JP7190092B2 - 欠陥検知方法および欠陥検知装置 - Google Patents
欠陥検知方法および欠陥検知装置 Download PDFInfo
- Publication number
- JP7190092B2 JP7190092B2 JP2018232997A JP2018232997A JP7190092B2 JP 7190092 B2 JP7190092 B2 JP 7190092B2 JP 2018232997 A JP2018232997 A JP 2018232997A JP 2018232997 A JP2018232997 A JP 2018232997A JP 7190092 B2 JP7190092 B2 JP 7190092B2
- Authority
- JP
- Japan
- Prior art keywords
- defect
- defect detection
- temperature
- detection method
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Investigating Or Analyzing Materials Using Thermal Means (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
Description
摩擦攪拌接合中に接合部をリアルタイムにモニタリングすることによって接合部の欠陥を検知する欠陥検知方法であって、
摩擦攪拌接合に用いる回転ツール内に配設した温度測定装置により接合中の温度変化を検出・モニタリングし、検出された温度が定常化したと判断される接合中において所定以上の温度低下が検出されたときに、その接合位置に欠陥が発生していると判定する。
前記温度計測装置は、それぞれのチャンネルの下端近傍には配設された温度測定素子を有し、摩擦攪拌接合中にそれぞれの温度測定素子から温度測定手段を用いて生成された温度測定結果を外部に無線送信し、温度分布をモニタリングすることで被接合部材の欠陥の発生位置、及び長さを決定しても良い。
接合は、回転ツールと被接合部材との間に働く降伏剪断力に依存し、さらに回転ツールの回転速度にも依存する。
接合中に体積欠陥(キャビティ)が生じた場合には、発生した場所では摩擦発熱が生じないため、プローブの温度が欠陥のない場合に比べて低下すると考えられる。この温度低下は欠陥の長さが続く間生じるのでその時間をtとするとvt(接合速度x低下持続時間)によって接合中に瞬時に検出できる。
摩擦攪拌接合中に回転ツールに負荷される垂直荷重を検出・モニタリングし、検出された垂直荷重が定常化したと判断される接合中において急激な荷重低下が検出されたときに、その接合位置に欠陥が発生していると判定する、ことができる。
回転軸を中心に回転自在な円筒形状のショルダ部と、該ショルダ部の下端に結合して前記回転軸と同軸に回転し下方に突出して被接合部材と接触するプローブとを有する回転ツールと、
前記回転ツールの上方に連結し、該回転ツールと協動して同軸回転するツールホルダと、
前記ツールホルダの上方に連結し、前記回転ツール及び前記ツールホルダを回転軸周りに回転させ、軸線方向に移動させ、前記被接合部材を押圧する機構を有する装置本体部と、を備え、
前記回転ツールは、少なくとも
前記ショルダ部の上端から前記プローブの下端近傍まで延びる中空の下端チャンネルと、
前記下端チャンネルから径方向に離間し深さ位置が異なる1つ以上の中空のチャンネルと、を有し、
それぞれのチャンネルの下端近傍には温度測定素子が配設され、摩擦攪拌接合中にそれぞれの温度測定素子から温度測定手段を用いて生成された温度測定結果を外部送信する送信手段と、を備えている。
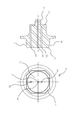
図1は本欠陥検知方法の検証用に人工的に欠陥を作製した被接合部材1について示している。図1の左図には被接合部材の斜視図であり、右図は左図の欠陥部分2(領域A)の拡大図である。図1の欠陥部分2は、板厚方向の中央位置に対してφ1エンドミルの溝加工による人工欠陥であり、人工欠陥である欠陥部分2を作製した面(250*5tの面)を突合せた被接合部材1と人工欠陥を作製していない図示しない被接合部材(A6061(250*130*5t))とをそれぞれ回転ツール(株式会社山本金属製作所製(SKD61,P908-02-0011-02))で摩擦攪拌接合(以下、「FSW」とも称する。)する際の、それぞれの被接合部材における接合中の回転ツール内部温度および荷重データを取得する。そして、人工欠陥の有無によって各種データに差異が現れるかを検証した。


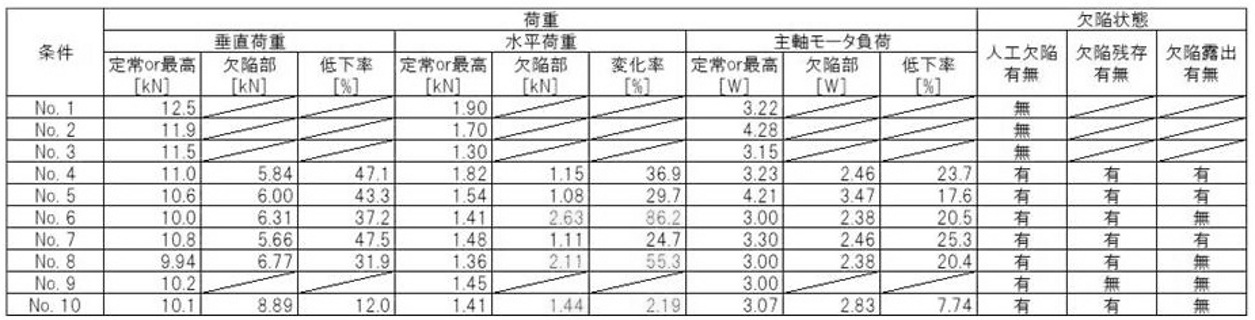
以上の結果より、適切な条件で接合できているか、また欠陥の有無を確認するためには温度に加えて荷重、特に垂直荷重のモニタリングが重要であると考えられる。
2 人工欠陥部
4 回転ツール
4a 上端
4b 下端
4c ショルダ部
4d プローブ
26 中央チャンネル
30 外縁チャンネル
32 補助チャンネル
Claims (7)
- 摩擦攪拌接合中に接合部をリアルタイムにモニタリングすることによって接合部の欠陥を検知する欠陥検知方法であって、
摩擦攪拌接合に用いる回転ツール内に配設した温度測定装置により接合中の温度変化を検出・モニタリングし、検出された温度が定常化したと判断される接合中において所定以上の温度低下が検出されたときに、その接合位置に欠陥が発生していると判定する、欠陥検知方法。 - 前記所定温度は、予め設定された非許容欠陥体積量によって低下する温度を限界低下温度として設定される、請求項1に記載の欠陥検知方法。
- 前記回転ツールは、回転軸を中心に回転自在な円筒形状のショルダ部と、該ショルダ部の下端に結合して前記回転軸と同軸に回転し下方に突出して被接合部材と接触するプローブとを有して構成され、少なくとも、前記ショルダ部の上端から前記プローブの下端近傍まで延びる中空の下端チャンネルと、前記下端チャンネルから径方向に離間し深さ位置が異なる1つ以上の中空のチャンネルと、を備え、
前記温度測定装置は、それぞれのチャンネルの下端近傍には配設された温度測定素子を有し、摩擦攪拌接合中にそれぞれの温度測定素子から温度測定手段を用いて生成された温度測定結果を外部に無線送信し、温度分布をモニタリングすることで被接合部材の欠陥の発生時期、発生位置、及び長さを決定する、請求項1又は2に記載の欠陥検知方法。 - 摩擦攪拌接合中に接合部をリアルタイムにモニタリングすることによって接合部の欠陥を検知する欠陥検知方法であって、
摩擦攪拌接合中に回転ツールに負荷される垂直荷重を検出・モニタリングし、検出された垂直荷重が定常化したと判断される接合中において急激な荷重低下が検出されたときに、その接合位置に欠陥が発生していると判定する、請求項1~3のいずれか1項に記載の欠陥検知方法。 - 請求項1~4のいずれか1項に記載の欠陥検知方法により欠陥の発生開始又は発生の予兆が検知されたときには、接合中の回転ツールの回転速度、及び/又は垂直荷重、及び/又は回転ツールの送り速度を低下させる、欠陥検知方法。
- 請求項1~5のいずれか1項に記載の欠陥検知方法により欠陥が発生していると判定されたときの少なくとも接合材料、回転ツールの回転速度、垂直荷重、回転ツールの送り速度の集積データに基づいて各接合材料における回転ツールの回転速度、垂直荷重、回転ツールの送り速度に対する欠陥発生の有無テーブルを予め作成し、該有無テーブルに基づいて欠陥発生を事前に検知する欠陥検知方法。
- 請求項1に記載の欠陥検知方法において使用する欠陥検知装置であって、
回転軸を中心に回転自在な円筒形状のショルダ部と、該ショルダ部の下端に結合して前記回転軸と同軸に回転し下方に突出して被接合部材と接触するプローブとを有する回転ツールと、
前記回転ツールの上方に連結し、該回転ツールと協動して同軸回転するツールホルダと、
前記ツールホルダの上方に連結し、前記回転ツール及び前記ツールホルダを回転軸周りに回転させ、軸線方向に移動させ、前記被接合部材を押圧する機構を有する装置本体部と、を備え、
前記回転ツールは、少なくとも
前記ショルダ部の上端から前記プローブの下端近傍まで延びる中空の下端チャンネルと、
前記下端チャンネルから径方向に離間し深さ位置が異なる1つ以上の中空のチャンネルと、を有し、
それぞれのチャンネルの下端近傍には温度測定素子が配設され、摩擦攪拌接合中にそれぞれの温度測定素子から温度測定手段を用いて生成された温度測定結果を外部送信する送信手段と、を備える、欠陥検知装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017238018 | 2017-12-12 | ||
| JP2017238018 | 2017-12-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019104061A JP2019104061A (ja) | 2019-06-27 |
| JP7190092B2 true JP7190092B2 (ja) | 2022-12-15 |
Family
ID=67061647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018232997A Active JP7190092B2 (ja) | 2017-12-12 | 2018-12-12 | 欠陥検知方法および欠陥検知装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7190092B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7701588B2 (ja) * | 2021-04-13 | 2025-07-02 | 株式会社山本金属製作所 | 摩擦攪拌接合用温度・荷重計測方法、及びこれに用いる摩擦攪拌接合用計測装置 |
| CN118023657B (zh) * | 2024-04-11 | 2024-06-07 | 四川显为智能装备有限公司 | 一种维修气刨机器人的控制方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005074451A (ja) | 2003-08-29 | 2005-03-24 | Toyota Motor Corp | 摩擦攪拌接合方法及び摩擦攪拌接合装置 |
| JP2010188390A (ja) | 2009-02-19 | 2010-09-02 | Honda Motor Co Ltd | 摩擦撹拌接合の接合制御方法 |
| JP2017035702A (ja) | 2015-08-06 | 2017-02-16 | 株式会社日立パワーソリューションズ | 摩擦攪拌接合装置および摩擦攪拌接合制御方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8544714B1 (en) * | 2012-11-15 | 2013-10-01 | Fluor Technologies Corporation | Certification of a weld produced by friction stir welding |
-
2018
- 2018-12-12 JP JP2018232997A patent/JP7190092B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005074451A (ja) | 2003-08-29 | 2005-03-24 | Toyota Motor Corp | 摩擦攪拌接合方法及び摩擦攪拌接合装置 |
| JP2010188390A (ja) | 2009-02-19 | 2010-09-02 | Honda Motor Co Ltd | 摩擦撹拌接合の接合制御方法 |
| JP2017035702A (ja) | 2015-08-06 | 2017-02-16 | 株式会社日立パワーソリューションズ | 摩擦攪拌接合装置および摩擦攪拌接合制御方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019104061A (ja) | 2019-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Trimble et al. | Force generation during friction stir welding of AA2024-T3 | |
| Silva et al. | Temperature measurements during friction stir welding | |
| Buffa et al. | Friction stir welding of lap joints: Influence of process parameters on the metallurgical and mechanical properties | |
| Fehrenbacher et al. | Measurement of tool-workpiece interface temperature distribution in friction stir welding | |
| Lambiase et al. | Forces and temperature variation during friction stir welding of aluminum alloy AA6082-T6 | |
| US8528803B2 (en) | Friction stir welding apparatus and method | |
| Lombard et al. | Optimising FSW process parameters to minimise defects and maximise fatigue life in 5083-H321 aluminium alloy | |
| Al-Roubaiy et al. | Experimental and theoretical analysis of friction stir welding of Al–Cu joints | |
| Silva-Magalhães et al. | In-situ temperature measurement in friction stir welding of thick section aluminium alloys | |
| Fehrenbacher et al. | Effects of tool–workpiece interface temperature on weld quality and quality improvements through temperature control in friction stir welding | |
| US7216793B2 (en) | Friction stir welding travel axis load control method and apparatus | |
| Forcellese et al. | Effect of process parameters on vertical forces and temperatures developed during friction stir welding of magnesium alloys | |
| Yau et al. | Temperature distribution study during the friction stir welding process of Al2024-T3 aluminum alloy | |
| De Backer et al. | Investigation of path compensation methods for robotic friction stir welding | |
| Schmale et al. | Calibration of dynamic tool–workpiece interface temperature measurement during friction stir welding | |
| Cederqvist et al. | Improved process stability during friction stir welding of 5 cm thick copper canisters through shoulder geometry and parameter studies | |
| JP7190092B2 (ja) | 欠陥検知方法および欠陥検知装置 | |
| Eslami et al. | Multi-axis force measurements of polymer friction stir welding | |
| Choi et al. | Welding parameter maps to help select power and energy consumption of friction stir welding | |
| Rajesh et al. | Numerical determination of residual stress in friction stir weld using 3D-analytical model of stir zone | |
| JP2008145344A (ja) | 微小な金属接合部位の評価方法 | |
| WO2014077812A1 (en) | Certification of a weld produced by friction stir welding | |
| JP4640548B2 (ja) | 摩擦撹拌接合方法及び装置 | |
| Medhi et al. | Thermal modelling and effect of process parameters in friction stir welding | |
| Reddy | Non-destructive analysis of FSW process and comparison with simulation and microstructural analysis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220916 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221007 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221021 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221104 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7190092 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |