JP7435510B2 - 燃料電池セルの製造方法 - Google Patents
燃料電池セルの製造方法 Download PDFInfo
- Publication number
- JP7435510B2 JP7435510B2 JP2021040489A JP2021040489A JP7435510B2 JP 7435510 B2 JP7435510 B2 JP 7435510B2 JP 2021040489 A JP2021040489 A JP 2021040489A JP 2021040489 A JP2021040489 A JP 2021040489A JP 7435510 B2 JP7435510 B2 JP 7435510B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- stainless steel
- resin frame
- fuel cell
- steel base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0273—Sealing or supporting means around electrodes, matrices or membranes with sealing or supporting means in the form of a frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/352—Working by laser beam, e.g. welding, cutting or boring for surface treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0204—Non-porous and characterised by the material
- H01M8/0206—Metals or alloys
- H01M8/0208—Alloys
- H01M8/021—Alloys based on iron
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0284—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Description
(1) ステンレス基材のシール予定部にレーザ光を照射する工程及び、
樹脂フレームと、ステンレス基材のレーザ光照射後のシール予定部とをプレスする工程を含み、
前記レーザ光の照射エネルギー密度が110mJ/mm2以上であり、
前記プレスが、樹脂フレームと、シール予定部とが接触する部分において、樹脂が溶融した状態で行われる、燃料電池セルの製造方法。
(2) 前記樹脂フレームが、ポリオレフィン、ポリエステル及びポリアミドから選択される少なくとも1種の樹脂を含む、(1)に記載の燃料電池セルの製造方法。
(3) 前記樹脂フレームが、ポリプロピレン、ポリエチレンナフタレート、ポリフェニレンエーテル及びポリアミド6から選択される少なくとも1種の樹脂を含む、(1)に記載の燃料電池セルの製造方法。
(4) 前記ステンレス基材が、セパレータである、(1)~(3)のいずれか1つに記載の燃料電池セルの製造方法。
(5) 前記プレスする工程が、シール予定部が対向するように配置されたレーザ光照射後のステンレス基材の間に樹脂フレームを配置し、樹脂フレームにステンレス基材を熱プレスする工程である、(1)~(4)のいずれか1つに記載の燃料電池セルの製造方法。
本実施形態で使用するステンレス基材は、燃料電池セルを構成するものであり、通常はセパレータである。
本実施形態で使用する樹脂フレームは、燃料電池セルを構成するものであり、通常は枠体とも呼ばれる、MEGAの外周に配置される部材であり、MEAを保持する部材である。
本実施形態の燃料電池セルの製造方法は、ステンレス基材のシール予定部にレーザ光を照射する工程を含む。該工程を照射工程とも記す。前記レーザ光の照射エネルギー密度は110mJ/mm2以上である。
本実施形態の燃料電池セルの製造方法は、樹脂フレームと、ステンレス基材のレーザ光照射後のシール予定部とをプレスする工程を含む。該工程をプレス工程とも記す。
前記プレスは、樹脂フレームと、シール予定部とが接触する部分において、樹脂が溶融した状態で行われる。プレス工程により、溶融した樹脂がシール予定部のレーザ光の照射によって形成された凹凸に入り込み、その後冷却することにより樹脂が硬化し、樹脂フレームと、ステンレス基材とが接合される。
本実施形態の燃料電池セルの製造方法は、照射工程、プレス工程以外の工程(その他の工程)として、プレス工程の後に行われる、樹脂を冷却し、固化するための冷却工程を通常有する。冷却工程は、自然冷却により行っても、強制冷却により行ってもよいが、自然冷却が好ましい。
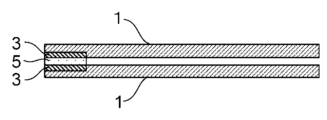
ステンレス基材として、SUS304板材(20mm×50mm×0.1mm)を使用した。
フィルムとしてポリプロピレンフィルム(PPフィルムとも記す)(三井化学東セロ製WH-OP HM-1)(20mm×10mm×0.25mm)を使用した。
Panasonic製スキャニングFAYbレーザー LP-MAを用いて、SUS304板材の端部10mmにレーザ光を照射し、レーザ加工した(図1参照)。
3・・・レーザ加工部
5・・・PPフィルム
7・・・治具
Claims (5)
- ステンレス基材のシール予定部にレーザ光を照射する工程及び、
樹脂フレームと、ステンレス基材のレーザ光照射後のシール予定部とをプレスする工程を含み、
前記レーザ光の照射エネルギー密度が110mJ/mm2以上であり、
前記プレスが、樹脂フレームと、シール予定部とが接触する部分において、樹脂が溶融した状態で行われる、燃料電池セルの製造方法。 - 前記樹脂フレームが、ポリオレフィン、ポリエステル及びポリアミドから選択される少なくとも1種の樹脂を含む、請求項1に記載の燃料電池セルの製造方法。
- 前記樹脂フレームが、ポリプロピレン、ポリエチレンナフタレート、ポリフェニレンエーテル及びポリアミド6から選択される少なくとも1種の樹脂を含む、請求項1に記載の燃料電池セルの製造方法。
- 前記ステンレス基材が、セパレータである、請求項1~3のいずれか1項に記載の燃料電池セルの製造方法。
- 前記プレスする工程が、シール予定部が対向するように配置されたレーザ光照射後のステンレス基材の間に樹脂フレームを配置し、樹脂フレームにステンレス基材を熱プレスする工程である、請求項1~4のいずれか1項に記載の燃料電池セルの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021040489A JP7435510B2 (ja) | 2021-03-12 | 2021-03-12 | 燃料電池セルの製造方法 |
| CN202210227295.0A CN115084571A (zh) | 2021-03-12 | 2022-03-08 | 燃料电池单体的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021040489A JP7435510B2 (ja) | 2021-03-12 | 2021-03-12 | 燃料電池セルの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022139909A JP2022139909A (ja) | 2022-09-26 |
| JP7435510B2 true JP7435510B2 (ja) | 2024-02-21 |
Family
ID=83247192
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021040489A Active JP7435510B2 (ja) | 2021-03-12 | 2021-03-12 | 燃料電池セルの製造方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7435510B2 (ja) |
| CN (1) | CN115084571A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007073422A (ja) | 2005-09-08 | 2007-03-22 | Nissan Motor Co Ltd | 燃料電池スタック、及び燃料電池用セパレータの製造方法 |
| JP2010167475A (ja) | 2009-01-26 | 2010-08-05 | Yamase Denki Kk | 異種材料と金属材料との界面が気密性を有する異種材料接合金属材料及びその製造方法 |
| JP2017027741A (ja) | 2015-07-21 | 2017-02-02 | 日産自動車株式会社 | 燃料電池のガスバリア性評価方法、ガスバリア性評価装置、製造方法および製造装置 |
| JP2017082339A (ja) | 2016-12-28 | 2017-05-18 | 大日本印刷株式会社 | ステンレス基板 |
| JP2019102339A (ja) | 2017-12-05 | 2019-06-24 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| JP2021034114A (ja) | 2019-08-16 | 2021-03-01 | ソニー株式会社 | 磁気記録媒体、テープカートリッジ、及びデータ処理方法 |
| JP6879615B1 (ja) | 2020-08-07 | 2021-06-02 | 睦月電機株式会社 | 金属樹脂接合体及び金属樹脂接合体の製造方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE192692T1 (de) * | 1999-01-28 | 2000-05-15 | Leister Process Tech | Laserfügeverfahren und vorrichtung zum verbinden von verschiedenen werkstücken aus kunststoff oder kunststoff mit anderen materialien |
| JP2008031393A (ja) * | 2005-09-01 | 2008-02-14 | Orient Chem Ind Ltd | レーザー光透過性着色樹脂組成物及びその関連技術 |
| JP2009078434A (ja) * | 2007-09-26 | 2009-04-16 | Toyoda Gosei Co Ltd | 金属−樹脂複合成形品及びその製造方法 |
| JP2013111881A (ja) * | 2011-11-29 | 2013-06-10 | Polyplastics Co | 金属部品の製造方法、及び複合成形体 |
| JP2014004800A (ja) * | 2012-06-27 | 2014-01-16 | Shin Kobe Electric Mach Co Ltd | 金属部材を一体化した樹脂成形品とその製造法 |
| JP5843750B2 (ja) * | 2012-12-14 | 2016-01-13 | ポリプラスチックス株式会社 | 金属部品の製造方法、及び複合成形体 |
| CN103862619A (zh) * | 2012-12-14 | 2014-06-18 | 宝理塑料株式会社 | 金属树脂复合成型体用嵌件金属构件和金属树脂复合成型体 |
| JP6317064B2 (ja) * | 2013-02-28 | 2018-04-25 | ダイセルポリマー株式会社 | 複合成形体とその製造方法 |
| JP6417786B2 (ja) * | 2014-08-22 | 2018-11-07 | オムロン株式会社 | 接合構造体の製造方法 |
| CN105522780B (zh) * | 2014-11-28 | 2017-08-04 | 比亚迪股份有限公司 | 一种金属‑树脂复合体及其制备方法 |
| JP6103010B2 (ja) * | 2015-09-15 | 2017-03-29 | 日立化成株式会社 | 金属材料の粗面化方法 |
| CN109789516B (zh) * | 2016-09-30 | 2021-06-15 | 株式会社Lg化学 | 不同材料的接合体及其制造方法 |
| JP7017483B2 (ja) * | 2018-07-20 | 2022-02-08 | トヨタ自動車株式会社 | 燃料電池セルの製造方法及び燃料電池セル |
-
2021
- 2021-03-12 JP JP2021040489A patent/JP7435510B2/ja active Active
-
2022
- 2022-03-08 CN CN202210227295.0A patent/CN115084571A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007073422A (ja) | 2005-09-08 | 2007-03-22 | Nissan Motor Co Ltd | 燃料電池スタック、及び燃料電池用セパレータの製造方法 |
| JP2010167475A (ja) | 2009-01-26 | 2010-08-05 | Yamase Denki Kk | 異種材料と金属材料との界面が気密性を有する異種材料接合金属材料及びその製造方法 |
| JP2017027741A (ja) | 2015-07-21 | 2017-02-02 | 日産自動車株式会社 | 燃料電池のガスバリア性評価方法、ガスバリア性評価装置、製造方法および製造装置 |
| JP2017082339A (ja) | 2016-12-28 | 2017-05-18 | 大日本印刷株式会社 | ステンレス基板 |
| JP2019102339A (ja) | 2017-12-05 | 2019-06-24 | トヨタ自動車株式会社 | 燃料電池用セパレータの製造方法 |
| JP2021034114A (ja) | 2019-08-16 | 2021-03-01 | ソニー株式会社 | 磁気記録媒体、テープカートリッジ、及びデータ処理方法 |
| JP6879615B1 (ja) | 2020-08-07 | 2021-06-02 | 睦月電機株式会社 | 金属樹脂接合体及び金属樹脂接合体の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022139909A (ja) | 2022-09-26 |
| CN115084571A (zh) | 2022-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109148913B (zh) | 燃料电池和制造燃料电池的方法 | |
| JP5681792B2 (ja) | 燃料電池用電解質膜・電極構造体及びその製造方法 | |
| JP3897808B2 (ja) | Mea、meaの製造方法及び高分子電解質形燃料電池 | |
| US20110294033A1 (en) | Unitized electrochemical cell sub-assembly and the method of making the same | |
| US20190252694A1 (en) | Method for producing fuel cell module | |
| US8921010B2 (en) | Method of preparing a fuel cell unitized electrode assembly by ultrasonic welding | |
| JP2017168364A (ja) | 燃料電池用樹脂枠付き段差mea及びその製造方法 | |
| JP2008123883A (ja) | 燃料電池、燃料電池の製造方法、および、単セルアッセンブリ | |
| JP7725731B2 (ja) | 膜-電極-ユニットと、拡散層と、分配器プレートと、を備える電気化学セル、および電気化学セルを製造する方法 | |
| JP6036536B2 (ja) | 燃料電池用フレーム | |
| JP7435510B2 (ja) | 燃料電池セルの製造方法 | |
| KR102683799B1 (ko) | 연료전지용 탄성체 셀 프레임 및 그 제조방법과 이를 이용한 단위 셀 | |
| CN112864413B (zh) | 燃料电池及其制造方法 | |
| JP7052442B2 (ja) | 燃料電池スタックの製造方法 | |
| JP7367711B2 (ja) | 燃料電池セルの製造方法および燃料電池セル | |
| JP7276206B2 (ja) | 燃料電池およびその製造方法 | |
| JP2016170960A (ja) | 燃料電池単セル | |
| JP7031526B2 (ja) | 燃料電池セルの製造装置 | |
| JP2014099316A (ja) | 燃料電池用組立体及びその製造方法 | |
| JP2024113234A (ja) | 燃料電池用セパレータ | |
| JP7205381B2 (ja) | 燃料電池の製造方法 | |
| US11710842B2 (en) | Manufacturing method for fuel cell | |
| JP5781860B2 (ja) | 燃料電池の製造方法 | |
| JP7322814B2 (ja) | 燃料電池セルの製造方法 | |
| JP6870597B2 (ja) | 燃料電池セル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231129 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240122 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7435510 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |