JP7201570B2 - 抵抗スポット溶接方法 - Google Patents
抵抗スポット溶接方法 Download PDFInfo
- Publication number
- JP7201570B2 JP7201570B2 JP2019209877A JP2019209877A JP7201570B2 JP 7201570 B2 JP7201570 B2 JP 7201570B2 JP 2019209877 A JP2019209877 A JP 2019209877A JP 2019209877 A JP2019209877 A JP 2019209877A JP 7201570 B2 JP7201570 B2 JP 7201570B2
- Authority
- JP
- Japan
- Prior art keywords
- energization
- welding
- current value
- nugget
- steel plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Landscapes
- Resistance Welding (AREA)
Description
1.2≦合金層の外形寸法/溶接ナゲットの外形寸法≦1.5 …(1)
となっている状態で、前記電極間の通電を停止することにより、前記初期通電と前記本通電との間に通電の停止期間であるインターバルを設けることを特徴とする。
1.2≦合金層の外形寸法/溶接ナゲットの外形寸法≦1.5 …(1)
となっている状態で、電極間の通電を停止することにより、初期通電と本通電との間に通電の停止期間であるインターバルを設けるようにしている。これにより、前記インターバルの間に溶接ナゲットが冷却されることになり、この溶接ナゲットが成形されている領域での電気抵抗値を低くすることができる。このため、その後に本通電を開始しても局部的な溶接ナゲットの拡大は抑制されて、スパッタの発生を抑制することができる。従って、本通電での溶接電流値におけるスパッタ発生限界を高くすることができ、スパッタの発生を抑制しながらも効率良く溶接ナゲットを成形することが可能になる。
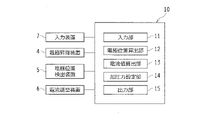
抵抗スポット溶接方法について説明する前に、この抵抗スポット溶接方法を実施するための抵抗スポット溶接装置の概略について説明する。
次に、本実施形態の特徴である抵抗スポット溶接方法について説明する。
1.2≦合金層の外形寸法/溶接ナゲットの外形寸法≦1.5 …(1)
となっている状態で、初期通電を終了させるように設定されている。
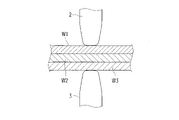
次に、前述した効果を確認するために行った実験例について説明する。この実験例では、前記インターバルを設けない場合とインターバルを設けた場合とのそれぞれについて合金層Aおよび溶接ナゲットNの形状を比較するものとした。
なお、本発明は、前記実施形態に限定されるものではなく、特許請求の範囲および該範囲と均等の範囲で包含される全ての変形や応用が可能である。
3 下部電極
6 電流調整装置
10 制御装置
13 電流値算出部
W1,W2,W3 鋼板
N 溶接ナゲット
A 合金層
Claims (1)
- 他の鋼板に対して電気抵抗値が異なる少なくとも1枚の鋼板を含む3枚以上の鋼板を互いに重ね合わせ、これら鋼板を電極によって挟持し、該電極間に、徐々に溶接電流値を高くしていく初期通電を行った後、該初期通電の通電期間における最大電流値よりも高い電流値で本通電を行うことで前記鋼板同士を溶融して接合する抵抗スポット溶接方法において、
前記初期通電により、前記各鋼板の基材を構成している鉄が溶融した後に冷却されることで成形され且つ前記初期通電の継続に伴って前記各鋼板の延在方向に平行な方向での外形寸法が拡大していく溶接ナゲットにおける当該外形寸法、および、該溶接ナゲットの外側に成形され且つ前記各鋼板の表面に存在するめっき層の構成材料を前記鉄に拡散させて両成分から決定される固相線温度を上昇させることにより生成され前記初期通電の継続に伴って前記方向での外形寸法が拡大していく合金層における当該外形寸法の関係が、以下の式(1)
1.2≦合金層の外形寸法/溶接ナゲットの外形寸法≦1.5 …(1)
となっている状態で、前記電極間の通電を停止することにより、前記初期通電と前記本通電との間に通電の停止期間であるインターバルを設けることを特徴とする抵抗スポット溶接方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019209877A JP7201570B2 (ja) | 2019-11-20 | 2019-11-20 | 抵抗スポット溶接方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019209877A JP7201570B2 (ja) | 2019-11-20 | 2019-11-20 | 抵抗スポット溶接方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021079416A JP2021079416A (ja) | 2021-05-27 |
| JP7201570B2 true JP7201570B2 (ja) | 2023-01-10 |
Family
ID=75963690
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019209877A Active JP7201570B2 (ja) | 2019-11-20 | 2019-11-20 | 抵抗スポット溶接方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7201570B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4353394A4 (en) * | 2021-07-30 | 2024-10-16 | JFE Steel Corporation | RESISTANCE SPOT WELDING PROCESS |
| MX2024004673A (es) * | 2021-11-02 | 2024-05-02 | Jfe Steel Corp | Miembro soldado por puntos por resistencia y metodo de soldadura por puntos por resistencia para el mismo. |
| JP7674600B2 (ja) * | 2022-05-24 | 2025-05-09 | トヨタ自動車株式会社 | 抵抗スポット溶接方法 |
| CN115055797B (zh) * | 2022-05-28 | 2023-10-31 | 一汽丰田汽车(成都)有限公司长春丰越分公司 | 可消除机器人电阻焊产生飞溅的方法 |
| JP7662005B2 (ja) * | 2022-09-28 | 2025-04-15 | Jfeスチール株式会社 | 抵抗スポット溶接方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003236674A (ja) | 2002-02-15 | 2003-08-26 | Mazda Motor Corp | 高張力鋼板のスポット溶接方法およびその装置 |
| JP2010247215A (ja) | 2009-04-20 | 2010-11-04 | Sumitomo Metal Ind Ltd | 高張力鋼板の抵抗溶接方法 |
| WO2014045431A1 (ja) | 2012-09-24 | 2014-03-27 | 新日鐵住金株式会社 | 継手強度に優れた高強度鋼板のスポット溶接方法 |
| WO2015049998A1 (ja) | 2013-10-04 | 2015-04-09 | Jfeスチール株式会社 | 抵抗スポット溶接方法 |
| US20160016252A1 (en) | 2014-07-16 | 2016-01-21 | Honda Motor Co., Ltd. | Method and apparatus for resistive spot welding |
| JP2018171649A (ja) | 2017-03-31 | 2018-11-08 | Jfeスチール株式会社 | 抵抗スポット溶接方法および抵抗スポット溶接の溶接条件判定方法 |
-
2019
- 2019-11-20 JP JP2019209877A patent/JP7201570B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003236674A (ja) | 2002-02-15 | 2003-08-26 | Mazda Motor Corp | 高張力鋼板のスポット溶接方法およびその装置 |
| JP2010247215A (ja) | 2009-04-20 | 2010-11-04 | Sumitomo Metal Ind Ltd | 高張力鋼板の抵抗溶接方法 |
| WO2014045431A1 (ja) | 2012-09-24 | 2014-03-27 | 新日鐵住金株式会社 | 継手強度に優れた高強度鋼板のスポット溶接方法 |
| WO2015049998A1 (ja) | 2013-10-04 | 2015-04-09 | Jfeスチール株式会社 | 抵抗スポット溶接方法 |
| US20160016252A1 (en) | 2014-07-16 | 2016-01-21 | Honda Motor Co., Ltd. | Method and apparatus for resistive spot welding |
| JP2018171649A (ja) | 2017-03-31 | 2018-11-08 | Jfeスチール株式会社 | 抵抗スポット溶接方法および抵抗スポット溶接の溶接条件判定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021079416A (ja) | 2021-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7201570B2 (ja) | 抵抗スポット溶接方法 | |
| CN108857013B (zh) | 点焊方法 | |
| US8253056B2 (en) | Resistance welding method and resistance welding apparatus | |
| CN105189014B (zh) | 电阻点焊方法 | |
| JP7242112B2 (ja) | 固相点接合方法及び固相点接合装置 | |
| US20150352658A1 (en) | Intruding feature in aluminum alloy workpiece to improve al-steel spot welding | |
| CN107000109A (zh) | 电阻点焊方法 | |
| EP3342524B1 (en) | Resistance spot welding method and method for manufacturing welded member | |
| CN107350613A (zh) | 带有涂镀层的钢工件的电阻点焊工艺方法 | |
| JP5261984B2 (ja) | 抵抗スポット溶接方法 | |
| KR102303694B1 (ko) | 저항 스폿 용접 방법 및 용접 부재의 제조 방법 | |
| JP7010720B2 (ja) | 抵抗スポット溶接方法 | |
| KR20190014073A (ko) | 저항 스폿 용접 방법 | |
| KR102622518B1 (ko) | 저항 스폿 용접 방법 및 용접 부재의 제조 방법 | |
| JP7376458B2 (ja) | 抵抗スポット溶接方法 | |
| JP5609966B2 (ja) | 抵抗スポット溶接方法 | |
| US20230311233A1 (en) | Spot welding method | |
| JP6913062B2 (ja) | 抵抗スポット溶接方法および溶接部材の製造方法 | |
| JP7201569B2 (ja) | 抵抗スポット溶接方法 | |
| JP7508031B1 (ja) | 抵抗スポット溶接方法 | |
| KR101771147B1 (ko) | 용접 전력 제어 방법과, 장치 및 용접 전력 제어 방법을 기록한 컴퓨터로 읽을 수 있는 기록 매체 | |
| JP7603462B2 (ja) | 異材接合方法 | |
| JP7677547B2 (ja) | 抵抗スポット溶接方法 | |
| CN114286734A (zh) | 电阻点焊方法以及焊接部件的制造方法 | |
| JP7674600B2 (ja) | 抵抗スポット溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211111 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221222 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7201570 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |