JP7304329B2 - 二次電池ならびに二次電池用端子およびその製造方法 - Google Patents
二次電池ならびに二次電池用端子およびその製造方法 Download PDFInfo
- Publication number
- JP7304329B2 JP7304329B2 JP2020155915A JP2020155915A JP7304329B2 JP 7304329 B2 JP7304329 B2 JP 7304329B2 JP 2020155915 A JP2020155915 A JP 2020155915A JP 2020155915 A JP2020155915 A JP 2020155915A JP 7304329 B2 JP7304329 B2 JP 7304329B2
- Authority
- JP
- Japan
- Prior art keywords
- terminal
- metal
- negative electrode
- secondary battery
- bonding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
- H01M50/557—Plate-shaped terminals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
- H01M50/553—Terminals adapted for prismatic, pouch or rectangular cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/507—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising an arrangement of two or more busbars within a container structure, e.g. busbar modules
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/514—Methods for interconnecting adjacent batteries or cells
- H01M50/517—Methods for interconnecting adjacent batteries or cells by fixing means, e.g. screws, rivets or bolts
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/55—Terminals characterised by the disposition of the terminals on the cells on the same side of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/566—Terminals characterised by their manufacturing process by welding, soldering or brazing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
- H01M50/567—Terminals characterised by their manufacturing process by fixing means, e.g. screws, rivets or bolts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Connection Of Batteries Or Terminals (AREA)
Description
このような二次電池(以下、「単電池」ともいう)が所定の配列方向に沿って複数配列され、一の単電池の電極端子が他の一の単電池とバスバを介して電気的に接続されることによって、組電池が構築されている。
これらの工程は、電池の容易な組み立て、ひいては電池の生産を妨げる要因となる。電極端子とバスバ等の外部の接続端子とを良好に導通させ、部材間の接合強度を確保し、かつ、煩雑な後処理を必要としないような技術の開発が求められている。
一方、ここで開示される二次電池用端子は、貫通孔を介さずに第一部材と第二部材がかしめられていることによって端子の機械強度が確保される。これにより、かしめ後の第一部材と第二部材とが相互に対向する面に金属接合を形成する領域を確保することができる。さらに、貫通孔を介さずに第一部材と第二部材がかしめられるため、第一部材における第二部材と対向する面とは反対側の面に、かしめ構造に伴う形状変化を抑止することができる。
また、ここで開示される端子では、貫通孔を介さないかしめ構造による機械的強度の確保とともに、第一部材と第二部材が対向する面に、相互に金属接合された金属接合面が形成されることによって、第一部材と第二部材の良好な導通が確保される。
かかる構成によると、金属接合が前記第一部材表面に及ぼす影響を小さくすることができる。その結果、板状の第一部材における第二部材と対向する面とは反対側の面(即ち、第一部材における外部の接続部品と接続され得る面)の当初の平坦性を維持することができる。
かかる構成によって、前記板状第一部材の第二部材と対向する面と反対側の面において、前記凹部以外の部分の平坦性を維持することができる。
算術平均粗さSaが5μm以下である。
かかる構成によると、板状の第一部材における第二部材と対向する面とは反対側の面(即ち、第一部材における外部の接続部品と接続され得る面)の平坦性が良好に確保される。
上記のとおり、ここで開示される技術では、貫通孔を介さないかしめ構造と金属接合とが両立されており、第一部材と前記第二部材とが互いに異なる金属で構成されている場合であっても、良好な機械的強度と導通が実現される。
かかる構成によって、前記第一部材および前記第二部材をより良好に導通させることができる。
かかる構成により、単電池間がより良好に接続された組電池が提供される。
すなわち、ここで開示される端子の製造方法は、以下の工程を包含する:
前記端子を構成するそれぞれ金属製の第一部材と第二部材とを用意する工程、ここで、前記第一部材は板状に形成され、前記第二部材は前記第一部材に対向するカシメ部を備えている;
前記第一部材の一方の面において、貫通孔を介さずに前記第二部材のカシメ部を前記第一部材にかしめる工程;および
前記第一部材と前記第二部材との対向する面の少なくとも一部を相互に金属接合する工程。
かかる製造方法によって、ここで開示される端子を構成要素とした端子を製造することができる。
かかる製造方法によって、金属接合が前記第一部材表面に及ぼす影響を小さくすることができ、その結果、第一部材における外部の接続部品と接続される面の平坦性を維持された端子を製造することができる。
かかる製造方法は、上述のかしめによって部材間の機械強度が確保されていることにより、従来よりも金属接合によって与える接合エネルギーを弱くすることができることにより実現される。その結果、前記第一部材における外部の接続部品と接続される面の粗さを上記の値に抑えられた端子を製造することができる。
ここで開示される二次電池は、以下に説明するリチウムイオン二次電池に限定されるものではなく、例えば、ナトリウムイオン二次電池、マグネシウムイオン二次電池、あるいは、いわゆる物理電池に包含されるリチウムイオンキャパシタ等もここでいう二次電池に包含される例である。また、ここでは複数の正極および負極の電極体がセパレータを介して捲回された構造を有する捲回電極体を備えたリチウムイオン二次電池を用いて説明するが、電極体はかかる構成に限られず、複数の正極および負極の電極体がセパレータを介して積層された構成であってもよい。
本明細書において数値範囲をA~B(ここで、A,Bは任意の数値)と記載している場合は、A以上B以下を意味するものとする。また、本明細書において「主体」とは、全成分のうち70重量%以上を占める成分のことをいう。
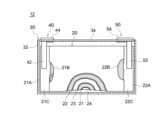
本実施形態に係るリチウムイオン二次電池12は、正極および負極がセパレータを介して積層された構造を有する電極体を電池ケース30の内部に備えている。かかる電極体は、非水電解液(図示せず)とともに電池ケース本体32に収容され、内部が減圧された状態で蓋体34の縁部が溶接等で封止され、密閉されている。電池ケース30には、例えば、アルミニウム等の軽量で熱伝導性の良い金属材料が用いられる。電池ケース30の形状は、図1に記載されているような角形のものに限定されず、例えば円筒型等であってもよい。
なお、電池ケース外部に露出している正極端子40および負極端子50の形状は特に制限されず、例えば図示されているように矩形状であってもよく、楕円形状を含む円形状等であってもよい。
図1に示した単電池12が複数配列されてなる組電池100において、単電池12はスペーサ11を介して配列されている。最も外側に配置されたスペーサ11のさらに外側には、一対のエンドプレート17が配置されている。これらはエンドプレート17を架橋するように取り付けられた締付け用ビーム材18によって拘束され、締付け用ビーム材18の端部がビス19によって締め付けられ、固定されている。
ここで開示される電極体20は、図示しない絶縁フィルム等で覆われた状態で、電池ケース30の内部に収容された発電要素であり、長尺シート状の正極21と、長尺シート状の負極22とが、同じく長尺シート状の2枚のセパレータ23、24を間に介在させつつ相互に重ねて扁平状に捲回されたいわゆる捲回電極体である。
正極集電端子42としては、例えばアルミニウム箔等が用いられる。
負極集電端子52としては、例えば銅箔等が用いられる。
セパレータ23、24には、所要の耐熱性を有する樹脂シート(例えばポリプロピレン、ポリスチレン等のポリオレフィン製シート)等が使用される。
上記のとおり、負極端子50は負極接続端子54と負極集電端子52とから構成されている。負極接続端子54は、第一部材56と第二部材58とから構成されている。
負極集電端子52は、負極接続端子54のうちの第二部材58における電池ケース内部に存在する部分とかしめ、溶接等によって接続されている。本実施形態では、後述するように、負極集電端子52と負極接続端子54のうちの第二部材58の脚部58Lとの間に形成されたかしめ構造によって、負極集電端子52と負極接続端子54とが接続されて本実施形態に係る負極端子50を構成している(図5参照)。
負極集電体22Aと接続される負極集電端子52は、好ましくは負極集電体22Aと同種の金属が用いられ、例えば、銅が用いられる。負極集電端子52と接続される負極接続端子54のうちの第二部材58は、好ましくは負極集電端子52と同種の金属が用いられ、例えば、銅が用いられる。一方、本実施形態では、負極接続端子54のうちの第一部材56は、アルミニウム製である。
ガスケット60は絶縁性を有する材料によって形成されており、例えば、パーフルオロアルコキシアルカン(PFA)等のフッ素樹脂等が用いられる。
また、図示されるように、負極集電端子52はインシュレータ61によって絶縁されている。インシュレータ61は絶縁性を有する材料によって形成されており、例えば、ポ
リフェニレンサルファイド樹脂(PPS)等の樹脂材料が用いられる。
図6に示されるように、第二部材58のカシメ部58Cは、軸部58Sの第一部材56と対向する面に凸形状に設けられていてもよい。図7に示されるように、第二部材58のカシメ部58Cは、軸部58Sの第一部材56と対向する面にフランジ形状に設けられていてもよい。
これに限られないが、第一部材56と第二部材58が金属接合されている面の面積が、第一部材56と第二部材58とが対向する面の面積の50%以下であることが好ましく、例えば30%以下であることがより好ましい。かかる面積は、本発明の効果を奏する限りにおいて更に狭い面積であってもよく、例えば10%以下や5%以下であってもよい。また、図8および図9に示すように、第一部材56は、第二部材58と対向する面57と反対側の面55に、凹部56R2を備え、上記金属接合面は、凹部56R2の開口に対応する範囲よりも内側に形成されていてもよい。ここで、「第一部材56と第二部材58とが対向する面の面積」とは、第一部材56と第二部材58とが対向している面57を、面55と水平な面に投影した際に形成される面の面積のことをいう。
このように狭い範囲でしか金属接合されていない場合であっても、第一部材56と第二部材58があらかじめかしめられていることによって、部材間の接合強度が良好である。また、金属接合が第一部材表面に及ぼす影響が小さいことによって、第一部材における外部の接続部品と接続される面の平滑性が維持され、平滑化のための後処理が不要である。
このように、第一部材56と第二部材58が対向する面の反対側の面が平坦であることによって、平滑化等の後処理をすることなく、負極接続端子54はバスバ等の外部の接続部品と良好に接続される。
このような接合面を有することは、例えば、第一部材56と第二部材58との界面で破断させ当該破断面を観察することによって確認することができる。図10は、アルミニウムからなる第一部材56と銅からなる第二部材58とを破断させた面のSEM画像である。図中の矢印は、銅からなる第二部材58に対する、アルミニウムからなる第一部材56の凝着を指している。このように、第一部材56と第二部材58の少なくとも一方の破断面に他方の金属の凝着が確認できた場合に、上記の接合面あったと確認することができる。
なお、以下では、ここに開示される端子を有する負極端子の製造方法を例に挙げて製造方法を説明する。ここに開示される端子を有する正極端子の製造方法については、該端子を有する負極端子の場合と同様の方法で製造することができるので、説明は省略する。
まず、端子を構成する上述した第一部材56と第二部材58とを用意する(S1)。
第一部材56と第二部材58の金属接合は、上記のとおり超音波接合によって行われる。超音波接合は、例えば、第一部材56と第二部材58とをホーンとアンビルとで挟み、第一部材56と第二部材58の軸部58Sとを押し当てつつ、超音波振動が与えられることによって行われることが好ましい。
例えば、ホーンを介して与えられる超音波振動の条件は、第一部材56と第二部材58の金属種、寸法、ホーンの形状等に応じて、適宜設定し得る。これに限られないが、例えば、振幅は20~80μm程度、周波数は15~150kHz程度、第一部材56と第二部材58に与えられるエネルギー量が30~500J程度に設定され得る。
第一部材56と第二部材58とが予めかしめられていることによって、部材間の接合強度が確保される。そのため金属接合の範囲を狭くしても、部材間の接合強度と導通を両立することができる。金属接合の範囲を狭くすることによって、外部の接続部品と接続される面の荒れる範囲も抑えられる。この方法で製造された端子は、外部の接続部品と接続される面を平滑化する等の後処理が不要となり、生産性の観点からも好ましい。
12 二次電池(単電池)
14 バスバ
17 エンドプレート
18 締め付け用ビーム材
19 ビス
20 電極体
21 正極
21A 正極集電体
21B 正極活物質層
21C 正極集電体露出部
22 負極
22A 負極集電体
22B 負極活物質層
22C 負極集電体露出部
23 セパレータ
24 セパレータ
30 電池ケース
32 電池ケース本体
34 蓋体
36 貫通孔(蓋体の貫通孔)
40 正極端子
42 正極集電端子
44 正極接続端子
50 負極端子
52 負極集電端子
53 貫通孔(負極集電端子の貫通孔)
54 負極接続端子
55 対向面と反対側の面
56 第一部材
56R 凹部
56R2 凹部
57 対向面
58 第二部材
58C カシメ部
58L 脚部
58S 軸部
60 ガスケット
61 インシュレータ
100 組電池
Claims (15)
- 二次電池の正極および負極のいずれかを構成する端子であって、
それぞれ金属製の第一部材と第二部材とを有しており、
前記第一部材は、板状に形成され、一方の面に、貫通していない凹部を有し、かつ、前記凹部の底に、前記第一部材と前記第二部材とが相互に金属接合された金属接合面を有し、
前記第二部材は、金属接合された前記凹部の前記底の周りに、金属接合されていないカシメ部を有している、端子。 - 前記金属接合面の面積は、前記第一部材と前記第二部材が対向する面の面積の10%以下である、請求項1に記載の端子。
- 前記第一部材は、前記第二部材と対向する面と反対側の面に第2の凹部を備え、
前記金属接合面は、前記第2の凹部と対向する部分に形成されている、請求項2に記載の端子。 - 前記第一部材の、前記第二部材と対向する面と反対側の面における算術平均粗さSaが5μm以下である、請求項1に記載の端子。
- 前記第一部材と前記第二部材とは互いに異なる金属から構成されている、請求項1~4のいずれか一項に記載の端子。
- 前記第一部材がアルミニウムまたはアルミニウムを主体とする合金で構成されており、かつ、前記第二部材が銅または銅を主体とする合金で構成されている、請求項5に記載の端子。
- 正極および負極を含む電極体と、
前記電極体を内部に収容した電池ケースと、
前記電極体における正極および負極それぞれと電気的に接続された正極端子および負極端子とを、備えた二次電池であって、
前記正極端子および前記負極端子の少なくとも一方は、請求項1~6のいずれか一項に記載の端子を含む、二次電池。 - 複数の単電池が相互に電気的に接続されて配列された組電池であって、
前記複数の単電池として請求項7に記載の二次電池が用いられている組電池。 - 前記複数の単電池は、所定のバスバにより一の単電池の正極端子と他の一の単電池の負極端子とがそれぞれ電気的に接続されており、
ここで、前記端子の前記第一部材を構成する金属と同じ金属によって前記バスバが構成されている、請求項8に記載の組電池。 - 二次電池の正極および負極いずれかを構成する端子を製造する方法であって、以下の工程:
前記端子を構成するそれぞれ金属製の第一部材と第二部材とを用意する工程、ここで、前記第一部材は板状に形成され、前記第二部材は前記第一部材に対向するカシメ部を備えている;
前記第一部材の一方の面において、貫通孔を介さずに前記第二部材のカシメ部を前記第一部材にかしめる工程;および
前記かしめる工程の後に、前記第一部材と前記第二部材との対向する面の少なくとも一部を相互に金属接合する金属接合工程;
を包含する、端子の製造方法。 - 前記金属接合工程では、超音波接合によって金属接合を実施する、請求項10に記載の端子の製造方法。
- 前記金属接合工程において、該工程によって形成される金属接合の接合面が、前記第一部材と前記第二部材が対向する面の面積の10%以下となるように実施される、請求項11に記載の端子の製造方法。
- 前記金属接合工程において、該金属接合後における前記第一部材の前記対向面と反対側の面における算術平均粗さSaが5μm以下となるように実施される、請求項11に記載の端子の製造方法。
- 前記第一部材と前記第二部材とは互いに異なる金属から構成されている、請求項11~13のいずれか一項に記載の端子の製造方法。
- 前記第一部材がアルミニウムまたはアルミニウムを主体とする合金で構成されており、かつ、前記第二部材が銅または銅を主体とする合金で構成されている、請求項14に記載の端子の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020155915A JP7304329B2 (ja) | 2020-09-17 | 2020-09-17 | 二次電池ならびに二次電池用端子およびその製造方法 |
| US17/404,454 US20220085463A1 (en) | 2020-09-17 | 2021-08-17 | Secondary battery and terminal for secondary battery and manufacturing method thereof |
| EP21194417.8A EP3972044B1 (en) | 2020-09-17 | 2021-09-01 | Secondary battery and terminal for secondary battery and manufacturing method thereof |
| KR1020210122409A KR102739747B1 (ko) | 2020-09-17 | 2021-09-14 | 이차 전지 그리고 이차 전지용 단자 및 그 제조 방법 |
| CN202111080245.6A CN114204219A (zh) | 2020-09-17 | 2021-09-15 | 二次电池、二次电池用端子及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020155915A JP7304329B2 (ja) | 2020-09-17 | 2020-09-17 | 二次電池ならびに二次電池用端子およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022049728A JP2022049728A (ja) | 2022-03-30 |
| JP7304329B2 true JP7304329B2 (ja) | 2023-07-06 |
Family
ID=77595477
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020155915A Active JP7304329B2 (ja) | 2020-09-17 | 2020-09-17 | 二次電池ならびに二次電池用端子およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220085463A1 (ja) |
| EP (1) | EP3972044B1 (ja) |
| JP (1) | JP7304329B2 (ja) |
| KR (1) | KR102739747B1 (ja) |
| CN (1) | CN114204219A (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3671161B1 (de) | 2018-12-21 | 2025-01-29 | Exentis Knowledge GmbH | Formkörper sowie verfahren zur herstellung eines formkörpers |
| EP3671159B1 (de) | 2018-12-21 | 2022-12-21 | Exentis Knowledge GmbH | Körper hergestellt durch additives herstellungsverfahren und verfahren zur herstellung des körpers |
| JP7256780B2 (ja) | 2020-09-17 | 2023-04-12 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池用端子および二次電池用端子の製造方法 |
| JP7252926B2 (ja) | 2020-09-17 | 2023-04-05 | プライムプラネットエナジー&ソリューションズ株式会社 | 二次電池用端子および該端子を備えた二次電池 |
| JP7328270B2 (ja) * | 2021-03-11 | 2023-08-16 | プライムプラネットエナジー&ソリューションズ株式会社 | 端子部品および蓄電デバイス |
| JP7402202B2 (ja) | 2021-07-15 | 2023-12-20 | プライムプラネットエナジー&ソリューションズ株式会社 | 端子部品および端子部品の製造方法 |
| JP7426356B2 (ja) | 2021-08-06 | 2024-02-01 | プライムプラネットエナジー&ソリューションズ株式会社 | 端子部品ならびに該端子部品を備える二次電池および組電池 |
| WO2026025231A1 (zh) * | 2024-07-29 | 2026-02-05 | 宁德时代新能源科技股份有限公司 | 电池单体及其制造方法、电池及用电设备 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011124024A (ja) | 2009-12-08 | 2011-06-23 | Hitachi Vehicle Energy Ltd | 組電池および単電池 |
| JP2016018675A (ja) | 2014-07-08 | 2016-02-01 | 日立オートモティブシステムズ株式会社 | 二次電池 |
| JP2016192285A (ja) | 2015-03-31 | 2016-11-10 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
| JP2019009045A (ja) | 2017-06-27 | 2019-01-17 | 株式会社Gsユアサ | 蓄電素子 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09219204A (ja) * | 1996-02-14 | 1997-08-19 | Fuji Elelctrochem Co Ltd | リチウム偏平形電池の製造方法 |
| US6844110B2 (en) * | 2000-05-24 | 2005-01-18 | Ngk Insulators, Ltd. | Lithium secondary cell and assembly thereof |
| JP2001357834A (ja) * | 2000-06-16 | 2001-12-26 | Japan Storage Battery Co Ltd | 電 池 |
| JP6024095B2 (ja) * | 2010-12-10 | 2016-11-09 | 株式会社Gsユアサ | 蓄電素子、蓄電素子の製造方法、及び、端子の製造方法 |
| JP2012174452A (ja) * | 2011-02-21 | 2012-09-10 | Sharp Corp | 二次電池 |
| JP5976340B2 (ja) * | 2012-02-29 | 2016-08-23 | 三洋電機株式会社 | 角形二次電池の製造方法 |
| WO2014103874A1 (ja) * | 2012-12-25 | 2014-07-03 | 株式会社Gsユアサ | 蓄電素子、蓄電素子アセンブリ及び蓄電素子の製造方法 |
| JP6077317B2 (ja) * | 2013-01-29 | 2017-02-08 | 株式会社協豊製作所 | 蓄電池用端子 |
| JP6146617B2 (ja) * | 2014-02-12 | 2017-06-14 | トヨタ自動車株式会社 | 二次電池の製造方法 |
| EP3179537A4 (en) * | 2014-08-06 | 2018-02-28 | Hitachi Automotive Systems, Ltd. | Rectangular secondary battery |
| KR101856820B1 (ko) * | 2015-03-06 | 2018-05-10 | 주식회사 엘지화학 | 케이블형 이차전지 |
| CN115189101B (zh) * | 2016-08-01 | 2024-11-08 | Cps科技控股有限公司 | 电化学电池单元的可焊接铝端子焊盘 |
| JP6996308B2 (ja) * | 2018-01-17 | 2022-01-17 | 三洋電機株式会社 | 二次電池及びその製造方法 |
-
2020
- 2020-09-17 JP JP2020155915A patent/JP7304329B2/ja active Active
-
2021
- 2021-08-17 US US17/404,454 patent/US20220085463A1/en active Pending
- 2021-09-01 EP EP21194417.8A patent/EP3972044B1/en active Active
- 2021-09-14 KR KR1020210122409A patent/KR102739747B1/ko active Active
- 2021-09-15 CN CN202111080245.6A patent/CN114204219A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011124024A (ja) | 2009-12-08 | 2011-06-23 | Hitachi Vehicle Energy Ltd | 組電池および単電池 |
| JP2016018675A (ja) | 2014-07-08 | 2016-02-01 | 日立オートモティブシステムズ株式会社 | 二次電池 |
| JP2016192285A (ja) | 2015-03-31 | 2016-11-10 | 株式会社Gsユアサ | 蓄電素子、及び蓄電素子の製造方法 |
| JP2019009045A (ja) | 2017-06-27 | 2019-01-17 | 株式会社Gsユアサ | 蓄電素子 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20220037371A (ko) | 2022-03-24 |
| US20220085463A1 (en) | 2022-03-17 |
| JP2022049728A (ja) | 2022-03-30 |
| KR102739747B1 (ko) | 2024-12-09 |
| EP3972044A1 (en) | 2022-03-23 |
| CN114204219A (zh) | 2022-03-18 |
| EP3972044B1 (en) | 2025-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7304329B2 (ja) | 二次電池ならびに二次電池用端子およびその製造方法 | |
| JP7256780B2 (ja) | 二次電池用端子および二次電池用端子の製造方法 | |
| JP7389766B2 (ja) | 端子部品、それを備えた二次電池および組電池並びに端子部品の製造方法 | |
| JP7236036B2 (ja) | 二次電池 | |
| KR102912445B1 (ko) | 단자 부품 그리고 해당 단자 부품을 구비하는 이차 전지 및 조전지 | |
| JP7402202B2 (ja) | 端子部品および端子部品の製造方法 | |
| JP7594621B2 (ja) | 電極端子およびその利用 | |
| JP2022112412A (ja) | 端子部品、二次電池および組電池 | |
| JP5558878B2 (ja) | 組電池、抵抗溶接方法および組電池の製造方法 | |
| CN103314469B (zh) | 电池 | |
| JP7334215B2 (ja) | ホーン、端子部品および二次電池 | |
| JP6796260B2 (ja) | 密閉型電池 | |
| JP2014170614A (ja) | 電気化学素子用電極板および電気化学素子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220818 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220831 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221013 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230615 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7304329 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |