JP7476497B2 - 工作機械の解析モデルの作成支援装置 - Google Patents
工作機械の解析モデルの作成支援装置 Download PDFInfo
- Publication number
- JP7476497B2 JP7476497B2 JP2019157844A JP2019157844A JP7476497B2 JP 7476497 B2 JP7476497 B2 JP 7476497B2 JP 2019157844 A JP2019157844 A JP 2019157844A JP 2019157844 A JP2019157844 A JP 2019157844A JP 7476497 B2 JP7476497 B2 JP 7476497B2
- Authority
- JP
- Japan
- Prior art keywords
- analytical
- parameters
- agreement
- actual
- model
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images









Landscapes
- Machine Tool Sensing Apparatuses (AREA)
- Numerical Control (AREA)
Description
工作機械を構成する複数の構造体に対応する複数の構造体モデル要素と、前記複数の構造体モデル要素同士を支持しバネ要素及びダンパ要素を含む支持モデル要素と、を備える工作機械の解析モデルの作成支援装置であって、
実測値に基づいて得られた前記工作機械の振動の実動特性を記憶する実動特性記憶部と、
前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを調整した場合に、前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを調整した複数の前記解析モデルのそれぞれによる解析結果である振動の解析動特性を生成する解析動特性生成部と、
前記実動特性と少なくとも前記バネ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける固有振動数の一致度を算出すると共に、前記実動特性と前記ダンパ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける固有振動数の機械的コンプライアンスの一致度を算出する一致度算出部と、
前記実動特性、複数の前記解析動特性及び複数の前記固有振動数の一致度に基づいて、機械学習により前記固有振動数の一致度を高くするための少なくとも前記バネ要素のパラメータの調整量を探索し、前記実動特性、複数の前記解析動特性及び複数の前記機械的コンプライアンスの一致度に基づいて、機械学習により前記機械的コンプライアンスの一致度を高くするための前記ダンパ要素のパラメータの調整量を探索し、前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを決定するパラメータ決定部と、
を備える、工作機械の解析モデルの作成支援装置にある。
工作機械1の構成について、図1を参照して説明する。図1に示すように、工作機械1は、工作物Wと工具Tとを相対的に移動させることにより、工作物Wを工具Tにより切削や研削等の加工を行う装置である。工作機械1は、例えば、マシニングセンタ、旋盤、フライス盤、歯車加工装置(ホブ盤、ギヤシェーパ機、ギヤスカイビング加工機等)等の切削を行う工作機械、研削を行う研削盤等である。
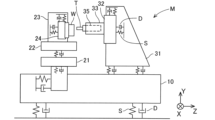
解析モデルMの一例について、図2を参照して説明する。解析モデルMは、工作機械1を構成する複数の構造体(10,20,30)に対応する複数の構造体モデル要素と、複数の構造体モデル要素同士を支持する支持モデル要素とを備える。
解析モデルMは、上述したように、それぞれの構造体モデル要素(10,20,30)のパラメータ、支持モデル要素S,Dのパラメータに関する情報を含んでおり、これらの情報が重要な要素である。つまり、解析モデルMは、質量マトリックス、剛性マトリックス、減衰マトリックスにより表される。
動特性について、図3及び図4を参照して説明する。図3は、工作機械1において、ハンマリング試験のインパルスハンマにより工具Tに加振力を付与した場合における実際の動特性(実動特性)を示す。つまり、動特性は、周波数と、工作機械1の機械的コンプライアンスとの関係を表す。
解析モデルMのパラメータの調整方法の概要について、図5及び図6を参照して説明する。解析モデルMのパラメータとして、バネ要素Sのパラメータ、ダンパ要素Dのパラメータ、構造体モデル要素のパラメータが存在する。
(6-1.作成支援装置100の全体構成)
解析モデルMの作成支援装置100の構成について、図7を参照して説明する。作成支援装置100は、実動特性生成部110、実動特性記憶部120、解析モデル記憶部130、解析動特性生成部140、一致度算出部150、パラメータ決定部160を備える。
作成支援装置100は、上述において図5に示したように、最初に、バネ要素Sのパラメータを調整すること、又は、バネ要素Sのパラメータ及び構造体モデル要素のパラメータを調整することにより、対応する動作モードの固有振動数の一致度を高めている。そこで、まず、第一段階要素として、バネ要素Sのパラメータの調整を行うことに関する作成支援装置100の構成について、図7を参照して説明する。
作成支援装置100は、上述において図6に示したように、バネ要素Sのパラメータの調整後において、ダンパ要素Dのパラメータを調整することにより、機械的コンプライアンスの一致度を高めている。そこで、第二段階要素として、ダンパ要素Dのパラメータの調整を行うことに関する作成支援装置100の構成について、図7を参照して説明する。
作成支援装置100による作成支援処理の第一例について、図8及び図9を参照して説明する。実動特性生成部110が実動特性の生成を行う(ステップS1)。そして、生成された実動特性のうち第一実動特性は、第一実動特性記憶部121に記憶される。また、生成された実動特性のうち第二実動特性は、第二実動特性記憶部122に記憶される。
作成支援装置100による作成支援処理の第二例について、図10を参照して説明する。ここで、図8に示す作成支援処理の第一例と同一処理については、同一符号を付して詳細な説明を省略する。
Claims (14)
- 工作機械を構成する複数の構造体に対応する複数の構造体モデル要素と、前記複数の構造体モデル要素同士を支持しバネ要素及びダンパ要素を含む支持モデル要素と、を備える工作機械の解析モデルの作成支援装置であって、
実測値に基づいて得られた前記工作機械の振動の実動特性を記憶する実動特性記憶部と、
前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを調整した場合に、前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを調整した複数の前記解析モデルのそれぞれによる解析結果である振動の解析動特性を生成する解析動特性生成部と、
前記実動特性と少なくとも前記バネ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける固有振動数の一致度を算出すると共に、前記実動特性と前記ダンパ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける固有振動数の機械的コンプライアンスの一致度を算出する一致度算出部と、
前記実動特性、複数の前記解析動特性及び複数の前記固有振動数の一致度に基づいて、機械学習により前記固有振動数の一致度を高くするための少なくとも前記バネ要素のパラメータの調整量を探索し、前記実動特性、複数の前記解析動特性及び複数の前記機械的コンプライアンスの一致度に基づいて、機械学習により前記機械的コンプライアンスの一致度を高くするための前記ダンパ要素のパラメータの調整量を探索し、前記バネ要素のパラメータ及び前記ダンパ要素のパラメータを決定するパラメータ決定部と、
を備える、工作機械の解析モデルの作成支援装置。 - 前記支持モデル要素は、支持される前記構造体モデル要素の自由度が複数有するように前記複数の構造体モデル要素同士を支持する複数の前記バネ要素及び複数の前記ダンパ要素を含み、
前記解析動特性生成部は、複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを調整した場合に、複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを調整した複数の前記解析モデルのそれぞれによる解析結果である前記解析動特性を生成し、
前記一致度算出部は、
前記実動特性と少なくとも複数の前記バネ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける前記固有振動数の一致度を算出すると共に、
前記実動特性と複数の前記ダンパ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける前記機械的コンプライアンスの一致度を算出し、
前記パラメータ決定部は、
前記実動特性、複数の前記解析動特性及び複数の前記固有振動数の一致度に基づいて、機械学習により前記固有振動数の一致度を高くするための少なくとも複数の前記バネ要素のパラメータの調整量を探索し、
前記実動特性、複数の前記解析動特性及び複数の前記機械的コンプライアンスの一致度に基づいて、機械学習により前記機械的コンプライアンスの一致度を高くするための複数の前記ダンパ要素のパラメータの調整量を探索し、
複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを決定する、請求項1に記載の工作機械の解析モデルの作成支援装置。 - 複数の前記構造体モデル要素は、3以上の前記構造体に対応する3以上の前記構造体モデル要素を含み、
前記支持モデル要素は、3以上の前記構造体モデル要素を構成する前記構造体モデル要素間を支持する複数の前記バネ要素及び複数の前記ダンパ要素を含み、
前記解析動特性生成部は、複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを調整した場合に、複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを調整した複数の前記解析モデルのそれぞれによる解析結果である前記解析動特性を生成し、
前記一致度算出部は、
前記実動特性と少なくとも複数の前記バネ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける前記固有振動数の一致度を算出すると共に、
前記実動特性と複数の前記ダンパ要素のパラメータを調整した場合のそれぞれの前記解析動特性とにおける前記機械的コンプライアンスの一致度を算出し、
前記パラメータ決定部は、
前記実動特性、複数の前記解析動特性及び複数の前記固有振動数の一致度に基づいて、機械学習により前記固有振動数の一致度を高くするための少なくとも複数の前記バネ要素のパラメータの調整量を探索し、
前記実動特性、複数の前記解析動特性及び複数の前記機械的コンプライアンスの一致度に基づいて、機械学習により前記機械的コンプライアンスの一致度を高くするための複数の前記ダンパ要素のパラメータの調整量を探索し、
複数の前記バネ要素のパラメータ及び複数の前記ダンパ要素のパラメータを決定する、請求項1または2に記載の工作機械の解析モデルの作成支援装置。 - 前記解析動特性生成部は、探索後の前記支持モデル要素のパラメータの調整量に応じて調整された前記支持モデル要素を用いて、前記解析動特性を繰り返し生成し、
前記一致度算出部は、前記実動特性と繰り返し生成された前記解析動特性との前記固有振動数の一致度及び前記機械的コンプライアンスの一致度を算出し、
前記パラメータ決定部は、繰り返し生成された前記解析動特性及び前記固有振動数の一致度及び前記機械的コンプライアンスの一致度に基づいて、繰り返し機械学習により前記支持モデル要素のパラメータの調整量を探索する、請求項1~3の何れか1項に記載の工作機械の解析モデルの作成支援装置。 - 前記実動特性記憶部は、実測値に基づいて得られた前記工作機械の振動の第一実動特性を記憶する第一実動特性記憶部を備え、
前記解析動特性生成部は、前記バネ要素のパラメータを調整した場合に、前記バネ要素のパラメータを調整した前記解析モデルのそれぞれによる解析結果である振動の第一解析動特性を生成する第一解析動特性生成部を備え、
前記一致度算出部は、前記第一実動特性とそれぞれの前記第一解析動特性との前記固有振動数の第一一致度を算出する第一一致度算出部を備え、
前記パラメータ決定部は、前記第一実動特性、複数の前記第一解析動特性及び複数の前記固有振動数の第一一致度に基づいて、機械学習により前記固有振動数の第一一致度を高くするための前記バネ要素のパラメータの調整量を探索し、前記バネ要素のパラメータを決定する第一パラメータ決定部を備える、請求項1~4の何れか1項に記載の工作機械の解析モデルの作成支援装置。 - 前記第一実動特性記憶部は、前記第一実動特性として、固有振動数とそれぞれの前記固有振動数における前記複数の構造体の動作モードとを含む実固有モードを記憶し、
前記第一解析動特性生成部は、前記バネ要素のパラメータを調整した場合に、複数の前記第一解析動特性として固有値解析結果の解析固有モードを生成し、
前記第一一致度算出部は、前記実固有モードとそれぞれの前記解析固有モードとの前記固有振動数の第一一致度として、対応する各動作モードにおける周波数一致度を算出し、
前記第一パラメータ決定部は、前記実固有モード、複数の前記解析固有モード及び複数の前記周波数一致度に基づいて、機械学習により前記周波数一致度を高くするための前記バネ要素のパラメータの調整量を探索し、前記バネ要素のパラメータを決定する、請求項5に記載の工作機械の解析モデルの作成支援装置。 - 前記実固有モードを構成する前記固有振動数は、加振付与時の実測値から得られた前記工作機械の周波数応答におけるピーク周波数であり、
前記実固有モードを構成する前記動作モードは、前記固有振動数における前記複数の構造体のそれぞれの加速度情報に基づいて特徴づけられた動作態様である、請求項6に記載の工作機械の解析モデルの作成支援装置。 - 前記実固有モードを構成する前記固有振動数は、実測値から得られた前記工作機械の周波数応答におけるピーク周波数であり、
前記実固有モードを構成する前記動作モードは、前記複数の構造体のそれぞれの加速度情報そのもの、又は、前記加速度情報の傾向である、請求項6に記載の工作機械の解析モデルの作成支援装置。 - 前記実動特性記憶部は、さらに、
実測値に基づいて得られた前記工作機械の振動の第二実動特性を記憶する第二実動特性記憶部を備え、
前記解析動特性生成部は、さらに、
前記バネ要素のパラメータが前記第一パラメータ決定部により決定された前記バネ要素のパラメータに基づいて設定された状態において、前記ダンパ要素のパラメータを調整した場合に、前記ダンパ要素のパラメータを調整した前記解析モデルのそれぞれによる解析結果である振動の第二解析動特性を生成する第二解析動特性生成部を備え、
前記一致度算出部は、さらに、
前記第二実動特性とそれぞれの前記第二解析動特性との前記機械的コンプライアンスの第二一致度を算出する第二一致度算出部を備え、
前記パラメータ決定部は、さらに、
前記第二実動特性、複数の前記第二解析動特性及び複数の前記機械的コンプライアンスの第二一致度に基づいて、機械学習により前記機械的コンプライアンスの第二一致度を高くするための前記ダンパ要素のパラメータの調整量を探索し、前記ダンパ要素のパラメータを決定する第二パラメータ決定部を備える、請求項5に記載の工作機械の解析モデルの作成支援装置。 - 前記第二実動特性記憶部は、前記第二実動特性として、前記工作機械の実周波数応答を記憶し、
前記第二解析動特性生成部は、前記ダンパ要素のパラメータを調整した場合に、複数の前記第二解析動特性としての解析周波数応答を生成し、
前記第二一致度算出部は、前記実周波数応答とそれぞれの前記解析周波数応答との前記機械的コンプライアンスの第二一致度として、対応する各共振周波数における応答一致度を算出し、
前記第二パラメータ決定部は、前記実周波数応答、複数の前記解析周波数応答及び複数の前記応答一致度に基づいて、機械学習により前記応答一致度を高くするための前記ダンパ要素のパラメータの調整量を探索し、前記ダンパ要素のパラメータを決定する、請求項9に記載の工作機械の解析モデルの作成支援装置。 - 前記解析動特性生成部は、前記支持モデル要素のパラメータ及び前記構造体モデル要素のパラメータを調整した場合に、前記解析モデルによる解析結果である前記解析動特性を生成し、
前記パラメータ決定部は、
前記実動特性、前記解析動特性、前記固有振動数の一致度に基づいて、機械学習により前記固有振動数の一致度を高くするための前記バネ要素のパラメータの調整量及び前記構造体モデル要素のパラメータの調整量を探索し、
前記実動特性、複数の前記解析動特性及び複数の前記機械的コンプライアンスの一致度に基づいて、機械学習により前記機械的コンプライアンスの一致度を高くするための前記ダンパ要素のパラメータの調整量を探索し、
前記バネ要素のパラメータ、前記ダンパ要素のパラメータ及び前記構造体モデル要素のパラメータを決定する、請求項1-10の何れか1項に記載の工作機械の解析モデルの作成支援装置。 - 前記構造体モデル要素は、剛体モデルである、請求項1-11の何れか1項に記載の工作機械の解析モデルの作成支援装置。
- 前記構造体モデル要素は、弾性体モデルである、請求項1-11の何れか1項に記載の工作機械の解析モデルの作成支援装置。
- 前記機械学習は、最適値を探索可能なアルゴリズムを適用する、請求項1-13の何れか1項に記載の工作機械の解析モデルの作成支援装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019157844A JP7476497B2 (ja) | 2019-08-30 | 2019-08-30 | 工作機械の解析モデルの作成支援装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019157844A JP7476497B2 (ja) | 2019-08-30 | 2019-08-30 | 工作機械の解析モデルの作成支援装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021036372A JP2021036372A (ja) | 2021-03-04 |
| JP7476497B2 true JP7476497B2 (ja) | 2024-05-01 |
Family
ID=74716326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019157844A Active JP7476497B2 (ja) | 2019-08-30 | 2019-08-30 | 工作機械の解析モデルの作成支援装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7476497B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024053026A1 (ja) * | 2022-09-07 | 2024-03-14 | ファナック株式会社 | プラントモデル生成装置及びコンピュータ読み取り可能な記録媒体 |
| KR102685618B1 (ko) * | 2022-11-18 | 2024-07-18 | 한국생산기술연구원 | 공구 동특성 예측 장치 및 방법 |
| KR102852722B1 (ko) * | 2023-08-16 | 2025-09-01 | 한국생산기술연구원 | 머신비전을 이용한 공구 동특성 예측 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015191618A (ja) | 2014-03-28 | 2015-11-02 | 三菱重工業株式会社 | 歯車加工評価方法、歯車加工制御方法、歯車、歯車加工管理装置及び歯車加工装置 |
| JP2019101680A (ja) | 2017-11-30 | 2019-06-24 | 三菱重工工作機械株式会社 | 加工シミュレーションの条件の適正化方法、加工シミュレーション装置、加工シミュレーションシステム及びプログラム |
-
2019
- 2019-08-30 JP JP2019157844A patent/JP7476497B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015191618A (ja) | 2014-03-28 | 2015-11-02 | 三菱重工業株式会社 | 歯車加工評価方法、歯車加工制御方法、歯車、歯車加工管理装置及び歯車加工装置 |
| JP2019101680A (ja) | 2017-11-30 | 2019-06-24 | 三菱重工工作機械株式会社 | 加工シミュレーションの条件の適正化方法、加工シミュレーション装置、加工シミュレーションシステム及びプログラム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021036372A (ja) | 2021-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN115398360B (zh) | 用于机床上的基于特征图的误差补偿的机床控制和方法 | |
| Bakker et al. | Active fixturing: literature review and future research directions | |
| Zeng et al. | A novel approach to fixture design on suppressing machining vibration of flexible workpiece | |
| JP7476497B2 (ja) | 工作機械の解析モデルの作成支援装置 | |
| US8432119B2 (en) | Method and apparatus for characterizing and enhancing the functional performance of machine tools | |
| JP2005214943A (ja) | 三次元測定機の測定座標補正方法及び三次元測定システム | |
| KR102698365B1 (ko) | 공작기계의 열변위 보정 방법 및 시스템 | |
| Gerasimenko et al. | Variable compliance-related aspects of chatter in turning thin-walled tubular parts | |
| JP4031627B2 (ja) | 工作機械の性能評価装置及びこれを備えた性能評価システム | |
| JP2021057030A (ja) | 制御システム | |
| Fassi et al. | Multiaxis machining: PKMs and traditional machining centers | |
| Huo et al. | A dynamics-driven approach to the design of precision machine tools for micro-manufacturing and its implementation perspectives | |
| JP2020203356A (ja) | 加工工具の異常検知装置 | |
| Peng et al. | Anisotropic force ellipsoid based multi-axis motion optimization of machine tools | |
| Law | Position-dependent dynamics and stability of machine tools | |
| US20080065254A1 (en) | Methods for Machining Process Parameter Estimation and Systems Thereof | |
| Sun et al. | Pre-deformation for assembly performance of machine centers | |
| JP7484408B2 (ja) | 工作機械に関する安定限界解析装置 | |
| JP2022097299A (ja) | 設計装置 | |
| JP7310369B2 (ja) | 工作機械システムの振動解析装置 | |
| KR101551183B1 (ko) | 정밀가공기의 진동전달 해석방법 | |
| Sabourin et al. | Improving the capability of a redundant robotic cell for cast parts finishing | |
| de Payrebrune et al. | Dynamical aspects in modeling long cantilevering workpieces in tool grinding | |
| BRECHER et al. | A SUBSTRUCTURING APPROACH FOR SIMULATION OF TIME DEPENDENT WORKPIECE DYNAMICS DURING MILLING. | |
| Xi et al. | A tripod-based polishing/deburring machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20210301 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230808 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7476497 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |