JP7306868B2 - 二色射出成形体 - Google Patents
二色射出成形体 Download PDFInfo
- Publication number
- JP7306868B2 JP7306868B2 JP2019086238A JP2019086238A JP7306868B2 JP 7306868 B2 JP7306868 B2 JP 7306868B2 JP 2019086238 A JP2019086238 A JP 2019086238A JP 2019086238 A JP2019086238 A JP 2019086238A JP 7306868 B2 JP7306868 B2 JP 7306868B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- molecular weight
- methacrylic resin
- injection molded
- color injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Description
この透視ひずみ解消のため、例えば、特許文献1では、積層部分の長さとゲート幅寸法との調整、及び金型温度と透明な第二材料成形時の積層部分を通過する際の樹脂温度とを調整する製造技術が開示されている。
[1]
メタクリル系樹脂を含む表層と、VICAT軟化点温度が100℃以上である熱可塑性樹脂を含む下地層と、を有し、
全光線透過率が60%以下であり、
前記メタクリル系樹脂のゲルパーミエーションクロマトグラフィー(GPC)で測定した重量平均分子量が50000~300000であり、
前記メタクリル系樹脂のGPC溶出曲線から得られるピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が、前記メタクリル系樹脂の前記GPC溶出曲線の総面積に対して、6~50%であり、
前記表層の厚さt1(単位:mm)と前記下地層の厚さt2(単位:mm)とが、下記式(1)で表される関係を満たし、
0.9≦t1/t2≦3 ・・・(1)
前記表層と前記下地層との2層の積層体であり、
全体の厚みが3~4mmである、
ことを特徴とする、二色射出成形体。
[2]
前記熱可塑性樹脂が、耐熱アクリル系樹脂、ポリカーボネート系樹脂、ABS系樹脂(アクリロニトリル、ブタジエン・スチレン系共重合体)、AS系樹脂(アクリロニトリル、スチレン系共重合体)、MBS系樹脂(メチルメタクリレート、ブタジエン・スチレン系共重合体)、AAS系樹脂(アクリロニトリル、アクリルゴム、スチレン系共重合体)、ASA系樹脂(アクリロニトリル、スチレン、アクリルゴム系共重合体)、及びAES系樹脂(アクリロニトリル、エチレン・プロピレン・ジエン、スチレン)からなる群より選ばれる1種以上である、[1]の二色射出成形体。
[3]
二輪車用又は自動車用の意匠材である、[1]又は[2]の二色射出成形体。
[4]
自動車外装用意匠材である、[3]の二色射出成形体。
[5]
テールランプガーニッシュ、リアランプガーニッシュ、フロントランプガーニッシュ、ピラーガーニッシュ、フロントグリル、リアグリル、ライセンスガーニッシュ、ホイールセンターキャップ、ナンバープレートガーニッシュ、ドアミラーカバー、又はスライドベルトモールである、[4]の二色射出成形体。
なお、本明細書において、重合前のモノマー成分のことを「~単量体」といい、単に「単量体」と表記することもある。また、重合体を構成する構成単位のことを「~単量体単位」といい、単に「~単位」と表記することもある。
以下、本実施形態の二色射出成形体を構成する各成分について説明する。
以下、表層に含まれるメタクリル系樹脂の詳細について述べる。
上記メタクリル系樹脂は、メタクリル酸エステル単量体単位(「メタクリル酸エステル単量体」に由来する単量体単位)からなる単独重合体であっても、メタクリル酸エステル単量体単位と、該メタクリル酸エステル単量体に共重合可能な他のビニル単量体単位(「他のビニル単量体」に由来する単量体単位)とを含む共重合体であってもよい。このなかでも、共重合体が好ましい。
上記メタクリル酸エステル単量体としては、本発明の効果を達成できるものであれば特に限定されないが、好ましい例としては、下記一般式(I)で示される単量体が挙げられる。

上記他のビニル単量体としては、特に限定されないが、好ましい例としては、下記一般式(II)で表されるアクリル酸エステル単量体が挙げられる。

上記メタクリル系樹脂の重量平均分子量及び分子量分布について説明する。
メタクリル系樹脂の分子量分布の制御方法としては、後述するメタクリル系樹脂の製造時に連鎖移動剤やイニファータを段階的に添加する方法や、低分子量成分と高分子量成分を別々に重合して溶融ブレンドする方法等が挙げられる。
具体的には、あらかじめ単分散の重量平均分子量が既知で試薬として入手可能な標準メタクリル系樹脂と、高分子量成分を先に溶出する分析ゲルカラムを用い、溶出時間と重量平均分子量から検量線を作成しておき、続いて得られた検量線を元に、所定の測定対象のメタクリル系樹脂の重量平均分子量(Mw)及び数平均分子量(Mn)を求めることができる。得られた重量平均分子量(Mw)及び数平均分子量(Mn)から分子量分布を算出することができる。数平均分子量(Mn)とは、単純な分子1本あたりの分子量の平均であり、系の全重量/系中の分子数で定義される。重量平均分子量(Mw)とは、重量分率による分子量の平均で定義される。
耐溶剤性、流動性の観点から、メタクリル系樹脂のGPC溶出曲線から得られるピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合は、メタクリル系樹脂のGPC溶出曲線の総面積に対して、好ましくは3~50%であり、より好ましくは4~50%であり、さらに好ましくは6~50%であり、さらに好ましくは7~45%であり、さらに好ましくは8~43%であり、よりさらに好ましくは9~40%であ、さらにより好ましくは10~38%である。メタクリル系樹脂中のピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が6%以上であることより、成形流動性がより向上する傾向にあり、下地層のリメルトによる外観不良が低減される傾向にある。また、メタクリル系樹脂中のピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が50%以下であることより、耐溶剤性がより向上する傾向にある。
ここで、「ピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合(%)」とは、GPC溶出曲線の全エリア面積を100%とした場合の、ピークトップ分子量(Mp)の1/5以下の分子量を有する成分に相当するエリア面積の割合であり、後述する実施例に記載する方法により測定することができる。なお、「ピークトップ分子量(Mp)」とは、GPC溶出曲線においてピークを示す重量分子量を指す。GPC溶出曲線においてピークが複数存在する場合は、存在量が最も多い重量分子量が示すピークにおける分子量を、ピークトップ分子量(Mp)とする。
なお、重量平均分子量が500以下のメタクリル系樹脂成分は、成形時にシルバーと呼ばれる発泡様の外観不良の発生を防止するため、できる限り少ない方が好ましい。
メタクリル系樹脂は、塊状重合、溶液重合、懸濁重合法もしくは乳化重合法のいずれかの方法により製造することができる。このなかでも、好ましくは、塊状重合、溶液重合及び懸濁重合法であり、より好ましくは懸濁重合法である。
キュアの際に昇温させる温度は、重合体(i)の重合温度よりも5℃以上高くすることが好ましく、より好ましくは7℃以上、さらに好ましくは10℃以上である。さらに、キュアの際に昇温した温度で保持する時間は、10分間以上180分間以下が好ましく、より好ましくは15分間以上150分間以下である。
メタクリル系樹脂と後述の各種添加剤や着色剤とを混練してメタクリル系樹脂組成物を得る方法としては、例えば、押出機、加熱ロール、ニーダー、ローラミキサー、バンバリーミキサー等の混練機を用いて混練製造する方法等が挙げられる。特に、押出機による混練が、生産性の面で好ましい。なお、メタクリル系樹脂組成物は、ペレットとしてもよい。
混練温度は、メタクリル系樹脂の好ましい加工温度に従えばよく、目安としては150~350℃の範囲である。
メタクリル系樹脂組成物を得た後、これを用いて二色成形等することにより二色射出成形体が得られる。メタクリル系樹脂組成物は、メタクリル系樹脂のみとしてもよいし、メタクリル系樹脂と添加剤や着色剤等との混合物としてもよい。
以下、下地層に含まれるVICAT軟化点温度が100℃以上の熱可塑性樹脂について述べる。
また、特に非晶性樹脂が表層のメタクリル系樹脂との密着性の観点で好ましく、ポリスチレン系樹脂、ポリカーボネート系樹脂、ABS系樹脂、AS系樹脂、ASA系樹脂、AES系樹脂がより好ましい。
また、上記熱可塑性樹脂は、複数の樹脂を混合したポリマーアロイであってもよく、ポリカーボネートとABS系樹脂とを含むポリマーアロイが好ましく、ポリカーボネートとABS系樹脂とのみからなるポリマーアロイがより好ましい。
また、下地層の熱可塑性樹脂に後述の着色剤を含有しても良い。
VICAT軟化点温度は、後述の実施例に記載の方法により測定することができる。
下地層のVICAT軟化点温度が100℃以上である熱可塑性樹脂と後述の各種添加剤や着色剤とを混練して熱可塑性樹脂組成物を得る方法としては、例えば、押出機、加熱ロール、ニーダー、ローラミキサー、バンバリーミキサー等の混練機を用いて混練製造する方法等が挙げられる。特に、押出機による混練が、生産性の面で好ましい。なお、熱可塑性樹脂組成物は、ペレットとしてもよい。
混練温度は、VICAT軟化点温度が100℃以上である熱可塑性樹脂の好ましい加工温度に従えばよく、目安としては150~350℃の範囲である。
VICAT軟化点温度が100℃以上である熱可塑性樹脂を含む熱可塑性樹脂組成物を得た後、これを用いて二色成形することにより二色射出成形体が得られる。熱可塑性樹脂組成物は、熱可塑性樹脂のみとしてもよいし、熱可塑性樹脂と添加剤や着色剤等との混合物としてもよい。
本実施形態の二色射出成形体を構成するメタクリル系樹脂及びVICAT軟化点温度が100℃以上の熱可塑性樹脂には、必要に応じて、各種のその他の添加剤を添加してもよい。
上記添加剤としては、例えば、ポリエーテル系、ポリエーテルエステル系、ポリエーテルエステルアミド系、アルキルスルフォン酸塩、アルキルベンゼンスルフォン酸塩等の帯電防止剤;酸化防止剤、紫外線吸収剤、熱安定剤、光安定剤等の安定剤;難燃剤;難燃助剤;硬化剤;硬化促進剤;導電性付与剤;応力緩和剤;結晶化促進剤;加水分解抑制剤;衝撃付与剤;相溶化剤;核剤;強化剤;補強剤;流動調整剤;増感剤;ゴム質重合体;増粘剤;沈降防止剤;タレ防止剤;充填剤;消泡剤;カップリング剤;防錆剤;抗菌・防黴剤;防汚剤;導電性高分子;等が挙げられる。
熱安定剤としては、特に限定されないが、例えば、ヒンダードフェノール系酸化防止剤、リン系加工安定剤等の酸化防止剤等が挙げられる。このなかでも、ヒンダードフェノール系酸化防止剤が好ましい。このような熱安定剤としては、特に限定されないが、例えば、ペンタエリスリトールテトラキス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、チオジエチレンビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、オクタデシル-3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、N,N’-ヘキサン-1,6-ジイルビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニルプロピオンアミド、3,3’,3’’,5,5’,5’’-ヘキサ-tert-ブチル-a,a’,a’’-(メシチレン-2,4,6-トリイル)トリ-p-クレゾール、4,6-ビス(オクチルチオメチル)-o-クレゾール、4,6-ビス(ドデシルチオメチル)-о-クレゾール、エチレンビス(オキシエチレン)ビス[3-(5-tert-ブチル-4-ヒドロキシ-m-トリル)プロピオネート、ヘキサメチレンビス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネート、1,3,5-トリス(3,5-ジ-tert-ブチル-4-ヒドロキシベンジル)-1,3,5-トリアジン-2,4,6(1H,3H,5H)-トリオン、1,3,5-トリス[(4-tert-ブチル-3-ヒドロキシ-2,6-キシリン)メチル]-1,3,5-トリアジン-2,4,6(1H,3H,5H)-トリオン、2,6-ジ-tert-ブチル-4-(4,6-ビス(オクチルチオ)-1,3,5-トリアジン-2-イルアミン)フェノール等が挙げられ、ペンタエリスリトールテラキス[3-(3,5-ジ-tert-ブチル-4-ヒドロキシフェニル)プロピオネートが好ましい。これらは一種のみを単独で用いてもよく、二種以上を組み合わせて用いてもよい。
紫外線吸収剤としては、特に限定されないが、例えば、ベンゾトリアゾール系化合物、ベンゾトリアジン系化合物、ベンゾエート系化合物、ベンゾフェノン系化合物、オキシベンゾフェノン系化合物、フェノール系化合物、オキサゾール系化合物、マロン酸エステル系化合物、シアノアクリレート系化合物、ラクトン系化合物、サリチル酸エステル系化合物、ベンズオキサジノン系化合物等が挙げられる。このなかでも、ベンゾトリアゾール系化合物、ベンゾトリアジン系化合物が好ましい。これらは一種のみを単独で用いてもよく、二種以上を組み合わせて用いてもよい。
難燃剤としては、特に限定されないが、例えば、環状窒素化合物、リン系難燃剤、シリコン系難燃剤、籠状シルセスキオキサン又はその部分開裂構造体、シリカ系難燃剤等が挙げられる。
上記表層、及び/又は上記下地層は、着色剤を含んでいてもよい。
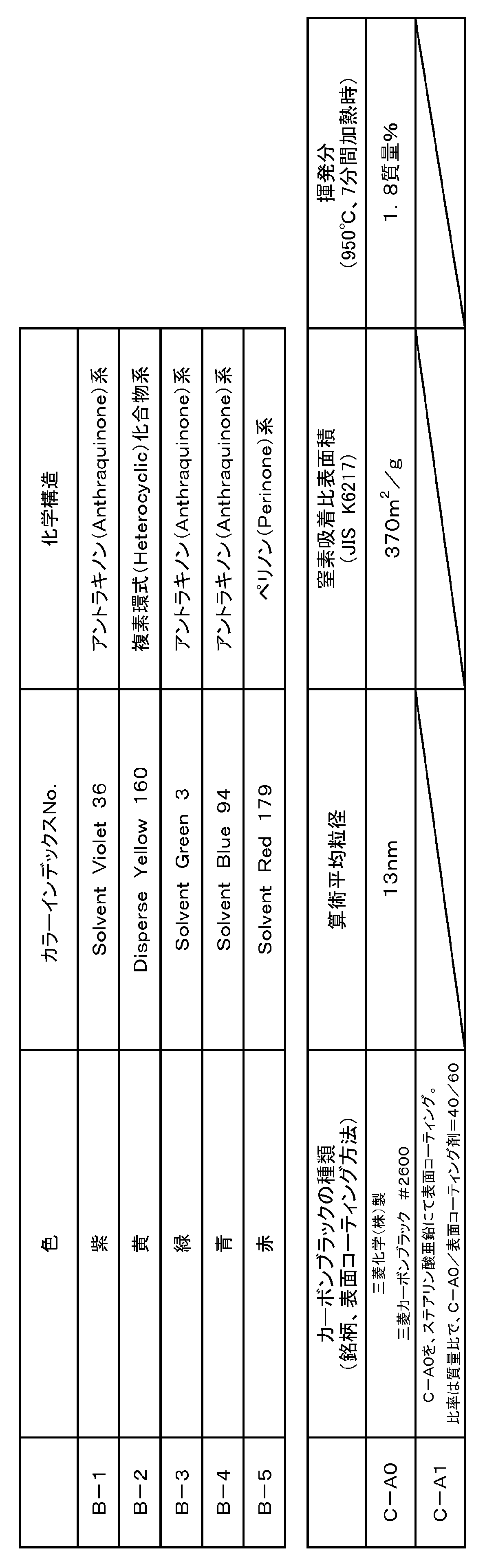
着色剤としては特に限定されないが、耐候性の観点から、アントラキノン系染料、複素環式化合物系染料及びペリノン系染料からなる群より選ばれるものが好ましい。アントラキノン系染料としては、カラーインデックスで表すと、例えば、Solvent Violet 36、Solvent Green 3、同28、Solvent Blue 94、同97、及びDisperse Red 22等が挙げられる。複素環式化合物系染料としては、カラーインデックスで表すと、例えば、Disperse Yellow 160等が挙げられる。ペリノン系染料としては、カラーインデックスで表すと、例えば、Solvent red 179等が挙げられる。
その他着色剤として、カーボンブラック、ケッチェンブラック、ライオナイトブラック、カーボンナノチューブ、酸化チタン、炭酸カルシウム、タルク、カオリン、マイカ、ウォラストナイト、カーボンナノチューブ等を使用しても良い。
上記着色剤は、1種を単独で又は2種以上を組み合わせて用いられる。
以下、本実施形態の二色射出成形体の特性について説明する。
本実施形態の二色射出成形体は、全光線透過率が、60%以下である。60%以下であることより、リメルトによる外観不良が目立ち難くなり、結果、高外観の成形体を得ることができる。二色射出成形体の全光線透過率は、より好ましくは、全光線透過率が50%以下であり、さらに好ましくは40%以下、さらにより好ましくは30%以下である。
二色射出成形体の上記全光線透過率を発現するためには、表層及び/又は下地層に着色剤を添加し、調整することが好ましく、透明、赤色、青色、黄色、緑色、白色、スモーク色、黒色等のいずれであっても良い。
特に、表層であるメタクリル系樹脂を漆黒調にすることにより、より高外観である二色射出成形体を得ることができる。
本実施形態の二色射出成形体は、表層の厚さt1(単位:mm)と下地層の厚さt2(単位:mm)とが、下記式(1)で表される関係を満たすことが好ましい。
0.9≦t1/t2≦3 ・・・(1)
成形体が、上記式(1)で表される関係を有することにより、成形体の外観や機械強度に優れる。
t1/t2は、好ましくは1.0~2.8であり、さらに好ましくは1.1~2.6であり、さらにより好ましくは、1.2~2.5である。t1/t2が1以上であることにより、表層のヒケやウエルドといった外観が解消できる傾向にあり、t1/t2が3以下であることにより、下地層の強度が保持できる傾向にある。
本実施形態の二色射出成形体は、例えば、下記のようにして製造することができ、二色成形法により製造することが好ましい。
まず、必要に応じてペレットの形態であるVICAT軟化点温度が100℃以上の熱可塑性樹脂を含む熱可塑性樹脂組成物を射出成形機の金型キャビティ内に投入する。この際、金型としては成形体の形状に対する形状の金型キャビティを有し、樹脂の流動を高め、成形歪低減のために2点ゲート以上である金型を用いることがより好ましい。特に耐熱温度や機械強度が強い熱可塑性樹脂を成形する場合は、2点ゲート以上での成形が有効である。またゲート種類は、ピンゲート、サイドゲート等がより好ましい。
また、二色射出成形体は、サンドイッチ成形により作製されてもよく、その場合は、下地層は、コア層となる。
本実施形態の二色射出成形体は、表面硬度、高外観、耐衝撃性が要求される各種用途に好適に使用できる。このような用途としては特に限定されないが、例えば、家具類、家庭用品、収納・備蓄用品、壁・屋根等の建材、玩具・遊具、パチンコ面盤等の趣味用途、医療・福祉用品、OA機器、AV機器、電池電装用、照明機器、船舶、航空機の構造の車体部品、車両用部品等に使用可能であり、特に車体部品や車両用部品等の車両用途や、光学用途、電気・電子用途に好適に用いることができる。光学用途としては、例えば、各種レンズ、タッチパネル等、また、太陽電池に用いられる透明基盤等が挙げられる。
なお、実施例1、2、4、6、8、9、11、14-17、19-21は、参考例として記載するものである。
二色射出成形体の製造に用いた原料は下記のとおりである。
(メタクリル系樹脂の原料)
・メタクリル酸メチル(MMA):旭化成ケミカルズ製(重合禁止剤として中外貿易製2,4-ジメチル-6-t-ブチルフェノール(2,4-di-methyl-6-tert-butylphenol)を2.5ppm添加されているもの)
・アクリル酸メチル(MA):三菱化学製(重合禁止剤として川口化学工業製4-メトキシフェノール(4-methoxyphenol)が14ppm添加されているもの)
・アクリル酸エチル(EA):三菱化学製
・シクロヘキシルマレイミド:日本触媒製
・スチレン:旭化成製
・n-オクチルメルカプタン(n-octylmercaptan):アルケマ製
・2-エチルヘキシルチオグリコレート(2-ethylhexyl thioglycolate):アルケマ製
・ラウロイルパーオキサイド(lauroyl peroxide):日本油脂製
・第3リン酸カルシウム(calcium phosphate):日本化学工業製、懸濁剤として使用
・炭酸カルシウム(calcium calbonate):白石工業製、懸濁剤として使用
・ラウリル硫酸ナトリウム(sodium lauryl sulfate):和光純薬製、懸濁助剤として使用
・ABS-1:スタイラックABS183、色番S133ST(黒色)(旭化成製)、VICAT軟化点温度=114℃
・ABS-2:スタイラックABS220、色番S133ST(黒色)(旭化成製)、VICAT軟化点温度=98℃
・ABS-3:スタイラックABS185(旭化成製)100質量部に、B-1:0.1質量部、B-2:0.03質量部、B-3:0.2質量部、B-4:0.05質量部、C-A1:0.02質量部の着色剤を配合した。VICAT軟化点温度=124℃。
・PC/ABS:テクニエースH-270、色番901(黒色)(日本エイアンドエル製)、VICAT軟化点温度=130℃
・PC-1:ユーピロンS-3000UR、色番9001(黒色)(三菱エンジニアリングプラスチック製)、VICAT軟化点温度=148℃
・PC-2:ユーピロンS-3000、透明(三菱エンジニアリングプラスチック製)、VICAT軟化点温度=148℃
・着色(2)PC-2:PC-2、100質量部に、B-2:0.002質量部、B-3:0.003質量部、B-5:0.003質量部の着色剤を配合した。VICAT軟化点温度=148℃。
・着色(3)PC-2:PC-2、100質量部に、B-2:0.0005質量部、B-3:0.001質量部、B-5:0.001質量部の着色剤を配合した。VICAT軟化点温度=148℃。
<I.メタクリル系樹脂の分子量及び分子量分布の測定方法>
メタクリル系樹脂の重量平均分子量、分子量分布を下記の装置、及び条件で測定した。
測定装置 :東ソー社製ゲルパーミエーションクロマトグラフィー(HLC-8320GPC)
カラム :TSKgel SuperH2500 1本、TSKgel SuperHM-M 2本、TSKguardcolumn SuperH-H 1本、直列接続
本カラムでは、高分子量が早く溶出し、低分子量は溶出する時間が遅い。
検出器 :RI(示差屈折)検出器
検出感度 :3.0mV/min
カラム温度:40℃
サンプル :0.02gの樹脂のテトラヒドロフラン10mL溶液
注入量 :10μL
展開溶媒 :テトラヒドロフラン、流速;0.6mL/min
検量線用標準サンプルとして、単分散の重量ピーク分子量が既知で分子量が異なる以下の10種のポリメタクリル酸メチル(Polymethyl methacrylate Calibration Kit PL2020-0101 M-M-10)を用いた。
なお、検量線用標準サンプルに用いたポリメタクリル酸メチルは、それぞれ単ピークのものであるため、(Mp)をピーク分子量と表記し、ピークが複数ある場合の表記「ピークトップ分子量」と区別した。
ピーク分子量(Mp)
標準試料1 1,916,000
標準試料2 625,500
標準試料3 298,900
標準試料4 138,600
標準試料5 60,150
標準試料6 27,600
標準試料7 10,290
標準試料8 5,000
標準試料9 2,810
標準試料10 850
上記の条件で、熱可塑性樹脂の溶出時間に対する、RI検出強度を測定した。
GPC溶出曲線におけるエリア面積と、3次近似式の検量線を基にメタクリル系樹脂の重量平均分子量(Mw)、分子量分布(Mw/Mn)、GPCピーク分子量(Mp)及びGPCピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合(%)を求めた。
デュポン式落下衝撃試験機(東洋精機製、落下高さ最大1000mm、間隔25mm、直径12.7mmの撃ち型、直径12.7mmの受け台、落下ウエイト100~1000gを使用)を用いて、JIS K7211-1(2006)に従い、温度23℃の雰囲気下において、50%衝撃破壊エネルギー衝撃強度を測定した。衝撃強度の数値が大きいほど耐衝撃性に優れることを示す。試験面は、必ず表層側から衝撃を与えて評価した。
JIS K7206規格、試験法B50に準拠して測定を行い、VICAT軟化温度を測定した。
(リメルト)
得られた二色射出成形体について、下地層のゲート付近から半円状に発生したリメルト(再溶融)の長さで外観評価する。ここで、リメルトとは、下地層を形成した後に表層成形する際に、表層と下地層との間に、下地層の溶融跡が発生することをいう(図1A)。なお、図1A~Cでは、説明のしやすさのため、2点設置した下地層のサイドゲートのうち、実施例11、21以外で使用した、表層のサイドゲートと同じ側の幅70mmの中央部に設けたサイドゲートのみを示した。
リメルト判定基準
○(優れる):外観不良(再溶融)が無い
△(良好):外観不良が10mm未満
×(劣る):外観不良が10mm以上
(ウエルド)
得られた二色射出成形体の流動末端側に発生するウエルド(樹脂同士がぶつかった痕)の長さで外観評価する。ここで、ウエルドとは、表層成形時に、表層末端付近(サイドゲートと逆側の幅70mmの端付近)にスジ状の不良が発生することをいう。ウエルドは、金型側面付近を通って流れる樹脂と、金型中央部を通って流れる樹脂とが合流する箇所で起こることが多い。
ウエルド判定基準
○(優れる):ウエルドなし
△(良好):ウエルド長さ10mm未満
×(劣る):ウエルド長さ10mm以上
(ヒケ)
得られた二色射出成形体の流動末端側のヒケ(歪み)の外観評価を肉厚の減少率で評価する。ゲート側と流動末端側の肉厚を測定し、肉厚減少率を算出して評価する。ここで、ヒケとは、表層成形時に、表層末端付近に薄肉部が発生することをいう。
肉厚減少率(%):(ゲート側肉厚-流動末端側肉厚)×100/ゲート側肉厚
ヒケ判定基準
○(優れる):肉厚減少率が3%未満
△(良好):肉厚減少率が3%以上、6%未満
×(劣る):肉厚減少率が6%以上
上記3つの観点での成形体外観評価を実施し、外観総合評価を以下の◎~×判定で行った。
◎(優れる):上記外観評価が全て○
○(やや優れる):上記外観評価のいずれか一つが△
△(良好):上記外観評価のいずれか二つが△
×(劣る):上記外観評価のいずれか一つが×
JIS K5600規格に準拠して測定を行い、二色射出成形体の表面鉛筆硬度の指標とした。
JIS K7361-1に基づき、二色射出成形体及び表層の全光線透過率(%)の測定にて評価した。
二色射出成形体の総合評価を以下判定基準で実施した。
◎(優れる):表面鉛筆硬度がH以上、外観総合評価が◎判定、Dupont衝撃強度が15kg・cm以上、の全てを満たす場合
○(やや優れる):表面鉛筆硬度がH以上、外観総合評価が○判定、Dupont衝撃強度が15kg・cm以上の全てを満たす場合
△(良好):表面鉛筆硬度がH以上、外観総合評価が△判定及び/又はDupont衝撃強度が7kg・cm以上15kg・cm未満を満たす場合
×(劣る):表面鉛筆硬度がH未満、Dupont衝撃強度が5kg・cm以下、外観総合評価が×判定、のいずれか一つ以上に該当する場合
攪拌機を有する容器に、イオン交換水:2kg、第三リン酸カルシウム:65g、炭酸カルシウム:39g、ラウリル硫酸ナトリウム:0.39gを投入し、混合液(a)を得た。次いで、60Lの反応器に、イオン交換水:26kgを投入して80℃に昇温し、混合液(a)、メタクリル酸メチル:21.2kg、アクリル酸メチル:0.43kg、ラウロイルパーオキサイド:27g、及びn-オクチルメルカプタン:62gを投入した。
その後、約80℃を保って懸濁重合を行い、発熱ピークを観測後、92℃に1℃/minの速度で昇温し、60分間熟成し、重合反応を実質終了した。
次いで、50℃まで冷却して懸濁剤を溶解させるために、20質量%硫酸を投入後、重合反応溶液を、1.68mmメッシュの篩にかけて凝集物を除去し、得られたビーズ状ポリマーを洗浄脱水乾燥処理し、ポリマー微粒子を得た。
得られたポリマー微粒子を240℃に設定したφ30mmの二軸押出機にて溶融混練し、ストランドを冷却裁断して樹脂ペレット(メタクリル系樹脂(A-1))を得た。
得られた樹脂ペレットの重量平均分子量は10.2万であり、分子量分布(Mw/Mn)は1.85であった。また、構造単位はMMA/MA=98質量%/2質量%であった。ピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合は、4.6%であった。VICAT軟化点温度は、110℃であった。
攪拌機を有する容器に、イオン交換水:2kg、第三リン酸カルシウム:65g、炭酸カルシウム:39g、ラウリル硫酸ナトリウム:0.39gを投入し、混合液(b)を得た。
次いで、60Lの反応器に、イオン交換水:26kgを投入して80℃に昇温し、混合液(b)及びメタクリル酸メチル:3.76kg、アクリル酸エチル:0.1kg、ラウロイルパーオキサイド:27g、2-エチルヘキシルチオグリコレート:62gを投入した。
その後、約80℃を保って懸濁重合を行った。原料を投入してから80分後に発熱ピークが観測された。その後、92℃に1℃/min速度で昇温した後、30分間92℃~94℃の温度を保持した。その後、1℃/minの速度で80℃まで降温した後、次いで、メタクリル酸メチル:17.4kg、アクリル酸エチル:1.35kg、ラウロイルパーオキサイド:23g、n-オクチルメルカプタン:35gを投入し、引き続き約80℃を保って懸濁重合を行った。原料を投入してから105分後に発熱ピークが観測された。
その後、92℃に1℃/minの速度で昇温した後、60分間熟成し、重合反応を実質終了した。
次に、50℃まで冷却して懸濁剤を溶解させるために20質量%硫酸を投入後、重合反応溶液を、1.68mmメッシュの篩にかけて凝集物を除去し、得られたビーズ状ポリマーを洗浄脱水乾燥処理し、ポリマー微粒子を得た。
得られたポリマー微粒子を230℃に設定したφ30mmの二軸押出機にて溶融混練し、ストランドを冷却裁断して樹脂ペレット(メタクリル系樹脂(A-2))を得た。得られたビーズの重量平均分子量は11.8万であり、ピークトップ分子量(Mp)は12.5万であり、分子量分布(Mw/Mn)は2.45であった。また、構造単位はMMA/EA=93.5質量%/6.5質量%であった。
さらに、ピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合(%)は13.5%であった。VICAT軟化点温度は、103℃であった。
攪拌機を有する容器に、イオン交換水:2kg、第三リン酸カルシウム:65g、炭酸カルシウム:39g、ラウリル硫酸ナトリウム:0.39gを投入し、混合液(c)を得た。
次いで、60Lの反応器に、イオン交換水:26kgを投入して80℃に昇温し、混合液(c)、メタクリル酸メチル:17.3kg、シクロヘキシルマレイミド:1.77kg、スチレン:1.88kg、ラウロイルパーオキサイド:27g、及びn-オクチルメルカプタン:43gを投入した。その後、約77℃を保って60分間懸濁重合を行い、次いで約80℃まで昇温後、75分間懸濁重合を行い、発熱ピークを観測後、92℃に1℃/minの速度で昇温し、120分間熟成し、重合反応を実質終了した。
次いで、50℃まで冷却して懸濁剤を溶解させるために、20質量%硫酸を投入後、重合反応溶液を、1.68mmメッシュの篩にかけて凝集物を除去し、得られたビーズ状ポリマーを洗浄脱水乾燥処理し、ポリマー微粒子を得た。
得られたポリマー微粒子を240℃に設定したφ26mmの二軸押出機にて溶融混練し、ストランドを冷却裁断して樹脂ペレット〔メタクリル系樹脂(A-3)〕を得た。
得られた樹脂ペレットの重量平均分子量は12.6万であり、分子量分布(Mw/Mn)は1.93であった。また、構造単位はMMA/CMI/St=83/8/9質量%であった。さらに、Mp値の1/5以下の分子量を有する成分の割合(%)は5.5%であった。VICAT軟化点温度は、117℃であった。
表2に記載の配合割合になるようにメタクリル系樹脂のペレタイズ時に、表1に記載の着色剤を添加して調色を行い、後述記載の二色射出成形体の製造方法に成形体を作製し、評価を行った。
実施例12の熱可塑性樹脂組成物においては、PC-2:100質量部に、着色剤であるB-1:0.04質量部、B-2:0.02質量部、B-3:0.1質量部、B-4:0.01質量部を添加した着色(1)PC2を用いた。

(射出成形)
メタクリル系樹脂とVICAT軟化点温度が100℃以上である熱可塑性樹脂のペレットを二色射出成形機に投入し、二色射出成形体(幅70mm×長さ150mm、長さ150mmの長辺に高さ5mmのリブを設置、肉厚は70mm×150mm面、リブ共に同じ肉厚であり表層:0.5~3mm、下地層:0.5~3mm)に成形し、評価用成形体とした。
表層のゲートは、幅70mmの中央部にサイドゲート1点で設置した。下地層のゲートは、幅70mmの中央部にサイドゲート1点、及び1点目のゲートと逆側に2点目のサイドゲートを設置した。また、下地層のゲートは1点ゲートと2点ゲートの両方を選択できるようにした。なお、成形条件は、下記のように設定した。
射出成形機:住友重機械工業製SE-280D-CI(型締め力280t、二色成形)
射出条件
金型温度:70℃
充填速度:100mm/s
保圧時間:10sec
冷却時間:20sec
各層の成形サイクル:50sec
下地層+表層の成形サイクル:100sec
成形温度
メタクリル系樹脂:260℃又は270℃
PC :300℃
PC/ABS:280℃
ABS :260℃又は270℃
なお、実施例11は、下地層のゲートをサイド2点ゲートに変更して射出成形を実施した。また、表層のメタクリル系樹脂の全光線透過率測定(%)のため、ペレットを射出成形機に投入し、平板状(100mm×100mm×3mmt)に単層成形を行った。
また、実施例21は、以下の条件でサンドイッチ成形を実施した。
メタクリル系樹脂と熱可塑性樹脂のペレットを成形機に投入し、成形体(幅70mm×長さ150mm、長さ150mmの長辺に高さ5mmのリブを設置、肉厚は70mm×150mm面、リブ共に同じ肉厚であり表層:0.5~3mm、下地層:0.5~3mm)に成形し、評価用成形体とした。
表層のゲートは、幅70mmの中央部にサイドゲート1点で設置した。コア層のゲートは、幅70mmの中央部にサイドゲート1点で設置し、表層を成形後、コア層を成形した。
なお、成形条件は、下記のように設定した。
射出成形機:日本製鋼所製JT220RAD-2M(型締め力220t、サンドイッチ成形)
射出条件
金型温度:70℃
充填速度:100mm/s
保圧時間:10sec
冷却時間:20sec
各層の成形サイクル:50sec
下地層+表層の成形サイクル:100sec
成形温度
メタクリル系樹脂:260℃
PC :300℃
実施例2では、表層と下地層の厚み比が好ましい範囲から外れていたため、ヒケやウエルドの外観が「△」であったが、その他の物性は実用レベルにあった。
実施例3では、表層のメタクリル系樹脂の重量平均分子量及びピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が好ましい範囲であったため、実施例1に比べて、高外観である成形体が得られた。
実施例4では、下地層にVICAT軟化点温度が100℃に近いABSを使用し、表層の全光線透過率が好ましい範囲から外れていたため、リメルト評価が「△」であったが、その他の物性は実用レベルであった。
実施例5では、表層のメタクリル系樹脂の重量平均分子量及びピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が好ましい範囲であったため、リメルト評価が良好であった。
実施例6では、表層の全光線透過率が好ましい範囲から外れていたため、リメルト評価が「△」であったが、その他の物性は実用レベルであった。
実施例7では、表層と下地層の厚み比や表層の全光線透過率も好ましい範囲であり、表面硬度、高外観及び耐衝撃性に優れる二色射出成形体であった。
実施例8は、表層と下地層の厚み比が好ましい範囲から外れていたため、耐衝撃性が低下したが、その他の物性は実用レベルにあった。
実施例9は、二色射出成形体としての薄肉化を目指して、下地層の厚みを実施例1に比べて薄くしたため、表層のヒケが「△」となり、また耐衝撃性がやや低下したが、その他の物性は実用レベルであった。
実施例10では、表層のメタクリル系樹脂の重量平均分子量及びピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が好ましい範囲であり、下地層にPC/ABSを使用したため、表面硬度、高外観かつ耐衝撃性に優れる二色射出成形体が得られた。
実施例11では、実施例9の下地層の成形時に、サイド2点ゲートを使用したため、より高外観で耐衝撃性に優れる成形体が得られた。
実施例12では、二色射出成形体の全光線透過率が好ましい範囲であり、リメルト評価が良好であり、表面硬度、高外観及び耐衝撃性に優れる二色射出成形体であった。
実施例13では、表層のメタクリル系樹脂の重量平均分子量及びピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が好ましい範囲であり、二色射出成形体の全光線透過率が好ましい範囲であっため、表面硬度、高外観かつ耐衝撃性に優れる二色射出成形体が得られた。
実施例14では、二色射出成形体の全光線透過率が好ましい範囲であっため、表面硬度、高外観かつ耐衝撃性に優れる二色射出成形体が得られた。
実施例15では、下地層にVICAT軟化点温度が124℃のABSを使用し、表層の全光線透過率も好ましい範囲であったため、リメルト評価が良好であった。
実施例16、17では、表層の全光線透過率が好ましい範囲から外れていたため、リメルト評価が「△」であったが、その他の物性は実用レベルであった。
実施例18では、表層のメタクリル系樹脂の重量平均分子量及びピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が好ましい範囲であったため、リメルト評価が良好であった。
実施例19では、下地層に透明PCを使用したが、実施例9と同様に、物性は実用レベルであった。
実施例20では、表層において、耐熱系アクリルを使用したが、実施例9と同様に、物性は実用レベルであった。
実施例21では、サンドイッチ成形を実施し、実施例1に比べてヒケが△、衝撃強度がやや低下したが、その他の物性は実用レベルであった。
比較例1では、表層のみの単層成形体であったため、耐衝撃性が実用レベルではなかった。
比較例2では、下地層にVICAT軟化点温度が100℃未満であるABS樹脂を使用したため、リメルト評価が「×」となり、外観が実用レベルでなかった。
比較例3では、表層にポリカーボネートを使用したため、成形流動性が悪く、表層の外観が実用レベルでなく、表面硬度も実用レベルになかった。
比較例4では、二色射出成形体の全光線透過率が60%以上であったため、リメルト評価が「×」となり、外観が実用レベルでなかった。
2 下地層
3 サイドゲート
Claims (5)
- メタクリル系樹脂を含む表層と、VICAT軟化点温度が100℃以上である熱可塑性樹脂を含む下地層と、を有し、
全光線透過率が60%以下であり、
前記メタクリル系樹脂のゲルパーミエーションクロマトグラフィー(GPC)で測定した重量平均分子量が50000~300000であり、
前記メタクリル系樹脂のGPC溶出曲線から得られるピークトップ分子量(Mp)の1/5以下の分子量を有する成分の割合が、前記メタクリル系樹脂の前記GPC溶出曲線の総面積に対して、6~50%であり、
前記表層の厚さt1(単位:mm)と前記下地層の厚さt2(単位:mm)とが、下記式(1)で表される関係を満たし、
0.9≦t1/t2≦3 ・・・(1)
前記表層と前記下地層との2層の積層体であり、
全体の厚みが3~4mmである、
ことを特徴とする、二色射出成形体。 - 前記熱可塑性樹脂が、耐熱アクリル系樹脂、ポリカーボネート系樹脂、ABS系樹脂(アクリロニトリル、ブタジエン・スチレン系共重合体)、AS系樹脂(アクリロニトリル、スチレン系共重合体)、MBS系樹脂(メチルメタクリレート、ブタジエン・スチレン系共重合体)、AAS系樹脂(アクリロニトリル、アクリルゴム、スチレン系共重合体)、ASA系樹脂(アクリロニトリル、スチレン、アクリルゴム系共重合体)、及びAES系樹脂(アクリロニトリル、エチレン・プロピレン・ジエン、スチレン)からなる群より選ばれる1種以上である、請求項1に記載の二色射出成形体。
- 二輪車用又は自動車用の意匠材である、請求項1又は2に記載の二色射出成形体。
- 自動車外装用意匠材である、請求項3に記載の二色射出成形体。
- テールランプガーニッシュ、リアランプガーニッシュ、フロントランプガーニッシュ、ピラーガーニッシュ、フロントグリル、リアグリル、ライセンスガーニッシュ、ホイールセンターキャップ、ナンバープレートガーニッシュ、ドアミラーカバー、又はスライドベルトモールである、請求項4に記載の二色射出成形体。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018098196 | 2018-05-22 | ||
| JP2018098196 | 2018-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019202537A JP2019202537A (ja) | 2019-11-28 |
| JP7306868B2 true JP7306868B2 (ja) | 2023-07-11 |
Family
ID=68725879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019086238A Active JP7306868B2 (ja) | 2018-05-22 | 2019-04-26 | 二色射出成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7306868B2 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201900025117A1 (it) * | 2019-12-20 | 2021-06-20 | De Longhi Appliances Srl | Metodo ed apparato di realizzazione di un componente in materiale plastico, e componente in materiale plastico |
| KR102948570B1 (ko) * | 2020-04-06 | 2026-04-03 | 현대자동차주식회사 | 자동차 내장재 및 이의 제조방법 |
| JP7517786B1 (ja) * | 2023-01-31 | 2024-07-17 | Nissha株式会社 | 加飾成形品及びその製造方法 |
| CN116352964B (zh) * | 2023-03-16 | 2025-12-09 | 苏州复盈新材股份有限公司 | 一种多材料承载托盘一体成型的方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001014915A (ja) | 1999-07-01 | 2001-01-19 | Stanley Electric Co Ltd | ランプカバー類およびその製造方法、ならびにそのランプカバー類を使用した照明装置 |
| JP2003225973A (ja) | 2003-03-04 | 2003-08-12 | Teijin Chem Ltd | 高意匠性シート状積層構造体およびその利用 |
| JP2010138248A (ja) | 2008-12-10 | 2010-06-24 | Dainippon Toryo Co Ltd | 型内被覆組成物及び型内被覆成形体 |
| JP2014138985A (ja) | 2013-01-21 | 2014-07-31 | Keiwa Inc | 射出成型用加飾シート、射出成型用シート積層体及び射出成型品 |
| JP2018177183A (ja) | 2017-04-14 | 2018-11-15 | 冨士ベークライト株式会社 | 自動車用内装部品及びその製造方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3554625B2 (ja) * | 1995-10-31 | 2004-08-18 | 日本写真印刷株式会社 | 木目柄化粧シートおよびこれを用いた木目柄付き成形品の製造方法 |
| JPH1071680A (ja) * | 1996-08-29 | 1998-03-17 | Nissha Printing Co Ltd | アクリル木目模様シート、アクリル木目模様成形品とその製造方法 |
-
2019
- 2019-04-26 JP JP2019086238A patent/JP7306868B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001014915A (ja) | 1999-07-01 | 2001-01-19 | Stanley Electric Co Ltd | ランプカバー類およびその製造方法、ならびにそのランプカバー類を使用した照明装置 |
| JP2003225973A (ja) | 2003-03-04 | 2003-08-12 | Teijin Chem Ltd | 高意匠性シート状積層構造体およびその利用 |
| JP2010138248A (ja) | 2008-12-10 | 2010-06-24 | Dainippon Toryo Co Ltd | 型内被覆組成物及び型内被覆成形体 |
| JP2014138985A (ja) | 2013-01-21 | 2014-07-31 | Keiwa Inc | 射出成型用加飾シート、射出成型用シート積層体及び射出成型品 |
| JP2018177183A (ja) | 2017-04-14 | 2018-11-15 | 冨士ベークライト株式会社 | 自動車用内装部品及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019202537A (ja) | 2019-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101360787B (zh) | 具有良好抗划伤性的树脂组合物 | |
| JP7306868B2 (ja) | 二色射出成形体 | |
| JP5763335B2 (ja) | 射出成形体、射出成形体を成形するために用いる溶融成形用メタクリル系樹脂の製造方法、射出成形用メタクリル系樹脂組成物 | |
| JP6857489B2 (ja) | メタクリル系樹脂組成物及びその成形体 | |
| JP2022516346A (ja) | 熱可塑性樹脂組成物、その製造方法及びそれを含む成形品 | |
| JP2011132528A (ja) | 耐スクラッチ性に優れた熱可塑性樹脂組成物およびこれを用いた成形品 | |
| JP7306869B2 (ja) | 二色射出成形体 | |
| KR101288562B1 (ko) | 열가소성 수지 조성물 및 이를 이용한 성형품 | |
| JP7258590B2 (ja) | 成形体 | |
| KR101902106B1 (ko) | 열가소성 수지 조성물, 그 제조 방법 및 성형체 | |
| JP7123715B2 (ja) | 成形体 | |
| JP7239436B2 (ja) | 二色成形体の製造方法 | |
| JP7203622B2 (ja) | 熱可塑性樹脂組成物及びその成形体 | |
| JP6042645B2 (ja) | メタクリル系樹脂組成物及び成形体 | |
| CN107033512B (zh) | 甲基丙烯酸系树脂组合物及其成型体 | |
| JP7281293B2 (ja) | 成形体 | |
| JP7319816B2 (ja) | 成形体 | |
| US12559618B2 (en) | Thermoplastic resin composition and molded product manufactured therefrom | |
| JP7100565B2 (ja) | 成形体 | |
| JP7193400B2 (ja) | メタクリル系樹脂組成物及びその成形体 | |
| JP2025051757A (ja) | 多色成形用メタクリル系樹脂組成物および多色成形体 | |
| KR101771779B1 (ko) | 열가소성 수지 조성물 및 이를 포함하는 저광택성을 가지는 성형품 | |
| JP2021088182A (ja) | 二色成形体及びその製造方法 | |
| JP2025076309A (ja) | メタクリル系樹脂組成物及び成形体 | |
| JP6924713B2 (ja) | 黒鍵 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211108 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221202 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230526 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230620 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7306868 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |