JP7247378B2 - ニッケル・コバルト合金粉末およびその製造方法 - Google Patents
ニッケル・コバルト合金粉末およびその製造方法 Download PDFInfo
- Publication number
- JP7247378B2 JP7247378B2 JP2021576077A JP2021576077A JP7247378B2 JP 7247378 B2 JP7247378 B2 JP 7247378B2 JP 2021576077 A JP2021576077 A JP 2021576077A JP 2021576077 A JP2021576077 A JP 2021576077A JP 7247378 B2 JP7247378 B2 JP 7247378B2
- Authority
- JP
- Japan
- Prior art keywords
- less
- alloy
- content
- powder
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/055—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 20% but less than 30%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/05—Metallic powder characterised by the size or surface area of the particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/06—Metallic powder characterised by the shape of the particles
- B22F1/065—Spherical particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/10—Formation of a green body
- B22F10/14—Formation of a green body by jetting of binder onto a bed of metal powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/25—Direct deposition of metal particles, e.g. direct metal deposition [DMD] or laser engineered net shaping [LENS]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/60—Treatment of workpieces or articles after build-up
- B22F10/64—Treatment of workpieces or articles after build-up by thermal means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/04—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of turbine blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/056—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being at least 10% but less than 20%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
- C22C19/057—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W with the maximum Cr content being less 10%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/07—Alloys based on nickel or cobalt based on cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
- C22C30/02—Alloys containing less than 50% by weight of each constituent containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C30/00—Alloys containing less than 50% by weight of each constituent
- C22C30/04—Alloys containing less than 50% by weight of each constituent containing tin or lead
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/10—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of nickel or cobalt or alloys based thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0824—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid with a specific atomising fluid
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0844—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid in controlled atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/082—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying atomising using a fluid
- B22F2009/0848—Melting process before atomisation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2301/00—Metallic composition of the powder or its coating
- B22F2301/15—Nickel or cobalt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2304/00—Physical aspects of the powder
- B22F2304/10—Micron size particles, i.e. above 1 micrometer up to 500 micrometer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Physics & Mathematics (AREA)
- Nanotechnology (AREA)
- Thermal Sciences (AREA)
- Plasma & Fusion (AREA)
- Crystallography & Structural Chemistry (AREA)
- Powder Metallurgy (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
Description
- 電極をVIMにより製造するプロセスステップと、
- 電極を、炉内で、応力低減および過時効のために、400~1250℃の温度範囲で10~336時間にわたる熱処理に供するプロセスステップと、
- 電極を、空気中または炉内で、寸法に応じて、特に直径に応じて、室温~1250℃未満、特に900℃未満の温度に冷却するプロセスステップと、
- 次いで、冷却された電極を、VARにより3.0~10kg/minの再溶解速度で再溶解させて、VARインゴットを製造するプロセスステップと、
- VARインゴットを、炉内で、400~1250℃の温度範囲で10~336時間にわたって熱処理するプロセスステップと、
- VARインゴットを、空気中または炉内で、寸法に応じて、特に直径に応じて、室温~1250℃未満、特に900℃未満の温度に冷却するプロセスステップと、
- VARインゴットを再度、3.0~10kg/minの再溶解速度で再溶解するプロセスステップと、
- 再溶解されたVARインゴットを、400~1250℃の温度範囲で10~336時間にわたる熱処理に供するプロセスステップと、
- 次いで、VARインゴットを、熱間および/または冷間成形により目的の製品形状および寸法に成形するプロセスステップと
を含む方法が開示されている。
C >0~最大で0.1%
S 最大で0.015%
Cr 13~23%
Ni 残部(>30%)
Mn 最大で1.0%
Si 最大で1.0%
Mo 1~6%
Ti >0~3%
Nb+Ta 3~8%
Cu 最大で0.5%
Fe >0~最大で10%
Al >0~<4.0%
V 4%以下
Zr >0~最大で0.1%
Co >12~<35%
W 4%以下
Hf 3.0%以下
O 最大で0.1%
N >0~最大で0.1%
Mg >0~最大で0.01%
B >0~最大で0.02%
P >0~最大で0.03%
Ar 0~最大で0.08%
Se 最大で0.0005%
Bi 最大で0.00005%
Pb 最大で0.002%
C 最大で0.05%
S 最大で0.010%
Cr 16~22%
Mn 最大で0.6%
Si 最大で0.4%
Mo 2~6%
Fe >0~5%
Ti 0.0005~2.0%、特に<1%未満
Al 1.6~3.5%
Co 15~27%
Ni 残部(>30)
Ni 30~65%
Fe >0~最大で5%
Co >15~<27%
Cr 16~22%
Mo 2~6%
W 4%以下
Hf 2.5%以下
Nb+Ta 5~7.5%
Al 1.6~3.5%
Mn 最大で0.6%
Ti 0.0005~2.0%、特に<1.0%
Si 0.0005~0.4%
C >0~最大で0.05%
P >0~最大で0.025%
N >0~最大で0.1%
Mg >0~最大で0.008%
B >0~最大で0.02%
Ar 最大で0.05%
Zr >0~最大で0.1%
Mo+W≧2.5
0.0005<B+Zr+P<0.15
S+Se+Bi+Pb<0.1
900℃<γ’ソルバス<1130℃
析出アニールされた状態で20%<γ’体積割合<45%

- 0.00001~0.1
- 0.00002~0.1
- 0.00005~0.1
- 0.00008~0.1
- 0.0001~0.1
- 0.0002~0.1
- 0.0005~0.1
- 0.0008~0.1
- 0.001~0.1
- 0.002~0.1
- 0.005~0.1
- 0.008~0.1
- 0.010~0.1
- 0.00001~0.10
- 0.00001~0.08
- 0.00001~0.05
- 0.00001~0.03
- 0.00001~0.02
- 0.00001~0.1
- 0.00002~0.1
- 0.00005~0.1
- 0.00008~0.1
- 0.0001~0.1
- 0.0002~0.1
- 0.0005~0.1
- 0.0008~0.1
- 0.001~0.1
- 0.002~0.1
- 0.005~0.1
- 0.008~0.1
- 0.010~0.1
- 0.00001~0.10
- 0.00001~0.08
- 0.00001~0.05
- 0.00001~0.03
- 0.00001~0.02
- 0.0000001~0.05
- 0.0000002~0.05
- 0.0000001~0.005
- 0.0000001~0.002
- 0.0000001~0.001
- 合金をVIM炉内で溶融させ、
- 液状溶融物を5分~2時間、特に20分~2時間保持して均質化させ、
- 密閉式のアトマイザーを、供給ガスにより露点が-10℃~-120℃となるように調整し、
- 溶融物を、ノズルを通じて、2m3/min~150m3/minのガス流量のガス流に吹き込み、
- 凝固した粉末粒子を気密の密閉容器に回収し、その際、
- 粒子は、5μm~250μmの粒度を有し、
- 粉末の粒子は、球状であり、
- 粉末は、評価対象物の総面積に対して0.0~4%の細孔面積(>1μmの細孔)のガス封入物を有し、
- 粉末は、2g/cm3~合金密度である約8g/cm3の嵩密度を有し、
- 粉末を、アルゴン含有保護ガス雰囲気下で気密包装する
ことによる方法を示す。
- VIM炉、VIM/ESU、VIM/ESU/VAR、VIM/VAR、VODまたはVLFでの溶融を行い、次いで、必要であれば材料の純度要件に応じてESUおよび/またはVARでの再溶解を行うことにより、規定の化学分析値を有するマスターアロイのインゴットを製造し、
- マスターアロイのインゴットをのこ引きで小片に分け、
- マスターアロイ片をVIM炉内で溶融させるか、
または
- 所定の重量の合金元素を、化学分析に従ってVIM内で溶融させるか、
または
- マスターアロイ材料と、プロセスに起因するスクラップ(再生粉末などの顧客からのスクラップや、支持体または不良部材を含む)と、新たな合金元素とを0~100%の比率で組み合わせる。正確な比率は、質的、経済的および環境的な観点を考慮して、それぞれのケースで検討される。マスターアロイのインゴットを切断する前に、表面処理(例えば、ブラッシング、研磨、酸洗、切断、剥離など)に供すると有利であり得る。ここでは、さらに再溶解させても解消されず、後の使用に悪影響を及ぼすおそれのある欠陥を取り除くことができる。さらに、可能な限りのマスターアロイを使用することで、事前の再溶解プロセスによってしか保証することができない、粉末の化学的純度に関する最高の品質要件が満たされ、
- 液状溶融物を5分~2時間、特に20分~2時間保持して均質化させ、
- 密閉式のアトマイザーを、アルゴンガスにより露点が-10℃~-120℃、好ましくは-30℃~-100℃の範囲となるように調整し、
- 溶融物を、ノズルを通じて、2m3/min~150m3/minのガス流量のアルゴンガス流に吹き込み、
- 凝固した粉末粒子を気密の密閉容器に回収し、
- 粒子は、5μm~250μmの粒度を有し、その際、好ましい範囲は、5~150μm、または10~150μmであり、
- 粉末の粒子は、球状であり、
- 粉末は、評価対象物の総面積に対して0.0~4%の細孔面積(>1μmの細孔)のガス封入物を有し、その際、好ましい範囲は、0.0~2%である。粉末のガス封入物をこのような量とすることで、製造される部材の残留気孔率を低くすることができ、
- 粉末は、2g/cm3~合金密度である約8g/cm3の嵩密度を有し、その際、好ましい範囲は、4~5g/cm3の値であり、
- 粉末を、アルゴン含有保護ガス雰囲気下で気密包装する。
0.01~80%
0.01~50%
0.01~30%
0.01~20%
0.01~10%
0.01~10%
0.1~5%
0.5~10%
1~5%
2~3%
粉末を用いた3D印刷
選択的レーザー焼結、および
選択的レーザー溶融
電子ビーム溶解
レーザービルドアップ溶接
選択的電子ビーム溶接など。
VIM 真空誘導溶解
VIGA 真空不活性ガスアトマイゼーション
VAR 真空アーク再溶解
VOD 真空酸素脱炭
VLF 真空取鍋精錬
EIGA 電極誘導溶融ガスアトマイゼーション
0.0~2%
0.0~0.5%
0.0~0.2%
0.0~0.1%
0.0~0.05%
である。
4~5g/cm3
2~8g/cm3
2~7g/cm3
3~6g/cm3
E=P/(v*d*h) (単位:J/mm3)
ここで、レーザー出力(P)、走査速度(v)、層厚(d)、および経路距離(h)である。

(a) Crの含有量が多いと、高温での材料の耐酸化性の向上が保証される。
(b) Coの含有量が多いと、積層欠陥エネルギーが大きくなり、γ’相のNiサイトに置換され、γ’相の格子定数が大きくなる。
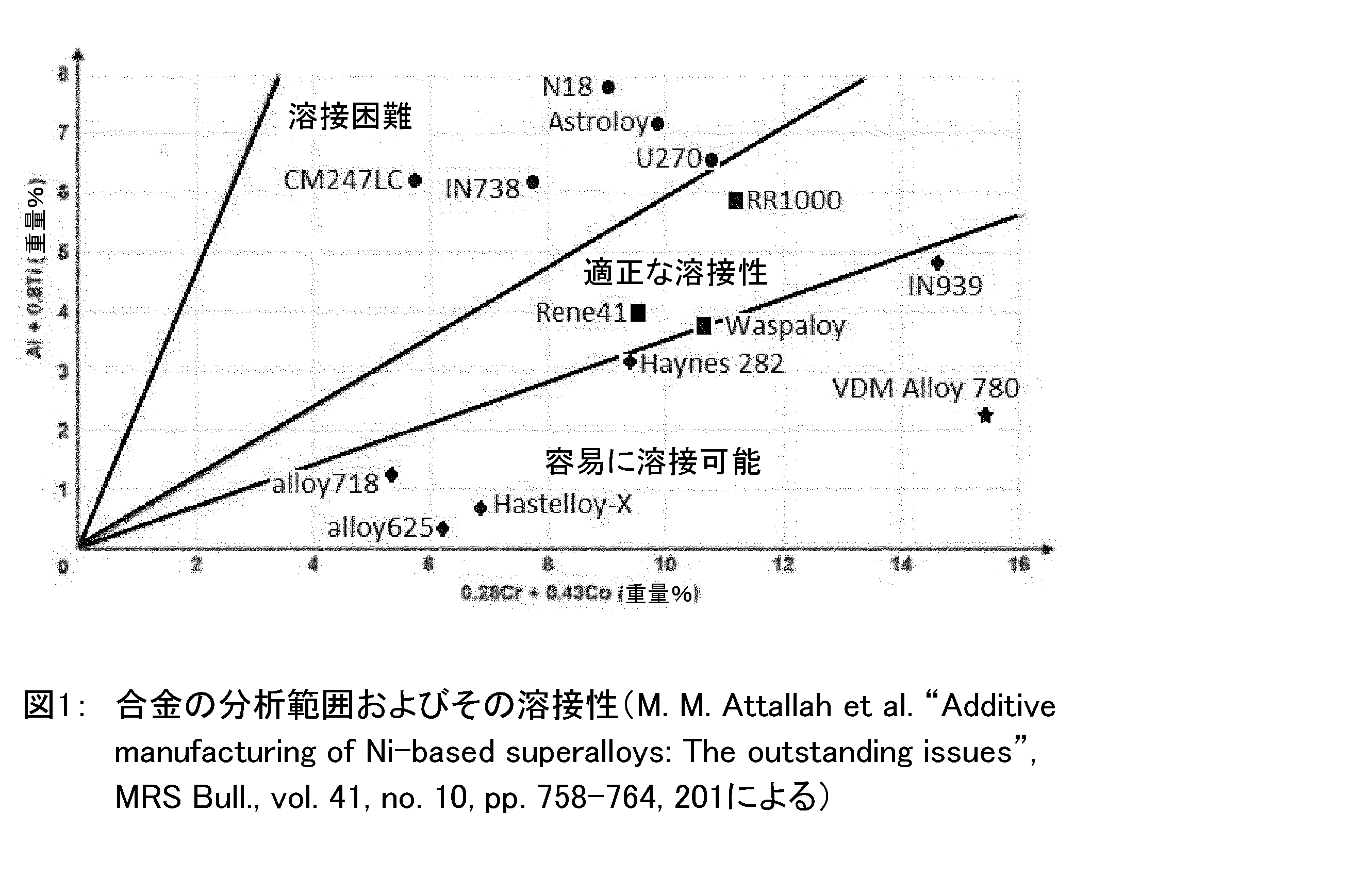
(c) Tiの含有量が少ないと、γ’相のAlの置換が遅くなり、その結果、析出速度が低くなるため、溶接性も向上する(図1参照)。また、高温耐酸化性が向上する。Tiの含有量が減少するとイータ相やNを含むインコヒーレントな析出物の不安定化に好影響を与え、その結果、高温特性が改善される。
(d) NbおよびTaの含有量を調整し、Hfを添加すると、高温でのγ’相の粗大化が遅くなり、ミスフィットが大きくなってγ’相が硬化される。
(e) マイナーな元素が減少すると、合金の加工性が向上し、γ’相の体積割合が高くても、クラックフリーの部材を製造することができる。

Cr:16/18/20%
Ni:43%~55.5%(残部元素)
Mo:3/3.5/4/6%
Ti:0.1/0.3/0.6/0.9/1.2/1.6/2.1%(3%まで)
Nb:3.5/4.0/5.0/5.4%
Ta:0.5/1/2%
Al:1.6/1.9/2.2/2.4/2.5/2.6/2.8/3.1/3.5/4.0%
Co:15/17.5/20/22.5/24.5/27.5%
W:0.5/1/2%
Hf:0.5/1/2%














































































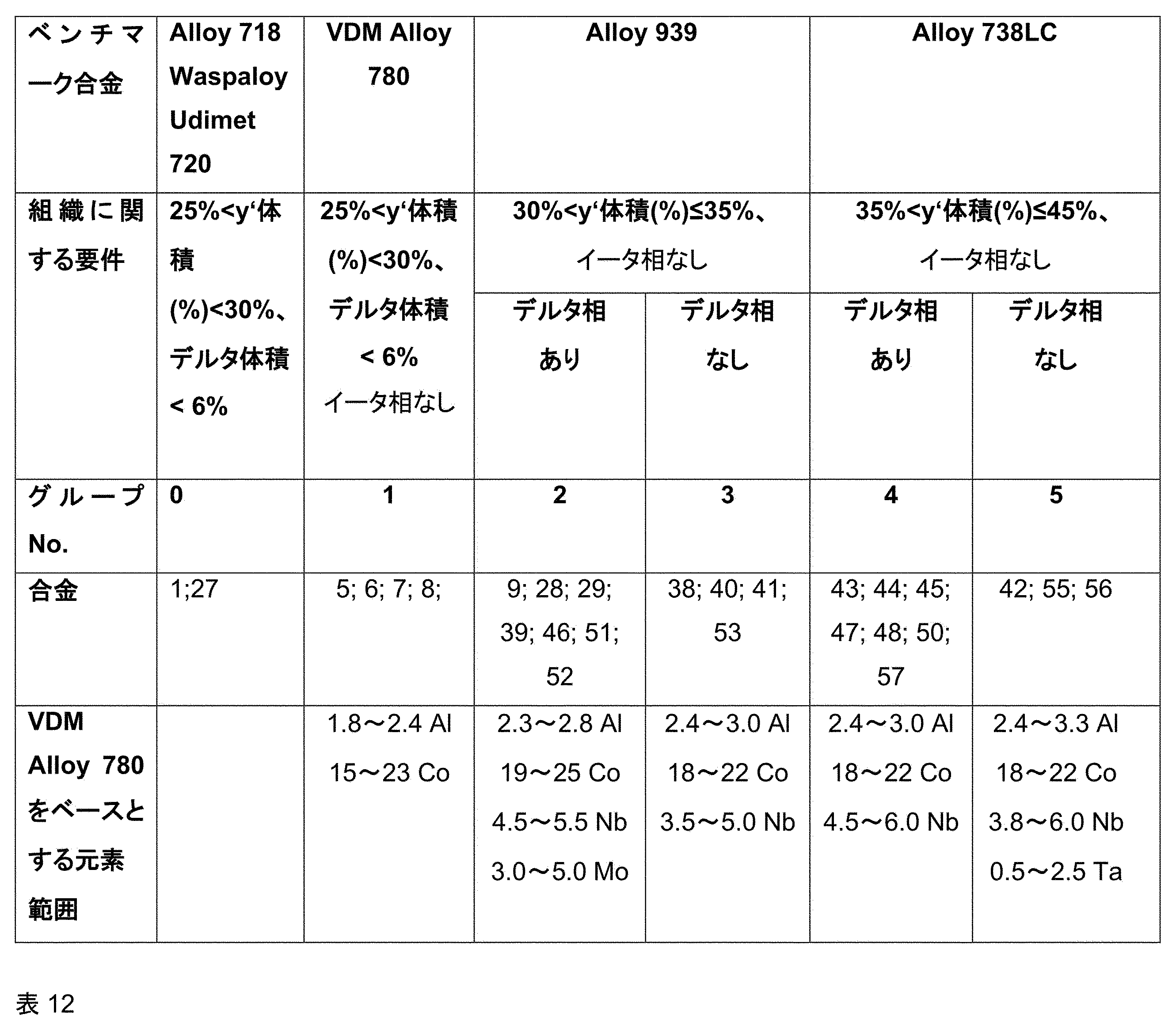
グループ1:加工性および組織安定性が改善されたVDM alloy 780粉末の適合した組成 - 表14(a、b)。
グループ2:VDM alloy 780標準粉末と比較してより高温用途向けに最適化されたVDM alloy 780HT粉末の組成。これらの合金は、γ’体積割合がより高いが、35%に制限されている。このグループでは、800℃~900℃の温度範囲でデルタ相の割合が少ない合金が例示されている(表15)。
グループ3:VDM alloy 780標準粉末と比較してより高温用途向けに最適化されたVDM alloy 780HT粉末の組成。これらの合金は、γ’体積割合がより高いが、35%に制限されている。このグループでは、グループ2に対して、デルタ相を有しない合金が例示されている(表16)。
グループ4および5:VDM alloy 780粉末と比較してより高温用途向けに最適化されたVDM alloy 780HT粉末の組成。これらの合金は、γ’相の体積割合がより高い。グループ2および3に類似して、デルタ相を有する合金と有しない合金とがまとめられている。5つのグループすべてにおいて、イータ相は、存在しないかあるいは熱力学的に安定していない(表17および表18)。











Al 1.8~2.4重量%
Co 15~23重量%
Al 2.3~2.8重量%
Co 19~25重量%
Nb 4.5~5.5重量%
Mo 3.0~5.0重量%
Al 2.4~3.0重量%
Co 18~22重量%
Nb 3.5~5.0重量%
Al 2.4~3.0重量%
Co 18~22重量%
Nb 4.5~6.0重量%
Al 2.4~3.3重量%
Co 18~22重量%
Nb 3.8~6.0重量%
Ta 0.5~2.5重量%
Al 2.4~4重量%
Co 12~35重量%
Nb 3.8~6.0重量%
Ti 0~1重量%
Al 2.4~3.2重量%
Co 12~35重量%
Nb 3.8~6.0重量%
Ti 0.5~3.0重量%
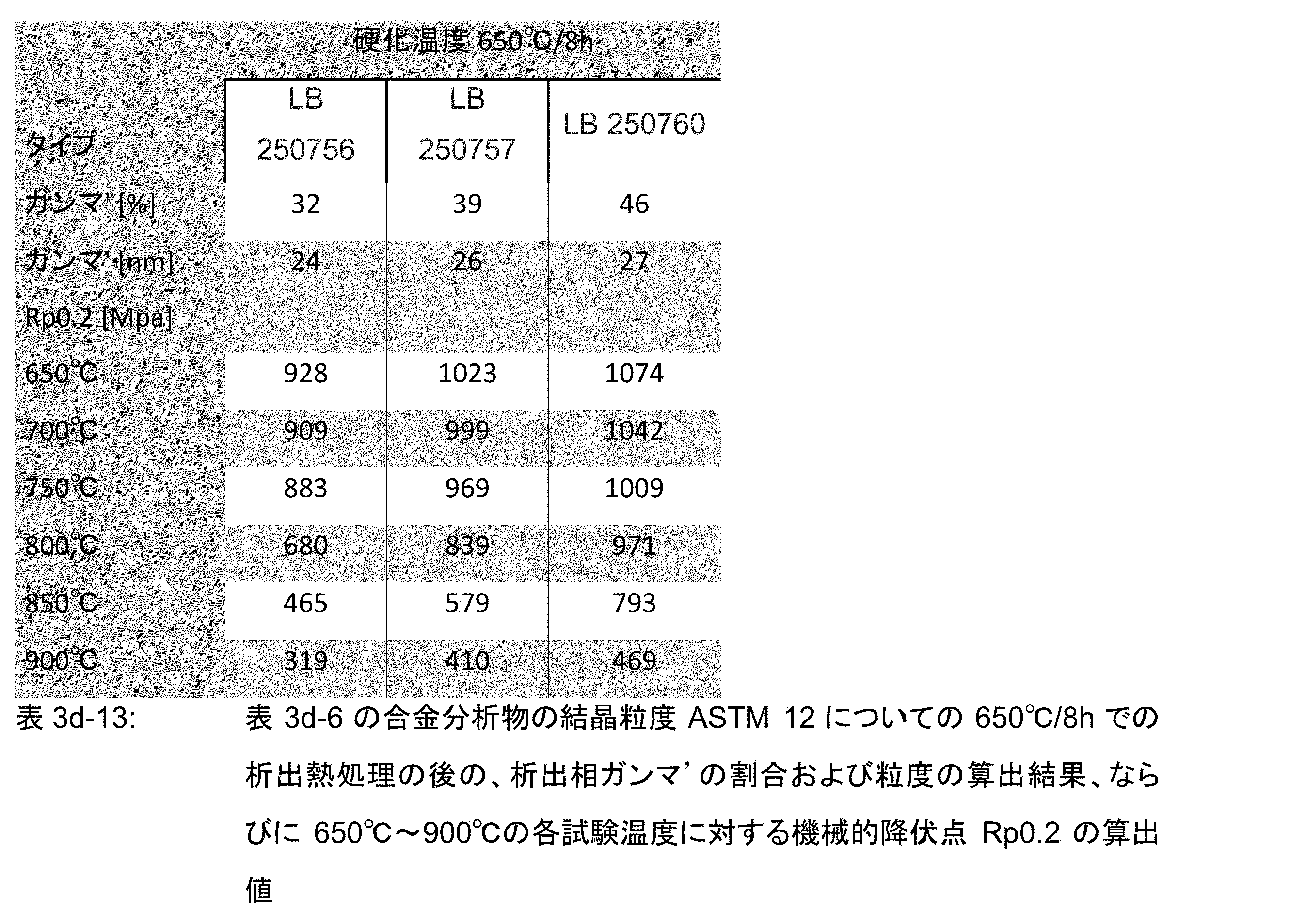
- 析出熱処理のアニール温度およびアニール時間、さらには溶体化熱処理後の冷却速度もすでに、ガンマ’相の割合と粒度との双方に影響を与える。これらのパラメータが組み合わさっても、試験温度に依存する強度の水準に影響を与える。
- 組織の結晶粒度は、試験温度に依存する強度の水準に影響する。組織、特に結晶粒度は、特に溶体化熱処理のアニール温度およびアニール時間に影響を受ける。
Claims (24)
- 粉末用のニッケル・コバルト合金であって、含有量(重量%単位)が、以下:
C 0%超、0.1%以下
S 0.015%以下
Cr 13~23%
Ni 残部(30%超)
Mn 1.0%以下
Si 1.0%以下
Mo 1~6%
Ti 0%超、3.0%以下
Nb+Ta 3~8%
Cu 0.5%以下
Fe 0%超、10%以下
Al 0%超、4.0%未満
V 4%以下
Zr 0%超、0.1%以下
Co 12%超、35%未満
W 4%以下
Hf 3.0%以下
O 0.1%以下
N 0%超、0.1%以下
Mg 0%超、0.01%以下
B 0%超、0.02%以下
P 0%超、0.03%以下
Ar 0%以上、0.08%以下
Se 0.0005%以下
Bi 0.00005%以下
Pb 0.002%以下
のとおりに定められている、合金。 - 含有量(重量%単位)が、以下:
Fe 0%超、5%以下
Co 15%超、27%未満
Cr 16~22%
Mo 2~6%
W 4%以下
Hf 2.5%以下
Nb+Ta 3.5~7.5%
Al 1.6~3.5%
Mn 0.6%以下
Ti 0.0005%以上、2%未満、特に1.0%未満
Si 0.0005~0.4%
C 0%超、0.05%以下
P 0%超、0.025%以下
N 0%超、0.1%以下
Mg 0%超、0.008%以下
B 0%超、0.02%以下
Zr 0%超、0.1%以下
Ar 0.05%以下
Ni 残部(30%超)
のとおりに定められている、請求項1記載の合金。 - 以下:
Mo+W≧2.5
0.0005<B+Zr+P<0.15
S+Se+Bi+Pb<0.1
900℃<γ’ソルバス<1130℃
析出アニールされた状態で20%<γ’体積割合<45%
の要件および基準を満たす、請求項1または2記載の合金。 - Al 1.8~2.4;Co 15~23の含有量(重量%単位)を有する、請求項1から3までのいずれか1項記載の合金。
- Al 2.3~2.8;Co 19~25;Nb 4.5~5.5;Mo 3.0~5.0の含有量(重量%単位)を有する、請求項1から3までのいずれか1項記載の合金。
- Al 2.4~3.0;Co 18~22;Nb 3.5~5.0の含有量(重量%単位)を有する、請求項1から3までのいずれか1項記載の合金。
- Al 2.4~3.0;Co 18~22;Nb 4.5~6.0の含有量(重量%単位)を有する、請求項1から3までのいずれか1項記載の合金。
- Al 2.4~3.3;Co 18~22;Nb 3.8~6.0;Ta 0.5~2.5の含有量(重量%単位)を有する、請求項1から3までのいずれか1項記載の合金。
- 請求項1から8までのいずれか1項記載のニッケル・コバルト合金粉末の製造方法であって、
- 合金をVIM炉内で溶融させて、溶融物を得た後、
- 前記溶融物を5分~2時間、特に20分~2時間保持して均質化させ、
- 密閉式のアトマイザーを、供給ガスにより露点が-10℃~-120℃となるように調整し、
- 前記溶融物を、ノズルを通じて、2m3/min~150m3/minのガス流量のガス流に吹き込み、アトマイズを行い、
- 凝固した粉末粒子を気密の密閉容器に回収し、その際、
- 前記粉末粒子は、5μm~250μmの粒度を有し、
- 前記粉末粒子は、球状であり、
- 前記粉末粒子は、評価対象物の総面積に対して0.0~4%の細孔面積(1μm超の細孔)のガス封入物を有し、
- 前記粉末粒子は、2g/cm3~合金密度である約8g/cm3の嵩密度を有し、
- 前記粉末粒子を、アルゴン含有保護ガス雰囲気下で気密包装する
ことによる、方法。 - - VIM炉、VIM/ESU、VIM/ESU/VAR、VIM/VAR、VODまたはVLFでの溶融を行い、次いで、必要であればESUおよび/またはVARでの再溶解を行うことにより、規定の化学分析値を有するマスターアロイのインゴットとして前記合金を製造し、
- 前記マスターアロイのインゴットをのこ引きで小片に分け、
- 前記マスターアロイ片をVIM炉内で溶融させる、請求項9記載の方法。 - 前記供給ガスが、不活性ガスである、請求項9または10記載の方法。
- 前記供給ガスが、アルゴンである、請求項9から11までのいずれか1項記載の方法。
- 前記ガス流が、アルゴンであり、その中でアトマイズを行う、請求項9から11までのいずれか1項記載の方法。
- 前記ガス流が、窒素であり、その中でアトマイズを行う、請求項9から11までのいずれか1項記載の方法。
- 前記ガス流が、窒素とアルゴンとの混合物であり、その中でアトマイズを行う、請求項9から11までのいずれか1項記載の方法。
- 前記アトマイズを、0.5~80kg/minで行う、請求項9から15までのいずれか1項記載の方法。
- 前記方法により印刷した部材に対して実施すべき、300℃~600℃で0.5時間~10時間のアニール時間、および850℃~1250℃の溶体化アニール温度で30分~30時間のアニール時間での応力低減アニールと、600℃~900℃の範囲のアニール温度で1~30時間の範囲のアニール時間での1段階または2段階での析出熱処理とによって、0.5μm~2000μmの所定の結晶粒度、ガンマ’相の割合(25%超)および粒度(10~300nm)、ならびに高い機械的強度特性を設定する、請求項9から16までのいずれか1項記載の方法。
- コンポーネントまたは部材のアディティブ・マニュファクチャリングまたはHIPのために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- コンポーネントまたは部材上の層のアディティブ・マニュファクチャリングまたはHIPのために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- タービンのコンポーネントの製造のために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- 石油・ガス産業用コンポーネントの製造のために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- バルブまたはフランジの製造のために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- 自動車産業用コンポーネントの製造のために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
- 化学プロセス産業および炉の建設のためのコンポーネントの製造のために製造された、請求項1から8までのいずれか1項記載の粉末の使用。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019118224.7 | 2019-07-05 | ||
| DE102019118224 | 2019-07-05 | ||
| DE102020116868.3A DE102020116868A1 (de) | 2019-07-05 | 2020-06-26 | Pulver aus einer Nickel-Kobaltlegierung, sowie Verfahren zur Herstellung des Pulvers |
| DE102020116868.3 | 2020-06-26 | ||
| PCT/DE2020/100577 WO2021004581A1 (de) | 2019-07-05 | 2020-07-01 | Pulver aus einer nickel-kobaltlegierung sowie verfahren zur herstellung des pulvers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022538819A JP2022538819A (ja) | 2022-09-06 |
| JP7247378B2 true JP7247378B2 (ja) | 2023-03-28 |
Family
ID=74092764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021576077A Active JP7247378B2 (ja) | 2019-07-05 | 2020-07-01 | ニッケル・コバルト合金粉末およびその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11807916B2 (ja) |
| EP (1) | EP3994288B1 (ja) |
| JP (1) | JP7247378B2 (ja) |
| KR (1) | KR102676648B1 (ja) |
| CN (1) | CN113891950A (ja) |
| DE (1) | DE102020116868A1 (ja) |
| ES (1) | ES2995028T3 (ja) |
| FI (1) | FI3994288T3 (ja) |
| WO (1) | WO2021004581A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020116858A1 (de) * | 2019-07-05 | 2021-01-07 | Vdm Metals International Gmbh | Nickel-Basislegierung für Pulver und Verfahren zur Herstellung eines Pulvers |
| DE102021201196A1 (de) * | 2021-02-09 | 2022-08-11 | Siemens Energy Global GmbH & Co. KG | Legierung, Pulver, Verfahren und Bauteil |
| CN114032421B (zh) * | 2022-01-07 | 2022-04-08 | 北京钢研高纳科技股份有限公司 | 一种增材制造用镍基高温合金、镍基高温合金粉末材料和制品 |
| JP7255963B1 (ja) | 2022-03-25 | 2023-04-11 | 株式会社エヌ・ティ・ティ・データ・ザムテクノロジーズ | Ni合金部材の製造方法 |
| CN115074577B (zh) * | 2022-06-01 | 2023-09-22 | 安徽恒均粉末冶金科技股份有限公司 | 一种镍带及其制备方法 |
| CN114990344B (zh) * | 2022-06-07 | 2023-11-24 | 大冶特殊钢有限公司 | 一种采用真空自耗熔炼生产高Al合金的方法 |
| CN115595471B (zh) * | 2022-10-31 | 2023-10-24 | 湖南瑞华新材料有限公司 | 利用合金粉末提高连续退火炉输送辊寿命的激光加工方法 |
| CN116377285A (zh) * | 2023-03-02 | 2023-07-04 | 广东省科学院新材料研究所 | 一种钴基合金材料、植入物及其制备方法 |
| CN116356181B (zh) * | 2023-03-31 | 2025-06-06 | 中国科学院金属研究所 | 一种钴基变形高温合金及其制备方法 |
| CN116393708B (zh) * | 2023-06-06 | 2023-09-01 | 宁波众远新材料科技有限公司 | 一种用于3d打印的合金粉体及其制备方法 |
| CN117344188B (zh) * | 2023-09-05 | 2025-10-17 | 东方电气集团东方汽轮机有限公司 | 热端部件一体化修复的活化剂、粘结层固化剂及修复工艺 |
| CN117512346A (zh) * | 2023-10-24 | 2024-02-06 | 湖州久立永兴特种合金材料有限公司 | 一种锻后不固溶消除n08028合金析出相的方法 |
| WO2025098567A1 (de) | 2023-11-09 | 2025-05-15 | Vdm Metals International Gmbh | Verfahren zur herstellung eines metallischen bauteils |
| CN117887975A (zh) * | 2023-12-29 | 2024-04-16 | 中航上大高温合金材料股份有限公司 | 一种gh4350合金及其冷拔制备工艺 |
| CN117604329A (zh) * | 2024-01-12 | 2024-02-27 | 山东大学 | 用于激光粉末床熔融工艺的镍基高温合金材料及制备方法 |
| CN119020655B (zh) * | 2024-08-19 | 2025-12-05 | 北京科技大学 | 一种纳米析出相强化抗氢脆中熵合金及其制备方法 |
| CN118773483B (zh) * | 2024-09-13 | 2024-11-26 | 中航迈特增材科技(北京)有限公司 | 一种3d打印用钴基高温合金粉末、制备方法及应用 |
| CN118814003B (zh) * | 2024-09-18 | 2024-11-29 | 中南大学 | 一种粉末冶金沉淀强化钴基高温合金及其制备方法 |
| CN120830029B (zh) * | 2025-09-18 | 2025-11-18 | 中国科学院金属研究所 | 一种耐高温耐玻璃腐蚀合金及制备方法和应用 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019020145A1 (de) | 2017-07-28 | 2019-01-31 | Vdm Metals International Gmbh | Hochtemperatur-nickelbasislegierung |
| WO2019110050A1 (de) | 2017-12-04 | 2019-06-13 | Vdm Metals International Gmbh | Verfahren zur herstellung einer nickel-basislegierung |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB813948A (en) | 1957-02-19 | 1959-05-27 | Mond Nickel Co Ltd | Improvements in and relating to sintered creep-resisting alloys |
| CA945784A (en) | 1970-02-16 | 1974-04-23 | Stewart G. Fletcher | Production of nickel-base superalloys |
| CA937426A (en) | 1970-02-16 | 1973-11-27 | G. Fletcher Stewart | Production of superalloys |
| CA1253363A (en) | 1986-02-21 | 1989-05-02 | Keh-Minn Chang | Fatigue-resistant nickel-base superalloys |
| DE69908134T2 (de) | 1999-10-26 | 2004-01-15 | Mitsubishi Heavy Ind Ltd | Verfahren zur Wärmebehandlung einer hitzebeständigen Legierung auf Nickelbasis |
| JP4382269B2 (ja) | 2000-09-13 | 2009-12-09 | 日立金属株式会社 | 耐高温硫化腐食性に優れたNi基合金の製造方法 |
| US6416564B1 (en) * | 2001-03-08 | 2002-07-09 | Ati Properties, Inc. | Method for producing large diameter ingots of nickel base alloys |
| DE102005001198A1 (de) | 2005-01-10 | 2006-07-20 | H.C. Starck Gmbh | Metallische Pulvermischungen |
| US20100008790A1 (en) | 2005-03-30 | 2010-01-14 | United Technologies Corporation | Superalloy compositions, articles, and methods of manufacture |
| WO2008006801A1 (de) | 2006-07-12 | 2008-01-17 | H.C. Starck Gmbh | Metallische pulvermischungen |
| JP2008075171A (ja) * | 2006-09-25 | 2008-04-03 | Nippon Seisen Co Ltd | 耐熱合金ばね、及びそれに用いるNi基合金線 |
| US8992699B2 (en) | 2009-05-29 | 2015-03-31 | General Electric Company | Nickel-base superalloys and components formed thereof |
| US8992700B2 (en) * | 2009-05-29 | 2015-03-31 | General Electric Company | Nickel-base superalloys and components formed thereof |
| CA2804402C (en) * | 2010-07-09 | 2018-02-13 | General Electric Company | Nickel-base alloy, processing therefor, and components formed thereof |
| CH705662A1 (de) * | 2011-11-04 | 2013-05-15 | Alstom Technology Ltd | Prozess zur Herstellung von Gegenständen aus einer durch Gamma-Prime-Ausscheidung verfestigten Superlegierung auf Nickelbasis durch selektives Laserschmelzen (SLM). |
| CN104379786B (zh) | 2012-06-07 | 2016-11-23 | 新日铁住金株式会社 | Ni基合金 |
| KR101248996B1 (ko) | 2012-10-10 | 2013-04-02 | 한국지질자원연구원 | 바인더가 포함된 탄화물 및 탄질화물 분말 합성 방법 및 이에 따라 얻어지는 서멧트 |
| DE102013002483B4 (de) | 2013-02-14 | 2019-02-21 | Vdm Metals International Gmbh | Nickel-Kobalt-Legierung |
| EP2949768B1 (en) | 2014-05-28 | 2019-07-17 | Ansaldo Energia IP UK Limited | Gamma prime precipitation strengthened nickel-base superalloy for use in powder based additive manufacturing process |
| CN104561662A (zh) * | 2014-11-17 | 2015-04-29 | 江苏环亚电热仪表有限公司 | 一种粉末合金及其生产工艺 |
| DE102015016729B4 (de) * | 2015-12-22 | 2018-10-31 | Vdm Metals International Gmbh | Verfahren zur Herstellung einer Nickel-Basislegierung |
| JP2017186610A (ja) * | 2016-04-05 | 2017-10-12 | 三菱重工航空エンジン株式会社 | ニッケル基合金、タービン翼及びニッケル基合金の射出成型品の製造方法 |
| CN106735273A (zh) * | 2017-02-14 | 2017-05-31 | 上海材料研究所 | 一种选区激光熔化成形用Inconel718镍基合金粉末及其制备方法 |
| CN107904448B (zh) * | 2017-12-29 | 2020-04-10 | 北京钢研高纳科技股份有限公司 | 一种高热强性镍基粉末高温合金及其制备方法 |
| CN108165830B (zh) * | 2017-12-29 | 2019-10-25 | 北京钢研高纳科技股份有限公司 | 一种具有高塑性的镍基粉末高温合金及其制备方法 |
| CN108115136B (zh) * | 2018-02-01 | 2019-07-09 | 东北大学 | 一种k417g高温合金粉末及其制备方法和使用方法 |
| CN108543950A (zh) * | 2018-04-23 | 2018-09-18 | 安徽哈特三维科技有限公司 | 一种Ni-Co-Fe镍基合金粉末的制备方法及应用 |
-
2020
- 2020-06-26 DE DE102020116868.3A patent/DE102020116868A1/de not_active Withdrawn
- 2020-07-01 KR KR1020217040686A patent/KR102676648B1/ko active Active
- 2020-07-01 EP EP20739847.0A patent/EP3994288B1/de active Active
- 2020-07-01 CN CN202080036681.0A patent/CN113891950A/zh active Pending
- 2020-07-01 ES ES20739847T patent/ES2995028T3/es active Active
- 2020-07-01 FI FIEP20739847.0T patent/FI3994288T3/fi active
- 2020-07-01 WO PCT/DE2020/100577 patent/WO2021004581A1/de not_active Ceased
- 2020-07-01 JP JP2021576077A patent/JP7247378B2/ja active Active
- 2020-07-01 US US17/606,820 patent/US11807916B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019020145A1 (de) | 2017-07-28 | 2019-01-31 | Vdm Metals International Gmbh | Hochtemperatur-nickelbasislegierung |
| WO2019110050A1 (de) | 2017-12-04 | 2019-06-13 | Vdm Metals International Gmbh | Verfahren zur herstellung einer nickel-basislegierung |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20220006637A (ko) | 2022-01-17 |
| BR112021021747A2 (pt) | 2022-02-08 |
| EP3994288A1 (de) | 2022-05-11 |
| US20220243306A1 (en) | 2022-08-04 |
| EP3994288B1 (de) | 2024-09-04 |
| FI3994288T3 (fi) | 2024-11-08 |
| WO2021004581A1 (de) | 2021-01-14 |
| DE102020116868A1 (de) | 2021-01-07 |
| JP2022538819A (ja) | 2022-09-06 |
| ES2995028T3 (en) | 2025-02-05 |
| US11807916B2 (en) | 2023-11-07 |
| KR102676648B1 (ko) | 2024-06-21 |
| CN113891950A (zh) | 2022-01-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7247378B2 (ja) | ニッケル・コバルト合金粉末およびその製造方法 | |
| CN113166855B (zh) | 镍基超合金 | |
| JP6499546B2 (ja) | 積層造形用Ni基超合金粉末 | |
| KR102767644B1 (ko) | 우수한 내식성 및 높은 인장 강도를 갖는 니켈 합금, 및 반제품의 제조 방법 | |
| KR102443966B1 (ko) | Ni기 합금 연화 분말 및 해당 연화 분말의 제조 방법 | |
| US11718897B2 (en) | Precipitation hardenable cobalt-nickel base superalloy and article made therefrom | |
| EP1710322B1 (en) | Nickel based superalloy compositions, articles, and methods of manufacture | |
| CN108118193B (zh) | Ni基超合金材料的制造方法 | |
| CN108118192B (zh) | Ni基超合金材料的制造方法 | |
| CN115066510A (zh) | 钴铬合金粉末 | |
| CN115354193A (zh) | 高温耐损伤超合金及由其制造的制品和制造该合金的方法 | |
| JP7128916B2 (ja) | 積層造形体 | |
| US20170002449A1 (en) | Precipitation hardening nickel-base alloy, part made of said alloy, and manufacturing method thereof | |
| CN114929912A (zh) | 镍基超合金 | |
| US20220349032A1 (en) | Ni-Based Superalloy Powder for Additive Manufacturing and an Article Made Therefrom | |
| BR112021021747B1 (pt) | Método para fabricação de um pó a partir de uma liga de níquel e cobalto, e usos do referido pó | |
| JPH06316739A (ja) | 開缶性に優れた負圧缶ステイオンタブ式エンド用Al合金板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220906 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230307 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230315 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7247378 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |