JP7364656B2 - 旋削によって金属加工品を機械加工する方法 - Google Patents
旋削によって金属加工品を機械加工する方法 Download PDFInfo
- Publication number
- JP7364656B2 JP7364656B2 JP2021207659A JP2021207659A JP7364656B2 JP 7364656 B2 JP7364656 B2 JP 7364656B2 JP 2021207659 A JP2021207659 A JP 2021207659A JP 2021207659 A JP2021207659 A JP 2021207659A JP 7364656 B2 JP7364656 B2 JP 7364656B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting edge
- nose
- turning
- turning insert
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 113
- 238000005520 cutting process Methods 0.000 claims description 470
- 238000003754 machining Methods 0.000 claims description 66
- 238000000034 method Methods 0.000 claims description 58
- 238000013459 approach Methods 0.000 claims description 26
- 230000007423 decrease Effects 0.000 claims description 13
- 230000002829 reductive effect Effects 0.000 description 14
- 238000010586 diagram Methods 0.000 description 11
- 238000003801 milling Methods 0.000 description 10
- 238000004590 computer program Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 230000007704 transition Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- QNRATNLHPGXHMA-XZHTYLCXSA-N (r)-(6-ethoxyquinolin-4-yl)-[(2s,4s,5r)-5-ethyl-1-azabicyclo[2.2.2]octan-2-yl]methanol;hydrochloride Chemical compound Cl.C([C@H]([C@H](C1)CC)C2)CN1[C@@H]2[C@H](O)C1=CC=NC2=CC=C(OCC)C=C21 QNRATNLHPGXHMA-XZHTYLCXSA-N 0.000 description 1
- 241000217377 Amblema plicata Species 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000010076 replication Effects 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images

























































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B1/00—Methods for turning or working essentially requiring the use of turning-machines; Use of auxiliary equipment in connection with such methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B3/00—General-purpose turning-machines or devices, e.g. centre lathes with feed rod and lead screw; Sets of turning-machines
- B23B3/36—Associations of only turning-machines directed to a particular metal-working result
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/141—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness
- B23B27/145—Specially shaped plate-like cutting inserts, i.e. length greater or equal to width, width greater than or equal to thickness characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1644—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane and at the same time upon the wall of a hole in the cutting insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/0447—Parallelogram
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/049—Triangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/08—Rake or top surfaces
- B23B2200/081—Rake or top surfaces with projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/12—Side or flank surfaces
- B23B2200/125—Side or flank surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/16—Supporting or bottom surfaces
- B23B2200/165—Supporting or bottom surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/201—Details of the nose radius and immediately surrounding area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/20—Top or side views of the cutting edge
- B23B2200/202—Top or side views of the cutting edge with curved cutting edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/32—Chip breaking or chip evacuation
- B23B2200/321—Chip breaking or chip evacuation by chip breaking projections
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2220/00—Details of turning, boring or drilling processes
- B23B2220/24—Finishing
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Turning (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Description
円形または湾曲したセグメントは、回転軸を含む平面における断面において、円の4分の1の形状、またはほぼ円である形状の4分の1の形状の弧の形状であり、旋削インサートのノーズ切れ刃と同じ曲率半径を有する。円形または湾曲したセグメントは、代替的には、旋削インサートのノーズ切れ刃より大きい曲率半径を有する。
好ましくは、工具本体の長手方向軸の設定は、金属加工品の回転軸に対して垂直、すなわち90°である。
工具本体の長手方向軸は、好ましくは、工具本体の長手方向軸に対して一定の角度である。
外部90°コーナは、湾曲したまたは弧状の表面によって連結された2つ壁面を備える。湾曲した、または弧状の表面の曲率半径は、旋削インサートのノーズ切れ刃の曲率半径以上である。湾曲した、または弧状の表面は、壁面の各々の表面積の、好ましくは50%未満、さらにより好ましくは10%未満である表面積を有する。
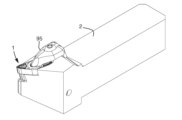
工具本体2は、前端および後端と、長手方向軸A2に沿って前端から後端まで延びる主延長部と、前端内に形成されたインサートシートであって、旋削インサート1が装着されるインサートシートとを備える。
工具本体2の長手方向軸A2は、金属加工品の回転軸に対して垂直である。
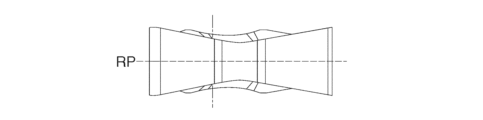
旋削インサート1は、回転軸に対して平行に、または45°未満の角度である、送り方向99によって規定された方向に移動する。図10では、送り方向99は、金属加工品の回転軸に対して平行である。第1の切れ刃11は、有効であり、送り方向99にノーズ切れ刃10の前方にある。第1の切れ刃は有効であり、すなわち金属を、0°を上回る進入角k1で切削する。好ましくは、進入角k1は、少なくとも5°である。好ましくは、進入角k1は、10~45°の範囲である。図10では、進入角k1は、約5°である。より大きい切削深さが必要である場合、より大きい進入角k1を選択しなければならない。第1の切れ刃11は前刃である。第2の切れ刃12は後刃である。表面53は、ノーズ切れ刃10によって少なくとも部分的に形成される。形成される表面53は、回転対称面、すなわち金属加工品の回転軸に沿って延長部を有する表面53であり、この場合回転軸に対して垂直な断面において、回転対称面53の各部分は、金属加工品の回転軸から一定の距離に位置し、この場合この一定の距離は、0.10mm内、好ましくは0.05mm内の距離である。回転対称面53は、たとえば、円筒状表面、または円錐表面、または円錐台表面、またはテーパ表面の形態であることができる。ノーズ切れ刃10によって少なくとも部分的に生成または形成される回転対称面53は、小さい頂部および谷部を有する波形状を有し、この波形状は、ノーズ半径の曲率および送り速度に少なくとも部分的に影響を受ける。波形の高さは、0.10mm未満、好ましくは0.05mm未満である。有効なノーズ切れ刃10は、旋削インサート1の、および旋削工具3の、金属加工品の回転軸に最も近い部分である。
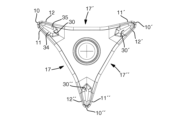
3つのノーズ部15、15’、15”は、中心軸A1に対して対称的に、またはこの周りに形成される。ノーズ部15、15’、15”は、同一である。各ノーズ部15、15’、15”は、第1の切れ刃11と、第2の切れ刃12と、第1の切れ刃11および第2の切れ刃12を連結する凸状ノーズ切れ刃10とを備える。ノーズ切れ刃10、10’、10”は、中心軸A1から最大距離に、すなわち旋削インサートの他のすべての部分よりも、中心軸A1から遠い距離に位置する。図16Dに見られる上面図では、同じノーズ部15上のまたは同じノーズ部15における第1の切れ刃11および第2の切れ刃12は、互いに対して25~50°のノーズ角αを形成し、図16dでは、ノーズ角αは35°である。図16bなどの側面図では、各ノーズ部15、15’、15”上のまたは各ノーズ部15、15’、15”における第1および第2の切れ刃11、12の少なくとも一部は、底面に向かって傾斜し、それにより、側面図では、第1および第2の切れ刃11、12は、同じノーズ部15上または同じノーズ部15においてノーズ切れ刃10と境を接する最高点を有する。換言すれば、第1の切れ刃11および第2の切れ刃12から基準面RPまでの距離は、ノーズ切れ刃10からの距離が増大するにつれて減少するように変化する。第1および第2の切れ刃11、12は、上面図では、線形もしくは直線的、またはほぼ線形もしくは直線的である。二等分線7、7’、7”が、第1の切れ刃11、11’、11”および第2の切れ刃12、12’、12”の各対から等距離に延びる。各二等分線7、7’、7”は、中心軸Aと交差する。くぼみ17、17’、17”が、ノーズ切れ刃10、10’、10”の各対間に形成される。図18aおよび18bに見られる底面9は、旋削インサート1が切削中、中心軸A1周りを回転する傾向を低減する目的で、3つの溝40、40’、40”の形態の回転防止手段を備え、各溝40、40’、40”は、最も近い第1の切れ刃11および第2の切れ刃12に隣接して位置する二等分線7、7’、7”と同じ方向に主延長部を有する。各溝40、40’、40”は、好ましくは、互いに関連して鈍角100~160°に2つのシート面を備える。旋削インサート1は、図17aに見られるように、ねじまたは上部クランプなどのクランプ手段によって、工具本体2の前端に位置するインサートシート4内に固定式にクランプされるよう意図される。次に、インサートシート4と旋削インサートとの間の接触を、図17cおよび図17aの影をつけた領域を見ながら説明する。有効なノーズ切削部15は、溝40が図17cに位置するインサートの部分である。溝40の2つのシート面は、インサートシート4の底部内の凸部90の2つの表面と接触している。各々の他の溝40’、40”の1つの表面、有効なノーズ切れ刃10から最大距離に位置する表面は、インサートシート4の底部内の底面93、94と接触している。有効なノーズ切れ刃10から最大距離にある側面13の少なくとも一部は、インサートシート4の後端に形成された後方シート面91、92と接触することができる。
図14fは、第2の旋削インサート1をたとえば上部クランプ95を用いることによって装着することができるインサートシート4を示す。有効なノーズ切れ刃10から最大距離に位置する側面13は、インサートシート4の後面91、92に押さえつけられる2つの表面を備える。表面41、42、43、44の組は、インサートシート4の底部の前部90の表面と接触する2つの前面41、42を備える。この文脈での前部は、中心軸Aと有効なノーズ切れ刃10との間である。表面41、42、43、44の組は、さらに、2つの後面43、44を備え、この後面は、インサートシート4の底面内の、前部90とインサートシート4の後面91、92との間に位置する後底面93、94に押さえつけられる2つの後面43、44を備える。
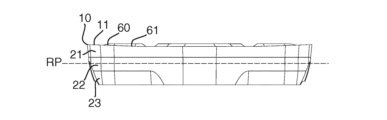
上面図では、同じノーズ部15上の第1の切れ刃11および第2の切れ刃12は、互いに対して70~85°の、図2aでは80°であるノーズ角αを形成する。第3の凸状切れ刃60が、第1の切れ刃11に隣接して形成される。第4の切れ刃61が、第3の切れ刃に隣接して、ノーズ切れ刃10からさらに離れて形成される。第5の凸状切れ刃62が、第2の切れ刃12に隣接して形成される。第6の切れ刃63が、第5の切れ刃62に隣接して、ノーズ切れ刃10からさらに離れて形成される。図2aのような上面図では、第1、第2、第4、および第6の切れ刃11、12、61、63は、線形もしくは直線的であり、またはほぼ線形もしくは直線的である。図2aの右に向かう主送り方向は、回転軸A3に対して平行に、金属加工品50の第1の端部54またはクランプ端から離れるものである。前記送り方向では、第4の切れ刃61は、10~45°、好ましくは20~40°、図2aでは30°である進入角において有効である。第4の切れ刃61は、前記主送り方向の主切れ刃であり、すなわち切りくずの大部分は、少なくとも中程度から大きい切削深さで第4の切れ刃61によって切削される。これより小さい程度では、第3の切れ刃60、第1の切れ刃11、およびノーズ切れ刃10も、有効である。第1の切れ刃は、前記軸方向の送り方向にノーズ切れ刃10の前方にある。旋削インサートのすべての部分は、前記送り方向に有効なノーズ切れ刃10の前方にある。有効なノーズ部15上に形成された第2の切れ刃12は、有効でない。
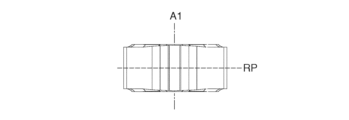
図15dに見られる上面図では、同じノーズ部15上の第1の切れ刃11および第2の切れ刃12は、互いに対して75~85°のノーズ角αを形成し、図15dでは、ノーズ角αは80°である。図15cなどの側面図では、各ノーズ部15、15’上の第4および第6の切れ刃61、63の少なくとも一部分は、底面9に向かって傾斜し、それにより、側面図において、第4および第6の切れ刃61、63は、同じノーズ部15上のノーズ切れ刃10のより近くに最高点を有する。換言すれば、第4の切れ刃61および第6の切れ刃63から基準面RPまでの距離は、ノーズ切れ刃10からの距離が増大するにつれて減少するように変化する。さらに、第1、第2、第3、および第5の切れ刃11、12、60、62は、対応する方法で底面9に向かって傾斜し、それにより、底面9に関連して、ノーズ切れ刃10は、第1および第2の切れ刃11、12よりさらに離れ、第1および第2の切れ刃は、次いで、第3および第5の切れ刃60、62よりさらに離れ、第3および第5の切れ刃は、次いで、第4および第6の切れ刃61、63よりさらに離れる。二等分線7、7’、が、第1の切れ刃11、11’および第2の切れ刃12、12’の各対から等距離に延びる。各二等分線7、7’は、中心軸Aと交差し、これらは、共通の方向に延びる。底面9は、上面8と同一である。図15dのような上面図では、第4の切れ刃61は、二等分線7に対して0~34°、図15dでは10~20°の角度βを形成する。上面8は、第4の切れ刃61を向く第1の切りくず破壊壁34を備える突起部30を備える。第4の切れ刃61から第1の切りくず破壊壁34までの距離は、ノーズ切れ刃10から離れるにつれて増大する。突起部30は、シート面として機能するよう意図され、各突起部の上面は、平坦であり、基準面RPに対して平行である。突起部30は、基準面RPから最大距離に位置する旋削インサート1の部分である。突起部は、第6の切れ刃を向く第2の切りくず破壊壁を備える。第4の切れ刃61から第1の切りくず破壊壁34までの距離は、第4の切れ刃61に対して垂直な方向に、基準面RPに対して平行な平面において、第1の切りくず破壊壁34まで測定される。突起部30、したがって第1の切りくず破壊壁34は、必ずしも、第4の切れ刃61の全長に沿って延びる必要はない。それでも、第4の切れ刃61から第1の切りくず破壊壁34までの距離は、第4の切れ刃61の、第1の切りくず破壊壁34が第4の切れ刃61に対して垂直に延びる部分において増大していく。
基準面RPに対して垂直な平面において、突起部30の上面と第4の切れ刃61の最低点との間で測定される距離D1は、0.28~0.35mmである。
隆起部80、または突起部が、上面8内に形成される。隆起部80は、第4の切れ刃61から0.3mmより大きく、かつ3.0mm未満の距離に位置する。隆起部80は、第4の切れ刃61と第1の切りくず破壊壁34との間に位置する。隆起部80は、上面図では非円形の形状を有し、それにより、隆起部の0.8~3.0mmである主延長部は、第4の切れ刃61に対してほぼ垂直または垂直な方向である。主延長部に対して垂直な隆起部の副延長部は、0.5~2.0mmである。隆起部80または突起部は、周囲領域に関連して基準面から離れて延びる上面8の部分である。図15dのような上面図では、隆起部80は、好ましくは、楕円形もしくは長円形、またはほぼ楕円形または長円形状を有する。隆起部80は、互いから分離される。隆起部80は、好ましくは、互いから一定の距離に位置する。隆起部80は、好ましくは、第4の切れ刃61から一定の距離に位置する。第1の実施形態では、第4の切れ刃に隣接する5つの隆起部が存在する。第4の切れ刃に隣接して2~10個の隆起部を有することが好ましい。第3の旋削インサートには少なくとも1つの別の隆起部80が存在し、2~3つの隆起部80が、第3の切れ刃60に対して垂直に位置し、またはこの切れ刃に対して垂直な方向に主延長部を有し、少なくとも1つの別の隆起部80、第1の実施形態では1~2つの隆起部80が、第1の切れ刃11に対して垂直に位置し、この切れ刃に対して垂直な方向に主延長部を有する。
第3の旋削インサート1は、二等分線7、7’の両側で鏡対称である。したがって、隆起部80が、第2、第5、および第6の切れ刃12、62、63から距離を離して対応する方法で形成される。
そのような旋削インサート1により、切りくず破壊および/または切りくず制御は、特に切削深さがより小さいところで、すなわち切削深さが、第1の切れ刃11が有効であり、第4の切れ刃61が有効でないようなものであるときにさらに改良される。そのような小さい切削深さでは、第1の切れ刃11による進入角が小さいため、切りくずは非常に薄く、第1の切れ刃11に最も近い隆起部または複数の隆起部80が、切りくず破壊部として機能する。隆起部80の主延長部は、隆起部80の磨耗が切りくずに対する隆起部80の効果を低減させるまでの時間を増大させる効果を与える。
Claims (2)
- 金属加工品(50)上に表面(53)を形成する方法であって、
第1の切れ刃(11)と、第2の切れ刃(12)と、前記第1の切れ刃(11)および第2の切れ刃(12)を連結する凸状ノーズ切れ刃(10)とを備える旋削インサート(1)を提供するステップと、
前記第1の切れ刃(11)と第2の切れ刃(12)との間に形成されたノーズ角(α)を、85°以下になるように選択するステップとを含む第1の機械加工ステップを含み、
さらに、
前記第2の切れ刃(12)の配向を、前記第2の切れ刃(12)が送り方向(99)に90°を上回るバック逃げ角(ψ)を形成するように適応させるステップと、
前記旋削インサート(1)のすべての部分を前記送り方向(99)に前記ノーズ切れ刃(10)の前方に位置決めするステップと、
前記金属加工品(50)を回転軸(A3)周りで第1の方向に回転させるステップと、
前記第1の切れ刃(11)が有効であり、前記送り方向(99)に前記ノーズ切れ刃(10)の前方にあるように、また、前記表面(53)が少なくとも部分的に前記ノーズ切れ刃(10)によって形成されるように、前記旋削インサート(1)を前記回転軸(A3)に対して平行の方向にまたは45°未満の角度で移動させるステップとを含み、
前記表面(53)が、外部円筒状表面であり、前記旋削インサート(1)の前記移動が、前記回転軸(A3)に対して平行な方向であり、
前記方法が、さらに、前記旋削インサート(1)が上面(8)と、反対側の底面(9)とを備え、基準面(RP)が前記上面(8)および前記底面(9)に対して平行に、かつ前記上面(8)および前記底面(9)との間に位置するように、前記旋削インサート(1)を配置するステップを含み、さらに、前記第1の切れ刃(11)から前記基準面(RP)までの距離が、前記ノーズ切れ刃(10)からの距離が増大するにつれて減少するように前記第1の切れ刃(11)を配置するステップを含み、
前記第1の機械加工ステップが、さらに、前記第1の切れ刃(11)が1~45°の進入角k1で前記金属加工品(50)から金属切りくずを切削するように前記第1の切れ刃(11)を配置するステップを含む、方法。 - 前記第1の機械加工ステップが、さらに、前記第1の切れ刃(11)が3~45°の進入角k1で前記金属加工品(50)から金属切りくずを切削するように前記第1の切れ刃(11)を配置するステップを含む、請求項1に記載の方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15189176.9 | 2015-10-09 | ||
| EP15189176.9A EP3153257B1 (en) | 2015-10-09 | 2015-10-09 | Method to machine a metal work piece by turning |
| PCT/EP2016/071101 WO2017060027A1 (en) | 2015-10-09 | 2016-09-07 | Method to machine a metal work piece by turning |
| JP2018517774A JP6999546B2 (ja) | 2015-10-09 | 2016-09-07 | 旋削によって金属加工品を機械加工する方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018517774A Division JP6999546B2 (ja) | 2015-10-09 | 2016-09-07 | 旋削によって金属加工品を機械加工する方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022046605A JP2022046605A (ja) | 2022-03-23 |
| JP7364656B2 true JP7364656B2 (ja) | 2023-10-18 |
Family
ID=54292693
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018517774A Active JP6999546B2 (ja) | 2015-10-09 | 2016-09-07 | 旋削によって金属加工品を機械加工する方法 |
| JP2021207659A Active JP7364656B2 (ja) | 2015-10-09 | 2021-12-22 | 旋削によって金属加工品を機械加工する方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018517774A Active JP6999546B2 (ja) | 2015-10-09 | 2016-09-07 | 旋削によって金属加工品を機械加工する方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (3) | US9925594B2 (ja) |
| EP (3) | EP3153257B1 (ja) |
| JP (2) | JP6999546B2 (ja) |
| KR (2) | KR102577372B1 (ja) |
| CN (1) | CN108136506B (ja) |
| BR (1) | BR112018006930B1 (ja) |
| CA (1) | CA2995759C (ja) |
| MX (1) | MX384863B (ja) |
| RU (1) | RU2725270C2 (ja) |
| WO (1) | WO2017060027A1 (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3456442B1 (en) * | 2017-09-15 | 2025-08-06 | Sandvik Intellectual Property AB | A turning tool and method for metal cutting |
| EP3536427B1 (en) | 2018-03-08 | 2022-08-17 | AB Sandvik Coromant | Turning tool and turning method for cnc-machines |
| EP3536428B2 (en) | 2018-03-08 | 2026-03-25 | AB Sandvik Coromant | A turning method for a cnc-lathe and a turning tool |
| EP3536425B1 (en) | 2018-03-08 | 2023-08-16 | AB Sandvik Coromant | Turning method for a cnc-lathe |
| EP3539696B1 (en) | 2018-03-13 | 2023-10-11 | AB Sandvik Coromant | Turning tool for metal cutting comprising a coolant channel |
| DE102019128697A1 (de) | 2019-01-18 | 2020-07-23 | Diametal A.G. | Drehwerkzeug |
| EP3702075B1 (en) * | 2019-02-28 | 2023-12-20 | AB Sandvik Coromant | Turning insert for metal cutting |
| EP3702854A1 (en) * | 2019-03-01 | 2020-09-02 | AB Sandvik Coromant | Method for generating control command data for controlling a cnc-lathe |
| EP3702853B1 (en) * | 2019-03-01 | 2025-05-21 | AB Sandvik Coromant | Method for generating control command data for controlling a cnc-lathe |
| EP3738698B1 (en) * | 2019-05-16 | 2022-11-02 | AB Sandvik Coromant | Turning insert for metal cutting, a cutting tool and a method to machine a metal workpiece |
| JP7409822B2 (ja) * | 2019-10-18 | 2024-01-09 | ファナック株式会社 | 数値制御装置 |
| CN111015143B (zh) * | 2019-12-30 | 2021-11-19 | 深圳市南极光电子科技股份有限公司 | 锯齿镶件加工方法、圆弧锯齿镶件、背光源及移动终端 |
| EP4015118A1 (en) * | 2020-12-15 | 2022-06-22 | AB Sandvik Coromant | A metal cutting turning tool |
| EP4015119A1 (en) * | 2020-12-15 | 2022-06-22 | AB Sandvik Coromant | A metal cutting turning tool |
| CN112620756B (zh) * | 2020-12-25 | 2022-11-01 | 西北机电工程研究所 | 一种异型深槽加工刀具装置及加工方法 |
| CN112974877B (zh) * | 2021-03-30 | 2023-12-19 | 瓦房店轴承集团国家轴承工程技术研究中心有限公司 | 采用复合式切削的大型风电轴承套圈加工方法及刀具 |
| JP7645761B2 (ja) * | 2021-10-01 | 2025-03-14 | オークマ株式会社 | ワークの旋削加工方法及び工作機械、加工プログラム |
| KR102803990B1 (ko) * | 2022-09-30 | 2025-05-07 | 심재훈 | 가공대상물의 안착홈 가공방법 및 이를 응용한 퍼지 컨트롤 솔레노이드 밸브용 코어 가공방법 |
| KR102561965B1 (ko) | 2023-02-16 | 2023-08-01 | (주) 일진에이에스피 | 금속 제품 가공방법 |
| CN117564310A (zh) * | 2023-03-24 | 2024-02-20 | 采埃孚电驱动技术(杭州)有限公司 | 一种粗车刀片及粗加工切削方法 |
| EP4670878A1 (en) | 2024-06-28 | 2025-12-31 | AB Sandvik Coromant | CUTTING INSERT FOR TURNING AND TURNING TOOL |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008207292A (ja) | 2007-02-27 | 2008-09-11 | Ngk Spark Plug Co Ltd | 切削用のインサート及びホルダー並びに切削工具 |
| JP2009214213A (ja) | 2008-03-10 | 2009-09-24 | Institute Of Physical & Chemical Research | 切削工具とこれを用いた切削方法 |
| JP2010125566A (ja) | 2008-11-28 | 2010-06-10 | Sumitomo Electric Ind Ltd | 切削チップと切削工具と難削材の切削方法 |
| JP4797526B2 (ja) | 2005-09-13 | 2011-10-19 | 株式会社タンガロイ | スローアウェイチップ |
| DE102010020252A1 (de) | 2010-05-11 | 2011-11-17 | Hüseyin Karaduman | Werkzeugmaschinenanlage |
| JP2014180754A (ja) | 2013-03-20 | 2014-09-29 | Sandvik Intellectual Property Ab | 両面型刃先割出し可能な旋削用インサート |
| JP2015000446A (ja) | 2013-06-14 | 2015-01-05 | 三菱マテリアル株式会社 | 切削インサート |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB940460A (en) * | 1960-04-06 | 1963-10-30 | Fagersta Bruks Ab | Improvements relating to metal cutters and metal cutting |
| NO135738C (ja) * | 1971-05-28 | 1977-05-25 | Sandvik Ab | |
| JPS5255182Y2 (ja) * | 1974-02-26 | 1977-12-13 | ||
| US3934319A (en) * | 1975-04-21 | 1976-01-27 | General Electric Company | Cutting inserts |
| US4065223A (en) * | 1975-07-31 | 1977-12-27 | Nelson Stanford C | Disposable cutting insert and tool holder therefor |
| US4318644A (en) * | 1980-07-07 | 1982-03-09 | Gte Products Corporation | Cutting insert |
| GB2081142A (en) | 1980-08-04 | 1982-02-17 | Wimet Ltd | Profiling Insert and Holder |
| US4465412A (en) * | 1982-09-07 | 1984-08-14 | The Valeron Corporation | Chip breaking insert for metal cutting tools |
| SE452563B (sv) * | 1983-06-27 | 1987-12-07 | Santrade Ltd | Kopiersker |
| JPS6277901A (ja) * | 1985-10-02 | 1987-04-10 | 橋本電機工業株式会社 | 単板横はぎ機に栄ける端縁衝合押出方法及び装置 |
| SU1444086A1 (ru) * | 1987-04-29 | 1988-12-15 | Предприятие П/Я А-7650 | Способ кинематического дроблени стружки на станках с числовым программным управлением |
| JPH074090Y2 (ja) * | 1989-10-11 | 1995-02-01 | 住友電気工業株式会社 | スローアウェイチップ |
| JPH069840U (ja) * | 1992-07-09 | 1994-02-08 | 三菱自動車工業株式会社 | 旋盤におけるワークの振動防止装置 |
| RU2028875C1 (ru) * | 1992-07-28 | 1995-02-20 | Малое предприятие "Пикон" | Режущий инструмент со сменной перетачиваемой пластиной |
| JPH06277901A (ja) * | 1993-03-30 | 1994-10-04 | Ntn Corp | 切削刃具の制御方法及び装置 |
| IL110785A (en) * | 1994-08-25 | 1998-04-05 | Iscar Ltd | Cutting insert for a rotary milling cutter |
| JPH1133803A (ja) * | 1997-07-23 | 1999-02-09 | Sumitomo Electric Ind Ltd | スローアウェイチップ |
| FR2794043B1 (fr) * | 1999-05-27 | 2001-08-31 | Safety Fabrique De Carbure De | Plaquette pour usinages dans lesquels l'angle d'attaque est faible |
| ITMI20020294A1 (it) * | 2002-02-14 | 2003-08-14 | Livio Mina | Inserto quadrilatero per frese con angolo radiale dei taglienti negatico per la fresatura tridimensionale dal pieno |
| JP2004098185A (ja) | 2002-09-05 | 2004-04-02 | Sumitomo Electric Ind Ltd | 刃先交換式チップ及びそれを用いた切削工具 |
| US7089838B2 (en) * | 2004-01-28 | 2006-08-15 | Kennametal Inc. | Zero centerline toolholder assembly |
| GB0525306D0 (en) * | 2005-12-13 | 2006-01-18 | Renishaw Plc | Method of machine tool calibration |
| ITMI20062124A1 (it) | 2006-11-07 | 2008-05-08 | Pier Giuseppe Colpani | Inserto per tornitura e relativo utensile di bloccaggio |
| JP2009066746A (ja) | 2006-11-22 | 2009-04-02 | Mitsubishi Materials Corp | 切削インサート |
| US8506212B2 (en) * | 2007-06-07 | 2013-08-13 | Allied Machine & Engineering Corporation | Adjustable indexable drill |
| SE531508C2 (sv) * | 2007-08-31 | 2009-05-05 | Sandvik Intellectual Property | Skär för spånavskiljande bearbetning med ett avstrykningssegment |
| JP2010039993A (ja) * | 2008-08-08 | 2010-02-18 | Mori Seiki Co Ltd | Nc旋盤の制御方法及び制御装置 |
| RU2422248C2 (ru) * | 2008-10-20 | 2011-06-27 | Государственное образовательное учреждение высшего профессионального образования Московский Государственный Технологический Университет "СТАНКИН" | Способ обработки точением поверхностей сложного контура |
| DE102009023648A1 (de) * | 2009-05-26 | 2010-12-02 | Index-Werke Gmbh & Co. Kg Hahn & Tessky | Steuerungssystem |
| SE536295C2 (sv) | 2011-09-23 | 2013-08-06 | Sandvik Intellectual Property | Månghörnigt svarvskär med förbättrad spånkontroll |
| CN104159646B (zh) * | 2011-12-23 | 2016-12-14 | 施耐德电气It公司 | 用于机房空气调节的系统和方法 |
| JP6144406B2 (ja) * | 2013-03-15 | 2017-06-07 | マイクロルーション・インコーポレイテッドMicrolution Inc. | マイクロ旋盤機械 |
| CN105980089B (zh) * | 2014-02-26 | 2018-06-12 | 京瓷株式会社 | 切削镶刀、切削工具以及切削加工物的制造方法 |
| EP3153261B1 (en) * | 2015-10-09 | 2018-04-04 | Sandvik Intellectual Property AB | Turning insert and method |
-
2015
- 2015-10-09 EP EP15189176.9A patent/EP3153257B1/en active Active
-
2016
- 2016-09-07 CN CN201680057653.0A patent/CN108136506B/zh active Active
- 2016-09-07 WO PCT/EP2016/071101 patent/WO2017060027A1/en not_active Ceased
- 2016-09-07 EP EP16762805.6A patent/EP3359321B1/en active Active
- 2016-09-07 RU RU2018115670A patent/RU2725270C2/ru active
- 2016-09-07 MX MX2018004079A patent/MX384863B/es unknown
- 2016-09-07 BR BR112018006930-2A patent/BR112018006930B1/pt active IP Right Grant
- 2016-09-07 JP JP2018517774A patent/JP6999546B2/ja active Active
- 2016-09-07 EP EP20193770.3A patent/EP3778077A1/en active Pending
- 2016-09-07 KR KR1020237021220A patent/KR102577372B1/ko active Active
- 2016-09-07 KR KR1020187009757A patent/KR102550277B1/ko active Active
- 2016-09-07 CA CA2995759A patent/CA2995759C/en active Active
- 2016-10-07 US US15/289,101 patent/US9925594B2/en active Active
-
2018
- 2018-02-09 US US15/893,111 patent/US10421128B2/en active Active
-
2019
- 2019-08-14 US US16/540,897 patent/US11396047B2/en active Active
-
2021
- 2021-12-22 JP JP2021207659A patent/JP7364656B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4797526B2 (ja) | 2005-09-13 | 2011-10-19 | 株式会社タンガロイ | スローアウェイチップ |
| JP2008207292A (ja) | 2007-02-27 | 2008-09-11 | Ngk Spark Plug Co Ltd | 切削用のインサート及びホルダー並びに切削工具 |
| JP2009214213A (ja) | 2008-03-10 | 2009-09-24 | Institute Of Physical & Chemical Research | 切削工具とこれを用いた切削方法 |
| JP2010125566A (ja) | 2008-11-28 | 2010-06-10 | Sumitomo Electric Ind Ltd | 切削チップと切削工具と難削材の切削方法 |
| DE102010020252A1 (de) | 2010-05-11 | 2011-11-17 | Hüseyin Karaduman | Werkzeugmaschinenanlage |
| JP2014180754A (ja) | 2013-03-20 | 2014-09-29 | Sandvik Intellectual Property Ab | 両面型刃先割出し可能な旋削用インサート |
| JP2015000446A (ja) | 2013-06-14 | 2015-01-05 | 三菱マテリアル株式会社 | 切削インサート |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108136506A (zh) | 2018-06-08 |
| KR20230097226A (ko) | 2023-06-30 |
| CA2995759A1 (en) | 2017-04-13 |
| EP3778077A1 (en) | 2021-02-17 |
| BR112018006930A2 (pt) | 2018-10-16 |
| CN108136506B (zh) | 2020-12-18 |
| JP6999546B2 (ja) | 2022-01-18 |
| JP2018530445A (ja) | 2018-10-18 |
| EP3153257B1 (en) | 2019-07-17 |
| RU2018115670A3 (ja) | 2020-01-24 |
| RU2725270C2 (ru) | 2020-06-30 |
| EP3359321B1 (en) | 2020-11-11 |
| EP3359321A1 (en) | 2018-08-15 |
| KR102577372B1 (ko) | 2023-09-12 |
| EP3153257A1 (en) | 2017-04-12 |
| BR112018006930B1 (pt) | 2022-12-06 |
| US11396047B2 (en) | 2022-07-26 |
| MX2018004079A (es) | 2018-07-06 |
| MX384863B (es) | 2025-03-14 |
| CA2995759C (en) | 2023-10-10 |
| WO2017060027A1 (en) | 2017-04-13 |
| JP2022046605A (ja) | 2022-03-23 |
| US10421128B2 (en) | 2019-09-24 |
| RU2018115670A (ru) | 2019-11-11 |
| KR20180063118A (ko) | 2018-06-11 |
| US20180169765A1 (en) | 2018-06-21 |
| US9925594B2 (en) | 2018-03-27 |
| KR102550277B1 (ko) | 2023-06-30 |
| US20170100776A1 (en) | 2017-04-13 |
| US20190366443A1 (en) | 2019-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7364656B2 (ja) | 旋削によって金属加工品を機械加工する方法 | |
| JP7034067B2 (ja) | 旋削インサートおよび方法 | |
| JP7023225B2 (ja) | 旋削インサート | |
| EP3560638B1 (en) | Turning insert | |
| US7909545B2 (en) | Ballnose end mill | |
| KR101332729B1 (ko) | 모듈식 드릴링 공구와 그의 제조 방법 | |
| JP7355736B2 (ja) | 旋削インサート | |
| JP7162657B2 (ja) | 金属切削のための旋削ツール及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220117 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230328 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230926 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231005 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7364656 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |