JP7480676B2 - ロータの製造方法 - Google Patents
ロータの製造方法 Download PDFInfo
- Publication number
- JP7480676B2 JP7480676B2 JP2020181917A JP2020181917A JP7480676B2 JP 7480676 B2 JP7480676 B2 JP 7480676B2 JP 2020181917 A JP2020181917 A JP 2020181917A JP 2020181917 A JP2020181917 A JP 2020181917A JP 7480676 B2 JP7480676 B2 JP 7480676B2
- Authority
- JP
- Japan
- Prior art keywords
- resin
- rotor core
- temperature
- hole
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/64—Electric machine technologies in electromobility
Landscapes
- Permanent Field Magnets Of Synchronous Machinery (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
常温において固体であり、溶融開始温度以上に加熱することで液体となり、硬化開始温度以上に加熱することで硬化する特性を有する熱硬化性の樹脂を用い、積層鋼板により形成されたロータコアの孔部に磁石部材を配置し、樹脂注入装置により樹脂を注入し、注入した樹脂を硬化させ、前記磁石部材をロータコアに固定することで、回転電機のロータを製造するロータの製造方法において、
前記ロータコアを前記樹脂注入装置外に設けられた第1熱付与部により前記硬化開始温度以上に昇温する昇温工程と、
前記硬化開始温度以上である前記ロータコアの孔部に、前記樹脂注入装置内に設けられた第2熱付与部によって前記溶融開始温度以上かつ前記硬化開始温度未満に加熱され、液体状である樹脂を、前記樹脂注入装置によって注入する樹脂注入工程と、
前記ロータコアを前記硬化開始温度以上に維持して樹脂を硬化させる磁石固定工程と、を備える。
以下、本第1の実施の形態を図に沿って説明する。
まず、例えばハイブリッド駆動装置や電気自動車の駆動モータ(回転電機)におけるロータの構造を簡単に説明する。駆動モータは、大まかにステータ(固定子)とロータ1(回転子)とで構成されている。そのうちのロータ1は、図2に示すように、プレス加工等で複数の孔1bが形成された積層鋼板1aが積層されることで構成されるロータコア1Aを有している。ロータコア1Aには、上記孔1bが位相を合わせられた状態で積層鋼板1aが積層方向に積層されることで、複数の孔部1Bが形成されており、図3に示すように、それら孔部1Bのそれぞれに磁石部材としての磁石1Mが挿入されて設置され、その状態で樹脂によって磁石1Mが孔部1Bに固定されることで、磁石1Mがロータコア1Aに埋設されたロータ1が構成される。
続いて、第1の実施の形態に係るロータの製造方法の概略について説明する。図1に示すように、本ロータの製造方法においては、積層鋼板1aを積層してロータコア1Aを構成する鋼板積層工程S1と、ロータコア1Aの孔部1Bに磁石1Mを挿入して設置する磁石設置工程S2と、ロータコア1Aに保持治具10を取付ける治具取付け工程S3と、を備えている。また、本ロータの製造方法においては、ロータコア1Aを昇温する昇温工程S4と、樹脂を注入する樹脂注入装置30にロータコア1Aを設置する注入装置設置工程S5と、樹脂注入装置30によりロータコア1Aの孔部1Bに樹脂を注入する樹脂注入工程S6と、を備えている。さらに、本ロータの製造方法においては、注入された樹脂を硬化させてロータコア1Aに磁石1Mを固定する磁石固定工程S7と、保持治具10をロータコア1Aから取外す治具取外し工程S8と、ロータコア1Aを冷却する冷却工程S9と、を備えている。これらの各工程は、工場のラインにおいて、例えばベルトコンベア等でロータコア1Aを移動させつつ順次行われる。また、後述の鋼板積層工程S1において積層鋼板1aを積層する際は、作業者による調整を行うが、その他の工程で、ロータコア1Aの搬送、保持治具10の取付けや取外し等は、例えば多関節ロボット等の工場設備によって行う。
まず、鋼板積層工程S1の詳細について図2を用いて説明する。図2に示すように、ロータコア1Aは、例えばプレス加工等で中心を点対称とした中空円板状に形成され、かつ複数の孔1bが形成された積層鋼板1aが、詳しくは後述する保持治具10の下板11の上面11bに順次重ねられて積層されることで構成される。各積層鋼板1aには、僅かながら公差があるため、作業者が中空円板状における周方向に位相を調整しつつ積層することで、最上位となる積層鋼板1aが積層方向と直交する平面(つまり水平方向)に対して傾斜が少なくなるように積層される。なお、積層鋼板1aを積層する際は、上述のように保持治具10の下板11の上面11bに積層しても良いし、別の場所で積層してロータコア1Aを構成した後、保持治具10の下板11の上面11bに設置してもよい。
次に、磁石設置工程S2の詳細について図3を用いて説明する。図3に示すように、保持治具10の下板11に設置されたロータコア1Aには、積層鋼板1aの孔1bが積層されて形成された複数の孔部1Bが形成されており、各孔部1Bに対してそれぞれ磁石1Mが挿入されて設置される。なお、図3に示すロータコア1Aにおいては、磁石1Mの長手方向が周方向に向いた形で設置されるものを説明しているが、本実施の形態においては、図12(c)に示すように、磁石1Mの長手方向が周方向に対して傾斜し、2つの磁石1Mで上方から見てV字状となるように設置されるものを想定している。また、一般的に磁石は加熱されると減磁されてしまうため、この段階での磁石1Mは磁化される前の磁石の材料である。
続いて、治具取付け工程S3の詳細について図4を用いて説明する。まず、保持治具10の構成について説明する。
次に、昇温工程S4の詳細について説明する。本第1の実施の形態において、ロータコア1Aの孔部1Bに磁石1Mを固定するための樹脂としては、例えば溶融開始温度が60度、硬化開始温度が120度の、常温では固体である熱硬化性材の樹脂材料を用いる。ロータコア1Aが溶融開始温度よりも低いと、後述の樹脂注入工程S6において樹脂を注入した際に、樹脂が途中で凝固し、孔部1Bに対する樹脂の充填が不十分となる虞がある。さらに、詳しくは後述するように、樹脂を孔部1Bに注入した際に、積層鋼板1a同士の僅かな隙間から樹脂が漏出する可能性があるため、樹脂の注入時にロータコア1Aの少なくとも孔部1Bを硬化開始温度以上にしておくことで、孔部1Bに接した樹脂から硬化を開始させ、樹脂が積層鋼板1a同士の間から漏れ出すことを防止させるものである。
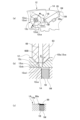
続いて、樹脂を注入する樹脂注入装置30に、保持治具10に保持されたロータコア1Aを設置する注入装置設置工程S5の詳細について図5、図6、図8、図9、図11、図12(a)、図12(b)、図12(c)を用いて説明する。まず、樹脂注入装置30の構造について説明する。
ついで、樹脂注入工程S6の詳細について図9、図13(a)、図13(b)、図13(c)、図15を用いて説明する。まず、保持治具10の押圧板12の注入孔12cとロータコア1Aの孔部1Bとの位置関係と、注入孔12cの形状とについて説明する。なお、図13(b)は図13(a)のA-A矢視断面を示しており、図13(c)は図13(b)と同じ位置でロータコア1Aから保持治具10を取外した状態を示している。
次に、磁石固定工程S7の詳細について説明する。上述の樹脂注入工程S6が終了すると、図10に示すように、樹脂注入装置30から保持治具10が取付けられたロータコア1Aを設置台55から取外して、つまり樹脂注入装置30からロータコア1Aを取り出す。この状態で、保持治具10を取付けたままロータコア1Aの温度を上記昇温工程S4で用いた同じ加熱装置200によって樹脂の硬化開始温度以上の例えば170度程度に昇温する。即ち、ロータコア1Aの孔部1Bに充填された樹脂は、上述のように注入時にロータコア1Aに触れた部分から硬化が開始されるが、孔部1Bの内部で完全に硬化していない部位もあるため、この磁石固定工程S7においては、さらに昇温し、樹脂注入工程S6で樹脂の注入を終了してから所定時間(例えば1分間)以内に孔部1Bの樹脂が完全に硬化するようにする。本実施の形態では、孔部1Bの樹脂が完全に硬化しているように、所定時間が経過するまでの間、硬化開始温度T3以上の固定温度T5に維持することで、ロータコア1Aの孔部1Bに樹脂によって磁石1Mが完全に固定される。なお、本第1の実施の形態では、磁石固定工程S7で加熱装置200によりロータコア1Aの温度を例えば170度程度となるように加熱しているものを説明しているが、昇温工程S4で既にロータコア1Aが樹脂の硬化開始温度以上の例えば150度程度に加熱されているため、そのまま樹脂が硬化して磁石が固定されるまで硬化開始温度以上に維持されるように保温するだけでもよい。勿論、本第1の実施の形態のように、さらにロータコア1Aを加熱した方が、その後の冷却時間を考慮しても、確実に樹脂が硬化するまでの時間は早い。
続いて、治具取外し工程S8の詳細について説明する。上述の磁石固定工程S7において磁石1Mがロータコア1Aの孔部1Bに樹脂の硬化によって完全に固定されると、保持治具10をロータコア1A(ロータ1)から取外す。即ち、治具取付け工程S3でロータコア1Aに対する保持治具10の取付け順と逆の順で保持治具10をロータコア1Aから取外す。具体的には、図4に示すボルト21の締結を解除して上板13及びコイルスプリング23を取外し、続いて、押圧板12を第2軸15から抜くことで下板11から取外して図3に示す状態にし、最後に、下板11からロータコア1Aを上方に向けて取出すことで治具取外し工程S8が終了する。
最後に、冷却工程S9の詳細について説明する。上述したように治具取外し工程S8において、保持治具10がロータコア1A(ロータ1)から取外された後、保持治具10が取外されたロータコア1Aと、ロータコア1Aから取外した保持治具10とを、冷却装置に共に投入して、ロータコア1A及び保持治具10とをそれぞれ冷却装置の内部で個別に冷却する。即ち、ロータコア1Aに保持治具10を取付けた状態であると、特に下板11と押圧板12とがロータコア1Aの上下方向の両面に接して覆った状態となるため、保持治具10を取外すことで、ロータコア1Aにおいて露出する表面積が取外す前よりも大きくなり、冷却効率が上昇する。また、保持治具10も熱容量が大きいため、ロータコア1Aに保持治具10を取付けた状態では、熱容量が大きくて冷え難いが、それらを分離することでそれぞれの熱容量が小さくなり、冷却効率が上昇する。これにより、ロータコア1Aの冷却時間を短縮することが可能となり、また、保持治具10の冷却時間も短縮することが可能となる。
ついで、上述した各工程におけるロータコアの温度と樹脂の温度との遷移について図16及び図17を用いて説明する。まず、図17を用いて従来のロータコアの加熱手法について説明する。図17に示すように、時点t11にロータコア1Aを加熱して予熱する予熱工程を開始する際は、ロータコア1Aの温度(以下、「ロータコア温度」という)Tcは常温であり、一方で、樹脂注入機40で加熱されている樹脂の温度(以下、「樹脂温度」という)Trは溶融開始温度T1(例えば60度)よりも高い温度(例えば80度)で溶融されている。なお、常温とは、工場等における樹脂注入装置30が設置されている環境の温度であり、例えば15度~30度程度を想定している。また、樹脂注入機で溶融されている樹脂温度Trは、そのままロータコア1Aの孔部1Bに注入される温度であるため、以下、注入温度T2という。
ついで、上記第1の実施の形態を一部変更した第2の実施の形態について図18を用いて説明する。本第2の実施の形態においては、トランスファ成型の樹脂注入装置130を用いてロータコア1Aの孔部1Bに樹脂を注入するものである。
ついで、上記第1の実施の形態を一部変更した第3の実施の形態について図19を用いて説明する。上記第1の実施の形態においては、昇温工程S4で加熱温度T4まで加熱して昇温し、樹脂注入工程S6が終了して磁石固定工程S7を行うときにさらに固定温度T5に加熱して昇温するもの(図16参照)を説明したが、本第3の実施の形態においては、昇温工程S4で、樹脂の硬化を樹脂注入工程S6で樹脂の注入を終了してから所定時間(例えば1分間)以内に終了することが可能となる固定温度T5まで加熱して昇温し、樹脂注入工程S6及び磁石固定工程S7では加熱しないものである。
以上説明した本ロータの製造方法は、
常温において固体であり、溶融開始温度(T1)以上に加熱することで液体となり、硬化開始温度(T3)以上に加熱することで硬化する特性を有する熱硬化性の樹脂を用い、積層鋼板(1a)により形成されたロータコア(1A)の孔部(1B)に磁石部材(1M)を配置し、樹脂を注入して硬化させ、前記磁石部材(1M)をロータコア(1A)に固定することで、回転電機のロータ(1)を製造するロータの製造方法において、
前記ロータコア(1A)を前記硬化開始温度(T3)以上に昇温する昇温工程(S4)と、
前記硬化開始温度(T3)以上である前記ロータコア(1A)の孔部(1B)に、樹脂注入装置(30,130)によって前記溶融開始温度(T1)以上かつ液体状である樹脂を注入する樹脂注入工程(S6)と、
前記ロータコア(1A)を前記硬化開始温度(T3)以上に維持して樹脂を硬化させる磁石固定工程(S7)と、を備える。
前記昇温工程(S4)において、前記ロータコア(1A)を前記硬化開始温度(T3)以上である加熱温度(T4)に昇温し、
前記磁石固定工程(S7)において、前記ロータコア(1A)を、樹脂の硬化を前記樹脂注入工程(S6)で樹脂の注入を終了してから所定時間以内に終了することが可能な前記加熱温度(T4)よりも高い固定温度(T5)に昇温する。
前記昇温工程(S4)及び前記磁石固定工程(S7)において、前記ロータコア(1A)を加熱するための熱付与部は、前記樹脂注入装置(30,130)外に設けられ、
前記樹脂注入工程(S6)において、樹脂を前記溶融開始温度(T1)以上に加熱するための熱付与部は、前記樹脂注入装置(30,130)内に設けられている。
前記昇温工程(S4)及び前記磁石固定工程(S7)において、前記ロータコア(1A)を加熱するための熱付与部は、同じ熱付与部である。
前記昇温工程(S4)において、前記ロータコア(1A)を、樹脂の硬化を前記樹脂注入工程(S6)で樹脂の注入を終了してから所定時間以内に終了することが可能な固定温度(T5)に昇温し、
前記磁石固定工程(S7)において、前記ロータコア(1A)を加熱しない。
前記昇温工程(S4)において、前記ロータコア(1A)を加熱するための熱付与部は、前記樹脂注入装置(30,130)外に設けられ、
前記樹脂注入工程(S6)において、樹脂を前記溶融開始温度(T1)以上に加熱するための熱付与部は、前記樹脂注入装置(30,130)内に設けられている。
前記樹脂注入工程(S6)において、前記ロータコア(1A)が前記積層鋼板(1a)の積層方向に押圧された状態で樹脂の注入を行う。
前記昇温工程(S4)の前に、保持治具(10)内に前記積層鋼板(1a)を配置し、前記ロータコア(1A)の孔部(1B)に前記磁石部材(1M)を配置する治具取付け工程(S3)を備える。
前記保持治具(10)は、第1板(11)と、樹脂注入孔(12c)が形成された第2板(12)と、を有し、前記第1板(11)及び前記第2板(12)によって前記積層方向における両端にある積層鋼板(1a)に面接触して前記ロータコア(1A)を押圧する。
前記樹脂注入工程(S6)において、前記硬化開始温度(T3)以上である前記樹脂注入装置(130)に固体の樹脂を投入し、その樹脂を溶融しつつ通過させて、前記硬化開始温度(T3)以上である前記ロータコア(1A)の孔部(1B)に注入する。
前記昇温工程(S4)において、前記ロータコア(1A)を加熱するための熱付与部は、前記樹脂注入装置(130)外に設けられる。
なお、以上説明した本第1及び第2の実施の形態においては、昇温工程S4でロータコア1Aを加熱温度T4として例えば150度に加熱して昇温するものを一例として説明したが、この値は適宜変更可能である。即ち、昇温工程S4でロータコア1Aを昇温した後の加熱温度T4は、樹脂の硬化開始温度T3よりも高ければ、樹脂を注入した際に孔部1Bに触れて硬化が開始される点で目的を達成できる。しかしながら、樹脂を孔部1Bに注入した際に樹脂の硬化が早いと孔部1Bに樹脂が完全に充填される前に硬化した樹脂が邪魔することになるため、加熱温度T4は、高すぎても良好ではなく、例えば160度以下程度に設定することが好ましい。
1a…積層鋼板
1A…ロータコア
1B…孔部
1M…磁石部材(磁石)
10…保持治具
11…第1板(下板)
12…第2板(押圧板)
12c…樹脂注入孔(注入孔)
30…樹脂注入装置
130…樹脂注入装置
S3…治具取付け工程
S4…昇温工程
S6…樹脂注入工程
S7…磁石固定工程
T1…溶融開始温度
T3…硬化開始温度
T4…加熱温度
T5…固定温度
Claims (8)
- 常温において固体であり、溶融開始温度以上に加熱することで液体となり、硬化開始温度以上に加熱することで硬化する特性を有する熱硬化性の樹脂を用い、積層鋼板により形成されたロータコアの孔部に磁石部材を配置し、樹脂注入装置により樹脂を注入し、注入した樹脂を硬化させ、前記磁石部材をロータコアに固定することで、回転電機のロータを製造するロータの製造方法において、
前記ロータコアを前記樹脂注入装置外に設けられた第1熱付与部により前記硬化開始温度以上に昇温する昇温工程と、
前記硬化開始温度以上である前記ロータコアの孔部に、前記樹脂注入装置内に設けられた第2熱付与部によって前記溶融開始温度以上かつ前記硬化開始温度未満に加熱され、液体状である樹脂を、前記樹脂注入装置によって注入する樹脂注入工程と、
前記ロータコアを前記硬化開始温度以上に維持して樹脂を硬化させる磁石固定工程と、を備える、
ロータの製造方法。 - 前記昇温工程において、前記ロータコアを前記硬化開始温度以上である加熱温度に昇温し、
前記磁石固定工程において、前記ロータコアを、樹脂の硬化を前記樹脂注入工程で樹脂の注入を終了してから所定時間以内に終了することが可能な前記加熱温度よりも高い固定温度に昇温する、
請求項1に記載のロータの製造方法。 - 前記昇温工程及び前記磁石固定工程において、前記ロータコアを加熱するための前記第1熱付与部は、同じ熱付与部である、
請求項1又は2に記載のロータの製造方法。 - 前記昇温工程において、前記ロータコアを、樹脂の硬化を前記樹脂注入工程で樹脂の注入を終了してから所定時間以内に終了することが可能な固定温度に昇温し、
前記磁石固定工程において、前記ロータコアを加熱しない、
請求項1に記載のロータの製造方法。 - 前記樹脂注入工程において、前記ロータコアが前記積層鋼板の積層方向に押圧された状態で樹脂の注入を行う、
請求項1乃至4の何れか1項に記載のロータの製造方法。 - 前記昇温工程の前に、保持治具内に前記積層鋼板を配置し、前記ロータコアの孔部に前記磁石部材を配置する治具取付け工程を備える、
請求項5に記載のロータの製造方法。 - 前記保持治具は、第1板と、樹脂注入孔が形成された第2板と、を有し、前記第1板及び前記第2板によって前記積層方向における両端にある積層鋼板に面接触して前記ロータコアを押圧する、
請求項6に記載のロータの製造方法。 - 前記樹脂注入工程において、前記第2熱付与部によって前記硬化開始温度以上に加熱された前記樹脂注入装置に固体の樹脂を投入し、その樹脂を溶融しつつ前記硬化開始温度になる前に通過させて、前記硬化開始温度以上である前記ロータコアの孔部に注入する、
請求項1に記載のロータの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080106621.1A CN116349121A (zh) | 2019-12-26 | 2020-10-30 | 转子的制造方法 |
| US18/031,211 US20230387767A1 (en) | 2019-12-26 | 2020-10-30 | Rotor manufacturing method |
| EP20959905.9A EP4216411B1 (en) | 2019-12-26 | 2020-10-30 | Method for manufacturing rotor |
| PCT/JP2020/040986 WO2022091390A1 (ja) | 2019-12-26 | 2020-10-30 | ロータの製造方法 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019199429 | 2019-10-31 | ||
| JP2019199429 | 2019-10-31 | ||
| JP2019237345 | 2019-12-26 | ||
| JP2019237345 | 2019-12-26 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021101605A JP2021101605A (ja) | 2021-07-08 |
| JP7480676B2 true JP7480676B2 (ja) | 2024-05-10 |
Family
ID=76651417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020181917A Active JP7480676B2 (ja) | 2019-10-31 | 2020-10-29 | ロータの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7480676B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024024955A (ja) * | 2022-08-10 | 2024-02-26 | 株式会社アイシン | 回転電機用ロータの製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008042967A (ja) | 2006-01-11 | 2008-02-21 | Mitsui High Tec Inc | 回転子積層鉄心への永久磁石の樹脂封止方法 |
| JP2012161209A (ja) | 2011-02-02 | 2012-08-23 | Honda Motor Co Ltd | ロータの製造方法 |
| JP2014217137A (ja) | 2013-04-24 | 2014-11-17 | 株式会社三井ハイテック | 回転子積層鉄心の製造方法 |
| JP2015180187A (ja) | 2015-06-11 | 2015-10-08 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP2016182032A (ja) | 2016-07-01 | 2016-10-13 | 住友ベークライト株式会社 | ローター固定用樹脂組成物、ローター、および自動車 |
-
2020
- 2020-10-29 JP JP2020181917A patent/JP7480676B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008042967A (ja) | 2006-01-11 | 2008-02-21 | Mitsui High Tec Inc | 回転子積層鉄心への永久磁石の樹脂封止方法 |
| JP2012161209A (ja) | 2011-02-02 | 2012-08-23 | Honda Motor Co Ltd | ロータの製造方法 |
| JP2014217137A (ja) | 2013-04-24 | 2014-11-17 | 株式会社三井ハイテック | 回転子積層鉄心の製造方法 |
| JP2015180187A (ja) | 2015-06-11 | 2015-10-08 | 株式会社三井ハイテック | 積層鉄心の製造方法 |
| JP2016182032A (ja) | 2016-07-01 | 2016-10-13 | 住友ベークライト株式会社 | ローター固定用樹脂組成物、ローター、および自動車 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021101605A (ja) | 2021-07-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN103339840B (zh) | 电动机用转子的制造方法 | |
| CN103477540B (zh) | 树脂填充装置 | |
| JP5799605B2 (ja) | ロータの製造方法 | |
| JP5984092B2 (ja) | モールド金型及びモータコアの樹脂モールド方法 | |
| JP5939295B2 (ja) | 樹脂充填装置 | |
| JP7480676B2 (ja) | ロータの製造方法 | |
| JP7315012B2 (ja) | ロータコアの製造方法およびロータコアの製造システム | |
| JP7375475B2 (ja) | ロータの製造方法 | |
| JP7444021B2 (ja) | ロータの製造装置、及びロータの製造方法 | |
| EP4216411B1 (en) | Method for manufacturing rotor | |
| JP6180607B2 (ja) | 樹脂モールド装置及びモータコアの樹脂モールド方法 | |
| JP2021106469A (ja) | ロータの製造方法 | |
| JP7363381B2 (ja) | ロータの製造装置、及びロータの製造方法 | |
| EP4224686A1 (en) | Rotor manufacturing method | |
| JP5716717B2 (ja) | 樹脂充填装置 | |
| TW202037415A (zh) | 電機轉子鐵芯磁鋼槽注膠設備及使用該設備的注膠方法 | |
| KR102664501B1 (ko) | 적층코어의 제조방법 | |
| CN121625379A (zh) | 成形方法 | |
| JP2024024956A (ja) | 回転電機用ロータの製造装置及び回転電機用ロータの製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210423 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7480676 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |