JP7355709B2 - 接合治具および半導体装置の製造方法 - Google Patents
接合治具および半導体装置の製造方法 Download PDFInfo
- Publication number
- JP7355709B2 JP7355709B2 JP2020093801A JP2020093801A JP7355709B2 JP 7355709 B2 JP7355709 B2 JP 7355709B2 JP 2020093801 A JP2020093801 A JP 2020093801A JP 2020093801 A JP2020093801 A JP 2020093801A JP 7355709 B2 JP7355709 B2 JP 7355709B2
- Authority
- JP
- Japan
- Prior art keywords
- thin plate
- support member
- semiconductor chip
- close contact
- attached
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images










Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W72/00—Interconnections or connectors in packages
- H10W72/071—Connecting or disconnecting
Landscapes
- Die Bonding (AREA)
- Pressure Welding/Diffusion-Bonding (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
<接合治具100の構成>
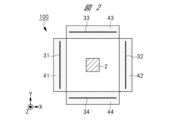
図1および図2を用いて、実施の形態1における接合治具100について説明する。接合治具100は、主に、上述のような、はみ出した焼結材(焼結層)の脱落または這い上がりによる短絡を抑制するために使用される。
以下に図1、図3~図5を用いて、実施の形態1における半導体装置200の製造方法を説明する。半導体装置200の製造方法には、上述の接合治具100が用いられる。半導体装置200は、例えば、鉄道の車両または自動車の車体などに搭載される半導体モジュール(パワーモジュール)である。
以下に図6を用いて、実施の形態2における接合治具100を説明する。なお、以下では、主に実施の形態1との相違点について説明する。
以下に図7および図8を用いて、実施の形態3における接合治具100および半導体装置200の製造方法を説明する。なお、以下では、主に実施の形態1との相違点について説明する。
図9は、実施の形態3の変形例における接合治具100を示している。
以下に図10および図11を用いて、実施の形態4における接合治具100および半導体装置200の製造方法を説明する。なお、以下では、主に実施の形態3との相違点について説明する。
天板と、
その上端部が前記天板に取り付けられた加圧部材と、
平面視において前記加圧部材を囲むように、その上端部が前記天板に取り付けられた第1弾性体、第2弾性体、第3弾性体および第4弾性体と、
を備えた接合治具を用いた半導体装置の製造方法であって、
前記第1弾性体、前記第2弾性体、前記第3弾性体および前記第4弾性体の各々の下端部は、前記第1弾性体、前記第2弾性体、前記第3弾性体および前記第4弾性体の各々の前記上端部よりも、前記加圧部材の近くに位置し、
(a)上面と、前記上面と反対側の下面と、平面視における第1方向において互いに向き合う第1側面および第2側面と、平面視で前記第1方向と交差する第2方向において互いに向き合う第3側面および第4側面と、を有する半導体チップを用意する工程、
(b)配線基板上に焼結材を設ける工程、
(c)前記半導体チップの前記下面が前記焼結材に接触するように、前記焼結材上に前記半導体チップを搭載する工程、
(d)前記(c)工程後、平面視において前記加圧部材が前記半導体チップに重なるように、前記半導体チップの上方に前記接合治具を配置する工程、
(e)前記(d)工程後、前記接合治具を前記半導体チップに近づけることで、前記第1弾性体を前記第1側面および前記配線基板に密着させ、前記第2弾性体を前記第2側面および前記配線基板に密着させ、前記第3弾性体を前記第3側面および前記配線基板に密着させ、前記第4弾性体を前記第4側面および前記配線基板に密着させる工程、
(f)前記(e)工程後、前記接合治具を前記半導体チップに更に近づけ、前記半導体チップの前記上面を前記加圧部材によって加圧しながら、前記焼結材を加熱することで、少なくとも前記半導体チップの前記下面と前記配線基板との間に焼結層を形成する工程、
を有する、半導体装置の製造方法。
付記1に記載の半導体装置の製造方法において、
前記(f)工程において、前記焼結層は、前記下面からはみ出し、前記第1側面、前記第2側面、前記第3側面または前記第4側面の一部または全部にも形成され、
前記下面からはみ出した前記焼結層の断面は、前記第1側面、前記第2側面、前記第3側面または前記第4側面から離れるに連れて前記焼結層の厚さが小さくなるように、裾広がりのテーパ形状を成す、半導体装置の製造方法。
付記1に記載の半導体装置の製造方法において、
前記(e)工程は、
(e6)前記接合治具を前記半導体チップに近づけることで、前記第1弾性体を前記配線基板に密着させ、前記第2弾性体を前記配線基板に密着させ、前記第3弾性体を前記配線基板に密着させ、前記第4弾性体を前記配線基板に密着させる工程、
(e7)前記(e6)工程後、前記接合治具を前記半導体チップに更に近づけることで、前記第1弾性体を撓ませながら前記第1弾性体を前記第1側面に密着させ、前記第2弾性体を撓ませながら前記第2弾性体を前記第2側面に密着させ、前記第3弾性体を撓ませながら前記第3弾性体を前記第3側面に密着させ、前記第4弾性体を撓ませながら前記第4弾性体を前記第4側面に密着させる工程、
を含む、半導体装置の製造方法。
付記1に記載の半導体装置の製造方法において、
前記第1弾性体、前記第2弾性体、前記第3弾性体および前記第4弾性体は、それぞれ、前記焼結材に含まれる金属材料よりも高い融点を有する材料によって構成されている、半導体装置の製造方法。
天板と、
その上端部が前記天板に取り付けられた加圧部材と、
平面視において前記加圧部材を囲むように、その上端部が前記天板に取り付けられた第1弾性体、第2弾性体、第3弾性体および第4弾性体と、
を備え、
前記第1弾性体、前記第2弾性体、前記第3弾性体および前記第4弾性体の各々の下端部は、前記第1弾性体、前記第2弾性体、前記第3弾性体および前記第4弾性体の各々の前記上端部よりも、前記加圧部材の近くに位置している、接合治具。
2 加圧部材
4a 中心
4b、4c 四半円点
5 半導体チップ
6a 焼結材
6b 焼結層
7 配線基板
31~35 薄板
41~45 支持部材
81、82 弾性体
100 接合治具
200 半導体装置
BS 半導体チップの下面
SS1~SS4 半導体チップの側面
TS 半導体チップの上面
Claims (15)
- 天板と、
その上端部が前記天板に取り付けられた加圧部材と、
平面視において前記加圧部材を囲むように、その上端部が前記天板に取り付けられた第1薄板、第2薄板、第3薄板および第4薄板と、
その側面が前記第1薄板の下端部に取り付けられた円柱状の第1支持部材と、
その側面が前記第2薄板の下端部に取り付けられた円柱状の第2支持部材と、
その側面が前記第3薄板の下端部に取り付けられた円柱状の第3支持部材と、
その側面が前記第4薄板の下端部に取り付けられた円柱状の第4支持部材と、
を備えた、接合治具。 - 請求項1に記載の接合治具において、
前記第1薄板および前記第2薄板は、平面視における第1方向において互いに向き合い、
前記第3薄板および前記第4薄板は、平面視で前記第1方向と交差する第2方向において互いに向き合い、
前記第1支持部材および前記第2支持部材は、前記第2方向に延在し、
前記第3支持部材および前記第4支持部材は、前記第1方向に延在している、接合治具。 - 請求項2に記載の接合治具において、
前記第1薄板と前記第3薄板とが近接する箇所において、その上端部が前記天板に取り付けられた第5薄板と、
前記第2薄板と前記第3薄板とが近接する箇所において、その上端部が前記天板に取り付けられた第6薄板と、
前記第3薄板と前記第4薄板とが近接する箇所において、その上端部が前記天板に取り付けられた第7薄板と、
前記第1薄板と前記第4薄板とが近接する箇所において、その上端部が前記天板に取り付けられた第8薄板と、
その側面が前記第5薄板の下端部に取り付けられた円柱状の第5支持部材と、
その側面が前記第6薄板の下端部に取り付けられた円柱状の第6支持部材と、
その側面が前記第7薄板の下端部に取り付けられた円柱状の第7支持部材と、
その側面が前記第8薄板の下端部に取り付けられた円柱状の第8支持部材と、
を更に備え、
前記第5薄板の向きは、前記第1薄板の向きおよび前記第3薄板の向きと異なり、
前記第6薄板の向きは、前記第2薄板の向きおよび前記第3薄板の向きと異なり、
前記第7薄板の向きは、前記第3薄板の向きおよび前記第4薄板の向きと異なり、
前記第8薄板の向きは、前記第1薄板の向きおよび前記第4薄板の向きと異なる、接合治具。 - 請求項3に記載の接合治具において、
前記第5支持部材、前記第6支持部材、前記第7支持部材および前記第8支持部材は、それぞれ、前記第1方向に延在する第1円柱体と、前記第2方向に延在する第2円柱体とが結合された結合円柱体である、接合治具。 - 請求項1に記載の接合治具において、
前記第1薄板、前記第2薄板、前記第3薄板および前記第4薄板の各々の前記下端部は、前記第1薄板、前記第2薄板、前記第3薄板および前記第4薄板の各々の前記上端部よりも、前記加圧部材の近くに位置している、接合治具。 - 請求項1に記載の接合治具において、
断面視において、前記天板から前記第1支持部材の中心、前記第2支持部材の中心、前記第3支持部材の中心または前記第4支持部材の中心までの距離は、前記天板から前記加圧部材の下端部までの距離よりも大きい、接合治具。 - 天板と、
その上端部が前記天板に取り付けられた加圧部材と、
平面視において前記加圧部材を囲む支持部材と、
を備え、
半導体チップの焼結接合時において、前記半導体チップの4つの側面を前記支持部材に密着させた状態で、前記加圧部材によって前記半導体チップの上面を加圧可能である、接合治具。 - 天板と、
その上端部が前記天板に取り付けられた加圧部材と、
平面視において前記加圧部材を囲むように、その上端部が前記天板に取り付けられた第1薄板、第2薄板、第3薄板および第4薄板と、
その側面が前記第1薄板の下端部に取り付けられた円柱状の第1支持部材と、
その側面が前記第2薄板の下端部に取り付けられた円柱状の第2支持部材と、
その側面が前記第3薄板の下端部に取り付けられた円柱状の第3支持部材と、
その側面が前記第4薄板の下端部に取り付けられた円柱状の第4支持部材と、
を備えた接合治具を用いた半導体装置の製造方法であって、
(a)上面と、前記上面と反対側の下面と、平面視における第1方向において互いに向き合う第1側面および第2側面と、平面視で前記第1方向と交差する第2方向において互いに向き合う第3側面および第4側面と、を有する半導体チップを用意する工程、
(b)配線基板上に焼結材を設ける工程、
(c)前記半導体チップの前記下面が前記焼結材に接触するように、前記焼結材上に前記半導体チップを搭載する工程、
(d)前記(c)工程後、平面視において前記加圧部材が前記半導体チップに重なるように、前記半導体チップの上方に前記接合治具を配置する工程、
(e)前記(d)工程後、前記接合治具を前記半導体チップに近づけることで、前記第1支持部材を前記第1側面および前記配線基板に密着させ、前記第2支持部材を前記第2側面および前記配線基板に密着させ、前記第3支持部材を前記第3側面および前記配線基板に密着させ、前記第4支持部材を前記第4側面および前記配線基板に密着させる工程、
(f)前記(e)工程後、前記接合治具を前記半導体チップに更に近づけ、前記半導体チップの前記上面を前記加圧部材によって加圧しながら、前記焼結材を加熱することで、少なくとも前記半導体チップの前記下面と前記配線基板との間に焼結層を形成する工程、
を有する、半導体装置の製造方法。 - 請求項8に記載の半導体装置の製造方法において、
前記(f)工程において、前記焼結層は、前記下面からはみ出し、前記第1側面、前記第2側面、前記第3側面または前記第4側面の一部または全部にも形成され、
前記下面からはみ出した前記焼結層の断面は、前記第1側面、前記第2側面、前記第3側面または前記第4側面から離れるに連れて前記焼結層の厚さが小さくなるように、裾広がりのテーパ形状を成す、半導体装置の製造方法。 - 請求項8に記載の半導体装置の製造方法において、
前記(d)工程において、前記第1支持部材、前記第2支持部材、前記第3支持部材および前記第4支持部材の各々の側面のうち、最下端部となる第1の四半円点と、前記加圧部材側に位置する第2の四半円点とを含む曲面が、それぞれ、前記第1側面、前記第2側面、前記第3側面および前記第4側面の直上に位置する、半導体装置の製造方法。 - 請求項10に記載の半導体装置の製造方法において、
前記(e)工程は、
(e1)前記接合治具を前記半導体チップに近づけることで、前記第1支持部材、前記第2支持部材、前記第3支持部材および前記第4支持部材の各々の前記曲面を、前記半導体チップに接触させる工程、
(e2)前記(e1)工程後、前記接合治具を前記半導体チップに更に近づけることで、前記第1薄板を撓ませながら前記第1支持部材を前記第1側面に密着させ、前記第2薄板を撓ませながら前記第2支持部材を前記第2側面に密着させ、前記第3薄板を撓ませながら前記第3支持部材を前記第3側面に密着させ、前記第4薄板を撓ませながら前記第4支持部材を前記第4側面に密着させる工程、
(e3)前記(e2)工程後、前記接合治具を前記半導体チップに更に近づけることで、前記第1薄板を撓ませながら前記第1支持部材を前記配線基板に密着させ、前記第2薄板を撓ませながら前記第2支持部材を前記配線基板に密着させ、前記第3薄板を撓ませながら前記第3支持部材を前記配線基板に密着させ、前記第4薄板を撓ませながら前記第4支持部材を前記配線基板に密着させる工程、
を含む、半導体装置の製造方法。 - 請求項8に記載の半導体装置の製造方法において、
前記第1薄板、前記第2薄板、前記第3薄板および前記第4薄板の各々の前記下端部は、前記第1薄板、前記第2薄板、前記第3薄板および前記第4薄板の各々の前記上端部よりも、前記加圧部材の近くに位置し、
前記(d)工程において、記第1支持部材、前記第2支持部材、前記第3支持部材および前記第4支持部材は、前記第1側面、前記第2側面、前記第3側面および前記第4側面の直上から離れた場所に位置している、半導体装置の製造方法。 - 請求項12に記載の半導体装置の製造方法において、
前記(e)工程は、
(e4)前記接合治具を前記半導体チップに近づけることで、前記第1支持部材を前記配線基板に密着させ、前記第2支持部材を前記配線基板に密着させ、前記第3支持部材を前記配線基板に密着させ、前記第4支持部材を前記配線基板に密着させる工程、
(e5)前記(e4)工程後、前記接合治具を前記半導体チップに更に近づけることで、前記第1薄板を撓ませながら前記第1支持部材を前記第1側面に密着させ、前記第2薄板を撓ませながら前記第2支持部材を前記第2側面に密着させ、前記第3薄板を撓ませながら前記第3支持部材を前記第3側面に密着させ、前記第4薄板を撓ませながら前記第4支持部材を前記第4側面に密着させる工程、
を含む、半導体装置の製造方法。 - 請求項8に記載の半導体装置の製造方法において、
前記第1支持部材、前記第2支持部材、前記第3支持部材および前記第4支持部材の各々の断面視における半径は、前記焼結層の厚さよりも大きく、前記焼結層の厚さおよび前記半導体チップの厚さの合計よりも小さい、半導体装置の製造方法。 - 請求項8に記載の半導体装置の製造方法において、
前記第1支持部材、前記第2支持部材、前記第3支持部材および前記第4支持部材は、それぞれ、前記(f)工程における前記焼結材の加熱によって融解しない材料によって構成されている、半導体装置の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020093801A JP7355709B2 (ja) | 2020-05-29 | 2020-05-29 | 接合治具および半導体装置の製造方法 |
| PCT/JP2021/014688 WO2021241017A1 (ja) | 2020-05-29 | 2021-04-07 | 接合治具および半導体装置の製造方法 |
| CN202180032770.2A CN115516610B (zh) | 2020-05-29 | 2021-04-07 | 接合夹具以及半导体装置的制造方法 |
| TW110118187A TWI750094B (zh) | 2020-05-29 | 2021-05-20 | 接合治具及半導體裝置之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020093801A JP7355709B2 (ja) | 2020-05-29 | 2020-05-29 | 接合治具および半導体装置の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021190540A JP2021190540A (ja) | 2021-12-13 |
| JP7355709B2 true JP7355709B2 (ja) | 2023-10-03 |
Family
ID=78744304
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020093801A Active JP7355709B2 (ja) | 2020-05-29 | 2020-05-29 | 接合治具および半導体装置の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7355709B2 (ja) |
| CN (1) | CN115516610B (ja) |
| TW (1) | TWI750094B (ja) |
| WO (1) | WO2021241017A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2025040298A (ja) * | 2023-09-11 | 2025-03-24 | アピックヤマダ株式会社 | 実装装置及び実装方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003243891A (ja) | 2002-02-13 | 2003-08-29 | Nec Corp | チップ部品接合装置 |
| JP2007266086A (ja) | 2006-03-27 | 2007-10-11 | Toyota Motor Corp | 半導体装置およびその製造方法 |
| JP2011216772A (ja) | 2010-04-01 | 2011-10-27 | Mitsubishi Electric Corp | 半導体装置の製造方法および接合治具 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0786487A (ja) * | 1993-09-20 | 1995-03-31 | Toshiba Corp | 半導体装置およびその製造方法 |
| JPH07297209A (ja) * | 1994-04-22 | 1995-11-10 | Mitsubishi Electric Corp | ダイボンディング方法 |
| TW451372B (en) * | 1999-06-17 | 2001-08-21 | Shinkawa Kk | Die-holding mechanism, die-packing device and die-bonding device |
| JP3894077B2 (ja) * | 2002-09-05 | 2007-03-14 | 株式会社デンソー | 半導体装置 |
| CN101689516B (zh) * | 2007-06-28 | 2011-09-14 | 松下电器产业株式会社 | 半导体元件的安装构造体的制造方法及加压工具 |
| JP5977592B2 (ja) * | 2012-06-20 | 2016-08-24 | 東京応化工業株式会社 | 貼付装置 |
| JP6917127B2 (ja) * | 2016-08-23 | 2021-08-11 | ローム株式会社 | 半導体装置及びパワーモジュール |
-
2020
- 2020-05-29 JP JP2020093801A patent/JP7355709B2/ja active Active
-
2021
- 2021-04-07 WO PCT/JP2021/014688 patent/WO2021241017A1/ja not_active Ceased
- 2021-04-07 CN CN202180032770.2A patent/CN115516610B/zh active Active
- 2021-05-20 TW TW110118187A patent/TWI750094B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003243891A (ja) | 2002-02-13 | 2003-08-29 | Nec Corp | チップ部品接合装置 |
| JP2007266086A (ja) | 2006-03-27 | 2007-10-11 | Toyota Motor Corp | 半導体装置およびその製造方法 |
| JP2011216772A (ja) | 2010-04-01 | 2011-10-27 | Mitsubishi Electric Corp | 半導体装置の製造方法および接合治具 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021241017A1 (ja) | 2021-12-02 |
| CN115516610B (zh) | 2025-08-26 |
| JP2021190540A (ja) | 2021-12-13 |
| TW202145379A (zh) | 2021-12-01 |
| CN115516610A (zh) | 2022-12-23 |
| TWI750094B (zh) | 2021-12-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10522482B2 (en) | Semiconductor device manufacturing method comprising bonding an electrode terminal to a conductive pattern on an insulating substrate using ultrasonic bonding | |
| CN107615464B (zh) | 电力用半导体装置的制造方法以及电力用半导体装置 | |
| CN103000559B (zh) | 半导体芯片的定位夹具以及半导体装置的制造方法 | |
| CN110520983A (zh) | 半导体装置 | |
| US11417634B2 (en) | Semiconductor module having an N terminal, A P terminal and an output terminal and method of fabricating the semiconductor module | |
| CN213026110U (zh) | 半导体器件 | |
| JP7355709B2 (ja) | 接合治具および半導体装置の製造方法 | |
| JP7074621B2 (ja) | 半導体装置及びその製造方法 | |
| JP2019083292A (ja) | 半導体装置 | |
| JP7638087B2 (ja) | 半導体モジュール及び半導体モジュールの製造方法 | |
| US11996355B2 (en) | Semiconductor device and method for manufacturing semiconductor device | |
| JP7824231B2 (ja) | 半導体装置の製造方法および半導体装置 | |
| JP6079501B2 (ja) | 電子部品モジュール | |
| CN115023804B (zh) | 电子器件和电子器件的制造方法 | |
| JP7563723B2 (ja) | シートはんだ、およびはんだ付け方法 | |
| JP2018170344A (ja) | 半導体装置および半導体装置の製造方法 | |
| JP2011077215A (ja) | 半導体パッケージ | |
| JP2009016380A (ja) | 半導体装置及びその製造方法 | |
| CN222966129U (zh) | 半导体装置 | |
| JP2014220329A (ja) | 半導体装置の製造方法 | |
| JP2021002570A (ja) | 半導体装置 | |
| US12315823B2 (en) | Semiconductor device | |
| JP5217014B2 (ja) | 電力変換装置およびその製造方法 | |
| JPWO2018131473A1 (ja) | 半導体装置、および半導体装置の製造方法 | |
| WO2024111058A1 (ja) | 半導体装置および半導体装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230206 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230921 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7355709 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |