JP7364700B2 - ワイヤ放電加工機の制御装置 - Google Patents
ワイヤ放電加工機の制御装置 Download PDFInfo
- Publication number
- JP7364700B2 JP7364700B2 JP2021575809A JP2021575809A JP7364700B2 JP 7364700 B2 JP7364700 B2 JP 7364700B2 JP 2021575809 A JP2021575809 A JP 2021575809A JP 2021575809 A JP2021575809 A JP 2021575809A JP 7364700 B2 JP7364700 B2 JP 7364700B2
- Authority
- JP
- Japan
- Prior art keywords
- corner
- control
- machining
- section
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23H—WORKING OF METAL BY THE ACTION OF A HIGH CONCENTRATION OF ELECTRIC CURRENT ON A WORKPIECE USING AN ELECTRODE WHICH TAKES THE PLACE OF A TOOL; SUCH WORKING COMBINED WITH OTHER FORMS OF WORKING OF METAL
- B23H7/00—Processes or apparatus applicable to both electrical discharge machining and electrochemical machining
- B23H7/02—Wire-cutting
- B23H7/06—Control of the travel curve of the relative movement between electrode and workpiece
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B13/00—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion
- G05B13/02—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric
- G05B13/0265—Adaptive control systems, i.e. systems automatically adjusting themselves to have a performance which is optimum according to some preassigned criterion electric the criterion being a learning criterion
-
- G—PHYSICS
- G06—COMPUTING OR CALCULATING; COUNTING
- G06N—COMPUTING ARRANGEMENTS BASED ON SPECIFIC COMPUTATIONAL MODELS
- G06N20/00—Machine learning
Landscapes
- Engineering & Computer Science (AREA)
- Artificial Intelligence (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Mechanical Engineering (AREA)
- Evolutionary Computation (AREA)
- Computer Vision & Pattern Recognition (AREA)
- Health & Medical Sciences (AREA)
- Medical Informatics (AREA)
- Software Systems (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Numerical Control (AREA)
Description
本例は、連続する2つの切削送りブロックによるアウトシャープエッジコーナ(図8の(A))およびインシャープエッジコーナ(図8の(B))、ワイヤ経路が円弧ブロックの円の外側を通るアウト円弧コーナ(図8の(C))、ワイヤ経路が円弧ブロックの円の内側を通るイン円弧コーナ(図8の(D))等、複数存在する例を示している。
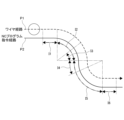
図1に示すワイヤ放電加工機1は、加工プログラムに基づいてワイヤ電極とワークW(被加工物)とを相対移動させてワークWに放電加工を行う。ワイヤ放電加工機1は、ワークWに対して荒加工から仕上げ加工までの複数の放電加工の加工工程を繰り返し行う。
しかし、同心円形状の加工経路による加工では不具合が生じるとき、加工経路作成部23は、コーナ部の形状が同心円(非同一半径)形状である同心円形状の加工経路を選択するように制御する。制御装置20は、ワイヤ放電加工機1や制御部15に設けられていてもよく、これらとは別のコンピュータに設けられていてもよい。
図2に示すワイヤ放電加工機の制御装置20は、算出部としての形状解析部21と、記憶部22と、加工経路作成部23と、選択部24と、表示部25、制御部15とを備える。
記憶部22は、後述するようにワイヤ電極5がワークWのコーナ部を加工する際に、コーナ形状に基づいて定められた所定の加工条件を切り替えるためのコーナ制御パターンを複数記憶している。
以下、形状解析部21がコーナ制御区間に対して重複するコーナ制御を検出した場合に、選択部24が記憶部22に記憶されたいずれかのコーナ制御パターンを選択する処理例を説明する。なお、書き換え可能な記憶部22は、加工プログラムを解析するプログラムや、該プログラムが参照する判定条件やパラメータ(オフセット値を含む)を記憶している。
図4に示す連続コーナ経路パターンは、アウト円弧コーナ前制御区間I1―アウト円弧コーナ中制御区間I2―イン円弧コーナ中制御区間I5―イン円弧コーナ後制御区間I6が設定された連続コーナパターン例である。
これを受けて、選択部24は、図4~図6で検出された各コーナ制御に対して最適なコーナ制御パターンを記憶部22から選択して制御部15に出力する。
本実施形態によれば、複数のコーナ制御区間が重複するような加工を行う場合でも、優先順位の高いコーナ制御パターンを選択できるため、コーナ制御に基づく加工精度を向上できる。
第1実施形態では、選択部24によるコーナ制御パターンの選択方法として、制御区間が重複しているコーナ制御パターンの中から優先順位の高いコーナ制御パターンを1つ選択する例を示した。
本実施形態によれば、複数のコーナ制御区間が重複するような加工を行う場合でも、ユーザが選択した最適なコーナ制御パターンに従ってコーナ制御を実行させることができる。
なお、第1実施形態に示したコーナ形状が重複するパターンは非常に多く、コーナ半径や角度といった要素も含めると、組み合わせは無数に存在する。このため、同じ方法で補間された値を用いてコーナ制御を行った場合や、一定の判定基準で優先するコーナ制御を決定した場合、全ての組み合わせパターンに対して最適なコーナ制御が適用されない場合がある。
また、最も加工精度が良好であるコーナ制御パターンの優先順位を決定するためには、それぞれ違うコーナ制御パターンで総当たり的に加工実験を行う必要がある。
図7において、学習部26は、ユーザによる連続コーナ制御パターンごとの優先順位選択結果を収集して記憶部22に記憶させて収集しておく。ここで、優先順位選択する処理は、表示部25に表示したパネル入力による選択に基づく収集であってもよいし、他の操作部からの入力による収集であってもよい。
本実施形態によれば、学習部26が学習したユーザによるコーナ制御パターンの選択情報を記憶部22に収集しておくので、これまで選択したことのないパターンが連続するコーナ部に対しても適正なコーナ制御パターンを自動選択して、適正なコーナ制御を実現できる。
上記第1実施形態では、選択部24が選択したコーナ制御パターンを解析した全ての形状信号に対して適用する場合を説明した。
本実施形態によれば、形状解析部21が解析したコーナ部のうち、ユーザ指定された区間に対してのみ、選択部24が選択したコーナ制御パターンを適用したコーナ制御を実現できる。
上記第1乃至第4実施形態において、複数のコーナが連続する形状信号が出力されている場合に、形状解析部21は、優先して制御を行う形状以外の信号を落とし(対応する1を0とする)、制御を行う形状信号のみを出力するという構成を採用してもよい。
これにより、選択部24は、形状解析部21から出力された形状信号に補正処理を施した形状信号のみを制御部15に出力することもできる。
また、選択部24は、形状解析部21が検出する全てのコーナに対応づけた形状信号を全て落とし(対応する1を全て0とする)、コーナ制御を行わない構成を採用してもよい。
本実施形態によれば、コーナ制御パターンを利用するコーナ制御と、ユーザが意図するコーナ制御とを組み合わせて、ユーザの意図に沿ったコーナ制御を実現できる。
15 制御部
20 制御装置
22 記憶部
23 加工経路作成部
24 選択部
25 表示部
26 学習部
Claims (3)
- 加工プログラムを実行してワークに放電加工を行う加工部を備えるワイヤ放電加工機を制御するワイヤ放電加工機の制御装置であって、
前記加工プログラム、およびコーナ部ごとに適用可能な複数のコーナ制御パターンを記憶する記憶部と、
コーナ部を加工する際に、コーナ形状に基づいて所定の加工条件に切り替えるコーナ制御を行う制御部と、
前記コーナ制御の開始点および終了点からコーナ制御区間を算出する算出部と、
前記算出部により算出された前記コーナ制御区間が重複する場合に、前記記憶部から優先して行う1つの前記コーナ制御パターンを選択する選択部と、を備える、ワイヤ放電加工機の制御装置。 - 前記加工プログラムの描画結果、および前記算出部により算出された前記コーナ制御区間が重複するコーナ部を表示する表示部をさらに備え、
前記選択部は、前記表示部の表示に基づいてユーザが前記記憶部から1つの前記コーナ制御パターンを選択した場合には、前記ユーザが選択した前記コーナ制御パターンを選択する、請求項1に記載のワイヤ放電加工機の制御装置。 - 前記コーナ制御区間が重複するコーナ部ごとに、前記ユーザが選択した前記コーナ制御パターンを学習する学習部をさらに備える、請求項2に記載のワイヤ放電加工機の制御装置。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020017844 | 2020-02-05 | ||
| JP2020017844 | 2020-02-05 | ||
| PCT/JP2021/003744 WO2021157575A1 (ja) | 2020-02-05 | 2021-02-02 | ワイヤ放電加工機の制御装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021157575A1 JPWO2021157575A1 (ja) | 2021-08-12 |
| JP7364700B2 true JP7364700B2 (ja) | 2023-10-18 |
Family
ID=77200215
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021575809A Active JP7364700B2 (ja) | 2020-02-05 | 2021-02-02 | ワイヤ放電加工機の制御装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12485496B2 (ja) |
| EP (1) | EP4101571A4 (ja) |
| JP (1) | JP7364700B2 (ja) |
| CN (1) | CN115003443B (ja) |
| TW (1) | TWI865723B (ja) |
| WO (1) | WO2021157575A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7822534B1 (ja) * | 2025-06-20 | 2026-03-02 | 三菱電機株式会社 | ワイヤ放電加工装置、ワイヤ放電加工方法、制御プログラムおよびワイヤ放電加工システム |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7015422B1 (ja) * | 2021-09-03 | 2022-02-02 | ファナック株式会社 | ワイヤ放電加工機の制御装置および制御方法 |
| EP4438213A1 (en) * | 2021-11-26 | 2024-10-02 | Fanuc Corporation | Control device for wire electric-discharge machining machine, and control method for wire electric-discharge machining machine |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000032342A1 (fr) | 1998-12-02 | 2000-06-08 | Mitsubishi Denki Kabushiki Kaisha | Dispositif d'evaluation d'etat d'usinage pour machine a decharge electrique |
| WO2015063932A1 (ja) | 2013-10-31 | 2015-05-07 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP2019093451A (ja) | 2017-11-17 | 2019-06-20 | ファナック株式会社 | 制御装置及び機械学習装置 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5524806A (en) * | 1978-07-31 | 1980-02-22 | Mitsubishi Electric Corp | Method for producing medium for working instruction record |
| JPH01228727A (ja) * | 1988-03-03 | 1989-09-12 | Mitsubishi Electric Corp | ワイヤ放電加工方法 |
| JP2952369B2 (ja) | 1994-10-03 | 1999-09-27 | 株式会社ソディック | ワイヤカット放電加工方法 |
| JPH08168925A (ja) | 1994-12-19 | 1996-07-02 | Fanuc Ltd | ワイヤカット放電加工機用数値制御装置 |
| ES2750567T3 (es) | 2011-09-01 | 2020-03-26 | Astec Co Ltd | Aparato de mecanizado por electroerosión de orificios pequeños |
| JP6140228B2 (ja) * | 2015-08-27 | 2017-05-31 | ファナック株式会社 | 加工条件を調整しながら加工を行うワイヤ放電加工機 |
| JP6680714B2 (ja) | 2017-03-30 | 2020-04-15 | ファナック株式会社 | ワイヤ放電加工機の制御装置及び機械学習装置 |
| EP3446820B1 (en) | 2017-08-22 | 2025-05-07 | Agie Charmilles SA | Wire electrical discharge machining methods |
| KR102290055B1 (ko) * | 2017-12-08 | 2021-08-13 | 현대모비스 주식회사 | 군집주행 제어장치 및 그 방법 |
| JP7424810B2 (ja) | 2019-12-06 | 2024-01-30 | ファナック株式会社 | プログラム編集装置およびワイヤ放電加工機 |
-
2021
- 2021-02-02 JP JP2021575809A patent/JP7364700B2/ja active Active
- 2021-02-02 US US17/759,699 patent/US12485496B2/en active Active
- 2021-02-02 EP EP21750634.4A patent/EP4101571A4/en active Pending
- 2021-02-02 CN CN202180011056.5A patent/CN115003443B/zh active Active
- 2021-02-02 WO PCT/JP2021/003744 patent/WO2021157575A1/ja not_active Ceased
- 2021-02-03 TW TW110104061A patent/TWI865723B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2000032342A1 (fr) | 1998-12-02 | 2000-06-08 | Mitsubishi Denki Kabushiki Kaisha | Dispositif d'evaluation d'etat d'usinage pour machine a decharge electrique |
| WO2015063932A1 (ja) | 2013-10-31 | 2015-05-07 | 三菱電機株式会社 | ワイヤ放電加工装置 |
| JP2019093451A (ja) | 2017-11-17 | 2019-06-20 | ファナック株式会社 | 制御装置及び機械学習装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7822534B1 (ja) * | 2025-06-20 | 2026-03-02 | 三菱電機株式会社 | ワイヤ放電加工装置、ワイヤ放電加工方法、制御プログラムおよびワイヤ放電加工システム |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202130436A (zh) | 2021-08-16 |
| CN115003443A (zh) | 2022-09-02 |
| US20230076571A1 (en) | 2023-03-09 |
| EP4101571A1 (en) | 2022-12-14 |
| EP4101571A4 (en) | 2024-03-20 |
| WO2021157575A1 (ja) | 2021-08-12 |
| JPWO2021157575A1 (ja) | 2021-08-12 |
| TWI865723B (zh) | 2024-12-11 |
| CN115003443B (zh) | 2024-08-27 |
| US12485496B2 (en) | 2025-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7364700B2 (ja) | ワイヤ放電加工機の制御装置 | |
| JP5077433B2 (ja) | ワイヤ放電加工装置、及びワイヤ放電加工方法 | |
| JP4813616B1 (ja) | 円弧動作時の速度制御機能を有する工作機械の数値制御装置 | |
| CN105388852B (zh) | 数控装置、机床和控制方法 | |
| JP2008257550A (ja) | 数値制御装置 | |
| CN105122160A (zh) | 数控装置 | |
| KR20200109256A (ko) | 와이어 방전 가공기 및 가공 프로그램 편집 장치 | |
| JP6298010B2 (ja) | 加減速設定自動切換機能を備えた数値制御装置 | |
| JP5949537B2 (ja) | 数値制御装置 | |
| CN101288032B (zh) | 数控装置及数控工作机械 | |
| US10838405B2 (en) | Numerical controller | |
| JP7372191B2 (ja) | プログラム編集装置、ワイヤ放電加工機およびプログラム編集方法 | |
| JPWO2020261473A1 (ja) | 数値制御装置、機械学習装置、及び数値制御方法 | |
| JP6603140B2 (ja) | 数値制御装置 | |
| JP5702833B2 (ja) | Ncプログラムに追従した画面表示切替機能を有する数値制御装置 | |
| CN117120198B (zh) | 数值控制装置以及计算机可读取的存储介质 | |
| JP7506147B2 (ja) | 数値制御装置 | |
| JP6760998B2 (ja) | ワイヤ放電加工機の制御装置 | |
| JP7654172B1 (ja) | 加工プログラム修正支援装置、加工プログラム修正支援方法および加工システム | |
| JP4867876B2 (ja) | 数値制御装置、数値制御プログラム及び数値制御プログラムを記憶した記憶媒体 | |
| JP3945507B2 (ja) | 数値制御装置 | |
| US12271176B2 (en) | Numerical control device | |
| JP2020064359A (ja) | 数値制御装置 | |
| JP7448377B2 (ja) | 加工プログラムの管理装置、管理システム、管理方法 | |
| WO2023276121A1 (ja) | 数値制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220914 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230530 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230905 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231005 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7364700 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |