JP7469982B2 - ジャケット式パネル構造体及びその製造方法 - Google Patents
ジャケット式パネル構造体及びその製造方法 Download PDFInfo
- Publication number
- JP7469982B2 JP7469982B2 JP2020131058A JP2020131058A JP7469982B2 JP 7469982 B2 JP7469982 B2 JP 7469982B2 JP 2020131058 A JP2020131058 A JP 2020131058A JP 2020131058 A JP2020131058 A JP 2020131058A JP 7469982 B2 JP7469982 B2 JP 7469982B2
- Authority
- JP
- Japan
- Prior art keywords
- side plate
- portions
- panel
- members
- jacket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 4
- 238000003756 stirring Methods 0.000 claims description 28
- 210000001503 joint Anatomy 0.000 claims description 17
- 238000003466 welding Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 7
- 238000005304 joining Methods 0.000 description 14
- 238000005192 partition Methods 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- 238000001125 extrusion Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000000758 substrate Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003507 refrigerant Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images











Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Description
特許文献2は、フィンは有していないが、ジャケット本体と封止体とが接合されており、封止体上に発熱体が設置され、ジャケット内部に水等の流体を流通させて発熱体を冷却する構成である。
これら特許文献において、ジャケット本体は箱状の一体物であり、その開口部に封止体が摩擦撹拌接合によって固定されている。
また、特許文献4には、外板、内板、これらの間の支持板により構成されるアルミニウム合金の押出成形からなるダブルスキンパネルを並べて接合する技術において、一方のダブルスキンの外板の鉤部と他方のダブルスキンの外板の鉤部とを係合しつつ、これらの内板の端面同士を突き合せ、その係合部分及び突き合せ部分を摩擦撹拌接合する方法が開示されている。
前記多穴管状フィン部材にはフィン本体部の側方に張り出すフランジ部が一体に形成されており、
前記パネル部材の側板部同士が突き合せられ、これら側板部の突き合せ部において、各側板部の下部に形成された鉤部同士が係合し、各側板部の上部同士及び該側板部上で突き合せ状態の前記多穴管状フィン部材の前記フランジ部同士が一体に摩擦撹拌接合されてなる接合部が形成されている。
また、多穴管状フィン部材がパネル部材により支持されるため、多穴管状フィン部材を薄肉に形成してもパネル部材により強固に保持され、かつ、パネル部材と一体に接合されていることから、接合部も強固であり、大型化を図ることが容易であり、複数部材を同時に接合するため熱歪を最小限にとどめることができる。
前記鉤部相互を係合した状態で前記パネル部材の前記側板部同士を突き合せて前記パネル部材を複数並べるとともに、これらパネル部材の上に前記多穴管状フィン部材を重ねることにより、前記パネル部材の側板部の上部同士の上に前記フランジ部同士を突き合せた状態で重ねた後、前記側板部の上部同士及び前記多穴管状フィン部材のフランジ部同士を一体に摩擦撹拌接合する。
このバッテリーケース1は、図1~図3に示すように、全体として上方を開放した直方体の箱状に形成されており、押出し形材からなる中空部材であり、平面状に複数並べられたパネル部材10と、各パネル部材10の上に重ねられた複数の多穴管状フィン部材40と、複数並べられた状態のパネル部材10の列の両側に配置された一対の側壁部材50A,50Bと、両側壁部材50A,50Bの間を複数に区画する複数の隔壁部材60と、を有している。
また、フランジ部42の先端には、先端に向かうにしたがって漸次厚肉になる断面三角形状のフック部45が一体に形成され、そのフック部45がパネル部材10の側板部12A,12Bの面取り部29に重ねられるようになっている(図4参照)。
まず、各部材を押出し成形により形成し、所定の長さに切断しておく。そして、複数(図1に示す例では4個)のパネル部材10を側板部12A,12Bを隣接させた状態で横に並べるとともに、その両側に側壁部材50A,50Bを配置し、各パネル部材10の板状部11の上にフィン部材40を載置する。前述したように、この状態で、図4及び図6に示すように、各パネル部材10の隣接する側板部12A,12Bの鉤部17A,17B相互、及び最も外側の側板部12A,12Bと側壁部材50A,50Bのベース部51との鉤部17A,17B,53A,53B相互をそれぞれ係合した状態とし、フランジ部42先端のフック部45が側板部12A,12Bの面取り部29により形成される窪みに係合する。
接合用ツール70をピン部72の軸心を中心として回転させながら、隣接するパネル部材10の両側板部12A,12B同士及びその上に重ねられたフィン部材40のフランジ部42同士の突き合せ部に矢印で示すように真上からピン部72を押し込み、ショルダ部71の先端を突き合せ部の上面に接触させた状態で突き合せ部に沿って長さ方向に移動させる。このときに発生する摩擦熱と回転による材料の撹拌とにより、各部材の界面を消失させつつ接合する。これにより形成される摩擦撹拌接合部Gは、図5に示すように、パネル部材10の両側板部12A,12Bの上部及びその上に重ねられたフィン部材40のフランジ部42の先端部を一体化している。
なお、説明の便宜のため、図5を除き、図1,2,4,6では、摩擦撹拌接合する前の状態で各部材を配置している。
本発明におけるジャケット式パネル構造体は、この実施形態では、以上のようにして摩擦撹拌接合された状態のパネル部材10、多穴管状フィン部材40、及び側壁部材50A,50Bのベース部51により構成される。
この実施形態では、多穴管状フィン部材40のフランジ部42の基端部寄りの位置(フィン本体部41に近い位置)の裏面に、フィン本体部41の長さ方向に沿う凸リブ81が形成されており、一方、パネル部材10の側板部12A,12Bの上面には、多穴管状フィン部材40のフランジ部42の凸リブ81に対応する溝82が長さ方向に沿って形成され、パネル部材10の上に多穴管状フィン部材40を載置したときに、フランジ部42の凸リブ81が側板部12A,12Bの溝82に係合されるようになっている。
実施形態ではバッテリーケースを例示したが、本発明は、これに限らず、各種発熱部品を収容するケースの壁に用いることができる。また、ケースのような箱状の形状に限らず、発熱部品が載置され、あるいは接触して配置される部分の壁に本発明を適用することができる。さらに、発熱部品の放熱だけでなく、多穴管状フィン部材の流路に熱媒を流通させて、適宜の温度に調整する場合にも適用すること可能である。
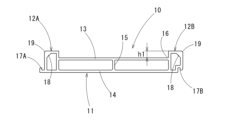
10 パネル部材
11 板状部
12A,12B 側板部
13 表面部材
14 裏面部材
15 縦リブ
16 段差
17A,17B 鉤部
18 肉盛り部
19 面取り部
40 フィン部材
41 フィン本体部
42 フランジ部
43 仕切り壁
44 流路
45 フック部
50A,50B 側壁部材
51 ベース部
52 縦壁部
53A,53B 鉤部
54 肉盛り部
55 面取り部
60隔壁部材
61 底板
62 壁部材
70 接合ツール
81 凸リブ
82 溝
Claims (4)
- 中空の押出し形材からなり、平面状に並べられた複数のパネル部材と、各パネル部材の上に載置状態に重ねられた多穴管状フィン部材と、を有し、
前記多穴管状フィン部材にはフィン本体部の側方に張り出すフランジ部が一体に形成されており、
前記パネル部材の側板部同士が突き合せられ、これら側板部の突き合せ部において、各側板部の下部に形成された鉤部同士が係合し、各側板部の上部同士及び該側板部上で突き合せ状態の前記多穴管状フィン部材の前記フランジ部同士が一体に摩擦撹拌接合されてなる接合部が形成されていることを特徴とするジャケット式パネル構造体。 - 前記多穴管状フィン部材は、前記フィン本体部の上面が前記フランジ部同士の接合部の上面と同じ高さかそれより高く設定されていることを特徴とする請求項1に記載のジャケット式パネル構造体。
- 前記フランジ部の下面及び前記側板部の上面には、相互に係合する凸リブと溝とが前記突き合せ部に沿って形成されていることを特徴とする請求項1又は2に記載のジャケット式パネル構造体。
- 中空の押出し形材からなり、側板部の下部に鉤部が形成された複数のパネル部材と、各パネル部材の上に載置状態に重ねられ、フィン本体部の側方に張り出すフランジ部が一体に形成されてなる多穴管状フィン部材と、を作製しておき、
前記鉤部相互を係合した状態で前記パネル部材の前記側板部同士を突き合せて前記パネル部材を複数並べるとともに、これらパネル部材の上に前記多穴管状フィン部材を重ねることにより、前記パネル部材の側板部の上部同士の上に前記フランジ部同士を突き合せた状態で重ねた後、前記側板部の上部同士及び前記多穴管状フィン部材のフランジ部同士を一体に摩擦撹拌接合することを特徴とするジャケット式パネル構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020131058A JP7469982B2 (ja) | 2020-07-31 | 2020-07-31 | ジャケット式パネル構造体及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020131058A JP7469982B2 (ja) | 2020-07-31 | 2020-07-31 | ジャケット式パネル構造体及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022027205A JP2022027205A (ja) | 2022-02-10 |
| JP7469982B2 true JP7469982B2 (ja) | 2024-04-17 |
Family
ID=80263917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020131058A Active JP7469982B2 (ja) | 2020-07-31 | 2020-07-31 | ジャケット式パネル構造体及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7469982B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102859257B1 (ko) * | 2022-11-17 | 2025-09-12 | 주식회사 성우하이텍 | 배터리 모듈 케이스의 제조 방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002134670A (ja) | 2000-10-20 | 2002-05-10 | Sumitomo Precision Prod Co Ltd | サーモサイフォン式冷却器 |
| JP2002254182A (ja) | 2002-01-21 | 2002-09-10 | Nippon Light Metal Co Ltd | 中空パネル構造体とその製造方法及びその製造用中空押出形材 |
| JP2007232305A (ja) | 2006-03-02 | 2007-09-13 | Nippon Light Metal Co Ltd | 熱交換器 |
| CN109564066A (zh) | 2016-06-07 | 2019-04-02 | 方地陶有限公司 | 加热装置 |
-
2020
- 2020-07-31 JP JP2020131058A patent/JP7469982B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002134670A (ja) | 2000-10-20 | 2002-05-10 | Sumitomo Precision Prod Co Ltd | サーモサイフォン式冷却器 |
| JP2002254182A (ja) | 2002-01-21 | 2002-09-10 | Nippon Light Metal Co Ltd | 中空パネル構造体とその製造方法及びその製造用中空押出形材 |
| JP2007232305A (ja) | 2006-03-02 | 2007-09-13 | Nippon Light Metal Co Ltd | 熱交換器 |
| CN109564066A (zh) | 2016-06-07 | 2019-04-02 | 方地陶有限公司 | 加热装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022027205A (ja) | 2022-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102317027B (zh) | 液冷套的制造方法 | |
| JP5157681B2 (ja) | 積層型冷却器 | |
| JP4602714B2 (ja) | 熱交換器 | |
| US20130058042A1 (en) | Laminated heat sinks | |
| JP5168212B2 (ja) | 液冷ジャケットの製造方法 | |
| KR101731337B1 (ko) | 냉각튜브 및 방열판 일체형 배터리 팩 | |
| JP6376836B2 (ja) | 熱交換器 | |
| JP7469982B2 (ja) | ジャケット式パネル構造体及びその製造方法 | |
| JP2013126678A (ja) | 液冷ジャケットの製造方法 | |
| JP5772778B2 (ja) | ヒートシンクの製造方法 | |
| JP5062155B2 (ja) | 液冷ジャケットの製造方法および摩擦攪拌接合方法 | |
| JP2001274297A (ja) | ヒートシンク及びその製造方法 | |
| JP5962820B2 (ja) | 液冷ジャケットの製造方法 | |
| JP5343548B2 (ja) | 液冷ジャケットの製造方法 | |
| JP5725098B2 (ja) | 液冷ジャケットの製造方法 | |
| JP7613023B2 (ja) | 冷却装置、冷却装置の製造方法 | |
| KR102875209B1 (ko) | 전기자동차용 배터리 하우징 및 그 제조방법 | |
| KR102665333B1 (ko) | 전기 자동차용 모터 제어부의 방열 모듈 및 이의 용접 방법 | |
| CN218731381U (zh) | 电池包 | |
| JP7091308B2 (ja) | ドロンカップ型熱交換器 | |
| WO2023246095A1 (zh) | 散热装置及其通信设备 | |
| JP6616264B2 (ja) | 冷却器及びそれを備えた冷却装置 | |
| JP2003318578A (ja) | 放熱フィン、ヒートシンクおよびヒートシンクの製造方法 | |
| CN213752908U (zh) | 电池箱 | |
| JP2003142863A (ja) | ヒートシンクおよびフィンモジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20220602 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230511 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240313 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240405 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7469982 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |