以下、図面を参照し、本実施形態に係る曲げ加工システム、及び分割金型の配置方法について説明する。
(第1の実施形態)
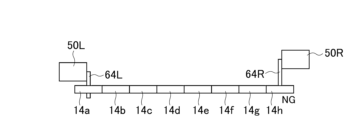
図1は、第1の実施形態に係る曲げ加工システムの構成を模式的に示す正面図である。図2は、図1に示す曲げ加工システムの構成を模式的に示す側面図である。図1及び図2を参照し、第1の実施形態に係る曲げ加工システム10について説明する。以下の説明では、方向の定義として、左右方向、前後方向、及び上下方向を定めるが、これらの方向は説明の便宜のために用いられるに過ぎない。左右方向、前後方向、及び上下方向のうち、左右方向及び前後方向は、水平方向において直交する2つの方向に対応し、上下方向は鉛直方向に対応する。
曲げ加工システム10は、下部テーブル24に設けられた下型ホルダ30に、複数の下型14が左右方向に沿って配置されるプレスブレーキ16と、前後方向に沿って前進及び後退することで下型14に設けられた挿通穴141に対して挿抜可能な下型保持部材を有するとともに、下部テーブル24の後面側又は前面側に左右方向へ移動可能に設けられている左右の下型交換ユニット50L、50Rと、左右の下型交換ユニット50L、50Rをそれぞれ制御して、下型14間に隙間がないように複数の下型14を寄せ集める寄せ動作を行う制御装置100と、を備える。寄せ動作は、左側の下型交換ユニット50Lが有する下型保持部材64Lを前進させて、複数の下型14のうち一方の端部に位置する基準下型14を左側の下型保持部材64Lで拘束する拘束動作と、右側の下型交換ユニット50Rが有する下型保持部材64Rを前進させて、複数の下型14のうち基準下型14を除いた残余の下型14の中から選択した対象下型14の挿通穴141に下型保持部材64Rを挿入する挿入動作と、左右の下型交換ユニット50L、50Rを互いに近づくように左右方向に沿って移動させて、基準下型14から対象下型14までの下型14を寄せ集める実行動作と、を含む。制御装置100は、挿入動作の失敗を判定した場合、左側の下型保持部材64Lを後退させて基準下型14の拘束動作を解放した後に、右側の下型保持部材64Rを再び前進させて対象下型14の挿通穴141に右側の下型保持部材64Rを挿入するリトライ動作を行う。もっとも、上記の記述は、下型14に対応して設けられた左右の下型交換ユニット50L、50Rによる寄せ動作に関するものであるが、上型12に対応して設けられた左右の上型交換ユニット74L、74Rによる寄せ動作であっても同じである。
以下、曲げ加工システム10の詳細について説明する。曲げ加工システム10は、例えば板金といった板状のワークWに対して曲げ加工を行うためのシステムである。曲げ加工システム10は、プレスブレーキ16と、左右の下型交換ユニット50L、50Rと、左右の上型交換ユニット74L、74Rと、制御装置100とを有している。
プレスブレーキ16は、パンチなどの上部金型である上型12と、ダイなどの下部金型である下型14の協働によりワークWに対して曲げ加工を行う。
プレスブレーキ16は、本体フレーム18を備えている。本体フレーム18は、左右方向に離間して対向した左右のサイドプレート20を有している。本体フレーム18の下部には、左右方向に延びた下部テーブル24が設けられ、本体フレーム18の上部には、左右方向に延びた上部テーブル26が設けられている。上部テーブル26は、上下方向に沿って移動可能に構成されている。各サイドプレート20の上部には、上部テーブル26を本体フレーム18に対して上下方向へ移動させる上下移動用のアクチュエータとしての油圧シリンダ28が設けられている。なお、上部テーブル26を上下方向へ移動可能に構成する代わりに、下部テーブル24を上下方向へ移動可能に構成してもよい。上下移動用のアクチュエータは、油圧シリンダ28に代えてサーボモータを用いてもよい。
下部テーブル24の上側には、下型14を着脱可能に保持する下型ホルダ30が設けられている。下型ホルダ30は、例えば、左右方向に沿って連続的に延在する構成であるが、適宜の間隔を隔てながら左右方向に沿って断続的に設けられる構成であってもよい。下型ホルダ30には、下型14のシャンク部(基部)140を挿入するためのホルダ溝30gが左右方向に沿って形成されている。下型ホルダ30は、下型14を下部テーブル24に対して固定する油圧式のクランプ32を有している。
上部テーブル26の下側には、上型12を着脱可能に保持する上型ホルダ34が設けられている。上型ホルダ34は、例えば、左右方向に沿って連続的に延在する構成であるが、適宜の間隔を隔てながら左右方向に沿って断続的に設けられる構成であってもよい。上型ホルダ34には、上型12のシャンク部(基部)120を挿入するためのホルダ溝34gが左右方向に沿って形成されている。上型ホルダ34は、上型12を上部テーブル26に対して固定する油圧式のクランプ36を有している。
下型14の左右方向(幅方向)の中央部には、前後方向に沿って貫通する挿通穴141が設けられている。下型ホルダ30に装着された下型14における挿通穴141の位置は、下型14の左右一方の側面の位置を基準に、この基準から金型幅の半分の値に相当する位置として特定することができる。また、下型14と同様、上型12にも、前後方向に沿って貫通する挿通穴121が設けられている。
曲げ加工システム10には、プレスブレーキの左右方向の側方、本実施形態では右側方には、複数の下型14及び複数の上型12を収納する金型ラック42が設けられている。
金型ラック42は、1つ以上の下型14をそれぞれ保持する複数の下部ストッカを有しており、複数の下部ストッカは、前後方向に並んで配置されている。複数の下部ストッカは、ストッカ移動機構によって上下方向及び前後方向へ移動可能に構成されている。ストッカ移動機構は、複数の下部ストッカのうち任意の下部ストッカを選択し、選択した下部ストッカを上下方向及び前後方向に移動することによって、下型用の交換位置に位置決めすることができる。下型用の交換位置は、左右方向において下型ホルダ30に隣接する位置に設定されている。
また、金型ラック42は、1つ以上の上型12をそれぞれ保持する複数の上部ストッカを有している。各上部ストッカの構成は、下部ストッカの構成と同様である。
左右の下型交換ユニット50L、50Rは、下型ホルダ30と下型用の交換位置に位置決めされた下部ストッカとの間における下型14の移送、下型ホルダ30における下型14の配置などを行う。左右の下型交換ユニット50L、50Rは、下型14に対応して設けられた第1及び第2移動体に相当する。
左右の下型交換ユニット50L、50Rは、下部テーブル24の後面側に設けられている。下型ホルダ30の後面側には、左右方向に延びた下部ガイド48が設けられている。個々の下型交換ユニット50L、50Rは、下部ガイド48を介して左右方向へ移動可能に構成されている。
左右の下型交換ユニット50L、50Rは、互いに独立して構成されており、互いに独立して動作することができる。左右の下型交換ユニット50L、50Rの構成は互いに対応しているため、以下、右側の下型交換ユニット50Rを例に挙げ、その構成について説明する。
右側の下型交換ユニット50Rは、左右移動用のアクチュエータとしてのサーボモータ52の駆動により、左右方向へ移動する。サーボモータ52は、下型交換ユニット50Rの左右方向の位置を検出する位置検出器としてのエンコーダ54を有している。
右側の下型交換ユニット50Rは、下部ガイド48に左右方向へ移動可能に設けられた下部ユニット本体56Rと、下部ユニット本体56Rに前後方向及び上下方向へ移動可能に設けられた下部サポート部材58Rとを有している。下部サポート部材58Rは、前後移動用のアクチュエータとしての第1エアシリンダ60の駆動により、下部ユニット本体56Rに対して前後方向へ移動する。下部サポート部材58Rは、上下移動用のアクチュエータである第2エアシリンダ62の駆動により、下部ユニット本体56Rに対して上下方向へ移動する。
右側の下型交換ユニット50Rは、下部サポート部材58Rに前後方向へ移動可能に設けられた下型保持部材64Rを有している。下型保持部材64Rは、前後移動用のアクチュエータとしての第3エアシリンダ66の駆動により、下部サポート部材58Rに対して前後方向へ移動する。下型保持部材64Rは、下型14の挿通穴141に対して挿入可能に構成されている。
上述したように、左右の下型交換ユニット50L、50Rは、下型ホルダ30における下型14の移送、配置などを行う。各下型交換ユニット50L、50Rは、下型保持部材64R、64Lを前進させて、下型14の挿通穴141に下型保持部材64R、64Lを挿入することで、下型14を保持することができる。
下型保持部材64R、64Lが下型14を保持した状態において、下型交換ユニット50L、50Rが左右方向に移動することで、下型14を左右方向に移送させることができる。そして、下型交換ユニット50L、50Rを所定の位置に位置決めすることで、下型14を下型ホルダ30の所望の位置に配置することができる。
左右の下型交換ユニット50L、50Rは、下型14の移送、配置などをそれぞれ独立して行うことができる。また、左右の下型交換ユニット50L、50Rは、複数の下型14における左右の両端に位置する下型14をそれぞれ保持することで、複数の下型14の移送、配置などを一括して行うこともできる。
下型14を移送、配置する場合、対象となる下型14の左側又は右側に十分な隙間が存在する場合がある。この場合、下型保持部材64R、64Lを挿通穴141に挿通させることなく、下型保持部材64R、64Lを下型14の左右一方の側面に接触させて、その側面を左右方向に押すことで、下型14を移送してもよい。
左右の上型交換ユニット74L、74Rは、上型ホルダ34と上型用の交換位置に位置決めされた上部ストッカとの間における上型12の移送、上型ホルダ34における上型12の配置などを行う。左右の上型交換ユニット74L、74Rは、上型12に対応して設けられた第1及び第2移動体に相当する。
左右の上型交換ユニット74L、74Rの構成は、上述した左右の下型交換ユニット50L、50Rの構成と対応している。すなわち、上型交換ユニット74R(74L)における、上部ガイド72、サーボモータ76、エンコーダ78、上部ユニット本体80R(80L)、上部サポート部材82R(82L)、第1エアシリンダ84、第2エアシリンダ86、上型保持部材88R(88L)、及び第3エアシリンダ90は、下型交換ユニット50R(50L)における、下部ガイド48、サーボモータ52、エンコーダ54、下部ユニット本体56R(56L)、下部サポート部材58R(58L)、第1エアシリンダ60、第2エアシリンダ62、下型保持部材64R(64L)、及び第3エアシリンダ66にそれぞれ対応している。
制御装置100は、曲げ加工システム10の動作を制御する装置である。制御装置100は、例えばNC装置などのコンピュータである。コンピュータは、CPU(Central Processing Unit:中央処理装置)などのハードウェアプロセッサと、メモリと、各種のインターフェースとを主体に構成されている。メモリ、各種のインターフェースは、バスを介してハードウェアプロセッサに接続されている。
コンピュータには、所定のコンピュータプログラムがインストールされている。ハードウェアプロセッサがコンピュータプログラムを実行することにより、コンピュータは、制御装置100が備える複数の機能を実行する。
制御装置100は、加工プログラムに基づいて、プレスブレーキ16の動作を制御する。また、制御装置100は、金型交換プログラム及び段取りデータに基づいて、左右の下型交換ユニット50L、50R及び左右の上型交換ユニット74L、74Rの動作をそれぞれ制御する。この制御により、上型12及び下型14の移送、上型ホルダ34及び下型ホルダ30における上型12及び下型14の配置などが行われる。制御装置100のメモリには、加工プログラム、金型交換プログラム、段取りデータが格納されている。
段取りデータは、曲げ加工システム10が所有する複数の金型(上型12及び下型14)のうち、プレスブレーキ16の金型ホルダ(上型ホルダ34及び下型ホルダ30)に同時に配置される1つ或いは複数の金型ステージを示すデータである。具体的には、段取りデータは、段取り番号、金型レイアウト、加工対象となる部品などの情報を含んでいる。金型レイアウトには、各ステージを構成する金型の金型番号、金型の幅方向の長さ、金型ホルダにおける金型の取り付け位置などが含まれている。
金型ホルダに配置される金型ステージは、一つの金型、又は複数の金型を左右方向に組み合わせた金型群から構成されている。1つの金型ステージが複数の金型を組み合わせた金型群から構成される場合、これらの金型は、金型間に隙間が無いように左右方向に連続して配列される。
以下、本実施形態に係る曲げ加工システム10において、左右の下型交換ユニット50L、50R及び左右の上型交換ユニット74L、74Rを用いて、下型ホルダ30及び上型ホルダ34の所望の位置に下型14及び上型12を配置する動作について説明する。以下の説明では、左右の下型交換ユニット50L、50Rの動作を例に挙げ、下型ホルダ30に、複数の下型14からなる金型ステージを所望の位置に配置する動作を説明する。当然ながら、左右の上型交換ユニット74L、74Rを用いて上型ホルダ34に複数の上型12を配置する動作であっても同様である。
制御装置100は、左右の下型交換ユニット50L、50Rの位置制御により、複数の下型14を下型ホルダ30の所定の位置に配置する。具体的には、制御装置100は、左右の下型交換ユニット50L、50Rを駆動するサーボモータ52をそれぞれ制御し、左右の下型交換ユニット50L、50Rの左右方向の位置制御を行う。位置制御において、制御装置100は、サーボモータ52の回転数を検出するエンコーダ54から供給される検出信号に基づいて左右の下型交換ユニット50L、50Rの左右方向の位置をそれぞれ認識することができる。制御装置100は、位置制御を行うことで、左右の下型交換ユニット50L、50Rを左右方向に移動したり、左右方向における所定の位置に位置決めしたりすることができる。左右の下型交換ユニット50L、50Rの左右方向への移動及び位置決め動作により、複数の下型14を下型ホルダ30の所望の位置に配置することができる。
一方で、位置制御によって複数の下型14を下型ホルダ30の所望の位置に配置した場合であっても、駆動機構のバックラッシュ、下型保持部材64L、64Rの撓み、下型14の図面交差がマイナスなどの様々な事情に起因して、隣り合う下型14の間に僅かな間隙が生じることがある。そこで、制御装置100は、左右の下型交換ユニット50L、50Rを制御して、下型間に生じる隙間を解消するように複数の下型14を寄せ集める寄せ動作を行う。この寄せ動作は、制御装置100による位置制御の下に、左右の下型交換ユニット50L、50Rを動作させることによって行われる。
図3Aから図3D、及び図4Aから図4Dは、第1の実施形態に係る寄せ動作の手順を示す図である。以下、図3Aから図3D、及び図4Aから図4Dを参照し、第1の実施形態に係る寄せ動作について説明する。同図には、複数の下型14の一例として、7つの下型14a~14hが示されている。7つの下型14a~14hは、下型14a、下型14b、下型14c、下型14d、下型14e、下型14f、下型14g、下型14hの順番で、左側から右側にかけて並んでいる。
本実施形態に係る曲げ加工システム10は、金型ラック42がプレスブレーキ16の右側に配置されている。そのために、金型ラック42から下型ホルダ30に移送される下型14は、右側から左側への動きが主体となる。よって、7つの下型14a~14hのうち、最も左端に位置する下型14aを、寄せ動作の基準となる基準下型14aとする。ただし、基準下型は下型14aに限定されるものではない。
図3Aに示すように、制御装置100は、左側の下型交換ユニット50Lを左右方向に移動させて、基準下型14aに対して左側の下型交換ユニット50Lを位置合わせする(位置合わせ動作)。位置合わせ動作は、左側の下型保持部材64Lの位置と、基準下型14aの挿通穴141の位置とが一致するように行われる(以下の位置合わせ動作においても同様)。
制御装置100は、基準下型14aを除いた残余の下型14b~14hの中から任意の下型を、1番目の対象下型として選択する。本実施形態では、残余の下型14b~14hのうち中間に位置する下型14eを、1番目の対象下型14eとする。制御装置100は、右側の下型交換ユニット50Rを左右方向に移動させて、対象下型14eに対して右側の下型交換ユニット50Rを位置合わせする(位置合わせ動作)。
図3Bに示すように、制御装置100は、左側の下型保持部材64Lを前進させて、基準下型14aの挿通穴141に左側の下型保持部材64Lを挿入する。基準下型14aの挿通穴141に左側の下型保持部材64Lを挿入することで、基準下型14aは、左側の下型保持部材64Lによって拘束される(拘束動作)。同様に、制御装置100は、右側の下型保持部材64Rを前進させて、対象下型14eの挿通穴141に下型保持部材64Rを挿入する(挿入動作)。右側の下型保持部材64Rを前進させるタイミングは、左側の下型保持部材64Lを前進させるタイミングと同時であってもよいし、左側の下型保持部材64Lを前進させた後であってもよい。
図3Cに示すように、制御装置100は、左側の下型交換ユニット50Lと右側の下型交換ユニット50Rとを互いに近づくように左右方向に沿って移動させて、基準下型14aから対象下型14eまでの5つの下型14a~14eを中央に寄せ集める(実行動作)。
実行動作が完了すると、制御装置100は、7つの下型14a~14hのうち最も右端に位置する下型14hを、2番目の対象下型(新たな対象下型)14hとして選択する。そして、制御装置100は、左側の下型保持部材64Lによる基準下型14aの拘束動作を継続したまま、右側の下型保持部材64Rを用いて、新たな対象下型14hに対する挿入動作及び実行動作を行う。
具体的には、図3Dに示すように、制御装置100は、右側の下型保持部材64Rを後退させて、対象下型14eの挿通穴141から右側の下型保持部材64Rを引き抜く。図4Aに示すように、制御装置100は、右側の下型交換ユニット50Rを左右方向に移動させて、対象下型14hに対して右側の下型交換ユニット50Rを位置合わせする(位置合わせ動作)。そして、図4Bに示すように、制御装置100は、右側の下型保持部材64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する(挿入動作)。図4Cに示すように、制御装置100は、左側の下型交換ユニット50Lと右側の下型交換ユニット50Rとを互いに近づくように左右方向に沿って移動させて、基準下型14aから対象下型14hまでの7つの下型14a~14hを中央に寄せ集める(実行動作)。
最後に、図4Dに示すように、制御装置100は、左側の下型保持部材64L及び右側の下型保持部材64Rを後退させて、基準下型14a及び対象下型14hの挿通穴141から左右の下型保持部材64L、64Rをそれぞれ引き抜く。
以上の通り、寄せ動作を行うことにより、下型間に隙間がない状態で7つの下型14a~14hを下型ホルダ30の所望の位置に配置することができる。
なお、上述した寄せ動作の説明では、7つの下型14a~14hのうち中間に位置する下型14eと、右端に位置する下型14hといったように対象下型を2回切り替える方法を説明した。しかしながら、対象下型を切り替える回数は、金型ステージを構成する下型14の個数及び全長に応じて必要な回数を設定することができる。また、対象下型の切り替えは、基準下型14aを除く残余の金型のうち、切り替え回数に応じた任意の個数の下型14が左側から右側にかけて順番に選択されればよい。
また、上述した寄せ動作は、既に左側の下型保持部材64Lが基準下型14aの挿通穴141に挿入された状態の場合、上述の説明の中で、左側の下型交換ユニット50Lを基準下型14aに位置合わせする動作、左側の下型保持部材64Lを基準下型14aの挿通穴141に挿入する動作が省略される。
ところで、このような寄せ動作においては、右側の下型保持部材64Rを対象下型14e、14hの挿通穴141に挿入しようとしてもこの挿通穴141に挿入できないといったように、挿入動作が失敗することがある。制御装置100は、第1エアシリンダ60又は第3エアシリンダ66のストローク動作を監視し、各シリンダ60、66が所定のストローク端に達していないことを条件に、挿入動作の失敗を判定する。
挿入動作が失敗する原因としては、(1)下型保持部材64L、64Rの機械的な傾き、(2)下部テーブル24の所定位置(例えば中央)を基準に定義される下型交換ユニット50L、50Rの基準位置のずれ、(3)下型14の長さについての公称と実寸法との差異、及びこれに起因する挿通穴141の実位置と理論位置との差異、(4)下型保持部材64L、64Rの撓みによる実位置と理論位置との差異、などが挙げられる。また、寄せ動作においては、基準下型14aが左側の下型保持部材64Lによって拘束されたまま、複数の対象金型に対して挿入動作及び実行動作が繰り返される。基準下型14aには、実行動作のたびに下型保持部材64Lから押圧力が作用するため、寄せ集められた下型14は全体として右側へ押し出される傾向となる。そのため、実行動作を繰り返すたびにこのような状態が繰り返され、微少なずれが累積されていくことで、右側に位置する下型14において位置ずれが生じ易くなるからである。
制御装置100は、挿入動作の失敗を判定した場合、リトライ動作を実行する。以下、リトライ動作について詳細に説明する。リトライ動作は、右側の下型保持部材64Rを再び前進させて、対象下型14e、14hの挿通穴141に右側の下型保持部材64Rを改めて挿入する動作である。以下、対象下型14hへの挿入動作を例に、リトライ動作を説明する。リトライ動作には、初期動作、第1リトライ動作、及び第2リトライ動作が含まれる。
図5Aから図5Dを参照し、初期動作について説明する。図5Aから図5Dは、初期動作の手順を示す図である。以下のリトライ動作の説明では、右側の下型保持部材64Rを対象下型14hの挿通穴141に挿入する挿入動作において失敗が発生したものとする(図5A、図5B)。
まず、図5Cに示すように、制御装置100は、右側の下型保持部材64Rを後退させて、対象下型14hから右側の下型保持部材64Rを離間させる。
そして、図5Dに示すように、制御装置100は、右側の下型保持部材64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する。
このように、初期動作は、左側の下型保持部材64Lによる基準下型14aの拘束動作を継続したまま、右側の下型保持部材64Rを再び前進させて、対象下型14hの挿通穴141に対して右側の下型保持部材64Rの挿入を試みる動作である。
図6Aから図6Dを参照し、第1リトライ動作について説明する。図6Aから図6Dは、第1リトライ動作の手順を示す図である。上述したように、初期動作を実行しても対象下型14hへの挿入動作が失敗した場合(図6A、図6B)、制御装置100は、第1リトライ動作を実行する。
まず、図6Cに示すように、制御装置100は、左側の下型保持部材64Lを後退させて、基準下型14aの挿通穴141から下型保持部材64Lを引き抜く。これにより、左側の下型保持部材64Lによる拘束動作から基準下型14aが解放される。併せて、制御装置100は、右側の下型保持部材64Rを後退させて、対象下型14hから下型保持部材64Rを離間させる。
つぎに、図6Dに示すように、制御装置100は、左右の下型保持部材64L、64Rをそれぞれ前進させて、基準下型14a及び対象下型14hの挿通穴141に左右の下型保持部材64L、64Rをそれぞれ挿入する。
このように、第1リトライ動作は、左側の下型保持部材64Lを後退させて基準下型14aの拘束動作を解放した後に、左右の下型保持部材64L、64Rをそれぞれ前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rの挿入を試みる動作である。
以下、図7Aから図7Dを参照し、第2リトライ動作について説明する。図7Aから図7Dは、第2リトライ動作の手順を示す図である。第1リトライ動作を実行しても対象下型14hへの挿入動作が失敗した場合(図7A)、制御装置100は、第2リトライ動作を実行する。
図7Bに示すように、制御装置100は、左側の下型保持部材64Lを後退させて、基準下型14aの挿通穴141から下型保持部材64Lを引き抜く。これにより、左側の下型保持部材64Lによる拘束動作から基準下型14aが解放される。併せて、制御装置100は、右側の下型保持部材64Rを後退させて、対象下型14hから下型保持部材64Rを離間させる。
図7Cに示すように、制御装置100は、右側の下型保持部材64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する。
対象下型14hに対して右側の下型保持部材64Rの挿入が成功すると、図7Dに示すように、制御装置100は、左側の下型保持部材64Lを前進させて、基準下型14aの挿通穴141に左側の下型保持部材64Lを挿入する。
このように、第2リトライ動作は、左側の下型保持部材64Lを後退させて基準下型14aの拘束動作を解放した後に、右側の下型保持部材64Rを改めて前進させ、つぎに左側の下型保持部材64Lを改めて前進させる。これにより、第2リトライ動作は、対象下型14hの挿通穴141に、右側の下型保持部材64Rの挿入を試みる動作である。
このように本実施形態によれば、挿入動作の失敗が判定されると、リトライ動作を行う。このリトライ動作は、左側の下型保持部材64Lを後退させ、基準下型14aが拘束から解放された状態で行われる。基準下型14aが拘束から解放されることで、基準下型14aが左側に向かって微少に動くだけの余裕が生じる。これにより、基準下型14aから対象下型14hまでの下型14a~14hが全体的に左側に微少に動くことができ、対象下型14hの位置が移動する。リトライ動作においては、右側の下型保持部材64Rを対象下型14hに挿入し易い状況となる。その結果、挿入動作が一旦失敗しても、リトライ動作で右側の下型保持部材64Rを対象下型14hに挿入することができれば、失敗によるアラームを発生させることなく、寄せ動作を継続することができる。その結果、位置精度の高い金型配置を完成させることができる。
また、第1リトライ動作では、左右の下型保持部材64L、64Rを同時に前進させているが、第2リトライ動作では、右側の下型保持部材64Rのみが先行して前進させられる。第2リトライ動作では、右側の下型保持部材64Rが前進する際も、基準下型14aへの拘束動作が解放されたままとなるため、基準下型14aが左側に微少に動く余裕が生じる。これにより、基準下型14aから対象下型14hまでの下型14a~14hが全体的に左側に微少に動くことができ、右側の下型保持部材64Rを対象下型14hに対して挿入することができる。
なお、上述した実施形態では、第1リトライ動作を先行して実行し、そこで挿入失敗が発生した場合に第2リトライ動作を追加的に実行している。しかしながら、挿入失敗が発生した場合、第1リトライ動作を実行せずに、第2リトライ動作のみを実行してもよい。
本実施形態によれば、拘束動作を継続したまま、残余の下型14b~14hの中から対象下型を新たに選択して、挿入動作及び実行動作が繰り返し行われる。基準下型14aには、実行動作のたびに下型保持部材64Lから押圧力が作用するため、寄せ集められた下型14は全体として右側へ押し出される傾向となる。そのため、実行動作を繰り返すたびにこのような状態が繰り返され、微少なずれが累積されていくことで、右側に位置する下型14において位置ずれが生じ易くなる。このように対象下型を切り替えると、挿入動作の失敗が発生しやすいような環境となるが、基準下型14aの拘束動作を解放した後に、リトライ動作を行うことで、右側の下型保持部材64Rを対象下型14hに挿入することができる。これにより、挿入失敗によるアラームを発生させることなく、寄せ動作を継続することができる。
本実施形態によれば、左側の下型保持部材64Lを後退させることで、基準下型14aの拘束動作を解放している。この構成によれば、左側の下型保持部材64Lを後退させることで、基準下型14aの挿通穴141から左側の下型保持部材64Lを引き抜くことができる。これにより、基準下型14aの拘束動作を適切に解放することができる。
また、本実施形態によれば、第1リトライ動作及び第2リトライ動作を実行する前に、初期動作を実行している。初期動作は、左側の下型保持部材64Lによる拘束動作を継続したまま、右側の下型保持部材64Rを再び前進させる動作である。このため、初期動作で挿入成功へと導くことができれば、短い期間で実行動作へと移行することができる。これにより、位置精度の高い下型配置を短い時間で実現することができる。
なお、本実施形態では、初期動作を実行した後、第1リトライ動作及び第2リトライ動作を実行している。しかしながら、挿入失敗が判定された場合、初期動作を実行することなく、リトライ動作を実行してもよい。
なお、上述した実施形態では、左側の下型保持部材64Lによって基準下型14aを拘束する拘束動作を行う場合、左側の下型保持部材64Lを基準下型14aの挿通穴141へ挿入させている。しかしながら、基準下型14aの左側の側面に対して左側の下型保持部材64Lを接触させることで、基準下型14aを拘束してもよい。
また、本実施形態では、右端に位置する対象下型14hについて寄せ動作(実行動作)を行う場合、右側の下型保持部材64Rを対象下型14hの挿通穴141へ挿入させている。しかしながら、対象下型14hの右側に十分なスペースが存在する場合には、対象下型14hの右側の側面に右側の下型保持部材64Rを接触させることで寄せ動作を行ってもよい。寄せ動作において、右側の下型保持部材64Rを下型14の挿通穴141に挿入する回数を減らすことができるので、挿入失敗の可能性を低減することができる。
本実施形態では、リトライ動作において左右の下型保持部材64L、64Rを前進させる際に、左右の下型交換ユニット50L、50Rを左右方向において不動状態のままで行っている。左右の下型交換ユニット50L、50Rを左右方向に所定量移動させてもよい。
まず、第1の方法について説明する。この第1の方法では、制御装置100は、右側の下型交換ユニット50Rのサーボモータ52、及び左側の下型交換ユニット50Lのサーボモータ52を、つぎのように制御する。
例えば、図6Aから図6Dに示す第1リトライ動作の際に、制御装置100は、左右の下型保持部材64L、64Rを後退させると(図6C)、左右の下型交換ユニット50L、50Rのサーボモータ52をそれぞれ駆動して、左右の下型交換ユニット50L、50Rを微少量だけ移動させる。そして、制御装置100は、左右の下型保持部材64L、64Rを前進させて、下型14a、14hの挿通穴141に左右の下型保持部材64L、64Rを挿入する(図6D)。
同様に、図7Aから図7Dに示す第2リトライ動作の際に、制御装置100は、左右の下型保持部材64L、64Rを後退させると(図7B)、左右の下型交換ユニット50L、50Rのサーボモータ52をそれぞれ駆動して、左右の下型交換ユニット50L、50Rを微少量だけ移動させる。そして、制御装置100は、右側の下型保持部材64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する(図7C)。また、制御装置100は、左側の下型保持部材64Lを前進させて、基準下型14aの挿通穴141に左側の下型保持部材64Lを挿入する(図7D)。
この第1の方法によれば、制御装置100は、右側の下型交換ユニット50Rを左右方向に駆動するサーボモータ52(駆動機構)と左側の下型交換ユニット50Lを左右方向に駆動するサーボモータ52(駆動機構)を制御して、駆動機構の駆動力によって左右の下型交換ユニット50L、50Rを所定量移動させている。この構成によれば、下型14a、14hの挿通穴141と左右の下型保持部材64L、64Rとの間にずれがある場合でも、左右の下型交換ユニット50L、50Rを所定量移動させることで、下型14a、14hの挿通穴141と左右の下型保持部材64L、64Rとのずれを減少させることができる。これにより、リトライ動作における挿入動作の失敗を抑制することができる。
なお、上述の説明では、左右の下型交換ユニット50L、50Rをそれぞれ移動させているが、対象下型14hに対応する、右側の下型交換ユニット50Rのみを左右方向に所定量移動させる構成であってもよい。また、左右の下型交換ユニット50L、50Rを移動させる方向は、挿通穴141と左右の下型保持部材64L、64Rとのずれが減少する方向であり、システムの機械特性などを考慮して、左右のうちいずれか一方に予め定められている。
つぎに、第2の方法について説明する。この第2の方法では、制御装置100は、右側の下型交換ユニット50Rのサーボモータ52、及び左側の下型交換ユニット50Lのサーボモータ52を、つぎのように制御する。
例えば、図6Aから図6Dに示す第1リトライ動作において、制御装置100は、左右の下型保持部材64L、64Rを後退させたとき(図6C)、左右の下型交換ユニット50L、50Rのサーボモータ52に対する電力供給をそれぞれ停止して、サーボオフ状態にする。これにより、左右の下型交換ユニット50L、50Rの左右方向移動を規制するブレーキ力が解放されるので、左右の下型交換ユニット50L、50Rは左右方向へ移動自在となる。そして、制御装置100は、サーボオフ状態のまま、左右の下型保持部材64L、64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する(図6D)。
同様に、図7Aから図7Dに示す第2リトライ動作において、制御装置100は、左右の下型保持部材64L、64Rを後退させたとき(図7B)、左右の下型交換ユニット50L、50Rのサーボモータ52に対する電力供給をそれぞれ停止して、サーボオフ状態にする。これにより、左右の下型交換ユニット50L、50Rの左右方向への移動を規制するブレーキ力が解放されるので、左右の下型交換ユニット50L、50Rは左右方向へ移動自在となる。そして、制御装置100は、サーボオフ状態のまま、右側の下型保持部材64Rを前進させて、対象下型14hの挿通穴141に右側の下型保持部材64Rを挿入する(図7C)。また、制御装置100は、サーボオフ状態のまま、左側の下型保持部材64Lを前進させて、基準下型14aの挿通穴141に左側の下型保持部材64Lを挿入する(図7D)。
この第2の方法によれば、制御装置100は、右側の下型交換ユニット50Rを左右方向に駆動するサーボモータ52(駆動機構)と左側の下型交換ユニット50Lを左右方向に駆動するサーボモータ52(駆動機構)を制御して、左右の下型交換ユニット50L、50Rの左右方向移動を規制するブレーキ力を解放することで、左右の下型保持部材64L、64Rが挿通穴141から受ける外力によって、左右の下型交換ユニット50L、50Rを所定量移動させている。この構成によれば、下型14a、14hの挿通穴141と、左右の下型保持部材64L、64Rとの間にずれがある場合でも、左右の下型保持部材64L、64Rを前進させたときに、左右の下型保持部材64L、64Rが挿通穴141から外力を受けることとなる。このため、左右の下型保持部材64L、64Rが挿通穴141の位置へと倣うように左右の下型交換ユニット50L、50Rが移動することとなる。これにより、リトライ動作における挿入動作の失敗を抑制することができる。
なお、第2の方法によれば、左右の下型保持部材64L、64Rを前進させるとき、左右の下型交換ユニット50L、50Rが左右方向に自由に移動してしまう。そこで、制御装置100は、左右の下型保持部材64L、64Rを前進させた後、現在位置と目標位置の誤差を修正するように、駆動機構の駆動力によって左右の下型交換ユニット50L、50Rを移動してもよい。または、制御装置100は、左右の下型保持部材64L、64Rを前進させたときの現在位置を最終の目標位置としてもよい。
また、上記の第1及び第2の方法は、第1及び第2リトライ動作のみならず、初期動作における右側の下型交換ユニット50Rのサーボモータ52への制御に適用してもよい。
(第2の実施形態)
以下、第2の実施形態に係る曲げ加工システム10について説明する。第2の実施形態に係る曲げ加工システム10が、第1の実施形態に係る曲げ加工システムと相違する点は、寄せ動作の手順である。以下、第1の実施形態に係る曲げ加工システム10との相違点を中心に、第2の実施形態に係る曲げ加工システム10について説明する。
図8Aから図8D、及び図9Aから図9Dは、第2の実施形態に係る寄せ動作の手順を示す図である。以下、図8Aから図8D、及び図9Aから図9Dを参照し、第2の実施形態に係る寄せ動作について説明する。図8Aから図8Cまでの動作は、図3Aから図3Cまでの動作と対応している。
1番目の対象下型14eへの実行動作が終了すると、図8Dに示すように、制御装置100は、左右の下型保持部材64L、64Rをそれぞれ後退させて、基準下型14a及び対象下型14eの挿通穴141から左右の下型保持部材64L、64Rをそれぞれ引き抜く。
図9Aに示すように、制御装置100は、右側の下型交換ユニット50Rを左右方向に移動させて、2番目の対象下型14hに対して右側の下型交換ユニット50Rを位置合わせする(位置合わせ動作)。
図9Bに示すように、制御装置100は、左右の下型保持部材64L、64Rをそれぞれ前進させて、基準下型14a及び対象下型14hの挿通穴141に左右の下型保持部材64L、64Rを挿入する(挿入動作)。
図9Cに示すように、制御装置100は、左側の下型交換ユニット50Lと右側の下型交換ユニット50Rとを互いに近づくように左右方向に沿って移動させて、基準下型14aから対象下型14hまでの7つの下型14a~14hを中央に寄せ集める(実行動作)。
最後に、図9Dに示すように、制御装置100は、左右の下型保持部材64L、64Rを後退させて、基準下型14a及び対象下型14hの挿通穴141から左右の下型保持部材64L、64Rをそれぞれ引き抜く。
以上の通り、寄せ動作を行うことにより、下型間に隙間がない状態で7つの下型14a~14hを下型ホルダ30の所望の位置に配置することができる。
このように本実施形態によれば、右側の下型保持部材64Rを対象下型14hに挿入する際には、左側の下型保持部材64Lによる基準下型の拘束状態を一旦解放した上で、左右の下型保持部材64L、64Rを基準下型14a及び対象下型14hに同時に挿入している。
この動作によれば、基準下型14aへの拘束動作が一旦解放されるため、基準下型14aが左側に向かって微少に動くだけの余裕が生じる。これにより、基準下型14aから対象下型14hまでが全体的に左側に微少に動くことができ、対象下型14hの位置が移動する。これにより、右側の下型保持部材64Rを対象下型14hに挿入することができる。したがって、挿入失敗によるアラームを発生させることなく、寄せ動作を継続することができる。その結果、位置精度の高い金型配置を実現することができる。
なお、上述した第1及び第2の実施形態では、左右の下型交換ユニット50L、50R及び左右の上型交換ユニット74L、74Rを第1及び第2移動体として例示した。しかしながら、第1及び第2移動体はこれに限られない。また、上述した第1及び第2の実施形態では、左右の下型交換ユニット50L、50R及び左右の上型交換ユニット74L、74Rが、下部テーブル24及び上部テーブル26の後面側に設けられているが、下部テーブル24及び上部テーブル26の前面側に設けられていてもよい。
上記のように、本発明の実施形態を記載したが、この開示の一部をなす論述及び図面はこの発明を限定するものであると理解すべきではない。この開示から当業者には様々な代替実施の形態、実施例及び運用技術が明らかとなろう。