JP7378201B2 - 軸受部品の製造方法 - Google Patents
軸受部品の製造方法 Download PDFInfo
- Publication number
- JP7378201B2 JP7378201B2 JP2018097818A JP2018097818A JP7378201B2 JP 7378201 B2 JP7378201 B2 JP 7378201B2 JP 2018097818 A JP2018097818 A JP 2018097818A JP 2018097818 A JP2018097818 A JP 2018097818A JP 7378201 B2 JP7378201 B2 JP 7378201B2
- Authority
- JP
- Japan
- Prior art keywords
- tempering
- less
- manufacturing
- workpiece
- hardened layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 23
- 238000005496 tempering Methods 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 39
- 238000010438 heat treatment Methods 0.000 claims description 29
- 229910000831 Steel Inorganic materials 0.000 claims description 21
- 239000010959 steel Substances 0.000 claims description 21
- 230000006698 induction Effects 0.000 claims description 8
- 238000010791 quenching Methods 0.000 claims description 8
- FXNGWBDIVIGISM-UHFFFAOYSA-N methylidynechromium Chemical group [Cr]#[C] FXNGWBDIVIGISM-UHFFFAOYSA-N 0.000 claims description 7
- 230000000171 quenching effect Effects 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 description 20
- 229910001566 austenite Inorganic materials 0.000 description 14
- 238000001816 cooling Methods 0.000 description 11
- 229910000734 martensite Inorganic materials 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 6
- 238000012805 post-processing Methods 0.000 description 5
- 230000009466 transformation Effects 0.000 description 5
- 238000005259 measurement Methods 0.000 description 4
- 230000000717 retained effect Effects 0.000 description 4
- 229910000859 α-Fe Inorganic materials 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 229910001567 cementite Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 230000000994 depressogenic effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- OXNIZHLAWKMVMX-UHFFFAOYSA-N picric acid Chemical compound OC1=C([N+]([O-])=O)C=C([N+]([O-])=O)C=C1[N+]([O-])=O OXNIZHLAWKMVMX-UHFFFAOYSA-N 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000001878 scanning electron micrograph Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001131 transforming effect Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Rolling Contact Bearings (AREA)
- Heat Treatment Of Articles (AREA)
Description
以下に、実施形態に係る軸受部品の構成を説明する。
以下に、実施形態に係る軸受部品の製造方法を説明する。
以下に、実施形態に係る軸受部品の製造方法の効果を説明する。
以下に、実施形態に係る軸受部品の製造方法の効果を確認するために行った寸法変化率測定試験を説明する。
上記の寸法変化率測定試験においては、供試材として、サンプル1~サンプル6が用いられた。サンプル1~サンプル6は、リング状の部材である。

表2に、サンプル1~サンプル6に対して行われた熱処理(焼き入れ工程S2及び焼き戻し工程S3)の条件を示す。
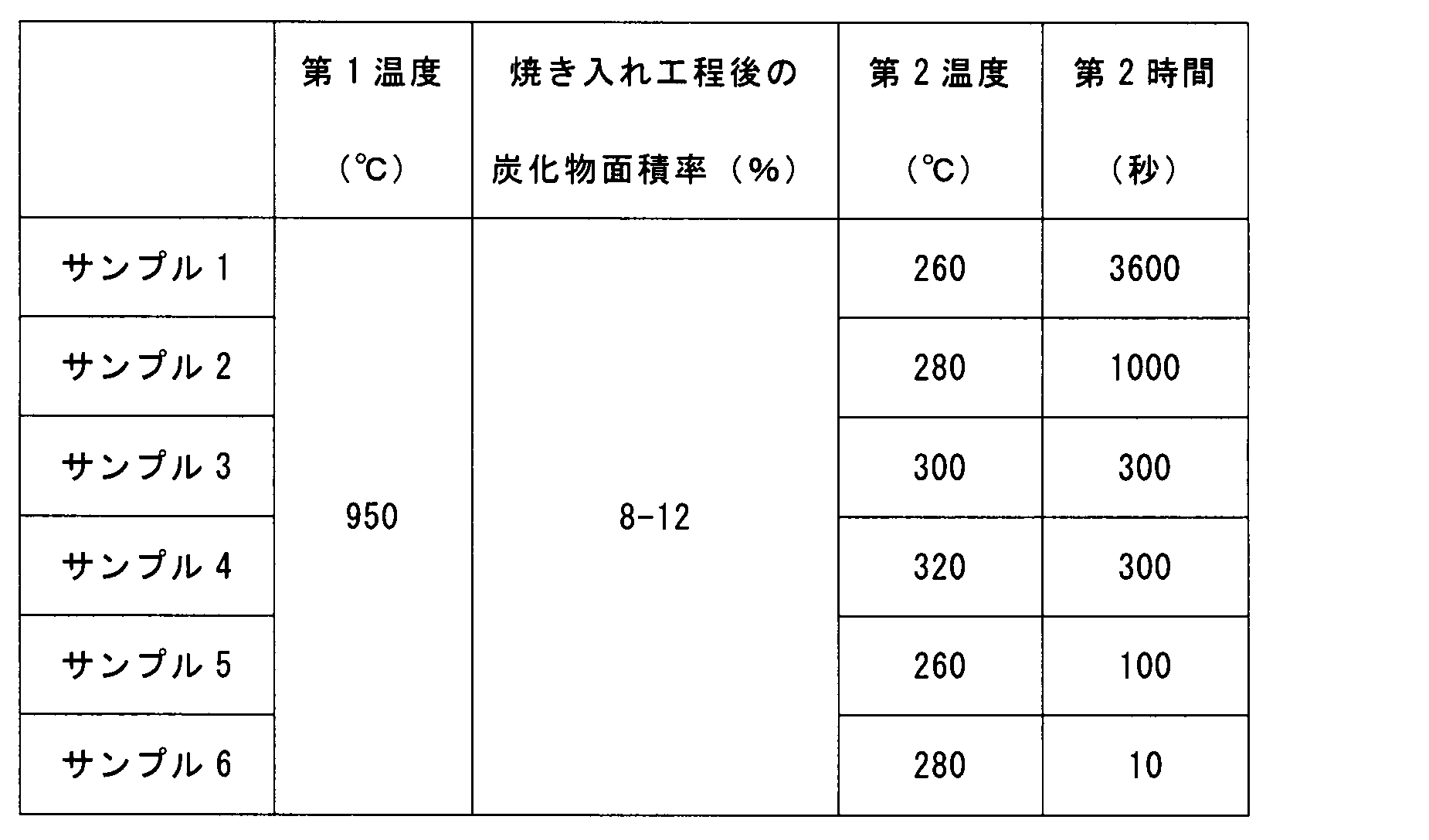
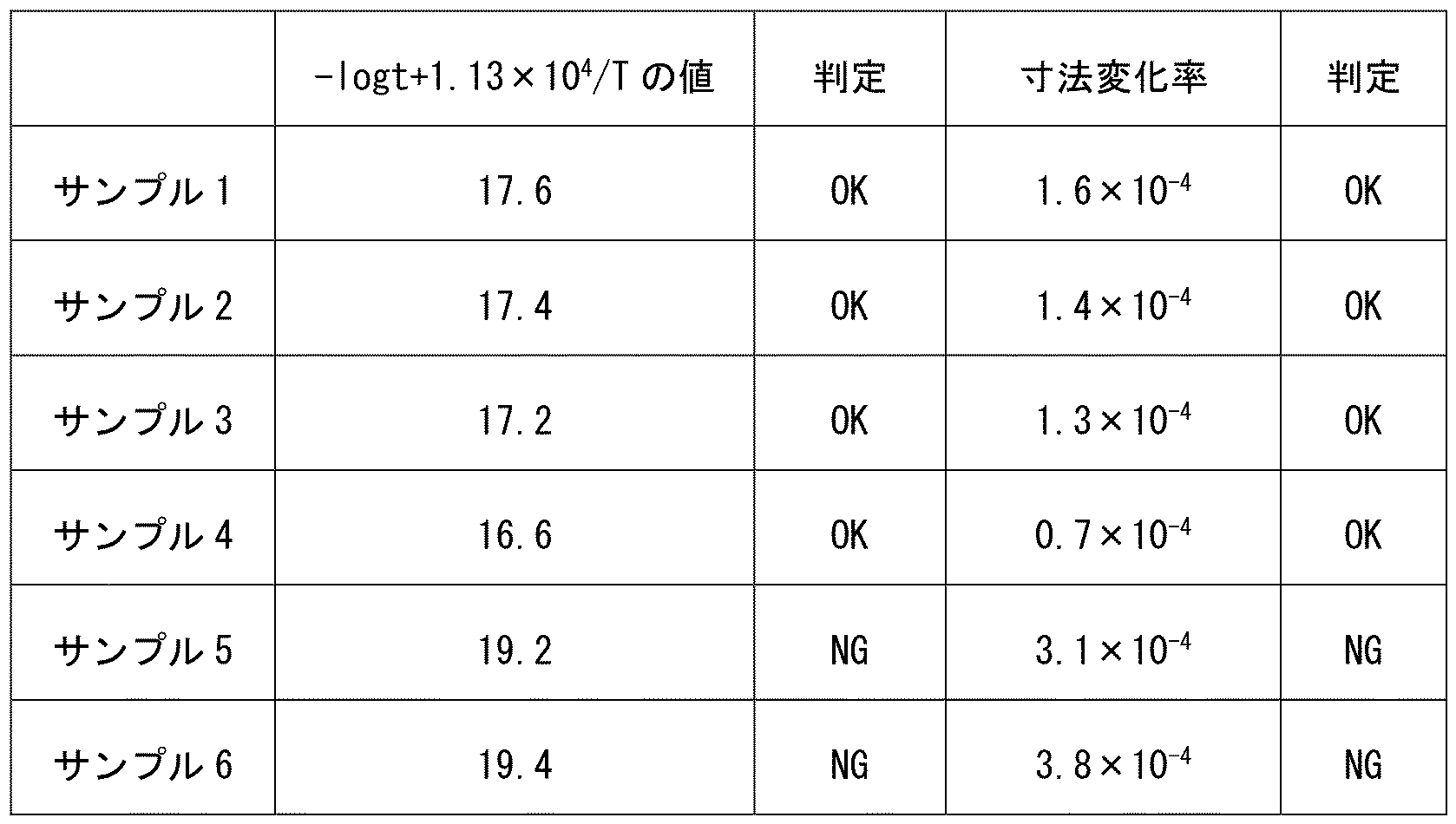
表3に、大気中において160℃で2500時間保持した後のサンプル1~サンプル6の寸法変化率を示す。表3において、寸法変化率が2×10-4以下の場合を「OK」として評価し、寸法変化率が2×10-4を超えている場合を「NG」として評価した。また、表3において、-logt+1.13×104/Tの値が17.9未満である場合に「OK」と評価し、-logt+1.13×104/Tの値が17.9以上である場合に「NG」と評価した。
Claims (4)
- 高炭素クロム軸受鋼により構成される加工対象部材に焼き入れを行い、焼き入れ硬化層を形成する工程と、
前記加工対象部材に焼き戻しを行う工程を備え、
前記焼き入れは、前記焼き入れ硬化層の硬さが64HRC以上68HRC以下となるように行われ、
前記焼き戻しは、前記焼き戻しの加熱温度をT(単位:ケルビン)、前記焼き戻しの保持時間をt(単位:秒)とした場合に、-logt+1.13×104/T<17.9との関係を充足するように行われ、
前記焼き戻しを行う際の加熱は、高周波誘導加熱により行われ、
前記加熱温度は、260℃以上320℃以下であり、
前記保持時間は、300秒以上3600秒以下である、軸受部品の製造方法。 - 前記焼き入れは、前記焼き入れ硬化層における炭化物面積率が8パーセント以上12パーセント以下となるように行われる、請求項1に記載の軸受部品の製造方法。
- 大気中において160℃で2500時間保持した後において、前記焼き戻しが行われた後の前記加工対象部材の外形寸法変化率は、2×10-4以下である、請求項1又は請求項2に記載の軸受部品の製造方法。
- 前記高炭素クロム軸受鋼は、JIS規格に定めるSUJ2である、請求項1~請求項3のいずれか1項に記載の軸受部品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018097818A JP7378201B2 (ja) | 2018-05-22 | 2018-05-22 | 軸受部品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018097818A JP7378201B2 (ja) | 2018-05-22 | 2018-05-22 | 軸受部品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019203158A JP2019203158A (ja) | 2019-11-28 |
| JP7378201B2 true JP7378201B2 (ja) | 2023-11-13 |
Family
ID=68726213
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018097818A Active JP7378201B2 (ja) | 2018-05-22 | 2018-05-22 | 軸受部品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7378201B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111795064A (zh) * | 2020-07-11 | 2020-10-20 | 重庆百花园齿轮传动技术研究所 | 一种陶瓷与渗碳轴承钢混合材料轴承 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996006194A1 (en) | 1994-08-24 | 1996-02-29 | Nsk Ltd. | Method and apparatus for correction tempering rolling part |
| JP2006250316A (ja) | 2005-03-14 | 2006-09-21 | Nsk Ltd | 転動装置 |
| JP2012149327A (ja) | 2011-01-21 | 2012-08-09 | Ntn Corp | 軌道輪の製造方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2961768B2 (ja) * | 1989-11-13 | 1999-10-12 | 日本精工株式会社 | 転がり軸受 |
| JP2002098147A (ja) * | 2000-09-20 | 2002-04-05 | Ntn Corp | 転がり要素 |
| JP5682161B2 (ja) * | 2009-08-10 | 2015-03-11 | 株式会社ジェイテクト | 転がり摺動部材の製造方法 |
| JP2017008400A (ja) * | 2015-06-25 | 2017-01-12 | Ntn株式会社 | 軸受部品の製造方法 |
-
2018
- 2018-05-22 JP JP2018097818A patent/JP7378201B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996006194A1 (en) | 1994-08-24 | 1996-02-29 | Nsk Ltd. | Method and apparatus for correction tempering rolling part |
| JP2006250316A (ja) | 2005-03-14 | 2006-09-21 | Nsk Ltd | 転動装置 |
| JP2012149327A (ja) | 2011-01-21 | 2012-08-09 | Ntn Corp | 軌道輪の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019203158A (ja) | 2019-11-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7674814B2 (ja) | 転がり軸受の軌道輪 | |
| JP2005090680A (ja) | 転がり軸受部品およびその製造方法 | |
| CN103492613B (zh) | 机械部件的制造方法 | |
| JP2009204024A (ja) | 大型転がり軸受 | |
| WO2022202922A1 (ja) | 軌道輪及びシャフト | |
| JP5779887B2 (ja) | 軌道部材の熱処理方法 | |
| JP7378201B2 (ja) | 軸受部品の製造方法 | |
| TWI575170B (zh) | Ball screw device | |
| JP2021110033A (ja) | 転がり軸受の軌道輪の製造方法 | |
| WO2019065622A1 (ja) | 軸受部品及び転がり軸受 | |
| JP2019203160A (ja) | 軸受部品の製造方法 | |
| JP2019203159A (ja) | 軸受部品の製造方法 | |
| JP2007113027A (ja) | 鋼の熱処理方法、転がり支持装置の製造方法、転がり支持装置 | |
| CN110121565B (zh) | 轴承部件及其制造方法 | |
| JP2011080096A (ja) | 転がり摺動部材の製造方法 | |
| JP2008266683A (ja) | 転がり軸受構成部材の製造方法および転がり軸受 | |
| JP2020125796A (ja) | 軸受部品及び転がり軸受 | |
| WO2021002179A1 (ja) | 転がり軸受の軌道輪 | |
| JP2006002194A (ja) | 軸の製造方法 | |
| JP7320780B2 (ja) | 機械部品 | |
| JP6641851B2 (ja) | 鋼の熱処理方法および鋼部材 | |
| JP2007169673A (ja) | 鋼の熱処理方法、転がり支持装置の転動部材の製造方法、転がり支持装置 | |
| JP2020133733A (ja) | 軸受部品及び転がり軸受 | |
| JP2021011608A (ja) | 軌道輪及び転がり軸受 | |
| WO2023080064A1 (ja) | 軸部材及び転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210318 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220314 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220329 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220525 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20221011 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20221222 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231031 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7378201 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |