JP7353029B2 - 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 - Google Patents
自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 Download PDFInfo
- Publication number
- JP7353029B2 JP7353029B2 JP2018169050A JP2018169050A JP7353029B2 JP 7353029 B2 JP7353029 B2 JP 7353029B2 JP 2018169050 A JP2018169050 A JP 2018169050A JP 2018169050 A JP2018169050 A JP 2018169050A JP 7353029 B2 JP7353029 B2 JP 7353029B2
- Authority
- JP
- Japan
- Prior art keywords
- packaging bag
- self
- end seal
- supporting packaging
- spout
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images











Landscapes
- Bag Frames (AREA)
- Packages (AREA)
Description
[1]シーラント層を有する積層体により形成され、底面部を有するホット飲食料品用の自立型包装袋であって、
前記底面部の周縁から下方に延びる下端シール部を有し、
自立状態で前記下端シール部が足となり、前記底面部が前記自立型包装袋を載置する面から離間した、自立型包装袋。
[2]前記シーラント層の融点が120℃以上である、[1]に記載の自立型包装袋。
[3]前記底面部が矩形状であり、前記下端シール部が前記底面部の各辺から4つ形成されている、[1]又は[2]に記載の自立型包装袋。
[4]さらに横ガゼット部を有する、[1]~[3]のいずれかに記載の自立型包装袋。
[5]前記シーラント層の総厚みは、70μm~100μmである、[1]~[4]のいずれかに記載の自立型包装袋。
[6]前記積層体は、金属箔層を有する、[1]~[5]のいずれかに記載の自立型包装袋。
[7][1]~[6]のいずれかに記載の自立型包装袋にスパウトが取り付けられたスパウト付自立型包装袋。
[8][1]~[6]のいずれかに記載の自立型包装袋に内容物が収納された内容物入り自立型包装袋。
[9][7]に記載のスパウト付自立型包装袋に内容物が収納された内容物入りスパウト付自立型包装袋。
合成樹脂の密度は、JIS K7112 Dに準拠して測定された値である。
メルトフローレート(MFR)はJIS-K7210に準拠して、ポリエチレン系樹脂の場合には温度が190℃、荷重が21.18Nの条件の下において測定された値である。
なお、以下の説明において例示される図の寸法等は一例であって、本発明はそれらに必ずしも限定されるものではなく、その要旨を変更しない範囲で適宜変更して実施することが可能である。
一対の側面部16,16の正面視形状は、平面部14,14と同様に、矩形状の各角部が円弧状に切り欠かれた略矩形状である。一対の側面部16,16の正面視形状は、このような略矩形状には限定されない。
自立型包装袋10は、一対の側面部16,16がそれぞれの幅方向の中央部に高さ方向に最下端まで延びる折り線16a,16aにてそれぞれ自立型包装袋10の内部側に向けられて半折されることで形成される横ガゼット部26,26を有している。
下端シール部24の幅dは、3.0mm以上が好ましく、4.0mm以上がより好ましい。下端シール部24の幅dが前記下限値以上であれば、底面部18や、自立型包装袋10内で下方の内容物のみに高すぎる温度の熱や、長時間の熱が加わり続けることによる底面部材181を形成する積層体の劣化や、内容物の品質低下を抑制しやすい。
下端シール部24の幅dは、10.0mm以下が好ましく、8.0mm以下がより好ましい。下端シール部24の幅dが前記上限値以下であれば、必要以上にシール幅が大きくなることを抑制でき、自立型包装袋10の大きさにもよるが必要以上に内容積が減少することを抑制できる。また、単位面積当たりに加わるヒートシールの圧力を上げることができ、自立に必要な十分なシール強度を得やすい。
なお、ここで下端シール部24の幅dとは、ヒートシールを行う際の設定の寸法であり、ヒートシールの余熱により設定寸法よりわずかに大きくなることもある。
また、自立型包装袋10においては、下端シール部24上にポイントシールがなされていてもよい。これにより、下端シール部24が強化される。ここで、ポイントシールとは、部分的に強化するために、ヒートシールされているところに、重ねてされた部分的なヒートシールのことを言う。
具体的には、側面部16の下方の下端シール部24bにおける側面部16の折り線16aに対応する部分a(図3、図5)にポイントシールがなされていることが好ましい。また、平面部14の下方の下端シール部24aにおける、自立型包装袋10を折り畳んだ際に部分aと重なる部分b(図1、図5)においても、ポイントシールがなされていることが好ましい。
自立状態では、自立型包装袋10の底面視で、図5に示すように、矩形状に広がった底面部18の4つの角部分のそれぞれにおいて、角c、部分a、及び部分bが三角形を形成する。このように配される下端シール部24の部分aと部分bの両方がポイントシールされることで、底面部18の4つの角部分が強化され、より安定した自立性が確保される。
自立型包装袋10の一対の平面部14,14、一対の側面部16,16、及び底面部18を形成する平面部材141、側面部材161及び底面部材181はそれぞれ、シーラント層を有する積層体で形成されている。シーラント層は、積層体の最内層として設けられる。積層体としては、例えば、外側から基材層、中間フィルム層、シーラント層をこの順に有する積層体が挙げられる。
シーラント層が複層の場合、共押出し法、ラミネート法等の公知の方法により製造できる。共押出し法の場合、水冷インフレーション法、空冷インフレーション法、Tダイ成形法等が採用できる。特に、薄肉フィルム及び広幅原反の成形が可能である空冷インフレーション法が有利である。
ポリエチレン系樹脂としては、耐熱性に優れるHDPEと柔軟性があり耐衝撃性に優れるLLDPEを組み合わせることが好ましい。この場合、シーラント層は、HDPEとLLDPEの混合物の単層でもよく、HDPEの層とLLDPEの層を含む複層であってもよく、HDPEとLLDPEの混合物の層を含む複層であってもよい。
LLDPEは、チーグラー系触媒又はメタロセン系触媒を用いて製造される。耐衝撃性に優れることから、メタロセン系触媒を用いて製造されたLLDPEが好ましい。
LLDPEは、密度が0.900~0.920g/cm3、MFRが0.1~20g/10分、又は密度が0.920g/cm3以上、MFRが0.1~20g/10分である。
外層:密度が0.940~0.970g/cm3、MFRが0.1~20g/10分のHDPEと、密度が0.900~0.920g/cm3、MFRが0.1~20g/10分のLLDPEの混合物からなる層。
中間層:密度が0.940~0.970g/cm3、MFRが0.1~20g/10分のHDPEと、密度が0.900~0.920g/cm3、MFRが0.1~20g/10分のLLDPEの混合物からなる層。
内層:密度が0.920g/cm3以上、MFRが0.1~20g/10分のLLDPEからなる層、又は、密度が0.940~0.970g/cm3、MFRが0.1~20g/10分のHDPEと密度が0.900~0.920g/cm3、MFRが0.1~20g/10のLLDPEの混合物からなる層。
ポリプロピレン系樹脂としては、プロピレンと、エチレンその他のオレフィンとの共重合体であるブロックポリプロピレン、ランダムポリプロピレンは、ホモポリプロピレンと比較し融点が低く、135~150℃程度であり、ホモポリプロピレンと比較すると耐衝撃強度が向上するため、ポリプロピレン系樹脂の中ではブロックポリプロピレンやランダムポリプロピレンが好ましい。
シーラント層の総厚みに特に上限はないが、厚くしすぎてもコストが嵩むだけであり、150μm以下が好ましく、100μm以下がより好ましい。
シーラント層の総厚みは、70μm~100μmがより好ましい。
シーラント層を前記3層共押出フィルムとする場合、シーラント層の総厚みに対する中間層の割合は、耐衝撃性に優れる点から、33~80%が好ましい。
ここでシーラント層の総厚みとは、自立型包装袋を形成する前の厚みである。自立型包装袋を形成後も平面部、側面部、底面部においてはこの厚みをほぼ維持しているが、各シール部においては、各部材を2枚ずつ、シーラント層を対向させてヒートシールにより溶融して接合されているため、総厚みの2倍の厚みよりは薄くなっている。
中間フィルム層として、金属箔を用いるのが好ましい。本実施形態における自立型包装袋10を製造するには、底面部材181は図8(A)のように、両方の側面部16側が内側に入り込むように折られて扁平状となっている。底面部材181がこのように折られて形成される底面部18を有する自立型包装袋10に内容物を充填すると、底面部18は自立型包装袋10の自立方向に対して水平方向に広がるが、下端シール部24は、シールがなされていることで強固となり、製造時の形状を維持して自立型包装袋10の自立方向に対して垂直に延び、下端シール部24a,24bが底面部18の下方において足となる。また、中間フィルム層に金属箔を有していると、金属箔の腰の強さとデッドホールド性により、内容物の重量が大きくとも、下端シール部24a,24bは、自立方向に対する垂直方向への延びを維持し、底面部18の下方において足として働き、底面部18と加温面(平面200)との間に隙間ができる。このように、中間フィルム層に金属箔を有する態様は、内容物が液体などの重量が大きい場合でも、底面部18が加温面(平面200)に着地して、下端シール部24a,24bが底面部18の広がる方向と同じ方向に広がるのを防止できるため好ましい。
自立型包装袋10のような形態の包装袋では、側端シール部20と2辺の下端シール部24a,24bが交わる、底面部18の4つの角cの部分(図5)においてシール不良が生じやすく、また内容物の荷重が角cの部分にかかりやすいため、角cの部分から破袋が生じやすくなる傾向がある。また、前述した底面部18の半折線18aと下端シール部24bの内端との交点18bにおいては、内容物充填前と内容物充填後では折り方が逆方向であり、積層体がたるみやすく、内容物の荷重がかかりやすく、シール不良が生じやすいため、交点18bから破袋が生じやすくなる傾向がある。さらにはスパウト付自立型包装袋1とした場合には上端シール部22の内端と側面部16の折り線16aとの交点16bにおいては、スパウト付自立型包装袋1が落下してしまった際に内容物の荷重がかかりやすく、交点16bから破袋が生じやすくなる傾向がある。これに対して、自立型包装袋10を前記積層体で形成することで、優れた耐衝撃性が得られる。そのため、自立型包装袋10が落下した際等に、角cの部分及び交点18b、スパウト付自立型包装袋1の交点16bから破袋が生じることを抑制できる。
このように、自立型包装袋10では、破袋を抑制できる優れた耐衝撃性と、ホット飲食料品用としての優れた耐熱性が得られる。
スパウト12を形成する合成樹脂としては、例えば、ポリオレフィン樹脂、ポリアミド樹脂、ポリエステル樹脂、(メタ)アクリル樹脂、塩化ビニル樹脂、塩化ビニリデン樹脂、ポリエーテルサルホン、エチレン-ビニルアルコール共重合体等が挙げられる。なかでも、加工性に優れ、低コストである点から、ポリオレフィン樹脂が好ましい。
スパウト12のうち、少なくとも自立型包装袋10の平面部14と接合される部分を形成する樹脂は、ヒートシールによる接合が可能である点から、平面部14の最内層を形成する樹脂と同種の樹脂で形成されていることが好ましい。
側端シール部及び上端シール部のヒートシール温度の好ましい範囲は、下端シール部のヒートシール温度の好ましい範囲と同様である。
加温器による自立型包装袋の加温温度は、レトルト殺菌に必要な温度(110℃以上)よりは低く、おおよそ100℃程度である。
本発明の自立型包装袋は、矩形状の底面部18の各辺から下方に延びる4つの下端シール部24を有するものには限定されない。本発明の自立型包装袋は、一対の平面部及び底面部からなり、2つの下端シール部より自立する自立型包装袋(スタンディングパウチ)であってもよい。例えば、本発明の自立型包装袋は、図9に例示した自立型包装袋10Aであってもよい。
自立型包装袋10Aにおいては、一対の平面部14A,14Aのそれぞれの側端同士がヒートシールされることで高さ方向に延びる2つの側端シール部20Aが形成されている。
自立型包装袋10Aの上端には、一対の平面部14A,14Aの上端同士がヒートシールされた上端シール部が形成されている。
[略号]
以下の略号は、以下の意味を示す。
PET:二軸延伸ポリエチレンテレフタレートフィルム
AL:アルミニウム箔
ONY:二軸延伸ポリアミドフィルム
表1に示す組成の内層、中間層及び外層の3層構成のシーラントフィルム(総厚み80μm、最低融点:123.7℃)を用い、各フィルム間にドライラミネート用接着剤を用いて、厚み12μmのPET、厚み7μmのAL、厚み15μmのONY及びシーラントフィルムをこの順に貼り合わされた積層体を、ドライラミネート加工により得た。この際のドライラミネート用接着剤は、ポリウレタン系2液硬化型接着剤を用いた。なお、融点は、JIS K 7121に準拠し、シーラントフィルムを切り出して示差走査型熱量測定(DSC)により窒素雰囲気下で、毎分10℃の速度で昇温して測定した融解ピーク温度である。
一対の平面部、一対の側面部、及び底面部を形成する部材として前記積層体を用い、図1~3に例示したスパウト付自立型包装袋1と同じ態様で、矩形状の底面部の周縁から下方に延びる4つの下端シール部を有するスパウト付自立型包装袋を作製した。下端シール部の形成時のヒートシール温度は230℃とした。下端シール部の幅は5mmとした。

シーラントフィルムとして、表2に示す組成の内層、中間層及び外層の3層構成のシーラントフィルム(総厚み80μm、最低融点:135℃)を用いる以外は、実施例1と同様にして積層体を得て、スパウト付自立型包装袋を作製した。

シーラントフィルムを各層の厚み比を変更せずに70μmとした以外は、実施例1と同様にして積層体を得て、スパウト付自立型包装袋を作製した。
シーラントフィルムを各層の厚み比を変更せずに65μmとした以外は、実施例1と同様にして積層体を得て、スパウト付自立型包装袋を作製した。
図10及び図11に例示したスパウト付ガゼット袋100を作製した。スパウト付ガゼット袋100は、ガゼット袋110と、ガゼット袋110に液密に取り付けられたスパウト112と、スパウト112に装着されるキャップ113とを備えている。ガゼット袋110は、対向する一対の平面部114,114と、平面部114,114の側端同士を接続するように設けられ、内部側に折り込まれた対向する一対の側面部116,116とを備えている。ガゼット袋110は、隣り合う平面部114と側面部116の側端同士がヒートシールされた4つの側端シール部120と、平面部114と側面部116の上端同士がヒートシールされた上端シール部122と、平面部114と側面部116の下端同士がヒートシールされた下端シール部124を有している。スパウト付ガゼット袋100の自立状態では、図11に示すように、平面部114,114が折れ曲がって形成される下端シール部124も含めた底面が載置面となる。
シーラントフィルムとして、LLDPEフィルム(厚み80μm、融点:110℃)を用いる以外は、実施例1と同様にして積層体を得て、自立型包装袋を作製した。
各例の包装袋に内容物として180mLの水を充填し、100℃のオーブン内で包装袋を自立させて、24時間、加温した。
(外観)
加温後の包装袋の外観を確認した。
(衝撃強度)
加温後の包装袋を1.5mの高さから落下させ、破袋の有無を確認した。各例において10個の包装袋について試験を行い、破袋が生じた袋の数を計測した。
結果を表3に示す。
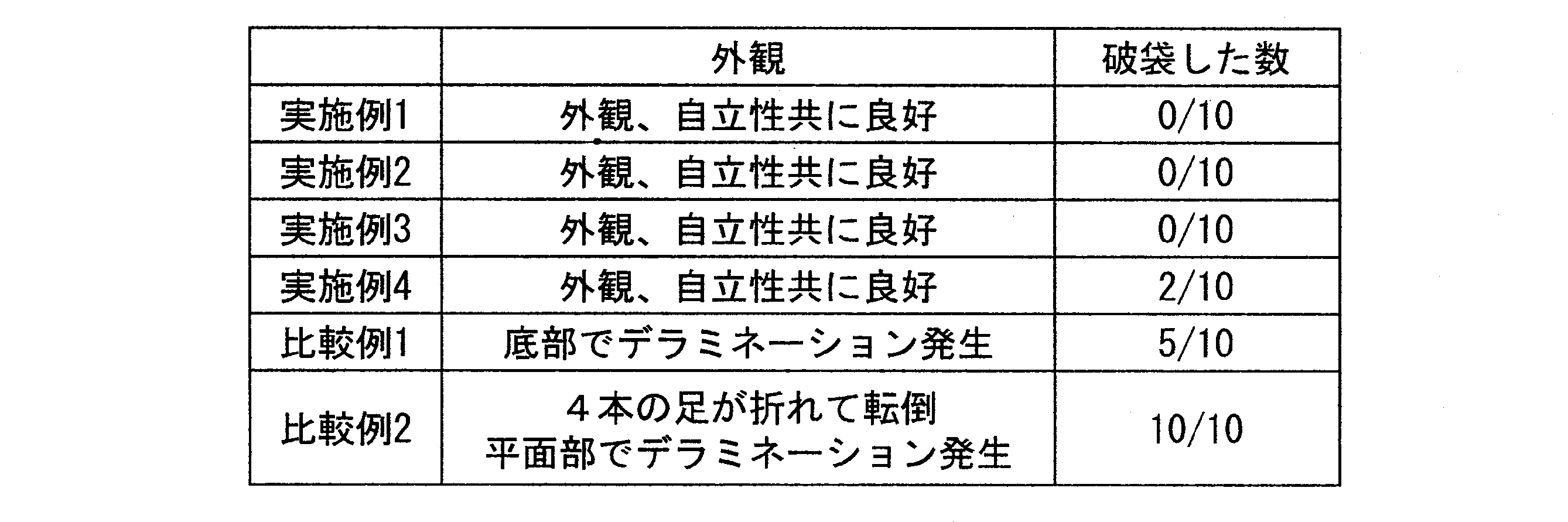
一方、足となる下端シール部を有しない比較例1のガゼット袋は、加温により、熱がかかり続けていたことにより、加温後に底部で、シーラントフィルムが劣化してデラミネーションが生じ、耐熱性が劣っていた。また落下により破袋が生じた数が多く耐衝撃性も劣っていた。破袋が生じた箇所は、上端シール部の内端と交わる側面部の折り線上であった。比較例1に用いた積層体は、実施例1と同様であるが、比較例1のガゼット袋の底面部は熱がかかり続けて積層体のシーラントフィルムが劣化してしまったため、ガゼット袋全体のシーラントフィルムも少なからず劣化してしまったことが原因と考えられる。また、シーラントフィルムを形成する合成樹脂の融点が120℃未満である比較例2の自立型包装袋は、シーラントフィルムが軟化することにより加温後に足となる4つの下端シール部が折れて転倒し、転倒した際に、加温器に直接触れてしまう平面部においてデラミネーションが発生しており、耐熱性に劣っていた。また試験した全ての比較例2の自立型包装袋が、上端シール部の内端と交わる側面部の折り線上で破袋しており、耐衝撃性が劣っていた。
Claims (4)
- シーラント層を有する積層体により形成され、底面部を有するホット飲食料品用の自立型包装袋であって、
一対の平面部と、一対の側面部と、底面部とを備え、
前記一対の側面部がそれぞれ内部側に折り込まれるようにして成り、前記平面部と前記側面部の側端同士を接続する側端シール部を有し、
前記底面部は前記一対の平面部と前記一対の側面部とで形成された筒状の胴部の下方の開口端を塞ぐ下端シール部を有し、
前記側面部の下方の下端シール部における前記側面部の折り線に対応する部分、及びこの部分と前記平面部の下方の下端シール部における自立型包装袋を折り畳んだ際に重なる部分にポイントシールがなされ、
自立状態で前記下端シール部が足となり、前記底面部が前記自立型包装袋を載置する面から離間しており、
前記シーラント層の融点が120℃以上である、自立型包装袋。 - 請求項1に記載の自立型包装袋にスパウトが取り付けられたスパウト付自立型包装袋。
- 請求項1に記載の自立型包装袋に内容物が収納された内容物入り自立型包装袋。
- 請求項2に記載のスパウト付自立型包装袋に内容物が収納された内容物入りスパウト付自立型包装袋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018169050A JP7353029B2 (ja) | 2018-09-10 | 2018-09-10 | 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018169050A JP7353029B2 (ja) | 2018-09-10 | 2018-09-10 | 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020040702A JP2020040702A (ja) | 2020-03-19 |
| JP7353029B2 true JP7353029B2 (ja) | 2023-09-29 |
Family
ID=69797374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018169050A Active JP7353029B2 (ja) | 2018-09-10 | 2018-09-10 | 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7353029B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023153488A1 (ja) * | 2022-02-14 | 2023-08-17 | 凸版印刷株式会社 | 自立性包装袋 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005119729A (ja) | 2003-10-20 | 2005-05-12 | Hosokawa Yoko Co Ltd | 包装容器 |
| JP2005145482A (ja) | 2003-11-12 | 2005-06-09 | Fuji Seal International Inc | スパウト付きパウチ容器 |
| US20050238765A1 (en) | 2004-04-23 | 2005-10-27 | Weaver Rodney M | Flexible carbonated beverage pouch |
| JP2011025944A (ja) | 2009-07-22 | 2011-02-10 | Hosokawa Yoko Co Ltd | 自立性多室包装袋、及びその製造方法 |
| JP2017141039A (ja) | 2016-02-09 | 2017-08-17 | 株式会社サンデリックフーズ | 食品包装容器 |
| JP2018047954A (ja) | 2016-09-15 | 2018-03-29 | 大日本印刷株式会社 | 袋 |
| JP2018083635A (ja) | 2016-11-21 | 2018-05-31 | 株式会社細川洋行 | 自立袋及びその製造方法 |
-
2018
- 2018-09-10 JP JP2018169050A patent/JP7353029B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005119729A (ja) | 2003-10-20 | 2005-05-12 | Hosokawa Yoko Co Ltd | 包装容器 |
| JP2005145482A (ja) | 2003-11-12 | 2005-06-09 | Fuji Seal International Inc | スパウト付きパウチ容器 |
| US20050238765A1 (en) | 2004-04-23 | 2005-10-27 | Weaver Rodney M | Flexible carbonated beverage pouch |
| JP2011025944A (ja) | 2009-07-22 | 2011-02-10 | Hosokawa Yoko Co Ltd | 自立性多室包装袋、及びその製造方法 |
| JP2017141039A (ja) | 2016-02-09 | 2017-08-17 | 株式会社サンデリックフーズ | 食品包装容器 |
| JP2018047954A (ja) | 2016-09-15 | 2018-03-29 | 大日本印刷株式会社 | 袋 |
| JP2018083635A (ja) | 2016-11-21 | 2018-05-31 | 株式会社細川洋行 | 自立袋及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020040702A (ja) | 2020-03-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9630759B2 (en) | Gusset bag, spout-attached gusset bag, and method of manufacturing the same | |
| US8834024B2 (en) | Self-standing bag, production method thereof, and self-standing bag having content therein | |
| JP6450776B2 (ja) | 可撓性容器及びそれを製作するためのプロセス | |
| US8133560B2 (en) | Multilayer heat sealant structures, packages and methods of making the same | |
| ES2718752T3 (es) | Accesorio flexible para recipiente flexible | |
| TW201012709A (en) | Flexible packaging bag having a non-returning function nozzle, and liquid-substance filling/packaging structure | |
| JP2013049458A (ja) | ガゼット袋及び口部材付ガゼット袋、並びにそれらの製造方法 | |
| KR102435928B1 (ko) | 자립형 백 및 이의 제조방법 | |
| JP7353029B2 (ja) | 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 | |
| JP2004223728A (ja) | 積層体およびそれを用いた包装容器 | |
| JP7398918B2 (ja) | 自立型包装袋、スパウト付自立型包装袋 | |
| JP7841280B2 (ja) | 包装袋 | |
| JP7830912B2 (ja) | 自立性包装袋 | |
| JP4743407B2 (ja) | 紙容器 | |
| US20170101243A1 (en) | Gusset bag and spout-attached gusset bag | |
| WO2023153488A1 (ja) | 自立性包装袋 | |
| JP2024004771A (ja) | 自立性包装袋 | |
| JP2015196287A (ja) | フィルム材、該フィルム材を用いた底部材および自立性容器 | |
| JP2025170787A (ja) | 注出口付きパウチ | |
| JP2024104887A (ja) | 口栓、及び口栓付きパウチ | |
| JP2024071059A (ja) | 自立性包装袋 | |
| JP2025049831A (ja) | 底テープ用積層体及び自立性包装袋 | |
| JP2019142598A (ja) | 袋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220531 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221025 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230404 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230529 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7353029 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |