- 239000010432 diamond Substances 0.000 description 8
- 238000007731 hot pressing Methods 0.000 description 8
- 229910003460 diamond Inorganic materials 0.000 description 6
- 239000003082 abrasive agent Substances 0.000 description 5
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 4
- 229910010272 inorganic material Inorganic materials 0.000 description 4
- 239000011147 inorganic material Substances 0.000 description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 description 4
- 239000011707 mineral Substances 0.000 description 4
- 238000005498 polishing Methods 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 239000011819 refractory material Substances 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 2
- 239000002310 Isopropyl citrate Substances 0.000 description 2
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 150000004767 nitrides Chemical class 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910000077 silane Inorganic materials 0.000 description 2
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 2
- 229910010271 silicon carbide Inorganic materials 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000007858 starting material Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
- B24D3/342—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties incorporated in the bonding agent
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
- B24D3/10—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements for porous or cellular structure, e.g. for use with diamonds as abrasives
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1409—Abrasive particles per se
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1436—Composite particles, e.g. coated particles
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09K—MATERIALS FOR MISCELLANEOUS APPLICATIONS, NOT PROVIDED FOR ELSEWHERE
- C09K3/00—Materials not provided for elsewhere
- C09K3/14—Anti-slip materials; Abrasives
- C09K3/1436—Composite particles, e.g. coated particles
- C09K3/1445—Composite particles, e.g. coated particles the coating consisting exclusively of metals
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Inorganic Chemistry (AREA)
- Composite Materials (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Description
例えば、セラミックスやガラスなどのさまざまなワークピースの研削を含む研削に使用できる研磨品及び技術が開示されている。特定の実施形態によれば、本明細書に記載の研磨品は、耐火材料を研削するために使用することができ、耐火材料の研削に使用される従来の研削工具よりも改善された性能、寿命、及び効率を有することが実証されている。
実施形態8。未処理性能向上成分が六方晶窒化ホウ素からなる、実施態様4、5、及び6のいずれか一項に記載の方法。
実施形態9。研磨品中の性能向上成分の含有量は、研磨材の総体積に対して、少なくとも約6体積%であり、約14体積%以下である、実施形態2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態11。性能向上成分が、少なくとも約10ミクロンの平均粒径を有する、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態13。性能向上成分が約12ミクロン以下の平均粒径を有する、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態14。未処理性能向上成分が、約12ミクロン以下の平均粒径を有する、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態16。本体が約85HRB以下の硬度を有する、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態17。研磨品が、研磨品の総体積に対して少なくとも約55体積%の結合成分含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態19。研摩品が、研磨品の総体積に対して約95体積%以下の結合成分含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態22。研磨品形成混合物が、研磨品形成混合物の総体積に対して少なくとも約5体積%の研磨粒子含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態24。研磨品形成混合物が、研磨品形成混合物の総体積に対して約25体積%以下の研磨粒子含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態26。研磨品が、さらに、研磨品の総体積に対して少なくとも約2体積%の多孔性含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態28。結合成分が、結合成分の総体積に対して少なくとも約30体積%の鉄(Fe)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態30。結合成分が、結合成分の総体積に対して約70体積%以下の鉄(Fe)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態32。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約30体積%のFe含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態33。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約70体積%のFe含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態35。結合形成混合物が、結合形成混合物の総体積に対して少なくとも約5体積%のコバルト(Co)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態37。結合形成混合物が、形成混合物の総体積に対して約25体積%以下のコバルト(Co)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態39。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約25体積%のCo含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態40。結合成分が、結合成分の総体積に対して少なくとも約20体積%の銅(Cu)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態42。結合成分が、結合成分の総体積に対して約50体積%以下の銅(Cu)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態43。結合形成混合物が、結合形成混合物の総体積に対して約50体積%以下の銅(Cu)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態45。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約50体積%の銅(Cu)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態47。結合形成混合物が、結合形成混合物の総体積に対して少なくとも5体積%程度のニッケル(Ni)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態49。結合形成混合物が、結合形成混合物の総体積に対して約30体積%以下のニッケル(Ni)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態50。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約5体積%のニッケル(Ni)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態52。結合成分が、結合成分の総体積に対して少なくとも約2体積%のスズ(Sn)含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態53。結合形成混合物が、結合形成混合物の総体積に対して少なくとも約2体積%のスズ(Sn)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態55。結合形成混合物が、結合形成混合物の総体積に対して約20体積%以下のスズ(Sn)含有量を含む、実施形態4、5、及び6のいずれか一項に記載の方法。
実施形態56。Fe‐Co‐Cu‐Ni‐Sn系結合材料が、Fe‐Co‐Cu‐Ni‐Sn系結合材料の総体積に対して少なくとも約2体積%のスズ(Sn)の含有量を含む、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態58。研磨粒子がダイヤモンドを含み、研磨粒子が立方晶窒化ホウ素(cBN)を含み、研磨粒子がダイヤモンドからなり、研磨粒子が立方晶窒化ホウ素(cBN)からなる、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
実施形態60。研磨粒子が、約1000ミクロン以下の平均粒径を有する、実施形態1、2、3、4、5、及び6のいずれか一項に記載の複合フィルム又は方法。
本明細書に記載される実施形態に従って、サンプル研磨品S1を形成し、比較サンプル研磨品CS1と比較した。サンプル研磨品S1及び比較サンプル研磨品CS1は、以下の表1に示す研磨品形成混合物から成形した。

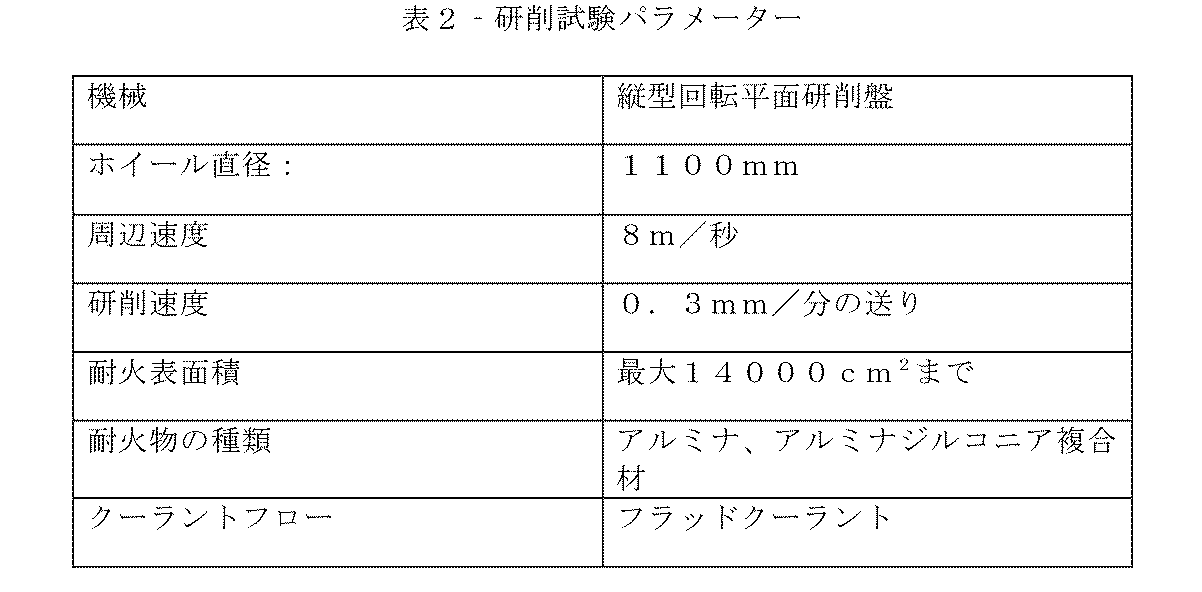
サンプル研磨品S2を本明細書に記載の実施形態に従って形成し、比較サンプル研磨品CS2及びCS3と比較した。サンプル研磨品S1及び比較サンプル研磨品CS2及びCS3は、以下の表3に示す研磨品形成混合物から成形した。


結合成分のサンプルS3を本明細書に記載の実施形態に従って形成し、比較サンプル結合成分CS4と比較した。サンプルS3及び比較サンプルCS4は、以下の表5に示す結合成分混合物から成形した。

Claims (15)
- 本体を含む研磨品であって、該本体が
結合成分;及び
前記結合成分内の研磨粒子
を含み、
前記結合成分がFe‐Co‐Cu‐Ni‐Sn系結合材料と性能向上材料を含み、
前記性能向上材料が六方晶窒化ホウ素を含み、
前記性能向上材料の含有量が、前記結合成分の総体積に対して少なくとも約6体積%であり、約14体積%以下であり、
前記結合成分が、前記結合成分の総体積に対して少なくとも30体積%であり、70体積%以下であるFe含有量を含み、
前記結合成分が、前記結合成分の総体積に対して少なくとも5体積%であり、25体積%以下であるCo含有量を含み、
前記結合成分が、前記結合成分の総体積に対して少なくとも20体積%であり、50体積%以下であるCu含有量を含み、
前記結合成分が、前記結合成分の総体積に対して少なくとも5体積%であり、30体積%以下であるNi含有量を含み、
前記結合成分が、前記結合成分の総体積に対して少なくとも2体積%であり、20体積%以下であるSn含有量を含む、研磨品。 - 前記本体が、少なくとも約50HRBであり、約85HRB以下の硬度を含む、請求項1に記載の研磨品。
- 前記性能向上材料の相の硬度HPEMPが、前記結合成分の相の硬度HBMPよりも小さい、請求項1に記載の研磨品。
- 前記性能向上材料が六方晶窒化ホウ素からなる、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品中の前記性能向上材料の含有量が、前記研磨品の総体積に対して少なくとも約6体積%であり、約14体積%以下である、請求項2及び3のいずれか一項に記載の研磨品。
- 前記性能向上材料が少なくとも約10ミクロンの平均粒径を有する、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記性能向上材料が、約12ミクロン以下の平均粒径を有する、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記本体が少なくとも約50HRBの硬度を有する、請求項1及び3のいずれか一項に記載の研磨品。
- 前記本体が約85HRB以下の硬度を有する、請求項1及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して少なくとも約55体積%の結合成分含有量を含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して約95体積%以下の結合成分含量を含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して少なくとも約5体積%の研磨粒子含有量を含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して約25体積%以下の研磨粒子含有量を含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して少なくとも約2体積%の多孔性含有量をさらに含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
- 前記研磨品が、研磨品の総体積に対して約20体積%以下の多孔性含有量をさらに含む、請求項1、2、及び3のいずれか一項に記載の研磨品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021170449A JP2022023879A (ja) | 2017-06-19 | 2021-10-18 | 研磨品とその形成方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IN201741021334 | 2017-06-19 | ||
| IN201741021334 | 2017-06-19 | ||
| US201762546144P | 2017-08-16 | 2017-08-16 | |
| US62/546,144 | 2017-08-16 | ||
| PCT/US2018/037989 WO2018236705A1 (en) | 2017-06-19 | 2018-06-18 | Abrasive articles and methods of forming the same |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021170449A Division JP2022023879A (ja) | 2017-06-19 | 2021-10-18 | 研磨品とその形成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020528363A JP2020528363A (ja) | 2020-09-24 |
| JP7175308B2 true JP7175308B2 (ja) | 2022-11-18 |
Family
ID=69163342
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020519019A Active JP7175308B2 (ja) | 2017-06-19 | 2018-06-18 | 研磨品とその形成方法 |
| JP2021170449A Pending JP2022023879A (ja) | 2017-06-19 | 2021-10-18 | 研磨品とその形成方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021170449A Pending JP2022023879A (ja) | 2017-06-19 | 2021-10-18 | 研磨品とその形成方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3642295A4 (ja) |
| JP (2) | JP7175308B2 (ja) |
| KR (1) | KR20200006632A (ja) |
| CN (1) | CN110770318A (ja) |
| BR (1) | BR112019027340A2 (ja) |
| CA (1) | CA3067641A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115816316B (zh) * | 2022-12-19 | 2025-11-25 | 郑州磨料磨具磨削研究所有限公司 | 一种金属结合剂切割砂轮及其制备方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5791330A (en) | 1991-06-10 | 1998-08-11 | Ultimate Abrasive Systems, L.L.C. | Abrasive cutting tool |
| US20100000159A1 (en) | 2008-07-02 | 2010-01-07 | Saint-Gobain Abrasives, Inc. | Abrasive Slicing Tool for Electronics Industry |
| JP2010540261A (ja) | 2007-10-01 | 2010-12-24 | サンーゴバン アブレイシブズ,インコーポレイティド | 硬質かつ/または脆性の材料の研磨加工 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3081161A (en) * | 1959-04-23 | 1963-03-12 | Carborundum Co | Abrasive articles and their manufacture |
| GB1192475A (en) * | 1968-05-24 | 1970-05-20 | Carborundum Co | Diamond Abrasive Articles |
| SU450712A1 (ru) * | 1973-03-16 | 1974-11-25 | Институт сверхтвердых материалов АН Украинской ССР | Металлическа св зка абразивного инструмента |
| US4042347A (en) * | 1974-04-15 | 1977-08-16 | Norton Company | Method of making a resin-metal composite grinding wheel |
| US4138252A (en) * | 1977-06-10 | 1979-02-06 | Vereschagin Leonid F | Cubic boron nitride in a binder and method for its production |
| JP2762661B2 (ja) * | 1990-03-15 | 1998-06-04 | 三菱マテリアル株式会社 | 多孔質メタルボンド砥石およびその製造方法 |
| JPH10113875A (ja) * | 1996-10-08 | 1998-05-06 | Noritake Co Ltd | 超砥粒研削砥石 |
| US6685755B2 (en) * | 2001-11-21 | 2004-02-03 | Saint-Gobain Abrasives Technology Company | Porous abrasive tool and method for making the same |
| CN1326663C (zh) * | 2004-04-06 | 2007-07-18 | 北京工业大学 | 可在线电解的金属结合剂超硬磨料砂轮及其制备方法 |
| US20070020457A1 (en) * | 2005-07-21 | 2007-01-25 | 3M Innovative Properties Company | Composite particle comprising an abrasive grit |
| MX354090B (es) * | 2007-03-14 | 2018-02-13 | Saint Gobain Abrasives Inc | Articulo abrasivo ligado y metodo de fabricacion. |
| EP2485869B1 (en) * | 2009-10-08 | 2019-06-26 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of forming |
| TWI544064B (zh) * | 2010-09-03 | 2016-08-01 | 聖高拜磨料有限公司 | 粘結的磨料物品及形成方法 |
| JP5140715B2 (ja) * | 2010-10-19 | 2013-02-13 | 株式会社アライドマテリアル | 超砥粒ホイールならびに成形体およびその加工方法 |
| TWI466990B (zh) * | 2010-12-30 | 2015-01-01 | 聖高拜磨料有限公司 | 磨料物品及形成方法 |
| FR2979845B1 (fr) * | 2011-09-09 | 2015-02-13 | Saint Gobain | Meule de faconnage pour verre plat |
| WO2013040423A2 (en) * | 2011-09-16 | 2013-03-21 | Saint-Gobain Abrasives, Inc. | Abrasive article and method of forming |
| US9073177B2 (en) * | 2012-07-31 | 2015-07-07 | Saint-Gobain Abrasives, Inc. | Abrasive article comprising abrasive particles of a composite composition |
| AR093483A1 (es) * | 2012-11-20 | 2015-06-10 | Saint Gobain Abrasives Inc | Articulo abrasivo que comprende particulas abrasivas de una composicion compuesta |
| US20150033636A1 (en) * | 2013-08-01 | 2015-02-05 | Saint-Gobain Abrasives, Inc. | Abrasive article and method of forming same |
| US20150059256A1 (en) * | 2013-08-30 | 2015-03-05 | Saint-Gobain Abrasives, Inc. | Abrasive article and method of forming |
| TWI602658B (zh) * | 2013-12-31 | 2017-10-21 | 聖高拜磨料有限公司 | 研磨物件以及形成方法 |
| JP6687231B2 (ja) * | 2015-07-15 | 2020-04-22 | 三井研削砥石株式会社 | 研磨工具及びその製造方法並びに研磨物の製造方法 |
-
2018
- 2018-06-18 EP EP18821511.5A patent/EP3642295A4/en not_active Withdrawn
- 2018-06-18 KR KR1020207000805A patent/KR20200006632A/ko not_active Abandoned
- 2018-06-18 JP JP2020519019A patent/JP7175308B2/ja active Active
- 2018-06-18 CN CN201880040706.7A patent/CN110770318A/zh active Pending
- 2018-06-18 CA CA3067641A patent/CA3067641A1/en active Pending
- 2018-06-18 BR BR112019027340-9A patent/BR112019027340A2/pt not_active Application Discontinuation
-
2021
- 2021-10-18 JP JP2021170449A patent/JP2022023879A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5791330A (en) | 1991-06-10 | 1998-08-11 | Ultimate Abrasive Systems, L.L.C. | Abrasive cutting tool |
| JP2010540261A (ja) | 2007-10-01 | 2010-12-24 | サンーゴバン アブレイシブズ,インコーポレイティド | 硬質かつ/または脆性の材料の研磨加工 |
| US20100000159A1 (en) | 2008-07-02 | 2010-01-07 | Saint-Gobain Abrasives, Inc. | Abrasive Slicing Tool for Electronics Industry |
Also Published As
| Publication number | Publication date |
|---|---|
| CN110770318A (zh) | 2020-02-07 |
| EP3642295A1 (en) | 2020-04-29 |
| JP2020528363A (ja) | 2020-09-24 |
| EP3642295A4 (en) | 2021-06-30 |
| KR20200006632A (ko) | 2020-01-20 |
| BR112019027340A2 (pt) | 2020-07-07 |
| CA3067641A1 (en) | 2018-12-27 |
| JP2022023879A (ja) | 2022-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6209636B2 (ja) | 研磨物品 | |
| JP2013536765A (ja) | 結合研磨物品、そのような物品の形成方法、およびそのような物品の研削性能 | |
| US10946499B2 (en) | Bonded abrasive article and method of grinding | |
| JP2018187763A (ja) | 結合研磨物品および研削方法 | |
| JP6064058B2 (ja) | 結合研磨物品および研削方法 | |
| CN112566993B (zh) | 包括包含氮化物的填料的粘结磨料制品 | |
| WO2014201272A1 (en) | Abrasive tools and methods of forming the same | |
| JP7175308B2 (ja) | 研磨品とその形成方法 | |
| US10589402B2 (en) | Abrasive articles and methods of forming the same | |
| EP3007860B1 (en) | Abrasive tools and methods of forming the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200117 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20200514 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210219 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210428 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210513 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210618 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20211018 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220425 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20220509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220727 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20220815 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20220912 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20221011 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20221011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7175308 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |