JP7368655B2 - 電気化学セル - Google Patents
電気化学セル Download PDFInfo
- Publication number
- JP7368655B2 JP7368655B2 JP2023505183A JP2023505183A JP7368655B2 JP 7368655 B2 JP7368655 B2 JP 7368655B2 JP 2023505183 A JP2023505183 A JP 2023505183A JP 2023505183 A JP2023505183 A JP 2023505183A JP 7368655 B2 JP7368655 B2 JP 7368655B2
- Authority
- JP
- Japan
- Prior art keywords
- electrochemical cell
- current collector
- support
- support column
- collector plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/109—Primary casings; Jackets or wrappings characterised by their shape or physical structure of button or coin shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/153—Lids or covers characterised by their shape for button or coin cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/181—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for button or coin cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Secondary Cells (AREA)
- Sealing Battery Cases Or Jackets (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Electric Double-Layer Capacitors Or The Like (AREA)
Description
本願は、2021年3月8日に日本に出願された特願2021-036425号について優先権を主張し、その内容をここに援用する。
近年、この種の電気化学セルへのニーズとして、小型化及び薄型化に対する要求がさらに強くなっている。その一因としては、電気化学セルが実装される各種電子機器におけるIC(集積回路)の極微細化及び低消費電力化による高性能化に伴って、従来にはないハイスペックな機能を具備する電子機器が提案され始めているからである。
金属ケースは、例えば有底筒状のケース本体と、ケース本体の開口部を、樹脂製のガスケットを介してカシメ等によって封止する封口板とを備え、全体としてコイン形状、ボタン形状、筒形状等に構成される場合が多い。
例えば下記特許文献1には、外装体として、ラミネートフィルムによって有底円筒状に形成された第1シートと、ラミネートフィルムによって有底円筒状に形成された第2シートと、を備えた電気化学セルが開示されている。
第2シートは、第1シートとの間に電極体を収容した状態で、第1シートの内側に配置されている。第1シートの周縁部と第2シートの周縁部とは、環状のシーラントフィルムを介して全周に亘って溶着されている。これにより、第1シート及び第2シートは、電極体が収容された内部空間を密封している。
なお、シーラントフィルムは、熱可塑性樹脂によって形成されたフィルムを重ね合わせることで形成されている。
さらに、ケース本体と封口板とを溶接接合する場合には、カシメ固定する場合に比べて、金属材料に求められる力学的強度を抑えることができるため、金属材の厚み自体を薄肉にし易い。そのため、外装体を薄く形成することができ、その分、内容量の向上化に繋げることができるといった利点を得ることが可能である。
従って、外装体の全体を薄肉に形成したとしても、第1部材と第2部材との溶接接合の前段階で、第1部材が撓んでしまう等の意図しない変形を抑制することができる。従って、第2部材に対する第1部材の位置ずれ等を抑制した状態で溶接作業を行うことができ、作業効率を向上させて、生産性の向上化に繋げることができる。さらに、第2部材と第1部材とを精度良く適切に溶接することができ、確実な封止性を得ることができる。従って、作動信頼性が高く高品質な電気化学セルとすることができる。
さらに、第1側部と第2側部とを、径方向の外側に向けた折り曲げ部分で繋いでいるので、側部全体の剛性を高めることができる。従って、第2部材を薄肉で形成したとしても、第2部材の強度を向上させることができる。
以下、本発明に係る電気化学セルの実施形態について図面を参照して説明する。本実施形態では、電気化学セルとして、非水電解質二次電池の一種であるリチウムイオン二次電池(以下、単に二次電池という。)を例に挙げて説明する。
発電要素3は、セパレータ31を挟んで配置された正極電極32及び負極電極33を有する電極体30を備えていると共に、図示しない電解液(電解質溶液)を含んでいる。
外装体2について詳細に説明する。
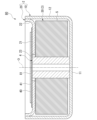
外装体2は、頂壁部21を含むリッド部材(本発明に係る第1部材)20と、底壁部11及び周壁部12を含むと共に、リッド部材20に対して溶接接合された容器体(本発明に係る第2部材)10と、収容空間5内に電池軸Oに沿って配置され、頂壁部21と底壁部11とを電池軸O方向に支持する支柱部4と、を備えている。
ただし、容器体10の形状は有底円筒状に限定されるものではなく、例えば平面視で外形が楕円状、四角形状、多角形状となるように形成しても構わない。
ステンレス鋼としては、例えばSUS430やSUS444といったフェライト系ステンレス鋼、或いはSUS329J4Lといったオーステナイト・フェライト二相ステンレス鋼を挙げることができる。
容器体10の内面に金属メッキ膜を形成することで、化学的に安定させることができる。従って、電解液等に対する耐性を向上させることができる。
容器体10の外面に金属メッキ膜を形成することで、防錆機能等の機能を付加することができると共に、電気抵抗を低減させることができる。従って、外部端子との電気的な接続性を向上させることができる。
その他、Au-Niの合金メッキ膜、Ni-Pの合金メッキ膜、Ni-Bの合金メッキ膜等も好適に採用することができる。
具体的には、上述のアルミニウム、アルミニウム合金、銅、銅合金のほか、ステンレス鋼としては、例えばSUS201、SUS202、SUS303、SUS304、SUS305、SUS316、SUS317、SUS321、SUS347といった各種のオーステナイト系ステンレス鋼を挙げることができる。
さらに容器体10として、上述の各種の金属の表面に、樹脂層が形成された材料を採用しても良い。例えば、ステンレス鋼からなる金属層とフィルム状の樹脂層とが積層したラミネートフィルムを用いることができる。この場合、金属製のリッド部材20と容器体10の金属層とを接合させることで、容器体10の開口部を塞ぐことができる。樹脂層としては、例えば後述するシーラントフィルム40に採用される樹脂材料を用いることができる。
頂壁部21は、平面視円形状に形成され、容器体10の底壁部11に対して電極体30を挟んで電池軸O方向に向かい合うように配置されている。内側周壁部22は、頂壁部21における外周縁部の全周に亘って連設され、頂壁部21から上方に向かって延びている。
これらの溶接の際、図示しない溶接器側を固定した状態で、溶接対象ワークである外装体2側を動かしながら溶接を行う、いわゆるワークムーブ方式で行っても構わない。或いは、溶接対象ワークである外装体2側を固定し、溶接器側を動かしながら溶接を行う、いわゆるヘッドムーブ方式で行っても構わない。例えばレーザ溶接をヘッドムーブ方式で行う場合には、ガルバノスキャニング式レーザ溶接器等を採用することが可能である。
さらにリッド部材20についても、容器体10と同様に、内面及び外面のいずれか一方、或いは内面及び外面の両方にメッキ処理を施して、金属メッキ膜を形成することが好ましい。金属メッキ膜としては、先に述べた金属メッキ膜を採用することができる。
上述のように構成されたリッド部材20には、図1~図3に示すように、シーラントフィルム(本発明に係る絶縁性のシール材)40を介して熱溶着(溶着)され、少なくとも一部分が外部(上方)に露出した集電板41が設けられている。
具体的には、シーラントフィルム40及び集電板41は、リッド部材20における頂壁部21のうち収容空間5とは電池軸O方向の反対を向いた上面(外面)に配置されている。そして、集電板41は、シーラントフィルム40を介して頂壁部21の上面に熱溶着され、全面に亘って上方に露出している。
さらにシーラントフィルム40としては、上述した各ポリオレフィンの共重合体、ブレンドポリマー、或いは不織布で強化されたポリプロピレン等の複合体を用いても良い。さらに、寸法、形状、或いは厚みの異なる複数のシーラントフィルム40を重ねて用いてもよい。
図2及び図3に示すように、外装体2における収容空間5内には、発電要素3と共に支柱部4が収容されている。
支柱部4は、電池軸Oに沿って上下方向に延びる軸状に形成され、電池軸Oと同軸に配置されている。図示の例では、支柱部4は中空の円筒状に形成され、その外径は貫通孔23の直径及びシーラントフィルム40の内径よりも小さい。これにより、支柱部4は、貫通孔23を通じて上端部(本発明に係る第1端部)が集電板41に対して下方から直接的に接触し、且つ下端部(本発明に係る第2端部)が容器体10の底壁部11に対して上方から直接的に接触するように配置されている。
従って、支柱部4は、リッド部材20に対して一体的に組み合わされた集電板41を下方から支持している。つまり、支柱部4は、集電板41を介してリッド部材20を下方から支持している。
これにより、支柱部4を通じた容器体10と集電板41との電気的接続、或いは支柱部4を通じた集電板41と電極体30との電気的接続、或いは支柱部4を通じた容器体10と電極体30との電気的接続等を抑制することができる。
図2及び図3に示すように、発電要素3は、電極体30及び図示しない電解液を含み、上述した支柱部4と共に収容空間5内に密封状態で収容されている。
電解液としては、例えば支持塩を非水溶媒に溶解させた液体を好適に用いることが可能である。支持塩としては、例えばフルオロリン酸リチウム(LiPF6)等を用いることができる。溶媒としては、例えばエチレンカーボネート(EC)と共に低沸点溶媒を用いることができる。
図2に示すように、電極体30は、セパレータ31を挟んで配置された正極電極32及び負極電極33を有し、電池軸O回りに多重に捲回された捲回電極とされている。
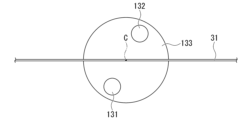
具体的には、電極体30は、セパレータ31を挟んで正極電極32及び負極電極33が重ね合わされた状態で、支柱部4に巻き付けられる。これにより、電極体30は、電池軸Oと同軸に配置された支柱部4の中心軸線C(図4参照)回りに、径方向に多重に捲回されるように構成されている。従って、支柱部4は、電極体30を捲回する際の巻き芯としての機能を兼ねている。
本実施形態では、電極体30のうち支柱部4側に位置する最内層から容器体10の周壁部12側に位置する最外層に向けて、負極電極33、セパレータ31、正極電極32、セパレータ31、負極電極33、セパレータ31、正極電極32という順番で繰り返し配置されるように、電極体30は捲回されている。
なお、電極体30としては、例えばセパレータ31の両面に正極電極32と負極電極33とを具備する、いわゆるペレット型の電極体としても構わない。なお、図2以外の各図面では、電極体30の図示を簡略化している。
なお、正極集電体32aは、金属箔のほか、例えば、エッチング箔、パンチングメタル、焼結金属体、若しくは発泡金属体を用いることができる。
なお、正極活物質層32bを形成するための構成材料を含む塗布液を「正極用スラリー」という。この正極用スラリーを正極集電体32aに塗布し、乾燥させることにより正極活物質層32bを形成できる。
正極活物質としては、例えばニッケル-マンガン-コバルト酸リチウム(NMC)、ニッケル-コバルト-アルミ酸リチウム(NCA)、チタン酸リチウム(LTO)、マンガン酸リチウム(LMO)等のように、リチウムと遷移金属とを含む複合酸化物が挙げられる。
負極集電体33aは、金属箔のほか、例えば、エッチング箔、パンチングメタル、焼結金属体、若しくは発泡金属体を用いることができる。
なお、負極活物質層33bを形成するための構成材料を含む塗布液を「負極用スラリー」という。この負極用スラリーを負極集電体33aに塗布し、乾燥させることにより負極活物質層33bを形成することができる。
負極活物質としては、例えばシリコン、シリコン酸化物、グラファイト、ハードカーボン、チタン酸リチウム(LTO)、LiAl等の単体又は混合物等が挙げられる。
但し、この場合に限定されるものではなく、負極電極33を容器体10に導通させることで、容器体10を負極用の外部接続端子として機能させても構わない。さらに、正極電極32を集電板41に導通させることで、集電板41を正極用の外部接続端子として機能させても構わない。
同様に、正極電極32を容器体10に導通させる場合には、例えば正極端子タブ32cを直接的に容器体10に対して電気的接続させても構わないし、図示しないリード線に相当する導体を介して正極端子タブ32cと容器体10とを電気的接続させても構わない。
支柱部4を巻き芯として利用して電極体30を形成する場合について、以下に説明する。
はじめに、図4に示すように、セパレータ31、正極電極32及び負極電極33をそれぞれ用意した後、支柱部4の外周面にセパレータ31を溶着する。これにより、支柱部4の外周面とセパレータ31とを互いに溶着することで形成した溶着部42を位置決め部と利用することができる。これにより、支柱部4に対してセパレータ31を位置決めすることができる。
次いで、図5に示すように、支柱部4に先行して巻き付けられたセパレータ31と支柱部4との間に負極電極33を挿し込むように、セパレータ31と負極電極33とを重ね合わせる。この際、図5に示す矢印Sの如く、溶着部42に突き当たるまで負極電極33を挿し込む。この状態で、図6に示すように、支柱部4をさらに回転させる。これにより、支柱部4に対して負極電極33を先行して巻き付けることができる。従って、電極体30としての最内層を負極電極33で形成することができる。
なお、負極電極33を支柱部4に先行して巻き付ける関係上、正極電極32よりも負極電極33の方が長尺になるように形成しておくことが好ましい。
第1チャック部51及び第2チャック部52は、支柱部4に対してそれぞれ中心軸線Cに沿って接近離間可能とされている。さらに第1チャック部51及び第2チャック部52は、支柱部4に向けて突出する断面テーパ状の突起部51a、52aを有している。突起部51a、52aは、円筒状の支柱部4の開口部内に入り込むことが可能とされている。
上述のように構成された二次電池1によれば、図1~図3に示すように、負極用の外部接続端子として機能する集電板41が外部に露出している。さらに、正極用の外部接続端子として機能する容器体10が外部に露出している。従って、集電板41及び容器体10を利用して、二次電池1を使用することが可能となる。
さらに、支柱部4を絶縁性材料で形成しているので、集電板41、容器体10及び電極体30に対する導通を考慮することなく支柱部4を形成することができる。そのため、支柱部4を制約少なく自由に設計し易く、設計自由度を向上することできる。
さらに、集電板41をリッド部材20の上面に配置しているので、集電板41を全面に亘って大きく露出させることができる。従って、集電板41を負極用の外部接続端子として有効に利用し易い。従って、使い易く、実装性に優れた二次電池1とすることができる。
次に、第1実施形態の二次電池1の製造方法の一例について以下に簡単に説明する。
なお、上記第1実施形態では、集電板41とリッド部材20とをシーラントフィルム40を介して熱融着した場合を説明したが、この場合に限定されるものではない。例えば、シーラントフィルム40は、単層の合成樹脂層であっても構わないし、多層の合成樹脂層が接合されることで形成されていても構わない。さらには、シーラントフィルム40は、セラミックやガラス等の無機材料からなるシール材であっても構わない。
以下に説明する第1製造方法及び第2製造方法では、合成樹脂製の第1シール材及び第2シール材同士を熱融着することで、シーラントフィルム40としている場合を例にしている。
はじめに、集電板41の下面に第1シール材を重ね合わせ、両者を熱溶着によって一体に組み合わせる工程を行う。これにより、集電板41と第1シール材とが一体に組み合わされた集電板アッセンブリを得ることができる。
本工程と同時、或いは前後して、リッド部材20における頂壁部21の上面に第2シール材を重ね合わせ、両者を熱融着によって一体に組み合わせる工程を行う。これにより、リッド部材20と第2シール材とが一体に組み合わされたリッド部材アッセンブリを得ることができる。
さらには、径方向に二重に重なった周壁部12及び内側周壁部22を、例えばローラ電極で挟み込みながら、シーム溶接(電気抵抗溶接)を行うことも可能である。
次に、第1製造方法とは異なる工程順番で二次電池1を製造する第2製造方法について説明する。
はじめに、支柱部4を巻き芯として利用して、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付けるように捲回し、電極体30を形成する工程を行う。本工程は、先に述べた電極体30の形成方法を採用することができる。
次いで、容器体10の内部に電解液を注液した後、電解液が満たされた容器体10の内部に電極体30が巻き付いた支柱部4を収容する工程を行う。
本工程と同時、或いは前後して、リッド部材20における頂壁部21の上面に第2シール材を重ね合わせ、両者を熱融着によって一体に組み合わせる工程を行う。これにより、リッド部材20と第2シール材とが一体に組み合わされたリッド部材アッセンブリを得ることができる。
その結果、図1~図3に示す二次電池1を製造することができる。なお、溶接時における優れた作用効果は、第1製造方法と同様である。
さらに、先に述べたように、第1製造方法及び第2製造方法では、第1シール材及び第2シール材同士を熱融着することでシーラントフィルム40を形成したが、1枚(単層)のシーラントフィルム40を採用しても構わない。
この場合には、集電板アッセンブリ及びリッド部材アッセンブリをそれぞれ作製する必要がなく、1枚のシーラントフィルム40を介して、集電板41とリッド部材20とを一体的に組み合わせれば良い。
第1実施形態において、絶縁性材料からなる支柱部4の上端部と集電板41の下面とは、互いに接触していれば良い。例えば、上述した第1製造方法及び第2製造方法で説明したように、支柱部4と集電板41とを溶着等によって一体的に組み合わせなくても良い。
但し、支柱部4と集電板41とを溶着等によって一体的に組み合わせた場合には、容器体10とリッド部材20とを溶接接合する前に、リッド部材20を上方から押さえる等の仮固定を行う必要がないので、好ましい。
例えば、支柱部4の外周面に接着剤を利用してセパレータ31を接着固定することで、支柱部4に対するセパレータ31の位置ずれを防止しても構わない。
次に、本発明に係る電気化学セルの第2実施形態について図面を参照して説明する。なお、この第2実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
本実施形態の容器体10の底壁部11の中央部分には、上方に向けて含んだ突起部(本発明に係る位置決め部)61が形成されている。図示の例では、突起部61は上方に向けて半球状に膨らむように形成されている。突起部61は、電池軸Oと同軸に配置され、支柱部4の下端開口部内に下方から入り込んでいる。これにより、支柱部4は、底壁部11に対して電池軸Oに交差する径方向に位置ずれすることが抑制されている。これにより、支柱部4は、底壁部11に対して径方向に位置決めされている。
なお、突起部61の形状としては、図8に示す半球状のほか、例えば円柱状、角柱状、円錐状、角錐状、といった各種の形状とすることができる。
上述のように構成された本実施形態の二次電池60であっても、第1実施形態と同様の作用効果を奏功することができる。
それに加え、突起部61及び膨出部62を利用して、支柱部4の位置決めを行うことができる。従って、組立作業時に、リッド部材20と支柱部4とを径方向に位置ずれすることなく組み合わせることができる。さらに、容器体10と支柱部4とを径方向に位置ずれすることなく組み合わせることができる。従って、組立作業をさらに効率良く行うことができると共に、組立精度を向上することができる。
第2実施形態において、図9に示すように、膨出部62の内径を支柱部4の外径と同等或いは僅かに小さく形成しても構わない。これにより、圧入等によって支柱部4の上端部の外側に、膨出部62を密に嵌合(例えば締まり嵌め)させることができる。
このように構成することで、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。さらに、膨出部62の有無により、集電板41の上面と下面とを一目で区別することができる。従って、集電板41の品質管理を行い易いうえ、組立作業性の向上化に繋げることができる。
さらに第2実施形態では、位置決め部として上方に向けて膨らむ膨出部62を集電板41に形成したが、この場合に限定されるものではない。例えば、位置決め部を、集電板41の下方に向けて突出するように形成しても構わない。
例えば図10に示すように、集電板41の中央部分に、下方に向けて突出する突起軸(本発明に係る位置決め部)63を電池軸Oと同軸に形成しても良い。突起軸63は、直径が支柱部4の内径と同等或いは僅かに大きい平面視円形状に形成され、圧入等によって支柱部4の上端開口部の内側に密に嵌合(例えば締まり嵌め)されている。
このように構成した場合であっても、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。
このように構成した場合であっても、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。
次に、本発明に係る電気化学セルの第3実施形態について図面を参照して説明する。なお、この第3実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
図示の例では、絶縁体71は、容器体10における底壁部11の上面(内面))に全面に亘って形成されている。これにより、絶縁体71を利用して支柱部4の下端部と底壁部11との間を電気的に絶縁することが可能とされている。
さらに絶縁体71は、底壁部11側に形成されている必要はなく、支柱部4の下端面に形成されていても構わない。さらには、底壁部11の上面及び支柱部4の下端面のそれぞれに絶縁体71を形成しても構わない。
上述のように構成された本実施形態の二次電池70であっても、第1実施形態と同様の作用効果を奏功することができる。
それに加え、負極電極33に関し、支柱部4を通じて集電板41に電気的に接続できるので、導体(リード線に相当)等が不要になり、電気抵抗を低減させ易い。そのため、電池性能の向上化を図り易い。さらに、負極電極33に関し、支柱部4と集電板41とを接触させることで電気的接続を行えるので、組立作業をさらに効率良く行うことができる。
但し、これらの製造方法において、例えば容器体10における底壁部11に絶縁体71を予め形成しておく必要がある。さらに、支柱部4が金属製であるので、支柱部4と集電板41とを各種の溶接方法で互いに溶接接合しておくことが好ましい。
第3実施形態において、例えば図14に示すように、シーラントフィルム40の内周縁部を下方に向けて折り返しても構わない。これにより、シーラントフィルム40の内周縁部を利用して、リッド部材20の貫通孔23の内周面を全周に亘って径方向の内側から塞ぐ保護部40aを形成することができる。従って、導体である支柱部4とリッド部材20との意図しない導通(ショート)を防止することができ、好ましい。
さらに第3実施形態では、支柱部4自体を金属材料で形成することで、導体として機能させたが、この場合に限定されるものではない。例えば、導電性を有する合成樹脂(導電性樹脂)で支柱部4を形成しても構わない。
この種の合成樹脂としては、機械的強度や耐熱性を考慮する観点において、エンジニアリングプラスチックを用いることが好ましい。例えば、ポリフェニレンスルファイド(PPS)、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、ペルフルオロアルコキシフッ素樹脂(PFA)等を用いることができる。
さらに上記第3実施形態では、支柱部4を通じて電極体30の負極電極33を集電板41に導通させたが、例えば図15に示すように、支柱部4を通じて電極体30が容器体10に導通した二次電池(本発明に係る電気化学セル)80としても構わない。
なお、絶縁体81は、支柱部4の上端面に形成されていても構わないし、集電板41の下面及び支柱部4の上端面のそれぞれに形成されていても構わない。
これにより、集電板41を負極用の外部接続端子として機能させることができる。従って、容器体10を正極用の外部接続端子として機能させることができる。
次に、本発明に係る電気化学セルの第4実施形態について図面を参照して説明する。なお、この第4実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
内側周壁部22は、容器体10における周壁部12よりも上方に向けて僅かに突出している。フランジ部92は、内側周壁部22の上端部から径方向の外側に向けて延び、周壁部12の上端開口端に対して全周に亘って上方から重なった状態で溶接接合されている。
このように構成された本実施形態の二次電池90によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、組立作業時、リッド部材91を容器体10の周壁部12の上端開口縁に上方から重ね合わせた後、例えばリッド部材91を上方から加圧しながら溶接を行える。従って、容器体10とリッド部材91とを強固に溶接接合し易い。これにより、収容空間5をさらに高い気密性で封止することが可能である。
上記第4実施形態では、集電板41をリッド部材91の頂壁部21の上面に配置した構成としたが、この場合に限定されるものではない。例えば、リッド部材91の頂壁部21の下面に配置しても構わない。
例えば図18に示す二次電池90では、集電板41がシーラントフィルム40を介してリッド部材91における頂壁部21の下面に溶着されている。これにより、集電板41は、頂壁部21に形成された貫通孔23を下方から塞ぐように、リッド部材91に対して一体的に組み合わされている。従って、集電板41は、貫通孔23を通じて上方に向けて部分的に露出している。
なお、この場合の二次電池90であっても、貫通孔23を通じて集電板41を部分的に露出させることができるので、負極用の外部接続端子として機能させることができる。従って、図示しない外部端子の端子部を、リッド部材91に対して非接触状態で集電板41に接触させることで、外部端子と集電板41とを電気的接続させることができる。その結果、二次電池90を使用することができる。
さらに上記第4実施形態では、リッド部材91が平坦な頂壁部21と、頂壁部21の外周縁部から上方に向かって延びる内側周壁部22と、内側周壁部22の上端部から径方向の外側に向かって延びる環状のフランジ部92とを具備していたが、この場合に限定されるものではない。例えば図19に示すように、リッド部材91は、内側周壁部22に代えて断面U字状の環状溝部95を具備する構成としても構わない。
特に、この場合のリッド部材91は、頂壁部21がフランジ部22と同等の高さ位置となるように形成されている。これにより、頂壁部21は、図16に示す場合よりも上方に配置され、二次電池90の高さ位置でフラットになるように配置されている。
それに加えて、この場合の二次電池90によれば、頂壁部21の位置を上方にシフトしているので、その分、内部空間を増やすことができる。従って、例えば電極体30の体積を増やすことが可能である。或いは緩衝部材等を配置して、電極体30の位置を安定化させるといったことが可能になる。
それに加えて、図14に示す第3実施形態の変形例の如く、シーラントフィルム40の内周縁部40aを全周に亘って上方に向けて折り返している。特に、シーラントフィルム40の内周縁部40aを、頂壁部21よりも上方に突出するように折り返している。
これにより、シーラントフィルム40の内周縁部40aを利用して、リッド部材91の貫通孔23の内周面を径方向の内側から覆って保護することができる。さらに内周縁部40aは、リッド部材91の高さ位置よりも上方に突出している。従って、外部端子と集電板41とを電気的接続させる際に、内周縁部40aを利用して、外部端子とリッド部材91とが意図せずに接触して短絡してしまうことを効果的に防止することができる。
次に、本発明に係る電気化学セルの第5実施形態について図面を参照して説明する。なお、この第5実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
このように、本実施形態の周壁部12は、第1周壁部101及び第2周壁部102を備え、外径が異なる2段筒状に形成されている。
さらに、内側周壁部22の上端開口縁は、第2周壁部102の上端開口縁に対して面一となった状態で、同一方向である上方を向いている。
このように構成された本実施形態の二次電池100によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、第1周壁部101よりも上方に位置する第2周壁部102の方が拡径するように容器体105を形成している。従って、図22に示すように、第1周壁部101の周囲に、第1周壁部101の直径と第2周壁部102の直径との差分を利用して環状のスペース空間106を確保することができる。これにより、スペース空間106を有効に利用して、例えば図示しない外部端子を配置することができる。そのため、外部端子を第1周壁部101の側方から接触させて導通を図るといった使い方を行える。従って、実装作業を行い易く、実装性に優れた二次電池100とすることができる。
さらに、第2周壁部102と内側周壁部22とを全周に亘って径方向に二重に重なるように配置しつつ、第2周壁部102の上端開口縁及び内側周壁部22の上端開口縁が共に同一方向である上方を向くように配置できる。従って、例えば上方からアプローチしながら溶接を行うことができる。これにより、第2周壁部102と内側周壁部22とを強固且つ容易に溶着することができる。従って、収容空間5内を高い気密封止性で封止することができる。
それに加え、第2周壁部102を大きな直径で形成することができるので、溶接時の放熱性を向上することができる。
次に、本発明に係る電気化学セルの第6実施形態について図面を参照して説明する。なお、この第6実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
図示の例では、リッド部材111の外周縁部には、周壁部12の上端開口端と重なる位置に段差111bが設けられている。これにより、段差111bを利用して、収容空間5を高い気密性で封止している。
このように構成された本実施形態の二次電池110によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、組立作業時、リッド部材111を容器体10の周壁部12の上端開口縁に上方から重ね合わせた後、例えばリッド部材111を上方から加圧しながら溶接を行える。従って、容器体10とリッド部材111とを強固且つ容易に溶接接合し易い。これにより、収容空間5をさらに高い気密性で封止することが可能である。さらに、リッド部材111を平坦なプレート状に形成できるので、リッド部材111の加工が容易であり、低コスト化を図ることができる。
次に、本発明に係る電気化学セルの第7実施形態について図面を参照して説明する。なお、この第7実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。
これに対して、本実施形態では、容器体の底壁部にシール材を介して集電板を溶着させている。
シーラントフィルム40は、底壁部11に形成された貫通孔141を囲む環状に形成され、電池軸Oと同軸に配置された状態で底壁部11の下面に重なるように配置されている。図示の例では、シーラントフィルム40の内周縁部40aは、上方に向けて折り返されている。これにより、内周縁部40aは、底壁部11に形成された貫通孔141の内周面を全周に亘って保護している。
図示の例では、リッド部材142の外周縁部には、周壁部12の上端開口端と重なる位置に段差142bが設けられている。これにより、段差142bを利用して、収容空間5を高い気密性で封止している。
これにより、支柱部4は、貫通孔141を通じて下端部(本発明に係る第1端部)が集電板41に対して上方から直接的に接触し、且つ上端部(本発明に係る第2端部)がリッド部材142に対して下方から直接的に接触するように配置されている。従って、支柱部4は、容器体10の底壁部11に対して一体的に組み合わされた集電板41によって支えられながら、リッド部材142を下方から支持している。
このように構成された本実施形態の二次電池140であっても、支柱部4を利用してリッド部材142を下方から支持することができる。従って、リッド部材142を含む外装体2の全体を例えば薄肉に形成したとしても、容器体10とリッド部材142との溶接接合の前段階で、リッド部材142が撓んでしまう等の意図しない変形を抑制することができる。
従って、容器体10に対するリッド部材142の位置ずれ等を抑制した状態で、溶接作業を行うことができる。従って、作業効率を向上させて、生産性の向上化に繋げることができる。さらに、確実な封止性を得ることができ、作動信頼性が高く高品質な二次電池140とすることができる。
電気化学セルをリチウムイオンキャパシタに適用する場合には、正極電極及び負極電極のうちの一方の電極には上述の分極性電極を用い、他方の電極にはリチウムイオン電池用の電極を用いることができる。電解液としては、リチウムイオン電池と同じものを用いることができる。
これにより、第1チャック部55及び第2チャック部56を利用して、支柱部4を中心軸線C方向の両側から挟み込むことができる。さらに、チャック部50を利用して回転ブレ等を抑制した状態で、支柱部4を中心軸線C回りに精度良く回転させることが可能である。
この場合には、支柱部4に対してセパレータ31をより安定して位置決めすることができる。従って、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付ける際に、支柱部4に対するセパレータ31の相対位置がずれてしまう等の巻きずれが生じてしまうことを効果的に抑制することができる。
押さえ部材122は、縦長のロッド状に形成されている。押さえ部材122は、例えば溝部121内に挿し込む或いは押し込む等することで、セパレータ31を挟み込んだ状態で溝部121の内側に嵌合させることが可能とされている。
一方の押さえ部材125は、金属製とされ、例えば負極電極33における負極端子タブ33cをセパレータ31と共に挟み込んだ状態で溝部121の内側に嵌合可能とされている。
なお、図29では、セパレータ31の図示を省略している。これにより、一方の押さえ部材125を負極集電体33aに導通させることができる。従って、一方の押さえ部材125を、負極用の集電端子として機能させることができる。
なお、一方の押さえ部材125は、支柱部4よりも上方に突出するように形成され、集電板41に対して接触し易い構成とされている。
なお、他方の押さえ部材126は、支柱部4よりも下方に突出するように形成され、容器体10の底壁部11に接触し易い構成とされている。
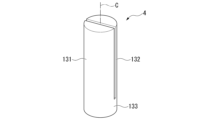
第1柱部131及び第2柱部132は、平面視円形状の基部133に一体に形成されていると共に、基部133から上方に向けて延びるように形成されている。第1柱部131及び第2柱部132は、例えば細長い円柱状に形成されている。
従って、図33に示すように、その後に正極電極32及び負極電極33をセパレータ31に重ね合わせた後、支柱部4をさらに回転させることで、支柱部4に巻き付けるように正極電極32、負極電極33及びセパレータ31を捲回することができる。その結果、電極体30を形成することが可能である。
第1支柱部151及び第2支柱部152は、第1支柱部151の基端部151aと第2支柱部152の基端部152aとが結合した状態で、支柱部150の中心軸線Cを挟んで径方向に向かい合うように配置されている。この際、第1支柱部151及び第2支柱部152のうち、基端部151a、152aを除いた部分は、スリット部153を介して向かい合うように配置されている。スリット部153は、少なくともセパレータ31を挿し込むことができる空間とされている。
第1支柱部151及び第2支柱部152は、支柱部150への電極体30の捲回によって、スリット部153を閉じるように変形可能とされている。つまり、第1支柱部151及び第2支柱部152は、支柱部150への電極体30の捲回によって押され、基部154を基点として、中心軸線Cに向けて互いに接近するように徐々に変形可能とされている。これにより、第1支柱部151及び第2支柱部152は、最終的にはスリット部153を閉じるように変形し、スリット部153に挿し込まれた部材を挟み込むことが可能とされている。
なお、支柱部150の材質としては、特に限定されるものではない。例えば、金属製の支柱部150とする場合には、SUS、アルミニウム、銅等の金属材料を採用することができる。
これにより、捲回前に、予めスリット部153に挿し込んだ部分、すなわちセパレータ31、正極電極32、負極電極33等を、第1支柱部151と第2支柱部152とで挟み込むことができる。これにより、電極体30の捲回時、支柱部150に対するセパレータ31等の相対位置関係がずれてしまう等の巻きずれが生じてしまうことを抑制することができる。さらには、例えば電極体30と支柱部150との安定した導通を確保することができる。
さらには、スリット部153にセパレータ31、正極電極32、負極電極33等を挿し込み易くするために、第1支柱部151及び第2支柱部152に面取り加工、バレル研磨、電解研磨等の各種の表面加工を施しても構わない。
このように、第1支柱部151及び第2支柱部152の長さを異ならせることで、長さの長い支柱部(図38の場合には、第1支柱部151)を利用して、スリット部153に向けてセパレータ31、正極電極32、負極電極33等を誘導することができるので、挿し込み易くなる。
1、60、70、80、90、100、110、140…二次電池(電気化学セル)
2…外装体
4、150…支柱部
5…収容空間
10、105…容器体(第2部材)
11…底壁部(第2底部)
12…周壁部(側部)
20、91、111、142…リッド部材(第1部材)
21、111a、142a…頂壁部(第1底部)
23…貫通孔
22…内側周壁部(内側側部)
30…電極体
31…セパレータ
32…正極電極
33…負極電極
40…シーラントフィルム(シール材)
41…集電板
61…突起部(位置決め部)
62…膨出部(位置決め部)
63…突起軸(位置決め部)
64…突起筒(位置決め部)
71、81…絶縁体
101…第1周壁部(第1側部)
102…第2周壁部(第2側部)
120…フラット面
121…溝部
122、125、126…押さえ部材
131、151…第1柱部
132、152…第2柱部
153…スリット部第2柱部
Claims (15)
- 電極体と、
側部と、電池軸方向に向かい合う第1底部及び第2底部と、を有すると共に、内部に形成された収容空間内に前記電極体を収容する外装体と、
前記電極体と電気的に接続されると共に、少なくとも一部が前記外装体の外部に露出する集電板と、を備え、
前記外装体は、
前記第1底部を含む第1部材と、
前記第2底部を含むと共に、前記第1部材に対して溶接接合された第2部材と、
前記収容空間内に前記電池軸方向に沿って配置され、前記第1底部と前記第2底部とを支持する支柱部と、を備え、
前記電極体は、セパレータを介して積層された正極電極及び負極電極が前記支柱部の中心線軸回りに捲回され、
前記集電板は、絶縁性のシール材を介して前記第1底部に溶着され、
前記支柱部は、第1端部が前記集電板に接し、且つ第2端部が前記第2底部に接していること特徴とする電気化学セル。 - 請求項1に記載の電気化学セルにおいて、
前記支柱部は、絶縁性材料で形成されている、電気化学セル。 - 請求項1に記載の電気化学セルにおいて、
前記支柱部は、導体とされ、
前記支柱部の前記第1端部と前記集電板とが直接的に接することにより、前記電極体と前記集電板とが前記支柱部を介して電気的に接続され、
前記支柱部の前記第2端部と前記第2底部とは、絶縁体を介して接することにより絶縁されている、電気化学セル。 - 請求項1に記載の電気化学セルにおいて、
前記支柱部は、導体とされ、
前記支柱部の前記第1端部と前記集電板とは、絶縁体を介して接することにより絶縁され、
前記支柱部の前記第2端部と前記第2底部とが直接的に接することにより、前記電極体と前記第2底部とが前記支柱部を介して電気的に接続されている、電気化学セル。 - 請求項3又は4に記載の電気化学セルにおいて、
前記集電板は、前記第1底部のうち前記収容空間とは前記電池軸方向の反対側を向いた外面に前記シール材を介して溶着されると共に、全面に亘って外部に露出し、
前記支柱部は、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて前記集電板に接している、電気化学セル。 - 請求項3又は4に記載の電気化学セルにおいて、
前記集電板は、前記第1底部のうち前記収容空間側を向いた内面に前記シール材を介して溶着されると共に、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて外部に部分的に露出している、電気化学セル。 - 請求項1から6のいずれか1項に記載の電気化学セルにおいて、
前記電池軸に対して交差する方向に前記支柱部を位置決めする位置決め部を備えている、電気化学セル。 - 請求項1から7のいずれか1項に記載の電気化学セルにおいて、
前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成され、
前記第1部材は、前記第1底部が、前記側部の上端開口縁に重なった状態で溶接接合されている、電気化学セル。 - 請求項1から7のいずれか1項に記載の電気化学セルにおいて、
前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成され、
前記第1部材は、前記第1底部の外周縁部から上方に向かって延びると共に、前記側部の内側に重なった状態で溶着された内側側部を備え、
前記側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いている、電気化学セル。 - 請求項9に記載の電気化学セルにおいて、
前記第2部材の前記側部は、
前記第2底部の外周縁部から上方に向けて延びた第1側部と、
前記第1側部の上端部から径方向の外側に向けて折り曲げられた後、前記第1側部よりも拡径した状態で上方に向けて延びた第2側部と、を備え、
前記第1部材は、前記第2側部の内側に前記内側側部が重なった状態で溶接接合され、
前記第2側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いている、電気化学セル。 - 請求項1から10のいずれか1項に記載の電気化学セルにおいて、
前記支柱部の外周面には、前記支柱部の軸方向に沿って延びるフラット面が形成され、
前記セパレータは、前記フラット面に面接触した状態で前記支柱部に対して位置決めされている、電気化学セル。 - 請求項1から10のいずれか1項に記載の電気化学セルにおいて、
前記支柱部の外周面には、前記支柱部の軸方向に沿って延びる溝部が形成され、
前記溝部には、前記セパレータを挟み込んだ状態で取り外し可能に押さえ部材が装着され、
前記セパレータは、前記溝部内への前記押さえ部材の装着によって、前記支柱部に対して位置決めされている、電気化学セル。 - 請求項12に記載の電気化学セルにおいて、
前記押さえ部材は、前記正極電極又は前記負極電極の集電端子を兼ねている、電気化学セル。 - 請求項1から10のいずれか1項に記載の電気化学セルにおいて、
前記支柱部は、前記支柱部の中心軸線を挟んで径方向に向かい合うように二股状に配置された第1柱部及び第2柱部を備え、
前記セパレータは、前記第1柱部と前記第2柱部との間に挿し込まれた状態で前記支柱部に捲回されることで、前記支柱部に対して位置決めされている、電気化学セル。 - 請求項14に記載の電気化学セルにおいて、
前記第1柱部及び前記第2柱部は、前記セパレータが挿し込まれるスリット部を介して対向するように配置され、
前記第1柱部及び前記第2柱部は、前記支柱部への前記電極体の捲回によって、前記スリット部を閉じるように変形可能とされる、電気化学セル。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021036425 | 2021-03-08 | ||
| JP2021036425 | 2021-03-08 | ||
| PCT/JP2022/002373 WO2022190671A1 (ja) | 2021-03-08 | 2022-01-24 | 電気化学セル |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022190671A1 JPWO2022190671A1 (ja) | 2022-09-15 |
| JPWO2022190671A5 JPWO2022190671A5 (ja) | 2023-06-28 |
| JP7368655B2 true JP7368655B2 (ja) | 2023-10-24 |
Family
ID=83226668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023505183A Active JP7368655B2 (ja) | 2021-03-08 | 2022-01-24 | 電気化学セル |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7368655B2 (ja) |
| WO (1) | WO2022190671A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7523664B2 (ja) * | 2021-09-30 | 2024-07-26 | 寧徳時代新能源科技股▲分▼有限公司 | 電池セル、その製造方法及び製造システム、電池並びに電力消費装置 |
| US20230327216A1 (en) * | 2022-04-11 | 2023-10-12 | Cyntec Co., Ltd. | Lithium-ion coin battery having a winding core as an anode lead and a cathode lead and method of manufacturing the same |
| JP7688668B2 (ja) * | 2023-03-06 | 2025-06-04 | プライムプラネットエナジー&ソリューションズ株式会社 | 蓄電デバイス及び蓄電デバイスの製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000331655A (ja) | 1999-05-21 | 2000-11-30 | Sanyo Electric Co Ltd | 電気エネルギー蓄積デバイス |
| JP2007294111A (ja) | 2006-04-20 | 2007-11-08 | Toshiba Battery Co Ltd | 小型電池 |
| JP2012517658A (ja) | 2009-02-09 | 2012-08-02 | ファルタ マイクロバッテリー ゲゼルシャフト ミット ベシュレンクテル ハフツング | ボタン電池とそれを製造する方法 |
| JP2016519401A (ja) | 2013-04-09 | 2016-06-30 | コミッサリア タ レネルジー アトミク エ オ エネルジー オルタネイティヴ | 熱の放散を向上させたケーシングを有するリチウム電気化学的蓄電池及び関連バッテリパック並びに製造方法 |
| JP2017501542A (ja) | 2013-12-10 | 2017-01-12 | アクアハイドレックス プロプライエタリー リミテッドAquahydrex Pty Ltd | 電気化学電池及びその構成要素 |
| JP2017130435A (ja) | 2016-01-15 | 2017-07-27 | セイコーインスツル株式会社 | 電気化学セル |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11354146A (ja) * | 1998-06-04 | 1999-12-24 | Shin Kobe Electric Mach Co Ltd | 捲回式電池及びその製造法 |
-
2022
- 2022-01-24 JP JP2023505183A patent/JP7368655B2/ja active Active
- 2022-01-24 WO PCT/JP2022/002373 patent/WO2022190671A1/ja not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000331655A (ja) | 1999-05-21 | 2000-11-30 | Sanyo Electric Co Ltd | 電気エネルギー蓄積デバイス |
| JP2007294111A (ja) | 2006-04-20 | 2007-11-08 | Toshiba Battery Co Ltd | 小型電池 |
| JP2012517658A (ja) | 2009-02-09 | 2012-08-02 | ファルタ マイクロバッテリー ゲゼルシャフト ミット ベシュレンクテル ハフツング | ボタン電池とそれを製造する方法 |
| JP2016519401A (ja) | 2013-04-09 | 2016-06-30 | コミッサリア タ レネルジー アトミク エ オ エネルジー オルタネイティヴ | 熱の放散を向上させたケーシングを有するリチウム電気化学的蓄電池及び関連バッテリパック並びに製造方法 |
| JP2017501542A (ja) | 2013-12-10 | 2017-01-12 | アクアハイドレックス プロプライエタリー リミテッドAquahydrex Pty Ltd | 電気化学電池及びその構成要素 |
| JP2017130435A (ja) | 2016-01-15 | 2017-07-27 | セイコーインスツル株式会社 | 電気化学セル |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022190671A1 (ja) | 2022-09-15 |
| WO2022190671A1 (ja) | 2022-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7368655B2 (ja) | 電気化学セル | |
| US9287059B2 (en) | Electric storage device and method of manufacture thereof | |
| JP4588331B2 (ja) | 角形電池とその製造方法 | |
| JP5649996B2 (ja) | 角形密閉二次電池及びその製造方法 | |
| CN103561897B (zh) | 用于储电的组件的搅拌摩擦焊接的设备和方法 | |
| JP7713303B2 (ja) | 電気化学セル及び電気化学セルの製造方法 | |
| JP6432952B1 (ja) | 電気化学セル | |
| JPWO2017010042A1 (ja) | 捲回型電池 | |
| JP2007026945A (ja) | 電池とその製造方法 | |
| JP2012038576A (ja) | 密閉型電池 | |
| WO2023127721A1 (ja) | 蓄電装置 | |
| JP7278154B2 (ja) | 電気化学セル | |
| JP6878878B2 (ja) | 二次電池の製造方法および二次電池 | |
| JP7100803B2 (ja) | 電池および電池の製造方法 | |
| JP2019057473A (ja) | 電気化学セル | |
| JP4688688B2 (ja) | 大電流放電用二次電池 | |
| JP2018056091A (ja) | 円筒形二次電池 | |
| JP7821623B2 (ja) | 電気化学セル | |
| JP7181782B2 (ja) | 電気化学セル | |
| JP2000231913A (ja) | 筒型電池 | |
| JP7821624B2 (ja) | 電気化学セル及び電気化学セルの製造方法 | |
| JP5229440B2 (ja) | 電気化学デバイス | |
| JP7592843B2 (ja) | 電気化学セル | |
| JP2017212179A (ja) | アルカリ電池およびアルカリ電池の製造方法 | |
| JP2020072061A (ja) | 電気化学セル及び電気化学セルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7368655 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |