JP7350010B2 - 緯編スペーサーファブリック及びその調製方法、並びにこれを含むポリウレタンフォーム複合材 - Google Patents
緯編スペーサーファブリック及びその調製方法、並びにこれを含むポリウレタンフォーム複合材 Download PDFInfo
- Publication number
- JP7350010B2 JP7350010B2 JP2020556264A JP2020556264A JP7350010B2 JP 7350010 B2 JP7350010 B2 JP 7350010B2 JP 2020556264 A JP2020556264 A JP 2020556264A JP 2020556264 A JP2020556264 A JP 2020556264A JP 7350010 B2 JP7350010 B2 JP 7350010B2
- Authority
- JP
- Japan
- Prior art keywords
- weft
- spacer fabric
- surface layer
- fabric
- spacer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/18—Other fabrics or articles characterised primarily by the use of particular thread materials elastic threads
-
- A—HUMAN NECESSITIES
- A43—FOOTWEAR
- A43B—CHARACTERISTIC FEATURES OF FOOTWEAR; PARTS OF FOOTWEAR
- A43B13/00—Soles; Sole-and-heel integral units
- A43B13/02—Soles; Sole-and-heel integral units characterised by the material
- A43B13/12—Soles with several layers of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/125—Water, e.g. hydrated salts
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/104—Openwork fabric, e.g. pelerine fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/14—Other fabrics or articles characterised primarily by the use of particular thread materials
- D04B1/16—Other fabrics or articles characterised primarily by the use of particular thread materials synthetic threads
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/66—Devices for determining or controlling patterns ; Program-control arrangements
- D04B15/68—Devices for determining or controlling patterns ; Program-control arrangements characterised by the knitting instruments used
- D04B15/70—Devices for determining or controlling patterns ; Program-control arrangements characterised by the knitting instruments used in flat-bed knitting machines
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0002—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate
- D06N3/0009—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the substrate using knitted fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0043—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by their foraminous structure; Characteristics of the foamed layer or of cellular layers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/0086—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof characterised by the application technique
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/121—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyesters, polycarbonates, alkyds
- D06N3/123—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyesters, polycarbonates, alkyds with polyesters
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06N—WALL, FLOOR, OR LIKE COVERING MATERIALS, e.g. LINOLEUM, OILCLOTH, ARTIFICIAL LEATHER, ROOFING FELT, CONSISTING OF A FIBROUS WEB COATED WITH A LAYER OF MACROMOLECULAR MATERIAL; FLEXIBLE SHEET MATERIAL NOT OTHERWISE PROVIDED FOR
- D06N3/00—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof
- D06N3/12—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins
- D06N3/14—Artificial leather, oilcloth or other material obtained by covering fibrous webs with macromolecular material, e.g. resins, rubber or derivatives thereof with macromolecular compounds obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. gelatine proteins with polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2203/00—Foams characterized by the expanding agent
- C08J2203/10—Water or water-releasing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
- C08J2375/08—Polyurethanes from polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2467/00—Characterised by the use of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Derivatives of such polymers
- C08J2467/02—Polyesters derived from dicarboxylic acids and dihydroxy compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2475/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2475/04—Polyurethanes
- C08J2475/08—Polyurethanes from polyethers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2477/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2477/06—Polyamides derived from polyamines and polycarboxylic acids
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/08—Physical properties foamed
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/022—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics
- D10B2403/0222—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics with at least one baggy or puckered ply
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2403/00—Details of fabric structure established in the fabric forming process
- D10B2403/02—Cross-sectional features
- D10B2403/022—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics
- D10B2403/0223—Lofty fabric with variably spaced front and back plies, e.g. spacer fabrics with apertures, e.g. with one or more mesh fabric plies
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2501/00—Wearing apparel
- D10B2501/04—Outerwear; Protective garments
- D10B2501/043—Footwear
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2505/00—Industrial
- D10B2505/02—Reinforcing materials; Prepregs
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Dispersion Chemistry (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Organic Chemistry (AREA)
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
- Polyurethanes Or Polyureas (AREA)
- Knitting Of Fabric (AREA)
- Knitting Machines (AREA)
- Laminated Bodies (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Description
(a)ジイソシアネート又はポリイソシアネート
(b)ポリエーテルポリオール又はポリエステルポリオール、及び
(c)任意の発泡剤
を反応させることにより調製される。
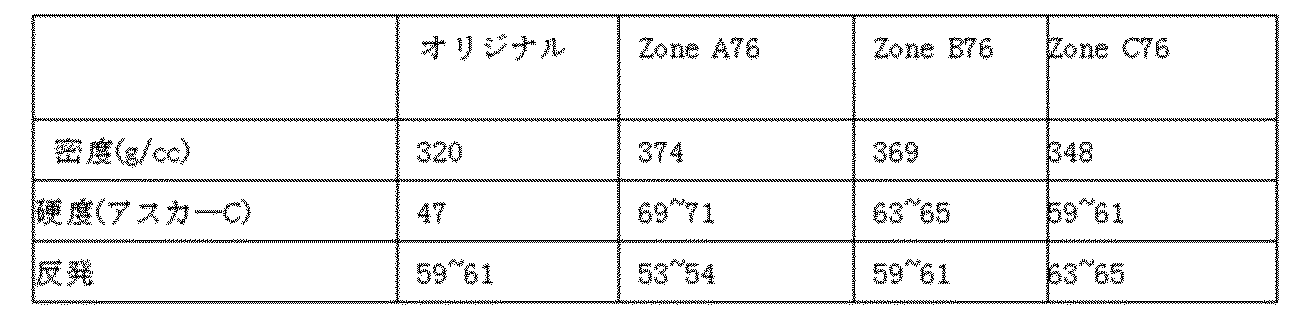
実験中に、緯編スペーサーファブリック強化PU複合体の柔軟性、密度、硬度及び機械的特性を測定した。
2.複合体を調製するための手順
表1に示すA成分(スポーツシステム用、A成分を35℃に維持)とB成分を、それぞれ対応する成分を混合して調製した。同時に、型の温度を23℃に維持した。次いで、A成分65gとB成分45gを1つのプラスチックカップに入れ、混合機(EWTHV0,5,タイプ、ヴォルラースミキサー)を用いて7から8秒間混合した。A成分とB成分の混合物62gを型に入れた。次いで、図3の緯編スペーサーファブリックを、生地の頂部層と底部層が型の底面と平行になるように上記混合物内に入れ、生地が型の中間に位置するようにした。その後、型を閉じた。15分後に型を開き、サンプルを取り出し、室温で24時間保持して硬化させ、このように緯編スペーサーファブリック強化PU複合体を得た(図9)。


Claims (25)
- 上部表面層、中間スペーサー糸、及び下部表面層とからなり、前記上部表面層と前記下部表面層との両方が非弾性糸及び弾性糸の2つの糸を使用し、前記上部表面層と前記下部表面層の間に前記スペーサー糸によって形成されたタックが存在し、前記上部表面層と前記下部表面層とが接続されて統合された態様で3次元構造を形成する、緯編スペーサーファブリックであって、
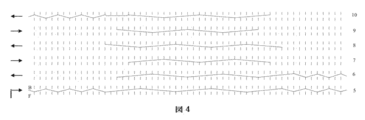
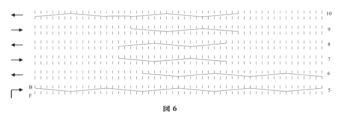
局所領域で他の領域とは接続距離が異なるタックを選択的に使用することにより、及び、前記上部表面層及び下部表面層の弾性糸の作用により、前記局所領域の厚さが変化され、且つ
局所領域におけるスペーサー糸の配列密度が、前記タックの接続距離を一定に保つことにより、且つ前記局所領域における前記スペーサー糸の数を選択的に変化させることにより、変化される
ことを特徴とする、緯編スペーサーファブリック。 - 前記緯編スペーサーファブリックのうね方向の厚さが、異なる編目の横列で前記タックの接続距離を変化させることにより、及び、前記上部表面層及び下部表面層の前記弾性糸の作用により、変化されることを特徴とする、請求項1に記載の緯編スペーサーファブリック。
- 前記緯編スペーサーファブリックの編目の横列方向の厚さは、同じ編目の横列内の異なるループのタックの接続距離を変化させることにより、及び、前記上部表面層及び下部表面層の前記弾性糸の作用により、変化されることを特徴とする、請求項1に記載の緯編スペーサーファブリック。
- 分散メッシュが、選択的なループの移送により、前記上部表面層及び下部表面層に形成されることを特徴とする、請求項1~3のいずれか1項に記載の緯編スペーサーファブリック。
- 前記非弾性糸は、167dtex/96Fの低弾性ポリエステル糸又は110dtex/48Fの低弾性ポリエステル糸から選択され、前記弾性糸は、33dtexナイロン/22dtexのスパンデックス被覆糸、77dtex高弾性ナイロン糸又は高弾性ポリエステル糸から選択されることを特徴とする、請求項1~4のいずれか1項に記載の緯編スペーサーファブリック。
- 前記請求項1~5のいずれか1項による緯編スペーサーファブリックを調製する方法であって:電子針選択装置を備えたダブル針棒のコンピュータ化された平編機で編むことを含み、そこでは最初に、プレーティング編みの形で非弾性糸と弾性糸とを用いてそれぞれ前針棒及び後針棒上で前記上部表面層及び下部表面層の単一側織物の2つの編目横列を編み、次に、前記前針棒及び後針棒の針選択タックを編み込むように、スペーサー糸を用いて前記上部表面層と前記下部表面層とを接続し、前記コンピュータ化された平編機のプログラム設計を変更することにより、前記タックの接続距離を変更することを特徴とする、緯編スペーサーファブリックを調製する方法。
- 前記後針棒の空針と前記後針棒の横方向の移動の助けにより、前記前針棒は、選択された針を使用することによって、同じベッド上の隣接する1~5本の針に、ループを移し、前記前針棒は、前記ループに移動して、分散メッシュを形成することを特徴とする、請求項6に記載の方法。
- 前記タックの接続距離は一定に維持され、局所領域におけるスペーサー糸の数が選択的に変更させられる、請求項6又は7に記載の方法。
- 前記ファブリックは、前記コンピュータ化された平編機から取り出された後に、ヒートセットされる、請求項6~8のいずれか1項に記載の方法。
- 複合材を調製するための前記請求項1~5のいずれか1項による緯編スペーサーファブリックの使用。
- 前記複合材は靴材料である、請求項10に記載の使用。
- 前記請求項1~5のいずれか1項による緯編スペーサーファブリックと樹脂を含む複合材。
- 前記樹脂は、不飽和ポリエステル樹脂、エポキシ樹脂、又はポリウレタンである、請求項12に記載の複合材。
- 前記ポリウレタンは、次の成分、
(a)ジイソシアネート又はポリイソシアネート、
(b)ポリエーテルポリオール又はポリエステルポリオール、及び
(c)任意の発泡剤、
を反応させることによって調製される、請求項13に記載の複合材。 - 前記ポリエーテルポリオール又は前記ポリエステルポリオールの官能性は、約1.7から約2.5である、請求項14に記載の複合材。
- 前記ポリエーテルポリオール又は前記ポリエステルポリオールのヒドロキシル価は、約50から約270mgKOH/gである、請求項14又は15に記載の複合材。
- 前記ポリエーテルポリオール又は前記ポリエステルポリオールの分子量は、約500から約6000である、請求項14~16のいずれか1項に記載の複合材。
- 前記ポリエーテルポリオール又はポリエステルポリオールの多分散指数は、約0.8から約1.3までである、請求項14~17のいずれか1項に記載の複合材。
- 緯編スペーサーファブリックに樹脂を注入することを含む、前記請求項12~18のいずれか1項による複合材を調製する方法。
- 前記樹脂はポリウレタンであり、前記緯編スペーサーファブリックとポリウレタンフォームを調製するための出発材料を型に加え、次いで発泡させることを含む、請求項19に記載の方法。
- 前記ポリウレタンフォームを調製するための反応混合物を混合し、次いで前記混合物を、既に型に入れられている前記緯編スペーサーファブリックに注入する、請求項20に記載の方法。
- 前記注入は、真空補助樹脂注入成形(VARTM)、又は、直接鋳造によって行われる、請求項20又は21に記載の方法。
- 前記注入は、前記ポリウレタンフォームを調製するための反応混合物が、前記スペーサー糸の方向に前記緯編スペーサーファブリックを通って流れるように、行われる、請求項20~22のいずれか1項に記載の方法。
- 前記請求項12~18のいずれか1項による複合材を含む靴材料。
- 靴材料が靴ソールである、請求項24に記載の靴材料。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201810331217.9A CN108437595B (zh) | 2018-04-13 | 2018-04-13 | 一种纬编间隔织物及其制备方法,以及包含该织物的聚氨酯泡沫复合材料 |
| CN201810331217.9 | 2018-04-13 | ||
| PCT/EP2019/058772 WO2019197319A1 (en) | 2018-04-13 | 2019-04-08 | A weft-knitted spacer fabric and a preparation method thereof, use of the fabric for the preparation of a composite material and a composite material comprising the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021521355A JP2021521355A (ja) | 2021-08-26 |
| JP7350010B2 true JP7350010B2 (ja) | 2023-09-25 |
Family
ID=63199859
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020556264A Active JP7350010B2 (ja) | 2018-04-13 | 2019-04-08 | 緯編スペーサーファブリック及びその調製方法、並びにこれを含むポリウレタンフォーム複合材 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11939708B2 (ja) |
| EP (1) | EP3775344B1 (ja) |
| JP (1) | JP7350010B2 (ja) |
| CN (1) | CN108437595B (ja) |
| CA (1) | CA3096489A1 (ja) |
| ES (1) | ES2942840T3 (ja) |
| MX (1) | MX2020010804A (ja) |
| TW (1) | TWI825089B (ja) |
| WO (1) | WO2019197319A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102956150B1 (ko) * | 2024-12-10 | 2026-04-24 | 주식회사 바이오명륜 | 에어쿠션 기능을 갖는 신발 깔창 |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11819064B2 (en) | 2018-11-30 | 2023-11-21 | Nike, Inc. | Upper torso garment with varied tuck binder knit structure |
| CN109705389A (zh) * | 2018-12-28 | 2019-05-03 | 苏州聿华企业管理有限公司 | 抗撕裂乳胶复合材料 |
| CN110295452B (zh) * | 2019-06-19 | 2020-10-02 | 上海捷英途新材料科技有限公司 | 可撕裂间隔织物 |
| CN110629553B (zh) * | 2019-08-28 | 2021-03-09 | 天津工业大学 | 具有凹凸结构核心和梯度表面的三维柔性复合发泡材料及其制备方法 |
| DE102019123362A1 (de) * | 2019-08-30 | 2021-03-04 | Falke Kgaa | Schuhsohle, eine Schuhsohle umfassender Schuh und Verfahren zum Herstellen einer Schuhsohle |
| FR3103409B1 (fr) * | 2019-11-22 | 2021-11-26 | Saint Gobain Performance Plastics France | Structure tricotee pour renforcement de materiaux composites. |
| CN110863287A (zh) * | 2019-12-26 | 2020-03-06 | 昆山五洲加晟服饰有限公司 | 一种超轻成形双面针织校服面料及其编织方法 |
| CN111705401B (zh) * | 2020-06-15 | 2021-05-04 | 江南大学 | 一种横编三维内支撑结构织物及其制备方法 |
| EP4232625A1 (en) | 2020-10-21 | 2023-08-30 | MAS Innovation (Private) Limited | Fabric with bi-directional thickness variation |
| US20230392304A1 (en) * | 2020-10-21 | 2023-12-07 | Mas Innovation (Private) Limited | A 3-dimensionally-knit fabric with bi-directional variation in thickness |
| DE102020214449B4 (de) * | 2020-11-17 | 2023-11-09 | Adidas Ag | Doppelt gestricktes Oberteil umfassend funktionelle Einsteckgarne |
| CN112873894B (zh) * | 2021-01-21 | 2022-03-01 | 吉林大学 | 一种仿生嵌套结构纤维复合材料及其制备方法 |
| FR3124533B1 (fr) | 2021-06-24 | 2024-10-04 | Michelin & Cie | Panneau comprenant deux faces reliées par une structure de liaison uniforme |
| FR3124532B1 (fr) | 2021-06-24 | 2023-06-30 | Michelin & Cie | Panneau conformable comprenant deux faces reliées par une structure de liaison non uniforme |
| FR3124526B1 (fr) | 2021-06-24 | 2023-06-30 | Michelin & Cie | Panneau conformable comprenant deux faces reliées par une structure de liaison uniforme |
| CN114032637B (zh) * | 2021-11-18 | 2024-06-07 | 宁波大千纺织品有限公司 | 一种舒适透气凉感速干抑菌针织贴身内衣面料及其制备方法 |
| US20230212795A1 (en) * | 2021-12-30 | 2023-07-06 | Under Armour, Inc. | Knit fabric for apparel |
| US12312725B2 (en) | 2024-11-14 | 2025-05-27 | Suzhou Renrui Network Technology Co., Ltd | Preparation method for faux grass woven flannelette fabric |
| CN119859875A (zh) * | 2025-01-21 | 2025-04-22 | 东莞超盈纺织有限公司 | 一种通过添纱增强回复性的纬编间隔织物 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001098445A (ja) | 1999-09-29 | 2001-04-10 | Du Pont Toray Co Ltd | 立体構造編地 |
| JP2013007133A (ja) | 2011-06-23 | 2013-01-10 | Shima Seiki Mfg Ltd | 立体編地の編成方法および編地 |
| CN105442163A (zh) | 2015-12-25 | 2016-03-30 | 江南大学 | 具有凹凸效应的不同厚度间隔织物的编织方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1393269A (fr) * | 1963-09-24 | 1965-03-26 | Lister & Company Ltd | Perfectionnements aux matières textiles |
| JPS6257973A (ja) * | 1985-09-04 | 1987-03-13 | 株式会社クラレ | 片面シワ二重丸編地およびその製造方法 |
| EP0617152B1 (de) | 1993-02-22 | 1999-08-25 | Recaro GmbH & Co. | Abstandstextilmaterial variabler Dicke, Herstellungsverfahren und Verwendungen dazu |
| DE29816223U1 (de) | 1998-09-10 | 1999-01-07 | Textilforschungsinstitut Thüringen-Vogtland e.V., 07973 Greiz | Strukturierte dreidimensionale Textilien |
| FR2820763B1 (fr) | 2001-02-14 | 2003-04-04 | Textiles Plastiques Chomarat | Etoffe double face tridimensionnelle |
| US6755052B1 (en) | 2003-01-16 | 2004-06-29 | Ronald M. Sytz | Knitted stretch spacer material and method of making |
| US20080254263A1 (en) * | 2005-02-23 | 2008-10-16 | Teijin Fibers Limited | Composite Fabric Material Exhibiting Three-Dimensional Structural Change Upon Water Absorption, and Textile Products |
| CN102108601B (zh) | 2009-12-29 | 2014-05-21 | 利勤实业股份有限公司 | 立体织物的厚薄编织方法及其结构 |
| US7913520B1 (en) | 2010-01-20 | 2011-03-29 | Li Cheng Enterprise Co., Ltd | Structure of spacer fabric and thickness-controlled knitting method for producing the same |
| NL2004833C2 (en) | 2010-06-07 | 2011-12-08 | Sara Lee De Nv | Shoe insole including a knitted spacer fabric. |
| JP2014512911A (ja) * | 2011-04-08 | 2014-05-29 | ダッシュアメリカ インコーポレイテッド | 履物用シームレスアッパーおよびこれを作製するための方法 |
| CN102443936A (zh) | 2011-09-19 | 2012-05-09 | 东华大学 | 一种变厚度三维机织物的成型方法 |
| CN102517759B (zh) | 2011-12-29 | 2013-12-25 | 山东岱银纺织集团股份有限公司 | 同幅异厚三维机织物的织造方法 |
| US9144956B2 (en) * | 2013-02-12 | 2015-09-29 | Nike, Inc. | Bead foam compression molding method with in situ steam generation for low density product |
| DE102014108987B3 (de) | 2014-06-26 | 2015-10-22 | Karl Mayer Textilmaschinenfabrik Gmbh | Wirkware, Verfahren zum Erzeugen einer Wirkware und Kettenwirkmaschine |
| CN105014984B (zh) * | 2015-06-09 | 2019-08-06 | 福建福联精编有限公司 | 三维经编间隔织物抗冲击复合材料及其制备方法与应用 |
| CN205631367U (zh) | 2016-05-09 | 2016-10-12 | 台州市众力化工设备制造有限公司 | 短纤维胶片裁断拼接机 |
| CN109923138A (zh) * | 2016-10-17 | 2019-06-21 | 巴斯夫欧洲公司 | 3d间隔织物增强的pu复合材料及其用途 |
| CN208774210U (zh) * | 2018-04-13 | 2019-04-23 | 巴斯夫欧洲公司 | 一种纬编间隔织物、包含该织物的聚氨酯泡沫复合材料以及包含该复合材料的鞋材 |
-
2018
- 2018-04-13 CN CN201810331217.9A patent/CN108437595B/zh active Active
-
2019
- 2019-04-08 ES ES19718092T patent/ES2942840T3/es active Active
- 2019-04-08 WO PCT/EP2019/058772 patent/WO2019197319A1/en not_active Ceased
- 2019-04-08 CA CA3096489A patent/CA3096489A1/en active Pending
- 2019-04-08 US US17/046,587 patent/US11939708B2/en active Active
- 2019-04-08 JP JP2020556264A patent/JP7350010B2/ja active Active
- 2019-04-08 EP EP19718092.0A patent/EP3775344B1/en active Active
- 2019-04-08 MX MX2020010804A patent/MX2020010804A/es unknown
- 2019-04-11 TW TW108112699A patent/TWI825089B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001098445A (ja) | 1999-09-29 | 2001-04-10 | Du Pont Toray Co Ltd | 立体構造編地 |
| JP2013007133A (ja) | 2011-06-23 | 2013-01-10 | Shima Seiki Mfg Ltd | 立体編地の編成方法および編地 |
| CN105442163A (zh) | 2015-12-25 | 2016-03-30 | 江南大学 | 具有凹凸效应的不同厚度间隔织物的编织方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102956150B1 (ko) * | 2024-12-10 | 2026-04-24 | 주식회사 바이오명륜 | 에어쿠션 기능을 갖는 신발 깔창 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11939708B2 (en) | 2024-03-26 |
| JP2021521355A (ja) | 2021-08-26 |
| WO2019197319A1 (en) | 2019-10-17 |
| EP3775344A1 (en) | 2021-02-17 |
| EP3775344B1 (en) | 2023-02-01 |
| ES2942840T3 (es) | 2023-06-07 |
| CN108437595B (zh) | 2020-08-14 |
| CA3096489A1 (en) | 2019-10-17 |
| CN108437595A (zh) | 2018-08-24 |
| US20210115600A1 (en) | 2021-04-22 |
| MX2020010804A (es) | 2020-10-28 |
| TW201943532A (zh) | 2019-11-16 |
| TWI825089B (zh) | 2023-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7350010B2 (ja) | 緯編スペーサーファブリック及びその調製方法、並びにこれを含むポリウレタンフォーム複合材 | |
| EP3526267B1 (en) | 3d spacer fabric reinforced pu composite and its use | |
| CN208774210U (zh) | 一种纬编间隔织物、包含该织物的聚氨酯泡沫复合材料以及包含该复合材料的鞋材 | |
| US9894957B2 (en) | Damping element in shoe soles | |
| CN101263173B (zh) | 基于聚氨酯的凝胶物料,其制备和用途 | |
| US20030143910A1 (en) | Carpet backings prepared from vegetable oil-based polyurethanes | |
| CN105683236B (zh) | 低密度聚氨酯微孔弹性体 | |
| CN103339375B (zh) | 用于制备更具体用于风力发电系统的叶片的聚氨酯芯层泡沫 | |
| WO2000050485A1 (en) | Polyurethane elastomers having improved hydrolysis resistance | |
| CA2291215C (en) | New delayed action catalysts for carpet backing and air frothed foam | |
| NL8800563A (nl) | Werkwijze ter bereiding van stijf polyurethan. | |
| KR20160027080A (ko) | 가수분해 저항성 폴리우레탄 몰딩 | |
| CN1986594A (zh) | 聚氨酯泡沫的制造方法 | |
| US12552894B2 (en) | Viscoelastic elastomeric polyurethane foams, process for preparing them and use thereof | |
| CN116981376A (zh) | 用于鞋类物品的斯创贝尔、鞋类物品和制造鞋类物品的方法 | |
| US5462766A (en) | Polyurethane carpet backing process based on polymeric MDI quasi-prepolymers | |
| JP2005146156A (ja) | 軟質ポリウレタンフォームの製造方法 | |
| US11872728B2 (en) | Vegetable oil as foam stabilizer in PU boots manufacturing | |
| JP2023004001A (ja) | ポリウレタンフォーム及び被服 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220407 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230307 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230912 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7350010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |