JP7307632B2 - 複合型不織布の製造方法 - Google Patents
複合型不織布の製造方法 Download PDFInfo
- Publication number
- JP7307632B2 JP7307632B2 JP2019156840A JP2019156840A JP7307632B2 JP 7307632 B2 JP7307632 B2 JP 7307632B2 JP 2019156840 A JP2019156840 A JP 2019156840A JP 2019156840 A JP2019156840 A JP 2019156840A JP 7307632 B2 JP7307632 B2 JP 7307632B2
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- composite nonwoven
- fiber web
- pulp fiber
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims description 159
- 239000002131 composite material Substances 0.000 title claims description 91
- 238000004519 manufacturing process Methods 0.000 title claims description 33
- 239000000835 fiber Substances 0.000 claims description 106
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 61
- 238000010521 absorption reaction Methods 0.000 claims description 18
- 238000003490 calendering Methods 0.000 claims description 18
- 230000004927 fusion Effects 0.000 claims description 16
- 238000000034 method Methods 0.000 claims description 11
- 239000000463 material Substances 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 7
- -1 polyethylene Polymers 0.000 claims description 7
- 238000010030 laminating Methods 0.000 claims description 5
- 230000008569 process Effects 0.000 claims description 5
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 229920005989 resin Polymers 0.000 claims description 4
- 239000011347 resin Substances 0.000 claims description 4
- 235000014466 Douglas bleu Nutrition 0.000 claims description 3
- 239000004677 Nylon Substances 0.000 claims description 3
- 241000218657 Picea Species 0.000 claims description 3
- 241000218606 Pinus contorta Species 0.000 claims description 3
- 235000005018 Pinus echinata Nutrition 0.000 claims description 3
- 241001236219 Pinus echinata Species 0.000 claims description 3
- 235000011334 Pinus elliottii Nutrition 0.000 claims description 3
- 241000142776 Pinus elliottii Species 0.000 claims description 3
- 235000017339 Pinus palustris Nutrition 0.000 claims description 3
- 235000008577 Pinus radiata Nutrition 0.000 claims description 3
- 241000218621 Pinus radiata Species 0.000 claims description 3
- 239000004698 Polyethylene Substances 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 3
- 241000218683 Pseudotsuga Species 0.000 claims description 3
- 235000005386 Pseudotsuga menziesii var menziesii Nutrition 0.000 claims description 3
- 229920002978 Vinylon Polymers 0.000 claims description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 3
- 239000002655 kraft paper Substances 0.000 claims description 3
- 235000014684 lodgepole pine Nutrition 0.000 claims description 3
- 229920001778 nylon Polymers 0.000 claims description 3
- 229920000728 polyester Polymers 0.000 claims description 3
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 229920002223 polystyrene Polymers 0.000 claims description 3
- 235000000673 shore pine Nutrition 0.000 claims description 3
- 239000011122 softwood Substances 0.000 claims description 3
- 238000005299 abrasion Methods 0.000 description 14
- 238000001035 drying Methods 0.000 description 9
- 230000032258 transport Effects 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000007921 spray Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- 230000003655 tactile properties Effects 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- 238000009736 wetting Methods 0.000 description 2
- 229920001875 Ebonite Polymers 0.000 description 1
- 241000692870 Inachis io Species 0.000 description 1
- 229920001967 Metal rubber Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000002079 cooperative effect Effects 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images

Landscapes
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
Description
また、上記特許文献1の段落0040には製造される複合型不織布の仕上げあるいは後処理の工程において、カレンダーロールにより軽く圧縮することで均一な外観や触質性が付与できることについて開示がある。
しかしながら、パルプ繊維ウエブの割合を増やし過ぎると、製造工程における複合化処理で、スパンボンド不織布に絡まないパルプ繊維を多く含んでいる複合型不織布が製造される。このような複合型不織布は厚みが増しており、例えばワイパー用途で使用すると表面の毛羽が目立ち、汚れを拭き取った箇所に脱落した繊維が残り易く使用感の劣るものとなる。また、耐摩耗性の指標であるウエットテーバ値についても、標準より劣る複合型不織布になってしまう。
従来にあっては、スパンボンド不織布とパルプ繊維ウエブとを水流交絡して製造される複合型不織布について、吸水性能に優れると共に、毛羽立ちや脱落繊維が少なく使用感にも優れ、更にウエットテーバ値でみた摩耗性についてもユーザが満足するような、その全てにおいて優れた複合型不織布を実現することは困難と思われていた。
なお、上記特許文献1の段落0040は、均一な外観や触質性が付与するため、製造される複合型不織布の仕上げでカレンダーロールにより軽く圧縮することを、単に開示しているだけである。
また、前記パルプ繊維ウエブの坪量が40.0~70.0g/m2であり、前記スパンボンド不織布と前記パルプ繊維ウエブとの重量構成比が40/60~10/90(wt%)である前記複合型不織布を製造するのが好ましい。
そして、前記スパンボンド不織布の材質が、ナイロン、ビニロン、ポリエステル、アクリル、ポリエチレン、ポリプロピレン及びポリスチレンよりなる群から選択された1つまたは選択された2つ以上の組合せたものとする前記複合型不織布を製造することができる。
ここで、上記厚さはピーコック厚さ計にて、37.85g/cm2加重下で求めたものである。また、上記点滴吸水度は、JIS S3104に規定された吸水速度試験に準拠し、滴下水量を0.1mLとし、水滴が試験片の表面に達したときから、試験片の鏡面反射が消えるまでの時間(秒)を求めたものである。また保水量(T.W.A.:Total Water Absorbency)は複合型不織布シートを76mm×76mmの正方形に切断してサンプルを作製して燥重量を測定し、次に、このサンプルを蒸留水中に2分間浸漬した後、水蒸気飽和状態(100%RH)の容器中で、サンプルの1つの角部が上側の頂部となるようにし、この頂部と隣接する2つの角部とを支持して展伸した状態で吊るし、30分放置して水切り後の重量を求めた。そして、測定値をサンプル1m2あたりの保水量(g/m2)に換算してある。
そして、更に、本発明の複合型不織布は比容積が4.0~6.5cm3/gであるのが好ましい。
上記の構成を満たす複合型不織布は、ワイパー等として使用した際に、吸水性に優れると共に使用感および摩耗性についても満足できるものとなる。
より好ましくは、前述した坪量が58.0~75.0g/m2、厚さが0.30~0.40mm、点滴吸水度が0.5~2.5秒、保水量が300~400g/m2、且つ、ウエットテーバ値が少なくとも7回である複合型不織布である。この構成を満たす複合型不織布は、ワイパー等として使用した際に吸水性に特に優れ、繊維の脱落や毛羽立ちがより少ない使用感および摩耗性についても満足できるものとなる。
ところで、カレンダー処理により調整される複合型不織布の厚さは、厚過ぎると先に指摘した課題を十分に解決できない。その一方で、薄過ぎても(カレンダー処理による線圧(挟持圧)を高くして潰し過ぎても)ワイパー等としての性能が劣る。複合型不織布が薄過ぎて、拭き取り感が劣り、破れ易くなるためである。このように複合型不織布の厚さには適正な範囲とする必要がある。
本発明の複合型不織布は、上記のような技術背景からなされたもので、吸水性能の向上を図りつつ、繊維離脱等を抑制して使用感および耐摩耗性の点からも満足できる複合型不織布となっている。
なお、複合型不織布の吸水性はパルプウエブの坪量との相関が高く、例えばカレンダー処理によりパルプウエブの密度が高くなっても吸水性が悪化することはない。
上記の構成を満たす複合型不織布は、ワイパー等として使用した際に、吸水性に優れるものとなる。
さらに好ましくは、前記パルプ繊維ウエブの坪量が50.0~70.0g/m2であり、前記スパンボンド不織布と前記パルプ繊維ウエブとの重量構成比が、30/70~15/85(wt%)とするのが良い。この構成を満たす複合型不織布は、ワイパー等として使用した際に吸水性に特に優れるものとなる。
ジポールパイン、スプルースおよびダグラスファーよりなる群から選択された針葉樹晒クラフトパルプ(NBKP)の繊維を用いて形成するのが好ましい。いずれか1つのパルプ繊維によるパルプ繊維ウエブとしてもよいし、2つ以上を混合して形成したパルプ繊維ウエブとしてもよい。
上記の構成を満たす複合型不織布は、ワイパー等として使用した際に、吸水性に優れると共に摩耗性についても満足できるものとなる。
スパンボンド不織布の融着点を上記範囲とすることにより、スパンボンド不織布の強度を適切な範囲に設計することができ、かつ、スパンボンド不織布にパルプ繊維ウエブを積層して一体化されている複合型不織布において、使用感および摩耗性についても満足できるものとなる。
前記スパンボンド不織布の材質については、ナイロン、ビニロン、ポリエステル、アクリル、ポリエチレン、ポリプロピレン、及びポリスチレンよりなる群から選択された1つを、又は選択された2つ以上の組合せとするのが好ましい。特に、ポリプロピレンとするのが好ましい。
スパンボンド不織布を上記材質とし、スパンボンド不織布の融着点や坪量を所定範囲に設定することでスパンボンド不織布が適切な強度となり、スパンボンド不織布にパルプ繊維ウエブを積層して一体化されている複合型不織布において、使用感および摩耗性についても満足できるものとなる。
さらに好ましくは、前記スパンボンド不織布の坪量が10.0~16.0g/m2であり、紡糸された樹脂繊維を接続する複数の融着点を含んで形成されており、前記融着点1個の面積が0.10~0.30mm2、当該融着点の単位面積当たりの面積率が9~15%であるのが良い。スパンボンド不織布の融着点や坪量を所定範囲に設定することで、スパンボンド不織布にパルプ繊維ウエブを積層して一体化されている複合型不織布において、繊維の脱落や毛羽立ちがより少ない使用感および摩耗性についても満足できるものとなる。
更に、上記条件に従ったスパンボンド不織布(SW)とパルプ繊維ウエブとを所定範囲の坪量、厚さ、比容積、点滴吸水度、保水量およびウエットテーバ値となるように製造した実施例1~5の複合型不織布、およびその比較例1~4について、複合型不織布をワイパーとして使用したときの吸水性、脱落繊維の少なさおよび穴の開き難さ(耐摩耗性)について官能評価をした。
1)吸水性
吸水の速さと吸水量の両方が特に優れたもの(優◎)、問題のないレベルであるもの(良○)、そして吸水の速さと吸水量が悪く使用感が劣るもの(不可×)を区別して、吸水性を評価した。
2)脱落繊維
脱落繊維がほぼ見られない優れたもの(優◎)、脱落繊維がややみられるものの、問題なく使用できるレベルであるもの(良○)、そして脱落繊維が多く使い難いもの(不可×)を区別して、脱落繊維を評価した。
3)穴の開き難さ(耐摩耗性)
全く穴が開かない優れたもの(優◎)、ほとんど穴が開かず問題なく使用できるもの(良○)、穴が開き易く使い難いもの(不可×)を区別して、穴の開き難さを評価した。この評価はウエットテーバ値を用いて評価した。ウエットテーバ値は、JIS L1096に規定されたテーバ試験機を用いて、回転する水平円盤に水で湿潤させた試料を取り付けて、砥粒結合体で成形された一対の摩擦輪(H-18)を規定荷重(4.9N)のもとに加えて、耐摩耗性を調べた。判定は、摩耗によるシートの穴が13mmとなるまでの円盤の回転数で評価した。
更に、パルプ繊維ウエブの坪量(g/m2)およびスパンボンド不織布(SW)とパルプ繊維ウエブとの重量構成比(Wt%)についても設定されている。そして、エアレイド装置により製造したパルプ繊維ウエブを、上記スパンボンド不織布上に載せて複合型不織布を製造し、これをワイパーとして用いて評価した。

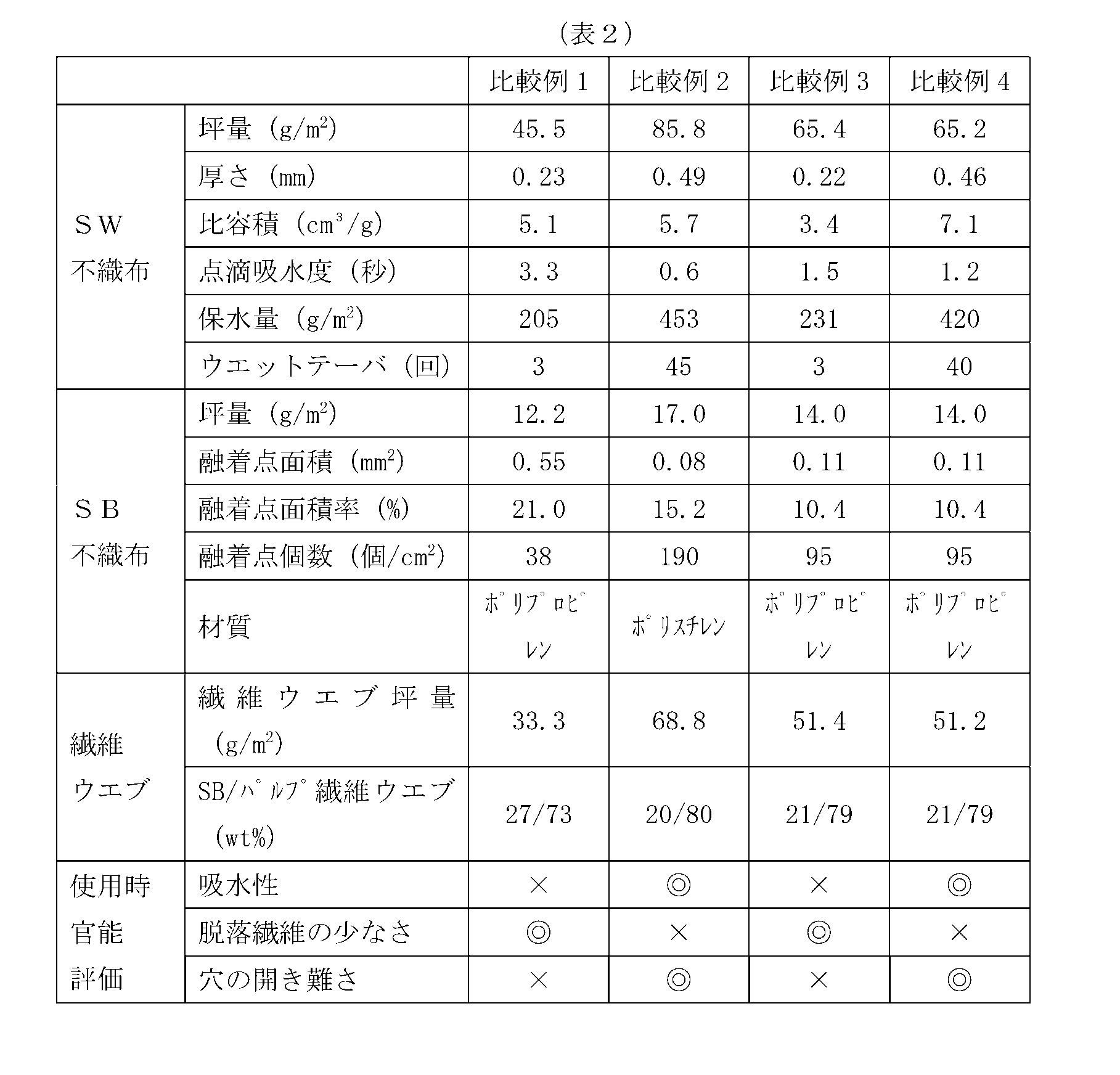
上記実施例1~5によると、複合型不織布の坪量が52.0~81.0g/m2、厚さが0.28~0.43mm、点滴吸水度が0.5~3.0秒、保水量が240~400g/m2、且つ、ウエットテーバ値が少なくとも5回の範囲内にある。また、比容積は4.0~6.5cm3/gの範囲内にあった。
そして、前記パルプ繊維ウエブの坪量が40.0~70.0g/m2であり、前記スパンボンド不織布と前記パルプ繊維ウエブとの重量構成比が40/60~10/90(wt%)の範囲内にあった。
先ず、複合型不織布の製造装置1の概略構成を説明する。図1に示す製造装置1は、上流側にエアレイド装置2、スパンボンド不織布を供給するスパンボンド不織布供給装置3、そしてサクション装置4が配設されている。サクション装置4はエアレイド装置2の下側に対向するように配置されている。
ウエブの搬送方向TDで、これらの装置2、3、4より下流には、上流側から順に、水流交絡処理を行うためのウォータジェットを噴射する水流交絡装置5、サクション装置6、乾燥装置7が配置されている。上記乾燥装置7の下流には連続して製造される複合型不織布WPを巻き取るための巻取装置8が設けてある。
そして、製造装置1には、更に、上記乾燥装置7と巻取装置8との間に、複合化処理の終わった不織布WPにカレンダー処理を施すためのカレンダー装置CAが設けてある。
上記積層位置24の下側にはサクション装置4が対向配備してある。より詳細には、サクション装置4は装置本体41の上面にサクション部42を有しており、サクション部42が上記パルプ繊維ウエブPFWに吸引力(負圧)を作用させるべく積層位置24に対して設定してある。
なお、図1では、エアレイドホッパ23とサクション装置本体41とを1つずつ一段での配置として、パルプ繊維ウエブPFWを形成する場合を例示している。しかし、これに限らず、上記パルプ繊維ウエブPFWの目付(坪量)や製造速度に応じて、上記エアレイドホッパ23とサクション装置本体41を2つ以上の多段とする配置に変更してもよい。
搬送ワイヤ43はサクション部42の吸引力が、反対側(上側)に及ぶような目開き形態(メッシュ)で形成されている。
また、スパンボンド不織布とパルプ繊維ウエブとの重量構成比である、スパンボンド不織布/前記パルプ繊維ウエブは40/60~10/90(wt%)に調整しておくのが好ましい。
上記のように予備的積層体PWebが形成されるときに、スパンボンド不織布SW上へのパルプ繊維ウエブPFWの供給量を制御することで、本装置で製造される複合型不織布に含まれるパルプ繊維ウエブPFWの坪量は例えば40.0~70.0g/m2に設定してあり、従来の一般的な複合型不織布よりもパルプ繊維ウエブの比率が高くなるように設計されている。スパンボンド不織布SWの坪量は例えば7.0~20.0g/m2であり、スパンボンド不織布とパルプ繊維ウエブとの重量構成比は40/60~10/90(wt%)となっている。ウエブの搬送速度やパルプ繊維ウエブPFWの時間当たりの供給量などを適宜に調整し、製造された複合型不織布のパルプ繊維ウエブPFWの坪量を確認することで、坪量が所望の範囲となるように設定すればよい。
そこで、本製造装置1では、予備的積層体PWebを上下から挟んでスパンボンド不織布SW上でのパルプ繊維ウエブPFWの載置状態を安定化させる為の挟持ローラ28、そして水流交絡装置5の上流側に繊維飛散防止用に水分を付与するプレウエット装置30が配備してある。プレウエット装置30は、好適には、予備的積層体PWebの上方からウォータミストを吹き付ける噴霧ノズル31と予備的積層体PWebの下側(すなわち、パルプ繊維ウエブPFWの下面)から吸引力を印加するサクション装置32とを含んで構成されている。
水流交絡処理を行うのに十分な、ウォータジェットヘッド51とサクション装置52とのセット数が確保されている水流交絡装置5の場合、上記のように先頭のウォータジェットヘッド51とサクション装置52をプレウエット装置として活用することは、装置設備コストの抑制に効果的である。
図1で例示的に示している水流交絡装置5は、搬送方向TDに沿って多段(図1では例示しているのは4段)にウォータジェットヘッド51が配置されている。
なお、図1では、搬送方向TDに対して直角な方向(ウエブの幅方向)において延在しているウォータジェットヘッド51に設けたノズルの様子は図示していないが、幅方向において複数のウォータジェットノズルが適宜の位置に配置してある。このウォータジェットノズルの穴直径φは、好ましくは0.06~0.15mmである。また、ウォータジェットノズルの間隔は0.4~1.0mmとするのが好ましい。
化が促進される。
よって、搬送ワイヤ55上を搬送される予備的積層体PWebは、搬送方向TDで下流に向かう程に、より多くの水流交絡処理を受けることになり、水流交絡装置5を出るときには上側のパルプ繊維ウエブPFW層と下側のスパンボンド不織布SW層との十分な交絡処理が実現される。
水流交絡装置5を出た直後の複合型不織布にあっては、ウエット状態にあり、パルプ繊維同士などの結合は十分に確立されてはいない。
サクション装置6は、例えばバキューム式で水流交絡後の複合型不織布を脱水する。乾燥装置7は非圧縮型のドライヤ、好適にエアスルードライヤを採用することが好ましい。図1で、エアスルードライヤの回転可能なドライヤ本体71は筒状体であり、その周表面には多数の貫通孔が設けてあり、図示しない熱源で加熱された熱風がドライヤ本体の外周から中心部側に向かって吸い込む構成とするのがよい。
カレンダー装置CA内には、図示しないプレーンカレンダーロールの一対が配置されており、複合型不織布WPがその間を所定範囲の線圧(挟持圧)をもって挟持搬送される。
ここで採用可能なプレーンカレンダーロールについては、外周表面が平坦に形成してあるロールであり、複合化処理後の不織布WPへ安定的で均一な線圧を加えることができるロールであれば、その材質は特に限定されない。例えば、一方を金属製プレーンロールとし、他方を金属製の芯材の外側にゴム材が設けてある金属-ゴムのプレーンロールにしてある、カレンダーロールの対を好適に採用することができる。金属製ロールや金属製の芯材については例えばスチールロールとし、ゴム材は例えば特殊硬質ゴムを用いることができる。
なお、必要に応じて、上記カレンダー処理を多段で実施できるように、カレンダー装置CA内にプレーンカレンダーロール対を多段に配置してもよい。
なお、図1による製造装置では、エアレイド装置2を用いて、パルプ繊維を解繊して徐々に積層することによりパルプ繊維ウエブを得ている。パルプ繊維ウエブは湿式抄紙法によるシートの製造法を応用して製造することができるが、上記のようにエアレイド装置2を用いた乾式によりパルプ繊維ウエブを製造すると製造設備を簡素化して、より効率良く本発明に係る複合型不織布を製造できる。
2 エアレイド装置
3 スパンボンド不織布供給装置
4 サクション装置
5 水流交絡装置
6 サクション装置
7 乾燥装置
8 巻取装置
21 解繊機
22 ダクト
23 エアレイドホッパ
24 積層位置
28 挟持ローラ
30 プレウエット装置
31 噴霧ノズル
32 サクション装置
41 サクション装置本体
42 サクション部
43 搬送ワイヤ
51 ウォータジェットヘッド
52 サクション装置
55 搬送ワイヤ
SW スパンボンド不織布
PF パルプ繊維
PFW パルプ繊維ウエブ
PWeb 予備的積層体(積層ウエブ)
WP 複合型不織布
TD 搬送方向
CA カレンダー装置
Claims (6)
- スパンボンド不織布上にパルプ繊維ウエブを積層し一体化してある複合型不織布の製造方法であって、
坪量が52.0~81.0g/m2、厚さが0.28~0.43mm、点滴吸水度が0.5~3.0秒、保水量が240~400g/m2であり、且つ、ウエットテーバ値が少なくとも5回となる前記複合型不織布を製造し、
前記複合型不織布を製造する際、前記スパンボンド不織布と前記パルプ繊維ウエブとを積層して一体化した後の後工程として、プレーンカレンダーロールにてカレンダー処理を施し、
前記カレンダー処理では、前記プレーンカレンダーロールの温度が40~100℃、ロール間ギャップが0~0.3mmであり、前記プレーンカレンダーロール間を通過する際に前記複合型不織布に加わる線圧が1~30kg/cmである、ことを特徴とする複合型不織布の製造方法。 - 比容積が4.0~6.5cm3/gとなる前記複合型不織布を製造する、ことを特徴とする請求項1に記載の複合型不織布の製造方法。
- 前記パルプ繊維ウエブの坪量が40.0~70.0g/m2であり、前記スパンボンド不織布と前記パルプ繊維ウエブとの重量構成比が40/60~10/90(wt%)である前記複合型不織布を製造する、ことを特徴とする請求項1または2に記載の複合型不織布の製造方法。
- 前記パルプ繊維ウエブがラジアータパイン、スラッシュパイン、サザンパイン、ロッジポールパイン、スプルースおよびダグラスファーよりなる群から選択された針葉樹晒クラフトパルプの繊維により形成されている前記複合型不織布を製造する、ことを特徴とする請求項1~3のいずれかに記載の複合型不織布の製造方法。
- 前記スパンボンド不織布の坪量が7.0~20.0g/m2であり、紡糸された樹脂繊維を接続する複数の融着点を含んで形成されており、前記融着点1個の面積が0.10~0.50mm2、当該融着点の単位面積当たりの面積率が7~20%、個数が10~150個/cm2である前記複合型不織布を製造する、ことを特徴とする請求項1~4のいずれかに記載の複合型不織布の製造方法。
- 前記スパンボンド不織布の材質が、ナイロン、ビニロン、ポリエステル、アクリル、ポリエチレン、ポリプロピレン及びポリスチレンよりなる群から選択された1つまたは選択された2つ以上の組合せたものである前記複合型不織布を製造する、ことを特徴とする請求項1~5のいずれかに記載の複合型不織布の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019156840A JP7307632B2 (ja) | 2019-08-29 | 2019-08-29 | 複合型不織布の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019156840A JP7307632B2 (ja) | 2019-08-29 | 2019-08-29 | 複合型不織布の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021031818A JP2021031818A (ja) | 2021-03-01 |
| JP7307632B2 true JP7307632B2 (ja) | 2023-07-12 |
Family
ID=74677891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019156840A Active JP7307632B2 (ja) | 2019-08-29 | 2019-08-29 | 複合型不織布の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7307632B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7477356B2 (ja) * | 2020-04-30 | 2024-05-01 | 日本製紙クレシア株式会社 | 複合型不織布およびその製造方法 |
| JP7666952B2 (ja) * | 2021-03-10 | 2025-04-22 | 日本製紙クレシア株式会社 | 複合型不織布およびその製造方法 |
| JP7682012B2 (ja) * | 2021-04-28 | 2025-05-23 | 日本製紙クレシア株式会社 | 不織布 |
| JP7652644B2 (ja) * | 2021-06-30 | 2025-03-27 | 日本製紙クレシア株式会社 | 複合型不織布およびその製造方法 |
| JP7780350B2 (ja) * | 2022-02-04 | 2025-12-04 | 日本製紙クレシア株式会社 | 複合型不織布およびその製造方法 |
| JP2024033125A (ja) * | 2022-08-30 | 2024-03-13 | 日本製紙クレシア株式会社 | 複合型不織布の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019039116A (ja) | 2017-08-29 | 2019-03-14 | 日本製紙クレシア株式会社 | 不織布ワイパーおよびその製造方法 |
| JP2019063221A (ja) | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 不織布ダスター及び不織布ダスターの製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5334446A (en) * | 1992-01-24 | 1994-08-02 | Fiberweb North America, Inc. | Composite elastic nonwoven fabric |
-
2019
- 2019-08-29 JP JP2019156840A patent/JP7307632B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019039116A (ja) | 2017-08-29 | 2019-03-14 | 日本製紙クレシア株式会社 | 不織布ワイパーおよびその製造方法 |
| JP2019063221A (ja) | 2017-09-29 | 2019-04-25 | 大王製紙株式会社 | 不織布ダスター及び不織布ダスターの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021031818A (ja) | 2021-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7307632B2 (ja) | 複合型不織布の製造方法 | |
| JP7509539B2 (ja) | 複合型不織布およびその製造方法 | |
| JP6758116B2 (ja) | 複合型不織布の製造装置およびその製造方法 | |
| JP7578430B2 (ja) | 複合型不織布およびその製造方法 | |
| EP3387172B1 (en) | Patterned nonwoven material | |
| JP7509538B2 (ja) | 複合型不織布およびその製造方法 | |
| JP2019039116A (ja) | 不織布ワイパーおよびその製造方法 | |
| JP7477356B2 (ja) | 複合型不織布およびその製造方法 | |
| JP7620397B2 (ja) | 複合型不織布およびその製造方法 | |
| JP7324014B2 (ja) | 複合型不織布とその製造方法 | |
| JP7666952B2 (ja) | 複合型不織布およびその製造方法 | |
| JP7431612B2 (ja) | 複合型不織布 | |
| JP7324011B2 (ja) | 複合型不織布とその製造方法 | |
| JP7548760B2 (ja) | 複合型不織布およびその製造方法 | |
| JP7128682B2 (ja) | 不織布ワイパーおよびその製造方法 | |
| JP6902341B2 (ja) | 複合型不織布の製造方法およびその製造装置 | |
| JP7652644B2 (ja) | 複合型不織布およびその製造方法 | |
| JP7257767B2 (ja) | 複合型不織布ワイパーの製造方法 | |
| JP7764210B2 (ja) | 不織布 | |
| JP7652591B2 (ja) | 複合型不織布の製造装置 | |
| JP7481083B2 (ja) | 不織布ワイパーの製造方法 | |
| JP7237571B2 (ja) | 複合型不織布とその製造方法 | |
| JP2022169877A (ja) | 不織布 | |
| JP7216528B2 (ja) | 複合型不織布ワイパーの製造方法 | |
| JP7121557B2 (ja) | 不織布ワイパーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20220420 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20220420 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220603 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230517 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230613 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230630 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7307632 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |