JP7196006B2 - 金属箔‐cfrp積層シート - Google Patents
金属箔‐cfrp積層シート Download PDFInfo
- Publication number
- JP7196006B2 JP7196006B2 JP2019076970A JP2019076970A JP7196006B2 JP 7196006 B2 JP7196006 B2 JP 7196006B2 JP 2019076970 A JP2019076970 A JP 2019076970A JP 2019076970 A JP2019076970 A JP 2019076970A JP 7196006 B2 JP7196006 B2 JP 7196006B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- cfrp
- metal foil
- resin
- laminated sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004918 carbon fiber reinforced polymer Substances 0.000 title claims description 63
- 229910052751 metal Inorganic materials 0.000 title claims description 51
- 239000002184 metal Substances 0.000 title claims description 51
- 229920005989 resin Polymers 0.000 claims description 58
- 239000011347 resin Substances 0.000 claims description 58
- 239000000835 fiber Substances 0.000 claims description 38
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 32
- 239000004917 carbon fiber Substances 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 27
- 239000011888 foil Substances 0.000 claims description 20
- 239000011159 matrix material Substances 0.000 claims description 19
- 238000010438 heat treatment Methods 0.000 claims description 10
- 239000012790 adhesive layer Substances 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 239000011889 copper foil Substances 0.000 claims description 3
- 239000010410 layer Substances 0.000 claims 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 19
- 238000000034 method Methods 0.000 description 13
- 239000000853 adhesive Substances 0.000 description 10
- 230000001070 adhesive effect Effects 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 10
- 229910052731 fluorine Inorganic materials 0.000 description 6
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000011737 fluorine Substances 0.000 description 5
- 239000007769 metal material Substances 0.000 description 5
- 230000000704 physical effect Effects 0.000 description 5
- 238000004513 sizing Methods 0.000 description 5
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 238000005470 impregnation Methods 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920005992 thermoplastic resin Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 229920006129 ethylene fluorinated ethylene propylene Polymers 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000003475 lamination Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920006124 polyolefin elastomer Polymers 0.000 description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000005977 Ethylene Substances 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 240000006829 Ficus sundaica Species 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 125000003277 amino group Chemical group 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000012770 industrial material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229920006285 olefinic elastomer Polymers 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Description
本発明の第一実施形態について図1に基づいて説明する。なお図中、符号1で指示するものは、CFRPシートであり、符号2で指示するものは、金属箔である。符号Sで指示するものは、積層シートである。
[1]金属箔-CFRP積層シートの基本構成について
本実施形態の金属箔-CFRP積層シートの基本構成について説明する。本実施形態では、図1及び図2に示すように、CFRPシート1と金属箔2とを接着剤層を介さずに直接、融着一体化して積層シートSを構成している。またCFRPシート1には、連続繊維状の炭素繊維を長さ方向に向きを揃えて配列したUDシートを使用すると共に、UDシートの炭素繊維間に含浸させるマトリックス樹脂として金属接着性を有するフッ素系樹脂を使用している。
[2-1]炭素繊維の材料
次に上記積層シートSの各構成要素について説明する。まず本実施形態では、CFRPシート1として炭素繊維束の向きを同じ方向に揃えたUDシートを使用している。また本実施形態では、フィラメント径が3~12μm(好ましくは5~7μm)の炭素繊維を5000~50000本(好ましくは12000~24000本)束ねた炭素繊維束を使用しているが、炭素繊維の本数は炭素繊維束の太さに応じて適宜変更できる。また本実施形態では、PAN系の炭素繊維を使用しているが、ピッチ系の炭素繊維を使用することもできる。
また本実施形態では、上記炭素繊維束にアミノ基を有するサイジング剤を塗布したものを使用している。なおサイジング剤に関しては、炭素繊維束とマトリックス樹脂の結合強度を調節する役割や加工時に炭素繊維束の損傷を抑制する役割があり、好ましくはポリアミド系樹脂を使用することでCFRPシート1の曲げ強度や引張り強度を向上させることができる。なおサイジング剤としては、熱可塑性樹脂を好適に使用できるが、エポキシ樹脂系やビニルエステル樹脂系のものを使用することもできる。
また上記CFRPシート1における炭素繊維の繊維体積含有率(Vf)に関しては、炭素繊維の含有率が低過ぎると充分な機能性が得られず、また炭素繊維の含有率が高過ぎると樹脂の割合が少なくなって炭素繊維束内への樹脂の含浸性が悪化して物性低下を招くうえ、金属接着性も低下するため、Vf35%~60%の範囲内で調整するのが好ましい。また積層シートS中における繊維体積含有率(以下、「Vf」と区別するために「LVf」と呼称)に関しては、繊維体積含有率が低過ぎるとCFRPシート1に孔空きが生じ、積層シートSの厚さ方向に炭素繊維が存在しない部分が生じてしまい、また繊維体積含有率が高過ぎるとCFRPシート1の樹脂含浸性の悪い部分が発生し、その部分が起点となって金属箔2との接合強度が低下するため、LVf1%~60%の範囲内で調整するのが好ましい。
また上記CFRPシート1のマトリックス樹脂に関しては、本実施形態では、フッ素系樹脂としてTFEに基づく重合単位の割合が50~80mol%、かつ、エチレンに基づく重合単位の割合が50~80mol%のETFE(テトラフルオロエチレン・エチレン共重合体)を使用しているが、ETFE以外のEFEP等のフッ素系樹脂を使用することもできる。また上記マトリックス樹脂には、フッ素系樹脂以外の金属接着性を有するオレフィン系エラストマーやポリアミド系樹脂、これらのポリマーアロイを使用することもできる。
また上記金属箔2の材料としては、本実施形態では銅箔を使用しているが、金属材料としてはこれに限らず他の金属材料(例えば、アルミニウムや鉄、チタン、ステンレス等の材料等)を使用することもできる。また金属箔2の厚みや形状についても積層シートSの用途に応じて適宜変更することができる。
[1]繊維シート材の製造方法について
次に本実施形態の積層シートSの製造方法について説明する。まずCFRPシート1に使用する炭素繊維束の繊維シート材については、複数本の繊維束を幅方向に一定間隔で並べた後、これらの繊維束を幅広く、薄く開繊してシート状に形成している。この開繊処理に関しては、特許第4813581号公報、特許第4740131号公報や特許第5326170号公報、特許第5553074号公報等に記載されている方法を好適に採用できる。
[2-1]基本工程
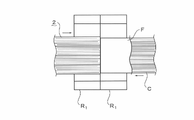
次にCFRPシート1の製造方法に関しては、上記炭素繊維束を面状に配列した繊維シート材Cの片面に、マトリックス樹脂となる樹脂フィルムFを重ね合わせた状態でこれらを加熱加圧して、溶融した樹脂フィルムFを繊維シート材Cに含浸させている。また上記樹脂フィルムFの含浸方法については、本実施形態では、繊維シート材Cの炭素繊維束同士が結合一体化される程度に半含浸させているが、繊維シート材Cの全ての炭素繊維束がマトリックス樹脂中に埋もれるように完全含浸させることもできる。
また本実施形態においては、上記樹脂フィルムFを加熱ロールR1・R1に送り出す方法として、図3に示すように、成形された樹脂フィルムFを巻出装置にセットしたボビンから送り出しロールR4により供給する方法を採用している。なおその他の方法としては、押出成形装置のTダイから樹脂フィルムを押し出し、この樹脂フィルムをフィルム冷却ロールで冷却固化した後、回転刃を備えたスリット用切断ロールとスリット用受けロールに導入して、樹脂フィルムの両端をスリットする方法を採用することもできる(図示せず)。
また本実施形態では、図3及び図4に示すように、繊維シート材Cと樹脂フィルムFを積層一体化する際に、繊維シート材C及び樹脂フィルムFよりも幅が広い金属箔2を使用している。これにより、搬送用ベルトや搬送用シートに溶融樹脂が付着し難くなりCFRPシート1を安定して製造できる。また搬送用ベルトまたは搬送用シートを使用する場合でも、各種ローラの表面に溶融樹脂が付着することを抑制できる。
2 金属箔
S 積層シート
C 繊維シート材
F 樹脂フィルム
R1 加熱ロール
R2 冷却ロール
R3 引き取りロール
R4 送り出しロール
Claims (5)
- CFRPシート(1)と金属箔(2)とが接着剤層を介さず直接、融着一体化されて成る金属箔-CFRP積層シートであって、
前記CFRPシート(1)が、連続繊維状の炭素繊維を長さ方向に向きを揃えて配列したUDシートであり、かつ、炭素繊維間に含浸させるマトリックス樹脂として、金属接着性を有する樹脂が使用されており、
CFRPシート(1)の平均厚みが5μm~50μmであることを特徴とする金属箔-CFRP積層シート。 - CFRPシート(1)と金属箔(2)とが接着剤層を介さず直接、融着一体化されて成る金属箔-CFRP積層シートであって、
前記CFRPシート(1)が、連続繊維状の炭素繊維を長さ方向に向きを揃えて配列したUDシートであり、かつ、炭素繊維間に含浸させるマトリックス樹脂として、金属接着性を有する樹脂が使用されており、
金属箔が銅箔であることを特徴とする金属箔-CFRP積層シート。 - CFRPシート(1)が、繊維シート材の片面にマトリックス樹脂となる樹脂フィルムを重ね合わせたものを加熱加圧して、溶融した前記樹脂フィルムを繊維シート材に含浸又は半含浸させて一体化したものであることを特徴とする請求項1または2に記載の金属箔-CFRP積層シート。
- CFRPシート(1)に使用される繊維シート材が薄層の開繊繊維束から成ることを特徴とする請求項1または2に記載の金属箔-CFRP積層シート。
- CFRPシート(1)と金属箔(2)とが接着剤層を介さず直接、融着一体化されて成る金属箔-CFRP積層シートであって、
前記CFRPシート(1)が、連続繊維状の炭素繊維を長さ方向に向きを揃えて配列したUDシートであり、かつ、炭素繊維間に含浸させるマトリックス樹脂として、金属接着性を有する樹脂が使用されており、
電極板に使用されることを特徴とする金属箔-CFRP積層シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076970A JP7196006B2 (ja) | 2019-04-15 | 2019-04-15 | 金属箔‐cfrp積層シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019076970A JP7196006B2 (ja) | 2019-04-15 | 2019-04-15 | 金属箔‐cfrp積層シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020175511A JP2020175511A (ja) | 2020-10-29 |
| JP7196006B2 true JP7196006B2 (ja) | 2022-12-26 |
Family
ID=72935599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019076970A Active JP7196006B2 (ja) | 2019-04-15 | 2019-04-15 | 金属箔‐cfrp積層シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7196006B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19800638B4 (de) | 1997-01-09 | 2006-11-16 | Mazda Motor Corp. | Airbagsystem für ein Fahrzeug |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114935349B (zh) * | 2022-05-31 | 2024-06-04 | 江苏大学 | 一种碳粉改性多电极cfrp智能传感结构及其制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016043526A (ja) | 2014-08-21 | 2016-04-04 | 三菱瓦斯化学株式会社 | 積層体及び積層体の製造方法 |
| JP2016088039A (ja) | 2014-11-11 | 2016-05-23 | スターライト工業株式会社 | フッ素樹脂複合シート及びフッ素樹脂フィルムの接合方法 |
| JP2016119181A (ja) | 2014-12-19 | 2016-06-30 | フクビ化学工業株式会社 | 燃料電池用セパレータ |
| WO2018182038A1 (ja) | 2017-03-31 | 2018-10-04 | 新日鉄住金化学株式会社 | 金属-繊維強化樹脂材料複合体及びその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0797465A (ja) * | 1993-08-05 | 1995-04-11 | Mitsui Toatsu Chem Inc | プリプレグ及び積層構造体 |
-
2019
- 2019-04-15 JP JP2019076970A patent/JP7196006B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016043526A (ja) | 2014-08-21 | 2016-04-04 | 三菱瓦斯化学株式会社 | 積層体及び積層体の製造方法 |
| JP2016088039A (ja) | 2014-11-11 | 2016-05-23 | スターライト工業株式会社 | フッ素樹脂複合シート及びフッ素樹脂フィルムの接合方法 |
| JP2016119181A (ja) | 2014-12-19 | 2016-06-30 | フクビ化学工業株式会社 | 燃料電池用セパレータ |
| WO2018182038A1 (ja) | 2017-03-31 | 2018-10-04 | 新日鉄住金化学株式会社 | 金属-繊維強化樹脂材料複合体及びその製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19800638B4 (de) | 1997-01-09 | 2006-11-16 | Mazda Motor Corp. | Airbagsystem für ein Fahrzeug |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020175511A (ja) | 2020-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6638131B2 (ja) | 擬似等方補強シート材及びその製造方法 | |
| KR101411169B1 (ko) | 열가소성 수지 보강 시트재, 열가소성 수지 다층 보강 시트재 및 그 제조 방법, 및 열가소성 수지 다층 보강 성형품 | |
| JP6718101B2 (ja) | 繊維強化樹脂シート材の製造方法 | |
| US10688738B2 (en) | Wind turbine blades | |
| EP2733161A1 (en) | Thermoplastic resin pre-preg, molded preform and molded composite using same, and method for producing molded preform and molded composite | |
| JP5774465B2 (ja) | 繊維強化プラスチック製テープの製造方法およびそれに用いる製造装置 | |
| JP6821922B2 (ja) | 強化繊維中に樹脂を含浸させる装置および強化繊維中に樹脂を含浸させる方法。 | |
| JP2009062474A (ja) | 成形材料、繊維強化プラスチックおよびそれらの製造方法 | |
| US11400689B2 (en) | Tape-like dry fibrous reinforcement | |
| JP6464602B2 (ja) | 積層基材の製造方法、及び積層基材 | |
| JP2009114611A (ja) | チョップド繊維束および成形材料の製造方法、成形材料、繊維強化プラスチック | |
| JP2009062648A (ja) | チョップド繊維束、成形材料、および繊維強化プラスチックの製造方法 | |
| JP2013202890A (ja) | 成形材料とその製造方法 | |
| JP2011073436A (ja) | 中間製品および中間製品複合体 | |
| JP7196006B2 (ja) | 金属箔‐cfrp積層シート | |
| KR101913494B1 (ko) | 탄소 섬유 시트 몰딩 컴파운드의 제조 방법 및 제조 장치 | |
| JP2008238809A (ja) | 積層体の製造方法 | |
| JP2005219228A (ja) | 強化繊維基材の製造方法、プリフォームの製造方法および複合材料の製造方法 | |
| JPS5914924A (ja) | プリブレグの製造方法 | |
| CN112243449B (zh) | 超薄预浸料片材及其复合材料 | |
| JP5918171B2 (ja) | Frp製織物、及びfrp製織物を用いた成形用材料、及びfrp製織物の製造方法 | |
| JP2004292604A (ja) | ストランドプリプレグの連続製造方法 | |
| JP2020082359A (ja) | 積層体の製造方法 | |
| JP6581680B2 (ja) | 樹脂含浸繊維束の製造方法 | |
| US20230340213A1 (en) | Fiber-reinforced resin sheet, fiber-reinforced composite material, and molded article |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210401 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220105 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221107 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221208 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7196006 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |