JP7202121B2 - Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 - Google Patents
Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 Download PDFInfo
- Publication number
- JP7202121B2 JP7202121B2 JP2018182691A JP2018182691A JP7202121B2 JP 7202121 B2 JP7202121 B2 JP 7202121B2 JP 2018182691 A JP2018182691 A JP 2018182691A JP 2018182691 A JP2018182691 A JP 2018182691A JP 7202121 B2 JP7202121 B2 JP 7202121B2
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- copper alloy
- phase particles
- particle
- aging treatment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C9/00—Alloys based on copper
- C22C9/06—Alloys based on copper with nickel or cobalt as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/08—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of copper or alloys based thereon
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Conductive Materials (AREA)
Description
例えば、特許文献1には、所定量のSiを含有するCu-Ni-Al系銅合金において、700~1020℃での溶体化処理と400~650℃での時効処理を施す工程により、Siを含むγ’相を平均粒径100nm以下で析出させることにより、高強度、加工性、高導電性に優れる材料を得る技術が開示されている。ただし、その加工性については「冷間加工性は、温度20℃において実施する圧延の場合は、焼鈍せずに割れなく圧延できる最大の厚さ減少率で定義し、」と記載されており(段落0017)、曲げ加工性を改善する手法の開示はない。曲げ加工と冷間圧延とでは変形挙動が異なる。上記の工程では曲げ加工性の改善は難しい。また、耐変色性の改善についても記載はない。
(a)白色調の金属外観を呈する組成域(例えばNi含有量が12.0質量%を超える組成)のCu-Ni-Al系銅合金において耐変色性を向上させるためには、Ni含有量の増大に応じてAl含有量も増大させる必要がある。
(b)そのようなNi含有量が高くAl含有量も比較的高い組成のCu-Ni-Al系銅合金において、曲げ加工性を改善するためには、粒子径が20~100nmである「微細第二相粒子」の存在量が多い金属組織とすることが極めて有効である。
(c)上記「微細第二相粒子」は強度向上にも寄与する。したがって、上記「微細第二相粒子」の存在量が十分に多い組織状態とすることが、優れた「強度-曲げ加工性バランス」を実現するために重要である。
(d)上記「微細第二相粒子」の存在量が十分に多い組織状態は、溶体化処理後に670~900℃で10~300秒保持する高温短時間の第1時効処理と、400~620℃で0.5~75時間保持する低温長時間の第2時効処理を施すことによって得られる。
本発明はこのような知見に基づいて完成したものである。
[1]質量%で、Ni:12.0%超え30.0%以下、Al:1.80~6.50%、Mg:0~0.30%、Cr:0~0.20%、Co:0~0.30%、P:0~0.10%、B:0~0.05%、Mn:0~0.20%、Sn:0~0.40%、Ti:0~0.50%、Zr:0~0.20%、Si:0~0.50%、Fe:0~0.30%、Zn:0~1.00%、残部がCuおよび不可避的不純物からなり、かつ下記(1)式を満たす化学組成を有し、板面(圧延面)に平行な観察面において、下記(A)に定義される粒子径DMが20~100nmである微細第二相粒子の個数密度が1.0×107個/mm2以上である金属組織を有する銅合金板材。
Ni/Al≦15.0 …(1)
ここで、(1)式の元素記号の箇所には質量%で表される当該元素の含有量値が代入される。
(A)ある第二相粒子について、粒子を取り囲む最小円の直径(nm)を「長径」、粒子の輪郭内に包含される最大円の直径(nm)を「短径」と呼ぶとき、(長径+短径)/2で表される値をその粒子の粒子径DMとする。
[2] 下記(B)に定義される板厚方向の平均結晶粒径が50.0μm以下である、上記[1]に記載の銅合金板材。
(B)圧延方向に垂直な断面(C断面)を観察した光学顕微鏡画像上に、板厚方向の直線を無作為に引き、その直線によって切断される結晶粒の平均切断長を板厚方向の平均結晶粒径とする。ただし、1つまたは複数の観察視野中に、同一結晶粒を重複して切断しない複数の直線を無作為に設定し、複数の直線によって切断される結晶粒の総数が100個以上となるようにする。
[3]板面(圧延面)に平行な観察面において、長径5.0μm以上の粗大第二相粒子の個数密度が5.0×103個/mm2以下である、上記[1]または[2]に記載の銅合金板材。
[4]圧延方向の引張強さが900MPa以上である上記[1]~[3]のいずれかに記載の銅合金板材。
[5]質量%で、Ni:12.0%超え30.0%以下、Al:1.80~6.50%、Mg:0~0.30%、Cr:0~0.20%、Co:0~0.30%、P:0~0.10%、B:0~0.05%、Mn:0~0.20%、Sn:0~0.40%、Ti:0~0.50%、Zr:0~0.20%、Si:0~0.50%、Fe:0~0.30%、Zn:0~1.00%、残部がCuおよび不可避的不純物からなり、かつ下記(1)式を満たす化学組成の鋳片を、1000~1150℃で加熱する工程(鋳片加熱工程)、
950℃以上での圧延率が65%以上となり、最終パスでの圧延温度が800℃以上となる条件で熱間圧延を施す工程(熱間圧延工程)、
圧延率80%以上の冷間圧延を施す工程(冷間圧延工程)、
950~1100℃で30~360秒保持する熱処理を施す工程(溶体化処理工程)、
圧延率50%以下の範囲で冷間圧延を施す工程(仕上冷間圧延工程)、
670~900℃で10~300秒保持する熱処理を施す工程(第1時効処理工程)、
400~620℃で0.5~75時間保持する熱処理を施す工程(第2時効処理工程)、
を上記の順に行うことにより、板面(圧延面)に平行な観察面において、下記(A)に定義される粒子径DMが20~100nmである微細第二相粒子の個数密度が1.0×107個/mm2以上である金属組織を得る、銅合金板材の製造方法。
Ni/Al≦15.0 …(1)
ここで、(1)式の元素記号の箇所には質量%で表される当該元素の含有量値が代入される。
(A)ある第二相粒子について、粒子を取り囲む最小円の直径(nm)を「長径」、粒子の輪郭内に包含される最大円の直径(nm)を「短径」と呼ぶとき、(長径+短径)/2で表される値をその粒子の粒子径DMとする。
[6]上記[5]に記載の製造方法において、仕上冷間圧延工程を行わず、溶体化処理工程によって得られた材料を第1時効処理工程に供する、銅合金板材の製造方法。
[7]上記[1]~[4]のいずれかに記載の銅合金板材を材料に用いた導電ばね部材。
板面(圧延面)を下記条件で電解研磨して、観察面を作製する。
・電解液:リン酸40質量%、純水60質量%のリン酸水溶液
・液温:20℃
・電圧:20V
・電解時間:15秒
得られた観察面について、FE-SEM(電界放出形走査電子顕微鏡)により倍率15万倍で領域が重複しない10以上の無作為に選んだ視野を観察し、各視野の観察画像において、粒子の輪郭全体が見えている粒子のうち上記(A)に従う粒子径DMが20~100nmである第二相粒子の数をカウントし、観察した全視野での前記カウント数の合計NTOTALを観察視野の総面積で除した値を、1mm2あたりの個数に換算し、これを微細第二相粒子の個数密度(個/mm2)とする。
板面(圧延面)を電解研磨してCu素地のみを溶解させて、第二相粒子を露出させた観察面を調製し、その観察面をSEM(走査型電子顕微鏡)により観察し、SEM画像上に観測される長径5.0μm以上の第二相粒子の総個数を観察総面積(mm2)で除した値を、粗大第二相粒子の粒子個数密度(個/mm2)とする。観察総面積は、無作為に設定した重複しない複数の観察視野により合計0.1mm2以上とする。観察視野から一部がはみ出している第二相粒子は、観察視野内に現れている部分の長径が5.0μm以上であればカウント対象とする。
圧延率(%)=(t0-t1)/t0×100 …(2)
本発明では、Cu-Ni-Al系銅合金を対象とする。以下、合金成分に関する「%」は、特に断らない限り「質量%」を意味する。
Ni/Al≦15.00 …(1)
Ni/Al≦11.00 …(1)’
ここで、(1)式、(1)’式の元素記号の箇所には質量%で表される当該元素の含有量値が代入される。
一方、Al含有量が過大になると熱間加工性が悪くなる。Al含有量は6.50%以下に制限される。
本明細書では、下記(A)に従う粒子径DMが20~100nmである第二相粒子を「微細第二相粒子」と呼んでいる。また、微細第二相粒子よりも更に粒子径の小さい第二相粒子を「極微細第二相粒子」と言うことがある。
(A)ある第二相粒子について、粒子を取り囲む最小円の直径(nm)を「長径」、粒子の輪郭内に包含される最大円の直径(nm)を「短径」と呼ぶとき、(長径+短径)/2で表される値をその粒子の粒子径DMとする。
長径(粒子を取り囲む最小円の直径)が5.0μm以上の第二相粒子を本明細書では「粗大第二相粒子」と呼ぶ。粗大第二相粒子はNi-Al系の金属間化合物を主体とするものであることから、粗大第二相粒子の存在量が多い金属組織である場合は、本発明において重要である微細第二相粒子の析出に必要なNi、Alが粗大第二相粒子として多量に消費されている。したがって、粗大第二相粒子の存在量が多いと、微細第二相粒子の存在量を十分に確保することが難しくなる。また、粗大第二相粒子は曲げ加工性にも悪影響を及ぼすことがある。種々検討の結果、板面(圧延面)に平行な観察面において、長径5.0μm以上の粗大第二相粒子の個数密度が5.0×103個/mm2以下に抑えられていることが好ましい。なお、上述の化学組成範囲において、微細第二相粒子の個数密度が1.0×107個/mm2以上である板材を得るための後述の製造方法に従えば、粗大第二相粒子の個数密度を5.0×103個/mm2以下に調整することができる。
小型化が要求される導電ばね部材への適用を考慮すると、圧延方向の引張強さが900MPa以上であることが望ましい。1000MPaより高い引張強さであることがより好ましく、1100MPa以上の引張強さに調整することもできる。過剰な高強度化は、冷間圧延工程での負荷の増大を伴い、生産性低下を招く。また、良好な「強度-曲げ加工性バランス」を維持するうえでも不利となる。圧延方向の引張強さが1300MPa以下となる範囲で強度レベルを調整することが好ましい。また、板面のビッカース硬さは、JIS Z2244:2009に基づく硬さ記号HV100において、270HV以上であることが好ましく、300HV以上であることがより好ましい。上述の過剰な高強度化による弊害を考慮すると、400HV以下の範囲で調整すればよい。
圧延方向に垂直な断面(C断面)における板厚方向の平均結晶粒径が小さいことも、良好な「強度-曲げ加工性バランス」を実現する上で有利となる。具体的には下記(B)により定義される平均結晶粒径が50.0μm以下である組織状態であることが望ましい。
(B)圧延方向に垂直な断面(C断面)を観察した光学顕微鏡画像上に、板厚方向の直線を無作為に引き、その直線によって切断される結晶粒の平均切断長を板厚方向の平均結晶粒径とする。ただし、1つまたは複数の観察視野中に、同一結晶粒を重複して切断しない複数の直線を無作為に設定し、複数の直線によって切断される結晶粒の総数が100個以上となるようにする。
以上説明した銅合金板材は、例えば以下のような製造工程により作ることができる。
溶解・鋳造→鋳片加熱→熱間圧延→冷間圧延→(中間焼鈍→冷間圧延)→溶体化処理→(仕上冷間圧延)→第1時効処理→第2時効処理
なお、上記工程中には記載していないが、熱間圧延後には必要に応じて面削が行われ、各熱処理後には必要に応じて酸洗、研磨、あるいは更に脱脂が行われる。以下、各工程について説明する。
連続鋳造、半連続鋳造等により鋳片を製造すればよい。
鋳片を1000~1150℃で加熱保持する。この加熱は熱間圧延時の鋳片加熱工程を利用して実施することができる。一般的にCu-Ni-Al系銅合金の鋳片加熱は950℃以下の温度で行われており、諸特性が良好な高強度材を得る上で、それより高温で加熱する必要性は生じていなかった。しかし、本発明ではNiおよびAlの含有量が高い組成域において良好な「強度-曲げ加工性バランス」を実現させるために、微細第二相粒子の存在量を十分に確保する必要がある。そのためには、鋳片を上記の高温に加熱することにより、鋳造組織中に存在する粗大な第二相をできるだけ固溶させておくことが有効となる。1150℃を超えると鋳造組織中の融点が低い部分が脆弱となり、熱間圧延で割れが生じる恐れがある。上記温度範囲での加熱保持時間は2時間以上とすることがより効果的である。経済性を考慮し、上記温度域での鋳片加熱時間は5時間以下の範囲で設定することが望ましい。
熱間圧延では、Cu-Ni-Al系銅合金の一般的な熱間圧延温度よりも高めの温度で十分な圧延率を稼ぐことが重要である。具体的には、950℃以上の温度域での圧延率を65%以上とし、最終パスの圧延温度を800℃以上とする。各圧延パスの温度は、その圧延パスでワークロールから出た直後の材料の表面温度によって表すことができる。「950℃以上の温度域での圧延率」は、熱間圧延前の板厚をt0(mm)とし、圧延温度が950℃以上である最後の圧延パスによって得られた板厚をt1(mm)として、これらを下記(2)式に代入することによって定まる。
圧延率(%)=(t0-t1)/t0×100 …(2)
溶体化処理の前に、冷間圧延を施し、板厚を調整しておく。必要に応じて「中間焼鈍→冷間圧延」の工程を1回または複数回加えてもよい。溶体化処理前に行う冷間圧延での圧延率(中間焼鈍を行う場合は最後の中間焼鈍後の冷間圧延での圧延率)は例えば80%以上とすることができる。圧延率の上限は、ミルの能力に応じて、例えば99.5%以下の範囲で設定すればよい。
溶体化処理は、時効処理前にNi-Al系の第二相を十分に固溶させること(溶体化)が主目的である。本発明では一般的なCu-Ni-Al系銅合金の溶体化処理温度(800~900℃程度)よりも高温に加熱する。具体的には、950~1100℃の温度域に材料が保持される時間を30~360秒とする。このような高温域に加熱すると、保持時間が上記のように短くても、第二相を十分に固溶させることができる。ただし、上述の鋳片加熱工程で鋳造組織中の粗大な第二相の消失化を図っておくことが必要である。また、発明者らの研究によれば、本発明で対象とするようなNi、Alの含有量が高い化学組成のCu-Ni-Al系銅合金では、十分に溶体化させた組織状態としてあれば、従来一般的なCu-Ni-Al系銅合金の溶体化処理温度域と重なる700~900℃の温度でも、第二相粒子の析出が結晶粒内で起こり(後述の第1時効処理)、この現象を利用することにより最終的に微細第二相粒子の存在量を増大させることが可能になることがわかった。したがって、950℃以上での高温の溶体化処理は、本発明で対象とする化学組成のCu-Ni-Al系銅合金板材の「強度-曲げ加工性バランス」を向上させるために極めて有効である。
板厚調整や、時効析出の駆動力となる格子歪を付与する目的などから、必要に応じて溶体化処理後の段階で最終的な冷間圧延を施すことができる。ただし、この冷間圧延では、圧延率が大きすぎると、時効処理時に結晶粒内で析出物の核発生サイトが非常に多くなり、微細第二相粒子にまで成長しきれない極微細第二相粒子の割合が多い組織状態となりやすい。その場合、強度は高くなるが、曲げ加工性は悪くなる。種々検討の結果、溶体化処理後に冷間圧延を行う場合には、その圧延率を50%以下に制限する必要があり、40%以下とすることがより好ましい。また、格子歪を十分に付与するためには、5%以上の圧延率を確保することがより効果的である。
時効処理は、高温短時間の第1時効処理と、低温長時間の第2時効処理によって行う。第1時効処理では、670~900℃の温度域に材料が保持される時間を10~300秒とする。この温度域は従来一般的なCu-Ni-Al系銅合金の溶体化処理温度と重なる。しかし、本発明ではNi、Alの含有量が高いCu-Ni-Al系銅合金を対象としており、かつ上述のように高温で十分に溶体化された組織状態で670~900℃の温度域に保持するので、結晶粒内にNi-Al系第二相析出物の核が多く形成される。そして、保持時間を上記の範囲とすることによって、結晶粒内に、成長途中の段階にある極微細第二相粒子が分散した組織状態が得られる。その結果、第2時効処理では、微細第二相粒子にまで成長した析出物が結晶粒内に大量に形成されるとともに、粒界反応型の不連続析出物の形成が起こりにくくなって新たな極微細第二相の析出が進行する。
次いで第2時効処理を行う。第2時効処理では、第1時効処理で生成させた析出物を成長させる。時効条件は、目標とする強度レベルに応じて、400~620℃、0.5~75時間の範囲で設定することができる。第1時効処理を経て既に結晶粒内に析出物が生じている場合には、上記時効条件で粒界反応型の不連続析出物が生じにくい。そのことも、曲げ加工性の低下防止に有利となる。
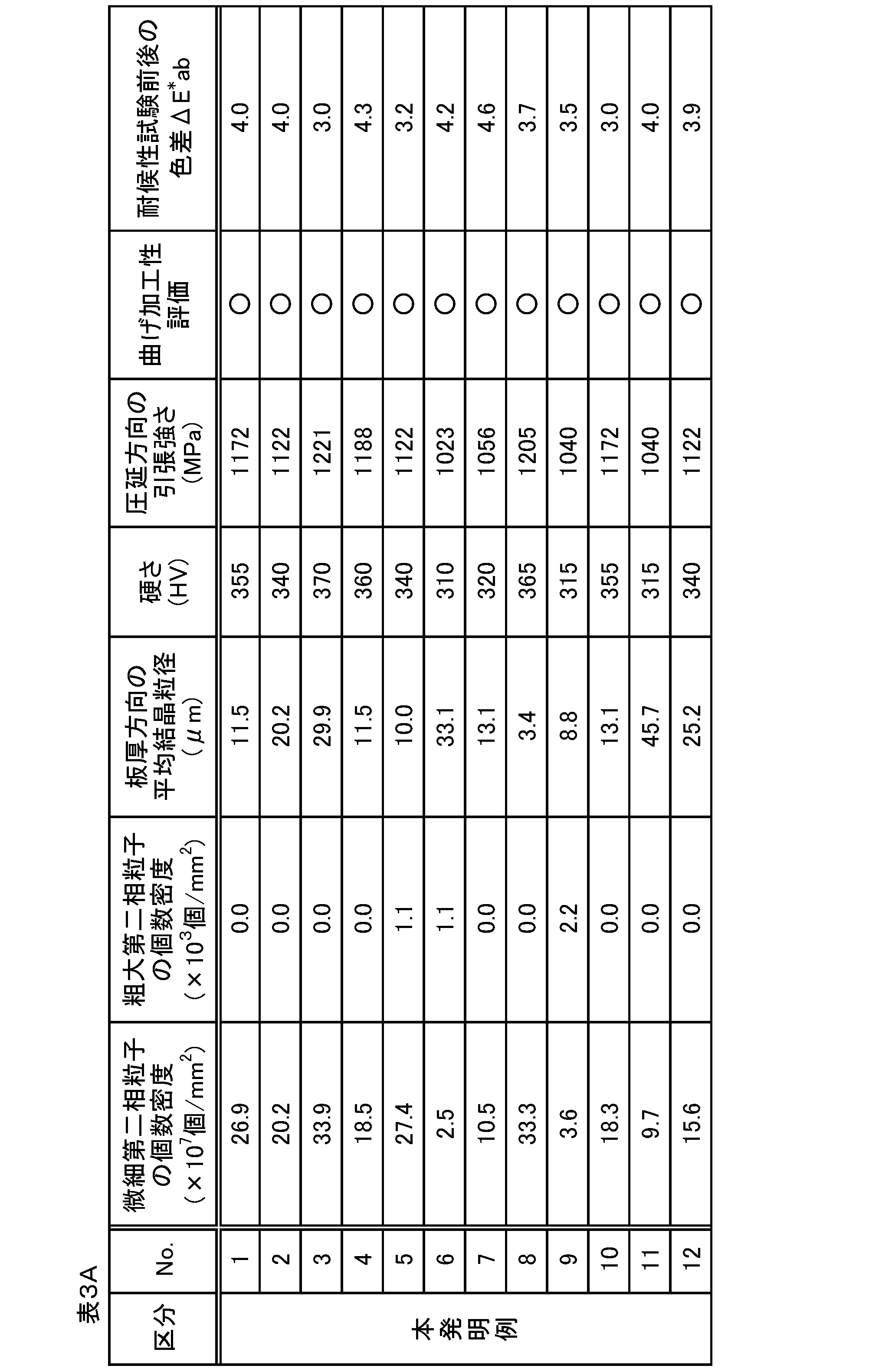
(微細第二相粒子の個数密度)
前掲の「微細第二相粒子の個数密度の求め方」に従い、FE-SEM(日本電子株式会社製;JSM-7001)を用いた観察により粒子径DMが20~100nmである微細第二相粒子の個数密度(個/mm2)を求めた。
参考のため、実施例1で得られた板材について微細第二相粒子を倍率15万倍で観察したFE-SEM写真を図1に示す。
前掲の「粗大第二相粒子の個数密度の求め方」に従い、板面(圧延面)を電解研磨した観察面をFE-SEMにより観察し、長径5.0μm以上の粗大第二相粒子の個数密度を求めた。観察面調製のための電解研磨液として蒸留水、リン酸、エタノール、2-プロパノールを10:5:5:1で混合した液を使用した。電解研磨は、BUEHLER社製の電解研磨装置(ELECTROPOLISHER POWER SUPPLUY、ELECTROPOLISHER CELL MODULE)を用いて、液温20℃、電圧15V、時間20秒の条件で行った。
圧延方向に垂直な断面(C断面)をエッチングして結晶粒界を現出させた観察面をFE-SEMで観察し、前記(B)に定義される板厚方向の平均結晶粒径を求めた。
板面のビッカース硬さ(JIS Z2244:2009のHV100)を測定した。高強度の導電ばね部材用途を想定し、270HV以上のものを合格と判定した。
各供試材から圧延方向(LD)の引張試験片(JIS 5号)を採取し、試験数n=3でJIS Z2241に基づく引張試験行い、引張強さを測定した。n=3の平均値を当該供試材の成績値とした。高強度の導電ばね部材用途を考慮し、引張強さが900Pa以上のものを合格と判定した。
JIS H3110:2012に記載の方法で曲げ軸が圧延平行方向(B.W.)となる場合の90°W曲げ試験を行った。割れが発生しない最小曲げ半径MBRと板厚tとの比MBR/tを求めた。Ni、Al含有量の高いCu-Ni-Al系銅合金の強度レベルを上述のように高めた板材を導電ばね部材に加工する場合を想定し、MBR/tが1.5以下であるものを○(曲げ加工性;良好)、それ以外を×(曲げ加工性;不十分)と評価し、○評価を合格と判定した。
供試材から幅10mm×長さ65mmのサンプルを採取し、板面(圧延面)を番手1200(JIS R6010:2000に規定される粒度P1200)の研磨紙による乾式研磨仕上として、耐候性試験片を作製した。耐候性試験は、試験片を温度50℃、相対湿度95%の雰囲気中に24時間暴露する方法で行った。耐候性試験の前および後の試験片表面について、それぞれL*a*b*を測定し、JIS Z8730:2009に規定されるL*a*b*表示色による色差ΔE* abを求めた。この色差ΔE* abが5.0未満であるものは導電ばね部材として良好な耐変色性を有すると判断できる。したがって、色差ΔE* abが5.0未満であるものを合格(耐変色性;良好)と判定した。なお、参考のため、無酸素銅(C1020)、70-30黄銅(C2600)、ネーバル黄銅(C4622)の各板材についても同条件で耐候性試験を実施した。その結果、色差ΔE* abは、無酸素銅が11.0、70-30黄銅が10.5、ネーバル黄銅が10.7であった。
これらの調査結果を表3A、表3Bに示す。




No.32は溶体化処理温度が低かったので第二相の消失化(固溶化)が不十分となり、粗大第二相粒子の残存量が多い金属組織となった。その結果、微細第二相粒子の個数密度を十分に確保することができず、曲げ加工性が悪かった。
No.33は鋳片加熱温度が高すぎたので、熱間圧延中に融点に近い脆弱な部分で割れが生じ、その後の工程に進めることができず、実験を中止した。
No.34は鋳片加熱時間が短かったので鋳造組織中の粗大なNi-Al系第二相の分解が不十分となり、溶体化処理温度を1125℃と高く設定しても第二相の消失化(固溶化)が困難であった。その結果、粗大第二相粒子の残存量が多くなって微細第二相粒子の個数密度を十分に確保することができず、曲げ加工性が悪かった。
No.35は熱間圧延の最終パス温度を低く設定し、また溶体化処理の時間を長く設定した例である。この場合も粗大第二相粒子の残存量が多くなって微細第二相粒子の個数密度を十分に確保することができず、曲げ加工性が悪かった。
No.37は合金のNi含有量が低いため、耐変色性に劣った。
No.39は合金のAl含有量が低い例である。この場合、Ni-Al系析出物の生成量を十分に確保するためのAl量が不足し、微細第二相粒子の存在量が少なかったので曲げ加工性が悪かった。また、極微細第二相粒子の析出量も少なかったと考えられ、強度レベルも低かった。さらに、耐変色性にも劣った。
No.41は溶体化処理後の冷間圧延率が高すぎたので時効処理時に結晶粒内で析出物の核発生サイトが非常に多くなり、微細第二相粒子にまで成長しきれない極微細第二相粒子の割合が多い組織状態になった。この場合、強度レベルは高くなったが、微細第二相粒子の存在量が少なくなって曲げ加工性が悪かった。
No.42は950℃以上での熱間圧延率が低かったので、鋳造組織中の粗大なNi-Al系第二相の分解が不十分となり、粗大第二相粒子の残存量が多い金属組織となった。その結果、微細第二相粒子の個数密度を十分に確保することができず、曲げ加工性が悪かった。
No.43は第1時効処理の温度が高かったので、第1時効処理での析出が十分に起こらなかった。この場合、第1時効処理の効果が得られなかったので微細第二相粒子の存在量が少なくなり、曲げ加工性が悪かった。
No.44は第2時効処理の温度が高かったので、第2時効処理において第1時効処理で生じた析出物の多くが100nmを超える大きさに成長し、細第二相粒子の存在量が少なかった。その結果、曲げ加工性が悪かった。
No.45は第1時効処理の温度が低かったので析出サイトの数が減って、最終的に微細第二相粒子の存在量を十分に確保することができなかった。その結果、曲げ加工性が悪かった。
No.46は第2時効処理の温度が低かったので極微細第二相粒子の析出量が少なくなったと考えられ、強度レベルが低かった。また、微細第二相粒子への成長も不十分となり、細第二相粒子の存在量が少なく、曲げ加工性が悪かった。
No.47は第1時効処理の時間が長かったので最終的に粒子径が100nmを超える大きさに成長した第二相粒子が多くなり、20~100nmの微細第二相粒子の存在量を十分に確保することができなかった。その結果、曲げ加工性が悪かった。
No.48は第1時効処理の時間が短かったので第1時効処理での析出が十分に進行しなかった。この場合、第1時効処理の効果が不十分であったので微細第二相粒子の存在量が少なくなり、曲げ加工性が悪かった。
No.49は第2時効処理の時間が短かったので極微細第二相粒子の析出量が少なくなったと考えられ、強度レベルが低かった。また、微細第二相粒子への成長も不十分となり、細第二相粒子の存在量が少なく、曲げ加工性が悪かった。
Claims (7)
- 質量%で、Ni:12.0%超え30.0%以下、Al:1.80~6.50%、Mg:0~0.30%、Cr:0~0.20%、Co:0~0.30%、P:0~0.10%、B:0~0.05%、Mn:0~0.20%、Sn:0~0.40%、Ti:0~0.50%、Zr:0~0.20%、Si:0~0.50%、Fe:0~0.30%、Zn:0~1.00%であり、前記元素のうちMg、Cr、Co、P、B、Mn、Sn、Ti、Zr、Si、FeおよびZnの合計含有量が1.0%以下であり、残部がCuおよび不可避的不純物からなり、かつ下記(1)式を満たす化学組成を有し、板面(圧延面)に平行な観察面において、下記(A)に定義される粒子径DMが20~100nmである微細第二相粒子の個数密度が1.0×107個/mm2以上である金属組織を有する銅合金板材。
Ni/Al≦15.0 …(1)
ここで、(1)式の元素記号の箇所には質量%で表される当該元素の含有量値が代入される。
(A)ある第二相粒子について、粒子を取り囲む最小円の直径(nm)を「長径」、粒子の輪郭内に包含される最大円の直径(nm)を「短径」と呼ぶとき、(長径+短径)/2で表される値をその粒子の粒子径DMとする。 - 下記(B)に定義される板厚方向の平均結晶粒径が50.0μm以下である、請求項1に記載の銅合金板材。
(B)圧延方向に垂直な断面(C断面)を観察した光学顕微鏡画像上に、板厚方向の直線を無作為に引き、その直線によって切断される結晶粒の平均切断長を板厚方向の平均結晶粒径とする。ただし、1つまたは複数の観察視野中に、同一結晶粒を重複して切断しない複数の直線を無作為に設定し、複数の直線によって切断される結晶粒の総数が100個以上となるようにする。 - 板面(圧延面)に平行な観察面において、長径5.0μm以上の粗大第二相粒子の個数密度が5.0×103個/mm2以下である、請求項1または2に記載の銅合金板材。
- 圧延方向の引張強さが900MPa以上である請求項1~3のいずれか1項に記載の銅合金板材。
- 質量%で、Ni:12.0%超え30.0%以下、Al:1.80~6.50%、Mg:0~0.30%、Cr:0~0.20%、Co:0~0.30%、P:0~0.10%、B:0~0.05%、Mn:0~0.20%、Sn:0~0.40%、Ti:0~0.50%、Zr:0~0.20%、Si:0~0.50%、Fe:0~0.30%、Zn:0~1.00%であり、前記元素のうちMg、Cr、Co、P、B、Mn、Sn、Ti、Zr、Si、FeおよびZnの合計含有量が1.0%以下であり、残部がCuおよび不可避的不純物からなり、かつ下記(1)式を満たす化学組成の鋳片を、1000~1150℃で加熱する工程(鋳片加熱工程)、
950℃以上での圧延率が65%以上となり、最終パスでの圧延温度が800℃以上となる条件で熱間圧延を施す工程(熱間圧延工程)、
圧延率80%以上の冷間圧延を施す工程(冷間圧延工程)、
950~1100℃で30~360秒保持する熱処理を施す工程(溶体化処理工程)、
圧延率50%以下の範囲で冷間圧延を施す工程(仕上冷間圧延工程)、
670~900℃で10~300秒保持する熱処理を施す工程(第1時効処理工程)、
400~620℃で0.5~75時間保持する熱処理を施す工程(第2時効処理工程)、
を上記の順に行うことにより、板面(圧延面)に平行な観察面において、下記(A)に定義される粒子径DMが20~100nmである微細第二相粒子の個数密度が1.0×107個/mm2以上である金属組織を得る、銅合金板材の製造方法。
Ni/Al≦15.0 …(1)
ここで、(1)式の元素記号の箇所には質量%で表される当該元素の含有量値が代入される。
(A)ある第二相粒子について、粒子を取り囲む最小円の直径(nm)を「長径」、粒子の輪郭内に包含される最大円の直径(nm)を「短径」と呼ぶとき、(長径+短径)/2で表される値をその粒子の粒子径DMとする。 - 請求項5に記載の製造方法において、仕上冷間圧延工程を行わず、溶体化処理工程によって得られた材料を第1時効処理工程に供する、銅合金板材の製造方法。
- 請求項1~4のいずれか1項に記載の銅合金板材を材料に用いた導電ばね部材。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018182691A JP7202121B2 (ja) | 2018-09-27 | 2018-09-27 | Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 |
| KR1020217012538A KR102771836B1 (ko) | 2018-09-27 | 2019-08-20 | Cu-Ni-Al계 구리 합금 판재 및 이의 제조방법 및 도전 스프링 부재 |
| EP19864406.4A EP3859022B1 (en) | 2018-09-27 | 2019-08-20 | Cu-ni-al-based copper alloy sheet, method for producing same, and conductive spring member |
| CN201980062282.9A CN112739838B (zh) | 2018-09-27 | 2019-08-20 | Cu-Ni-Al系铜合金板材及其制造方法和导电弹簧构件 |
| PCT/JP2019/032505 WO2020066371A1 (ja) | 2018-09-27 | 2019-08-20 | Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 |
| US17/270,132 US11946129B2 (en) | 2018-09-27 | 2019-08-20 | Cu—Ni—Al based copper alloy sheet material, method for producing same, and conductive spring member |
| TW108131887A TWI725536B (zh) | 2018-09-27 | 2019-09-04 | Cu-Ni-Al系銅合金板材及其製造方法以及導電彈簧構件 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018182691A JP7202121B2 (ja) | 2018-09-27 | 2018-09-27 | Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020050923A JP2020050923A (ja) | 2020-04-02 |
| JP7202121B2 true JP7202121B2 (ja) | 2023-01-11 |
Family
ID=69950429
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018182691A Active JP7202121B2 (ja) | 2018-09-27 | 2018-09-27 | Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11946129B2 (ja) |
| EP (1) | EP3859022B1 (ja) |
| JP (1) | JP7202121B2 (ja) |
| KR (1) | KR102771836B1 (ja) |
| CN (1) | CN112739838B (ja) |
| TW (1) | TWI725536B (ja) |
| WO (1) | WO2020066371A1 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230265543A1 (en) * | 2020-07-29 | 2023-08-24 | Dowa Metaltech Co., Ltd. | Cu-Ni-Al-BASED COPPER ALLOY PLATE MATERIAL, METHOD FOR MANUFACTURING SAME, AND ELECTROCONDUCTIVE SPRING MEMBER |
| JP7534883B2 (ja) * | 2020-07-29 | 2024-08-15 | Dowaメタルテック株式会社 | Cu-Ni-Al系銅合金板材、その製造方法および導電ばね部材 |
| DE102020007257A1 (de) * | 2020-11-27 | 2022-06-02 | Wieland-Werke Aktiengesellschaft | Kupfer-Nickel-Guss-Legierung |
| JP7594923B2 (ja) * | 2021-01-28 | 2024-12-05 | Dowaメタルテック株式会社 | Cu-Ni-Al系銅合金板材、その製造方法および導電ばね部材 |
| CN113231465B (zh) * | 2021-05-13 | 2022-05-13 | 太原理工大学 | 一种大尺寸Ni-Ni3Al-NiAl层状结构复合板的制备方法 |
| EP4253579B1 (en) * | 2022-03-30 | 2025-01-15 | Dowa Metaltech Co., Ltd | Cu-ti-based copper alloy sheet material, method for producing the same, electric current carrying component, and heat radiation component |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012081573A1 (ja) | 2010-12-13 | 2012-06-21 | 国立大学法人東北大学 | 銅合金及び銅合金の製造方法 |
| CN103509970A (zh) | 2013-08-16 | 2014-01-15 | 中国船舶重工集团公司第七二五研究所 | 一种铜镍铝硅弹性合金及其制备方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA1096756A (en) * | 1976-02-06 | 1981-03-03 | Olin Corporation | High strength copper base alloy and preparation thereof |
| JPH01149946A (ja) * | 1987-12-04 | 1989-06-13 | Dowa Mining Co Ltd | 銅合金の製造方法 |
| JPH01198440A (ja) * | 1988-02-01 | 1989-08-10 | Furukawa Electric Co Ltd:The | 高力電気電子機器用銅合金 |
| JPH03130350A (ja) * | 1989-10-13 | 1991-06-04 | Kobe Steel Ltd | 曲げ加工性に優れる高力銅合金の製造方法 |
| JP2594250B2 (ja) * | 1992-05-13 | 1997-03-26 | 同和鉱業株式会社 | コネクタ用銅基合金およびその製造法 |
| JP2743342B2 (ja) | 1992-05-21 | 1998-04-22 | 同和鉱業株式会社 | コネクタ用銅基合金およびその製造法 |
| JP3410125B2 (ja) | 1992-10-19 | 2003-05-26 | 同和鉱業株式会社 | 高強度銅基合金の製造方法 |
| CN101124345B (zh) * | 2005-03-02 | 2011-02-09 | 古河电气工业株式会社 | 铜合金及其制造方法 |
| JP2008266787A (ja) * | 2007-03-28 | 2008-11-06 | Furukawa Electric Co Ltd:The | 銅合金材およびその製造方法 |
| US9476474B2 (en) * | 2010-12-13 | 2016-10-25 | Nippon Seisen Co., Ltd. | Copper alloy wire and copper alloy spring |
| KR101715532B1 (ko) * | 2012-07-26 | 2017-03-10 | 엔지케이 인슐레이터 엘티디 | 구리 합금 및 그의 제조 방법 |
| JP5647703B2 (ja) * | 2013-02-14 | 2015-01-07 | Dowaメタルテック株式会社 | 高強度Cu−Ni−Co−Si系銅合金板材およびその製造法並びに通電部品 |
| JP6155405B2 (ja) * | 2015-04-24 | 2017-06-28 | 古河電気工業株式会社 | 銅合金材料およびその製造方法 |
| CN105525135B (zh) * | 2015-12-16 | 2018-01-19 | 江西理工大学 | 一种高强低各向异性指数的Cu‑Ni‑Si系合金及其制备工艺 |
| JP6869119B2 (ja) | 2017-06-14 | 2021-05-12 | Dowaメタルテック株式会社 | Cu−Ni−Al系銅合金板材および製造方法並びに導電ばね部材 |
-
2018
- 2018-09-27 JP JP2018182691A patent/JP7202121B2/ja active Active
-
2019
- 2019-08-20 KR KR1020217012538A patent/KR102771836B1/ko active Active
- 2019-08-20 WO PCT/JP2019/032505 patent/WO2020066371A1/ja not_active Ceased
- 2019-08-20 US US17/270,132 patent/US11946129B2/en active Active
- 2019-08-20 CN CN201980062282.9A patent/CN112739838B/zh active Active
- 2019-08-20 EP EP19864406.4A patent/EP3859022B1/en active Active
- 2019-09-04 TW TW108131887A patent/TWI725536B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012081573A1 (ja) | 2010-12-13 | 2012-06-21 | 国立大学法人東北大学 | 銅合金及び銅合金の製造方法 |
| CN103509970A (zh) | 2013-08-16 | 2014-01-15 | 中国船舶重工集团公司第七二五研究所 | 一种铜镍铝硅弹性合金及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202024360A (zh) | 2020-07-01 |
| TWI725536B (zh) | 2021-04-21 |
| CN112739838B (zh) | 2022-08-02 |
| US11946129B2 (en) | 2024-04-02 |
| WO2020066371A1 (ja) | 2020-04-02 |
| US20210238724A1 (en) | 2021-08-05 |
| EP3859022A4 (en) | 2022-07-27 |
| EP3859022A1 (en) | 2021-08-04 |
| KR102771836B1 (ko) | 2025-02-26 |
| KR20210064348A (ko) | 2021-06-02 |
| CN112739838A (zh) | 2021-04-30 |
| JP2020050923A (ja) | 2020-04-02 |
| EP3859022B1 (en) | 2024-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7202121B2 (ja) | Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 | |
| JP6154565B1 (ja) | Cu−Ni−Si系銅合金板材および製造法 | |
| JP7181768B2 (ja) | 高ヤング率Cu-Ni-Al系銅合金板材およびその製造方法並びに導電ばね部材 | |
| US9412482B2 (en) | Cu-Ni-Co-Si based copper alloy sheet material and method for producing the same | |
| JP4761586B1 (ja) | 高強度チタン銅板及びその製造方法 | |
| JP5156317B2 (ja) | 銅合金板材およびその製造法 | |
| JP2009242890A (ja) | 電子材料用Cu−Ni−Si−Co系銅合金及びその製造方法 | |
| JP6368518B2 (ja) | Cu−Ti系銅合金板材およびその製造方法並びに通電部品 | |
| JP6317967B2 (ja) | Cu−Ni−Co−Si系銅合金板材およびその製造方法並びに通電部品 | |
| JP6869119B2 (ja) | Cu−Ni−Al系銅合金板材および製造方法並びに導電ばね部材 | |
| JP2022027545A (ja) | Cu-Ni-Al系銅合金板材、その製造方法および導電ばね部材 | |
| JP6696770B2 (ja) | 銅合金板材及びコネクタ | |
| CN110506132A (zh) | Cu-Co-Si系铜合金板材和制造方法以及使用了该板材的部件 | |
| JP4191159B2 (ja) | プレス加工性に優れたチタン銅 | |
| JP2005029857A (ja) | 延性に優れた高力高導電性銅合金 | |
| JP5555154B2 (ja) | 電気・電子部品用銅合金およびその製造方法 | |
| JP7534883B2 (ja) | Cu-Ni-Al系銅合金板材、その製造方法および導電ばね部材 | |
| TWI913296B (zh) | Cu-Ni-Al系銅合金板材、其製造方法以及導電彈簧構件 | |
| JP6310131B1 (ja) | 電子部品用チタン銅 | |
| TW202338108A (zh) | Cu-Ti系銅合金板材、其製造方法、通電零件及散熱零件 | |
| CN116397130A (zh) | Cu-[Ni,Co]-Si系铜合金板材、其制造方法、通电部件及散热部件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221206 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7202121 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |