JP7179727B2 - 摩擦片、そのような摩擦片を含む機械システムおよび実装方法 - Google Patents
摩擦片、そのような摩擦片を含む機械システムおよび実装方法 Download PDFInfo
- Publication number
- JP7179727B2 JP7179727B2 JP2019530408A JP2019530408A JP7179727B2 JP 7179727 B2 JP7179727 B2 JP 7179727B2 JP 2019530408 A JP2019530408 A JP 2019530408A JP 2019530408 A JP2019530408 A JP 2019530408A JP 7179727 B2 JP7179727 B2 JP 7179727B2
- Authority
- JP
- Japan
- Prior art keywords
- friction
- coating layer
- friction piece
- atomic ratio
- nitrogen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/0021—Reactive sputtering or evaporation
- C23C14/0036—Reactive sputtering
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M103/00—Lubricating compositions characterised by the base-material being an inorganic material
- C10M103/06—Metal compounds
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M135/00—Lubricating compositions characterised by the additive being an organic non-macromolecular compound containing sulfur, selenium or tellurium
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0605—Carbon
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0635—Carbides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C30/00—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process
- C23C30/005—Coating with metallic material characterised only by the composition of the metallic material, i.e. not characterised by the coating process on hard metal substrates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N1/00—Constructional modifications of parts of machines or apparatus for the purpose of lubrication
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16N—LUBRICATING
- F16N17/00—Lubrication of machines or apparatus working under extreme conditions
- F16N17/02—Lubrication of machines or apparatus working under extreme conditions at high temperature
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2201/00—Inorganic compounds or elements as ingredients in lubricant compositions
- C10M2201/06—Metal compounds
- C10M2201/061—Carbides; Hydrides; Nitrides
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/04—Oil-bath; Gear-boxes; Automatic transmissions; Traction drives
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/25—Internal-combustion engines
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2080/00—Special pretreatment of the material to be lubricated, e.g. phosphatising or chromatising of a metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C2223/00—Surface treatments; Hardening; Coating
- F16C2223/30—Coating surfaces
- F16C2223/60—Coating surfaces by vapour deposition, e.g. PVD, CVD
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Combustion & Propulsion (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Physical Vapour Deposition (AREA)
- Lubricants (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
Description
-原子比40~43%の炭素、
-原子比40~43%のタングステン、
-原子比5~12%の窒素、
-総原子比5~12%の、コバルト、ニッケルおよび鉄から選択される少なくとも1つの元素、
-総原子比0~10%の他の化合物
を含む。
-原子比40~43%の炭素、
-原子比40~43%のタングステン、
-原子比7~9%のコバルト、
-原子比5~12%の窒素、
-総原子比0~8%の他の化合物
を含む。
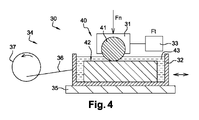
-摩擦片と潤滑接触する第2の摩擦片を配置する工程;
-摩擦片間の潤滑接触界面に潤滑剤を配置する工程;および
-摩擦部品間の潤滑接触界面が200℃より高い温度に達するように、摩擦部品を作動させる工程。

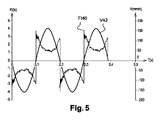
-コーティングされていない試験片41および42を用いて得られた結果に対応する参照曲線cf0(鋼/鋼接触);
-窒化クロムでコーティングされた試験片41および42を用いて得られた曲線Cf1(CrN/CrN接触);
-参照WC0のドープされていないタングステンカーバイドでコーティングされた試験片41および42を用いて得られた曲線Cf2(WC/WC接触);
-原子比2%の参照WC1を有する窒素でドープされたWCでコーティングされた試験片41および42を用いて得られた曲線Cf3(WC(N)/WC(N)接触);
-原子比5%の参照WC2を有する窒素でドープされたタングステンカーバイドでコーティングされた試験片41および42を用いて得られた曲線Cf4(WC(N)/WC(N)接触);
-原子比9%の参照WC3を有する窒素でドープされたWCでコーティングされた試験片41および42を用いて得られた曲線Cf5(WC(N)/WC(N)接触);
-原子比12%の参照WC4を有する窒素でドープされたWCでコーティングされた試験片41および42を用いて得られた曲線Cf6(WC(N)/WC(N)接触);
-a-C:HタイプのDLCでコーティングされた試験片41および42を用いて得られた曲線CF7(DLC/DLC接触)
を示す。


Claims (10)
- 金属表面(12)と外側コーティング層(14)とを有する摩擦片(10)であって、前記外側コーティング層(14)は、窒素でドープされたタングステンカーバイドWC(N)で構成され、前記外側コーティング層(14)が、
-原子比40~43%の炭素、
-原子比40~43%のタングステン、
-原子比5~12%の窒素、
-原子比5~12%のコバルト、
-総原子比0~10%の他の化合物
を含むことを特徴とする、摩擦片(10)。 - 前記外側コーティング層(14)が:
-原子比40~43%の炭素、
-原子比40~43%のタングステン、
-原子比5~12%の窒素、
-原子比7~9%のコバルト、
-総原子比0~8%の他の化合物
を含むことを特徴とする、請求項1に記載の摩擦片(10)。 - 前記金属表面(12)が前記外側コーティング層(14)のみでコーティングされていることを特徴とする、請求項1または2に記載の摩擦片(10)。
- 前記金属表面(12)が、前記外側コーティング層(14)の下に形成された少なくとも1つの副層(18)でコーティングされていることを特徴とする、請求項1または2に記載の摩擦片(10)。
- 前記副層(18)がクロムまたは窒化クロムで構成されることを特徴とする、請求項4に記載の摩擦片。
- -請求項1~5のいずれか一項に記載の第1の摩擦片(10)、
-前記第1の摩擦片(10)と潤滑接触するように配置された第2の摩擦片(20);
-前記摩擦片(10;20)の間の潤滑接触界面(2)に配置された潤滑剤(3)
を含む機械システム(1)。 - 前記第2の摩擦片(20)が、前記第1の摩擦片(10)と直接潤滑接触するように配置された金属表面(22)を含むことを特徴とする、請求項6に記載の機械システム(1)。
- 前記第2の摩擦片(20)が、金属表面(22)と、前記金属表面(22)上に堆積された外側コーティング層(24)とを含むことを特徴とし、前記第2の摩擦片(20)の前記外側コーティング層(24)は、原子比5~12%の窒素を有する窒素ドープされたタングステンカーバイドWC(N)で構成される、請求項6に記載の機械システム(1)。
- 前記第1の摩擦片(10)の前記外側コーティング層(14)および前記第2の摩擦片(20)の前記外側コーティング層(24)が同じ組成を有することを特徴とする、請求項8に記載の機械システム(1)。
- 請求項1~5のいずれか一項に記載の摩擦片(10)を実装する方法であって、前記方法が以下の工程:
-前記摩擦片(10)と潤滑接触する第2の摩擦片(20)を配置する工程;
-前記摩擦片(10;20)間の潤滑接触界面(2)に潤滑剤(3)を配置する工程;および
-前記摩擦片(10;20)間の前記潤滑接触界面(2)が200℃より高い温度に達するように、前記摩擦片(10;20)を作動させる工程
を含む方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1662033 | 2016-12-07 | ||
| FR1662033A FR3059757B1 (fr) | 2016-12-07 | 2016-12-07 | Piece de frottement, systeme mecanique comprenant une telle piece de frottement, et procede de mise en oeuvre |
| PCT/FR2017/053377 WO2018104641A1 (fr) | 2016-12-07 | 2017-12-04 | Piece de frottement, systeme mecanique comprenant une telle piece de frottement, et procede de mise en oeuvre |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020507003A JP2020507003A (ja) | 2020-03-05 |
| JP7179727B2 true JP7179727B2 (ja) | 2022-11-29 |
Family
ID=58314429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019530408A Active JP7179727B2 (ja) | 2016-12-07 | 2017-12-04 | 摩擦片、そのような摩擦片を含む機械システムおよび実装方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11236861B2 (ja) |
| EP (1) | EP3551923B1 (ja) |
| JP (1) | JP7179727B2 (ja) |
| KR (1) | KR102255430B1 (ja) |
| CN (1) | CN110062861B (ja) |
| CA (1) | CA3045746C (ja) |
| FR (1) | FR3059757B1 (ja) |
| MX (1) | MX2019006544A (ja) |
| WO (1) | WO2018104641A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3650830B1 (en) * | 2018-11-08 | 2023-07-19 | Goodrich Actuation Systems SAS | Twin-disc tribometer capable of reciprocating and/or non-collinear motion |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006124818A (ja) | 2004-11-01 | 2006-05-18 | Kobe Steel Ltd | 硬質皮膜およびその形成方法 |
| JP2009114311A (ja) | 2007-11-06 | 2009-05-28 | Toyota Motor Corp | 摺動構造 |
| JP2009155721A (ja) | 2007-12-03 | 2009-07-16 | Kobe Steel Ltd | 摺動性に優れる硬質皮膜とその硬質皮膜の形成方法 |
| JP2015180764A (ja) | 2014-03-03 | 2015-10-15 | 株式会社神戸製鋼所 | 硬質皮膜およびその形成方法、ならびに鋼板熱間成型用金型 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2594143B1 (fr) * | 1986-02-07 | 1988-05-27 | Stephanois Rech Mec | Composite carbure de tungstene/cobalt a proprietes frottantes ameliorees |
| JP3221892B2 (ja) * | 1991-09-20 | 2001-10-22 | 帝国ピストンリング株式会社 | ピストンリング及びその製造法 |
| CN101497985A (zh) * | 2009-02-19 | 2009-08-05 | 吉林大学 | 一种单相六方碳化钨硬质涂层材料及其低温合成方法 |
| CN101856895B (zh) * | 2009-12-16 | 2012-07-11 | 中南大学 | 一种金刚石膜涂层钢铁基复合材料及其制备方法 |
| EP2412996A4 (en) * | 2010-05-10 | 2012-09-26 | Across Co | FRICTION CLUTCH |
| DE102011100974A1 (de) * | 2011-05-09 | 2012-11-15 | Knorr-Bremse Systeme für Schienenfahrzeuge GmbH | Schienenrad und Verfahren zur Herstellung eines Schienenrades |
| FR2975404B1 (fr) | 2011-05-19 | 2014-01-24 | Hydromecanique & Frottement | Piece avec revetement dlc et procede d'application du revetement dlc |
| CN102560487A (zh) * | 2012-01-19 | 2012-07-11 | 浙江汇锦梯尔镀层科技有限公司 | 一种铸铁件及其表面复合处理方法 |
| BR102012003607A2 (pt) * | 2012-02-16 | 2013-10-29 | Mahle Metal Leve Sa | Componente deslizante para uso em motores de combustão interna |
| CN104264095A (zh) * | 2014-09-11 | 2015-01-07 | 芜湖鼎瀚再制造技术有限公司 | 一种CBN-WC-10Co纳米涂层 |
| CN105156503B (zh) * | 2015-10-09 | 2017-11-07 | 龙口中宇热管理系统科技有限公司 | 一种两级多片式电磁离合器 |
-
2016
- 2016-12-07 FR FR1662033A patent/FR3059757B1/fr active Active
-
2017
- 2017-12-04 CA CA3045746A patent/CA3045746C/fr active Active
- 2017-12-04 JP JP2019530408A patent/JP7179727B2/ja active Active
- 2017-12-04 EP EP17817807.5A patent/EP3551923B1/fr active Active
- 2017-12-04 MX MX2019006544A patent/MX2019006544A/es unknown
- 2017-12-04 US US16/467,636 patent/US11236861B2/en active Active
- 2017-12-04 CN CN201780076391.7A patent/CN110062861B/zh active Active
- 2017-12-04 WO PCT/FR2017/053377 patent/WO2018104641A1/fr not_active Ceased
- 2017-12-04 KR KR1020197019471A patent/KR102255430B1/ko active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006124818A (ja) | 2004-11-01 | 2006-05-18 | Kobe Steel Ltd | 硬質皮膜およびその形成方法 |
| JP2009114311A (ja) | 2007-11-06 | 2009-05-28 | Toyota Motor Corp | 摺動構造 |
| JP2009155721A (ja) | 2007-12-03 | 2009-07-16 | Kobe Steel Ltd | 摺動性に優れる硬質皮膜とその硬質皮膜の形成方法 |
| JP2015180764A (ja) | 2014-03-03 | 2015-10-15 | 株式会社神戸製鋼所 | 硬質皮膜およびその形成方法、ならびに鋼板熱間成型用金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20190094394A (ko) | 2019-08-13 |
| CA3045746C (fr) | 2023-03-07 |
| US20200080686A1 (en) | 2020-03-12 |
| US11236861B2 (en) | 2022-02-01 |
| FR3059757B1 (fr) | 2018-11-16 |
| CN110062861A (zh) | 2019-07-26 |
| FR3059757A1 (fr) | 2018-06-08 |
| EP3551923B1 (fr) | 2023-07-19 |
| WO2018104641A1 (fr) | 2018-06-14 |
| CN110062861B (zh) | 2022-05-13 |
| EP3551923C0 (fr) | 2023-07-19 |
| BR112019011575A2 (pt) | 2019-10-22 |
| JP2020507003A (ja) | 2020-03-05 |
| CA3045746A1 (fr) | 2018-06-14 |
| EP3551923A1 (fr) | 2019-10-16 |
| KR102255430B1 (ko) | 2021-05-24 |
| MX2019006544A (es) | 2019-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Ma et al. | Tribological performance and scuffing behaviors of several automobile piston rings mating with chrome-plated cylinder liner | |
| CN107013360B (zh) | 滑动元件 | |
| KR101801400B1 (ko) | Dlc 코팅을 구비한 슬라이딩 요소 | |
| Khan et al. | A comparative study in the tribological behaviour of different DLC coatings sliding against titanium alloys | |
| Bobzin et al. | Minimizing frictional losses in crankshaft bearings of automobile powertrain by diamond-like carbon coatings under elasto-hydrodynamic lubrication | |
| JP4076169B2 (ja) | 非晶質硬質炭素膜を備えたピストンリング、ピストン、シリンダ、ピストンピン | |
| Singh et al. | Effect of lubrication on the wear behaviour of CrN coating deposited by PVD process | |
| Zang et al. | Tribological performance of Mn3 (PO4) 2 coating and PC/MoS2 coating in Rolling–Sliding and pure sliding contacts with gear oil | |
| JP6095090B2 (ja) | 摺動方法、摺動構造の製造方法、摺動構造およびデバイス | |
| JP7179727B2 (ja) | 摩擦片、そのような摩擦片を含む機械システムおよび実装方法 | |
| Shankar et al. | Frictional characteristics of diamond like carbon and tungsten carbide/carbon coated high carbon high chromium steel against carbon in dry sliding conformal contact for mechanical seals | |
| RU2613757C2 (ru) | Гильза двигателя внутреннего сгорания | |
| KR20190138867A (ko) | 플라즈마 코팅된 밀봉 소자 | |
| JP6499949B2 (ja) | ピストンリング | |
| Haidarschin et al. | Benchmarking of potential substituents for leaded bronze in axial sliding bearings for mobile hydraulic applications | |
| Lesnevskiy et al. | Tribological properties of TiN-Pb system solid lubricant coatings with various morphologies | |
| Su et al. | Friction and wear behavior of a number of ceramic-coated steels matched as sliding pairs to various surface-treated steels | |
| BR112019011575B1 (pt) | Peça de atrito, sistema mecânico que compreende tal peça de atrito e método de implantação | |
| JP6416066B2 (ja) | ピストンリング | |
| Bhowmick et al. | Enhanced high-temperature tribological performance of fluorinated tetrahedral amorphous carbon (ta-C: F) coatings in sliding applications | |
| Mandev et al. | Tribological performance of ceramic-based films under different tribo-test media and vacuum conditions. | |
| WO2023217406A1 (en) | Amorphous carbon coating for reduction of friction and wear in a slide component | |
| Nilsson et al. | Influence of surface modification technologies on friction of conformal tribopair in boundary and full film lubrication regimes | |
| Michalczewski et al. | Scuffing propagation of heavily-loaded, lubricated, coated friction joints | |
| Bylund | Lubricants for Optimal Running-in of Hydraulic Motors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210312 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220128 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20220426 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220826 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20220826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220829 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20220916 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20220920 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7179727 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |