JP7500903B2 - 異種構造材を含む接合一体化物とその製造方法 - Google Patents
異種構造材を含む接合一体化物とその製造方法 Download PDFInfo
- Publication number
- JP7500903B2 JP7500903B2 JP2020018513A JP2020018513A JP7500903B2 JP 7500903 B2 JP7500903 B2 JP 7500903B2 JP 2020018513 A JP2020018513 A JP 2020018513A JP 2020018513 A JP2020018513 A JP 2020018513A JP 7500903 B2 JP7500903 B2 JP 7500903B2
- Authority
- JP
- Japan
- Prior art keywords
- integrated product
- materials
- adhesive
- bonded
- strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 title claims description 758
- 238000004519 manufacturing process Methods 0.000 title claims description 18
- 239000000853 adhesive Substances 0.000 claims description 273
- 230000001070 adhesive effect Effects 0.000 claims description 273
- 238000012360 testing method Methods 0.000 claims description 150
- 239000000956 alloy Substances 0.000 claims description 146
- 229910052782 aluminium Inorganic materials 0.000 claims description 125
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 124
- 238000000034 method Methods 0.000 claims description 114
- 239000004918 carbon fiber reinforced polymer Substances 0.000 claims description 107
- 229910000838 Al alloy Inorganic materials 0.000 claims description 93
- 239000007769 metal material Substances 0.000 claims description 75
- 229920005989 resin Polymers 0.000 claims description 59
- 239000011347 resin Substances 0.000 claims description 59
- 229920006332 epoxy adhesive Polymers 0.000 claims description 49
- 239000011199 continuous fiber reinforced thermoplastic Substances 0.000 claims description 34
- 238000005304 joining Methods 0.000 claims description 32
- 229910001220 stainless steel Inorganic materials 0.000 claims description 32
- 229910000831 Steel Inorganic materials 0.000 claims description 26
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 26
- 239000010935 stainless steel Substances 0.000 claims description 26
- 239000010959 steel Substances 0.000 claims description 26
- 230000008569 process Effects 0.000 claims description 22
- 239000011159 matrix material Substances 0.000 claims description 21
- 230000004927 fusion Effects 0.000 claims description 17
- 238000002347 injection Methods 0.000 claims description 15
- 239000007924 injection Substances 0.000 claims description 15
- 239000010936 titanium Substances 0.000 claims description 15
- 229910000737 Duralumin Inorganic materials 0.000 claims description 13
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 11
- 229910052719 titanium Inorganic materials 0.000 claims description 11
- -1 A2017 Chemical compound 0.000 claims description 9
- 239000002131 composite material Substances 0.000 claims description 8
- 229920001169 thermoplastic Polymers 0.000 claims description 5
- 239000004416 thermosoftening plastic Substances 0.000 claims description 5
- 102100040287 GTP cyclohydrolase 1 feedback regulatory protein Human genes 0.000 claims description 4
- 101710185324 GTP cyclohydrolase 1 feedback regulatory protein Proteins 0.000 claims description 4
- 239000000203 mixture Substances 0.000 claims description 4
- 229920003002 synthetic resin Polymers 0.000 claims description 4
- 239000000057 synthetic resin Substances 0.000 claims description 4
- 229910000963 austenitic stainless steel Inorganic materials 0.000 claims description 3
- 238000000465 moulding Methods 0.000 claims description 3
- 229910045601 alloy Inorganic materials 0.000 description 114
- 235000010210 aluminium Nutrition 0.000 description 109
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 91
- 229910052751 metal Inorganic materials 0.000 description 87
- 239000002184 metal Substances 0.000 description 87
- 238000011282 treatment Methods 0.000 description 71
- 239000007864 aqueous solution Substances 0.000 description 62
- 239000010410 layer Substances 0.000 description 49
- 238000004381 surface treatment Methods 0.000 description 47
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 42
- 230000035939 shock Effects 0.000 description 38
- 238000002474 experimental method Methods 0.000 description 25
- 239000000243 solution Substances 0.000 description 24
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 18
- 230000008859 change Effects 0.000 description 18
- 239000011151 fibre-reinforced plastic Substances 0.000 description 18
- 238000007654 immersion Methods 0.000 description 18
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 17
- 238000006243 chemical reaction Methods 0.000 description 17
- 239000007788 liquid Substances 0.000 description 17
- 238000005259 measurement Methods 0.000 description 16
- 238000005516 engineering process Methods 0.000 description 15
- NWZSZGALRFJKBT-KNIFDHDWSA-N (2s)-2,6-diaminohexanoic acid;(2s)-2-hydroxybutanedioic acid Chemical compound OC(=O)[C@@H](O)CC(O)=O.NCCCC[C@H](N)C(O)=O NWZSZGALRFJKBT-KNIFDHDWSA-N 0.000 description 14
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 14
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 14
- IKDUDTNKRLTJSI-UHFFFAOYSA-N hydrazine monohydrate Substances O.NN IKDUDTNKRLTJSI-UHFFFAOYSA-N 0.000 description 14
- 235000011121 sodium hydroxide Nutrition 0.000 description 14
- 239000000126 substance Substances 0.000 description 14
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 13
- 238000001723 curing Methods 0.000 description 13
- 229910017604 nitric acid Inorganic materials 0.000 description 13
- 101000588749 Homo sapiens N-acetylglutamate synthase, mitochondrial Proteins 0.000 description 12
- 102100032618 N-acetylglutamate synthase, mitochondrial Human genes 0.000 description 12
- 230000008602 contraction Effects 0.000 description 12
- 239000013527 degreasing agent Substances 0.000 description 12
- 239000000835 fiber Substances 0.000 description 10
- 239000004696 Poly ether ether ketone Substances 0.000 description 9
- 229920002530 polyetherether ketone Polymers 0.000 description 9
- 206010017076 Fracture Diseases 0.000 description 8
- KVBCYCWRDBDGBG-UHFFFAOYSA-N azane;dihydrofluoride Chemical compound [NH4+].F.[F-] KVBCYCWRDBDGBG-UHFFFAOYSA-N 0.000 description 8
- 150000002739 metals Chemical class 0.000 description 8
- 208000010392 Bone Fractures Diseases 0.000 description 7
- 238000004026 adhesive bonding Methods 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 230000007613 environmental effect Effects 0.000 description 6
- 238000010413 gardening Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000010030 laminating Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000010998 test method Methods 0.000 description 6
- 229920000049 Carbon (fiber) Polymers 0.000 description 5
- 101000981987 Homo sapiens N-alpha-acetyltransferase 20 Proteins 0.000 description 5
- 101000636582 Homo sapiens N-alpha-acetyltransferase 50 Proteins 0.000 description 5
- 102100026778 N-alpha-acetyltransferase 20 Human genes 0.000 description 5
- 239000004917 carbon fiber Substances 0.000 description 5
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 5
- 238000005096 rolling process Methods 0.000 description 5
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 238000005098 hot rolling Methods 0.000 description 4
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 4
- 238000000691 measurement method Methods 0.000 description 4
- 239000002344 surface layer Substances 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- CAYKLJBSARHIDI-UHFFFAOYSA-K trichloroalumane;hydrate Chemical compound O.Cl[Al](Cl)Cl CAYKLJBSARHIDI-UHFFFAOYSA-K 0.000 description 4
- IUVCFHHAEHNCFT-INIZCTEOSA-N 2-[(1s)-1-[4-amino-3-(3-fluoro-4-propan-2-yloxyphenyl)pyrazolo[3,4-d]pyrimidin-1-yl]ethyl]-6-fluoro-3-(3-fluorophenyl)chromen-4-one Chemical compound C1=C(F)C(OC(C)C)=CC=C1C(C1=C(N)N=CN=C11)=NN1[C@@H](C)C1=C(C=2C=C(F)C=CC=2)C(=O)C2=CC(F)=CC=C2O1 IUVCFHHAEHNCFT-INIZCTEOSA-N 0.000 description 3
- 239000004734 Polyphenylene sulfide Substances 0.000 description 3
- 238000010521 absorption reaction Methods 0.000 description 3
- 239000002585 base Substances 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 239000011888 foil Substances 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 238000009659 non-destructive testing Methods 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920000069 polyphenylene sulfide Polymers 0.000 description 3
- 239000012286 potassium permanganate Substances 0.000 description 3
- 238000011160 research Methods 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 239000004838 Heat curing adhesive Substances 0.000 description 2
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 2
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 230000005856 abnormality Effects 0.000 description 2
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 2
- VSCWAEJMTAWNJL-UHFFFAOYSA-K aluminium trichloride Chemical compound Cl[Al](Cl)Cl VSCWAEJMTAWNJL-UHFFFAOYSA-K 0.000 description 2
- 238000002048 anodisation reaction Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 238000011074 autoclave method Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000002360 explosive Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- 230000002427 irreversible effect Effects 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 238000002791 soaking Methods 0.000 description 2
- DGPIGKCOQYBCJH-UHFFFAOYSA-M sodium;acetic acid;hydroxide Chemical compound O.[Na+].CC([O-])=O DGPIGKCOQYBCJH-UHFFFAOYSA-M 0.000 description 2
- 239000007779 soft material Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018131 Al-Mn Inorganic materials 0.000 description 1
- 229910018125 Al-Si Inorganic materials 0.000 description 1
- 229910018182 Al—Cu Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910018464 Al—Mg—Si Inorganic materials 0.000 description 1
- 229910018461 Al—Mn Inorganic materials 0.000 description 1
- 229910018520 Al—Si Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 1
- SYDDVDMTNCXIDJ-UHFFFAOYSA-N CC12CC3(C)CC(CN)(C1)CC(CO[N+]([O-])=O)(C2)C3 Chemical compound CC12CC3(C)CC(CN)(C1)CC(CO[N+]([O-])=O)(C2)C3 SYDDVDMTNCXIDJ-UHFFFAOYSA-N 0.000 description 1
- 241001634884 Cochlicopa lubricella Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 229910000746 Structural steel Inorganic materials 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 235000011114 ammonium hydroxide Nutrition 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 239000003518 caustics Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 239000010960 cold rolled steel Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000006837 decompression Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000005237 degreasing agent Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003721 gunpowder Substances 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- QOSATHPSBFQAML-UHFFFAOYSA-N hydrogen peroxide;hydrate Chemical compound O.OO QOSATHPSBFQAML-UHFFFAOYSA-N 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 238000009863 impact test Methods 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000002932 luster Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 229910001463 metal phosphate Inorganic materials 0.000 description 1
- 239000010705 motor oil Substances 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 230000009965 odorless effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000004848 polyfunctional curative Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 229920006012 semi-aromatic polyamide Polymers 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- UKLNMMHNWFDKNT-UHFFFAOYSA-M sodium chlorite Chemical compound [Na+].[O-]Cl=O UKLNMMHNWFDKNT-UHFFFAOYSA-M 0.000 description 1
- 229960002218 sodium chlorite Drugs 0.000 description 1
- 239000010421 standard material Substances 0.000 description 1
- 239000005437 stratosphere Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




















Landscapes
- Laminated Bodies (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
本発明者等は、NAT(Nano adhesion technologyの略)と称する、接着力を高くするための高度接着技術を開発し提唱した。これは接着剤を高性能化するという技術ではなく、接着する金属片、即ち被着物である金属片の表面処理法に関係する技術である。即ち、NATは、全金属種が対象の接着剤による接合技術であり、NATはその成立の必要条件として、以下5点を規定した。このうち、使用する金属片に関しては、下記の3点((1)~(3))が必要条件であり、この3点を満足するように化学処理する表面処理法を「NAT処理」と称した。
(1)金属表面を0.8~10μm周期の凹凸ある粗面にすること、
(2)その粗面上に5~300nm周期の超微細凹凸があるようにすること、
(3)上記(1)及び(2)の2重凹凸面を成す表面は、金属酸化物、金属リン酸化物等の硬質なセラミック質の薄層で成っていること、
の3条件を満たすようにする処理法である。更に、NATで使用する接着剤種、及び、接着操作に関する次の2条件が必要である。
(4)接着剤として、1液性接着剤の使用を優先的に使用し、1液性接着剤が存在しない場合には、硬化剤として最も遅効性の物を選んで採用すること、
(5)接着操作において、「染み込まし処理」の工程を含むこと、
の2条件である。
特許文献1に記載した試験において、NAT処理した日本工業規格A7075アルミニウム合金(以下、「日本工業規格」の呼称のみで、また、「アルミニウム合金」を「Al」とも表記する。)片同士接合したものは、上記「EP106NL」使用の接着対(図1に示した試験片)を引張り破断して得られるせん断接着強さであり、その値が70MPaと高く安定していた。このことから、市場で広く市販されている1液性エポキシ接着剤を入手し、前述した同じA7075Al片の接着対で、せん断接着強さを測定することで、接着剤の接着力評価が可能と考えた。そこで、日本国内外で市販されている1液性エポキシ接着剤を十数種類購入して、それぞれせん断接着強さを測定した。更には、それら接着剤を使用したA7075Alの試験対で、150℃の環境下、そのせん断接着強さを測定し、各接着剤の耐熱性能を得た。その結果、現行の市販の1液性エポキシ接着剤の中では、「EW2040(3Mジャパン株式会社(本社:日本国東京都)製)」が、上記NATに最も適していると判断した。即ち、前記試験にて、せん断接着強さが23℃下で約60MPa、150℃下で30MPaを示したからである。但し、この後、本発明者は耐熱性ある1液性エポキシ接着剤の開発に努め、同じA7075Al使用の接着対(試験片)に関し、150℃下でのせん断接着強さが、35MPa以上になる1液性エポキシ接着剤を開発し提案した(特許文献9)。
特許文献1~7には、各種金属材に対して、NAT処理とNAT操作をした1液性エポキシ接着剤のせん断接着強さ、及び、引張り接着強さが開示されている。しかし、本発明の実験等で使用した接着剤は、上記「EP106NL」から上記「EW2040」に換えた。その理由は、超軽量の高強度構造材として量産が始まっていたCFRP材についても、金属材との接着技術として完成させ、航空機、自動車等の移動機械の主要々素にするには、接着剤の耐熱性が欠かせないと判断したことによる。特許文献8では、耐熱性に優れた上記「EW2040」を前述したNATの標準使用接着剤とした後、このNAT処理法の改良結果を開示し、23℃下での各種金属材の接着対におけるせん断接着強さがより安定化し、引張り接着強さが高くなったことを開示した。
本発明者の接着技術に関する最終目標は、CFRP材とA7075Alとを完全接着して、究極の軽量化が要求される航空機等の基本構造の製作に役立てることであった。一方、本発明の発明者等が提唱したNMT(Nano molding technologyの略)は、金属材と高結晶性熱可塑性樹脂を射出成形により、金属と樹脂を高強度に接合一体化する接合技術である。本発明の発明者は、このNMTで用いた金属表面処理技術を転用すれば、接着剤による異材質の接着においても、金属材同士の高強度接着技術に繋がると判断し、前述したNATを完成させた。そして、このNATを一部利用して、CFRP材同士、CFRP材とA7075Alの高度接着が成功すれば、前記目標がかなり近くなると考えた。但し、CFRP片同士の上記「EW2040」による図1に示した形状の試験片である接着対の示したせん断接着強さは、意外な数値となった。
これを旧型CFとすると、これは引張り強度が約3GPa程度の高強度繊維であり、その電顕写真は断面形状が楕円形、瓢箪型等を成している物など種々である。このCFの側面には、縦筋が常に1~2本あり、かつ、所々に小さな凸部や凹部が見られる。このCFを使用したCFRP厚板から同様に、上記「EW2040」を使用して、図1に示す形状の接着対とし、せん断接着強さを測定すると約60MPaになる。要するに、CFRP片同士の1液性エポキシ接着剤による接着対を強引にせん断破断した場合、その破断開始箇所は、接着剤とCFが接着されている表面層部ではなく、これと離れたマトリックス樹脂層であった。
本発明の目的は、各種の構造用金属材、CFRP材、及びCFRTP材から選択される線膨張率差が大きい2種の高強度材を、接着剤による接合により接合積層した、異種構造材を含む接合一体化物とその製造方法を提供するにある。
本発明の他の目的は、各種の構造用金属材、CFRP材、及びCFRTP材から選択される線膨張率の差の大きい2種以上の高強度構造材を接着剤による接合法により接合積層したものであり、温度変化に強い、異種構造材を含む接合一体化物とその製造方法を提供するにある。
本発明の更に他の目的は、各種の構造用金属材、FRP材、及びFRTP材から選択される線膨張率の差の大きい2種以上の高強度構造材を、接着剤による接合、クラッド接合等を含む、異種構造材を含む接合一体化物とその製造方法において、市販の1液性エポキシ接着剤、及び、2液性エポキシ接着剤を使用して接合積層加工ができる、異種構造材を含む接合一体化物とその製造方法を提供することにある。
本発明1の異臭構造材を含む接合一体化物(例えば、図4の3層、3材)は、
FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は前記純アルミニウム系アルミニウムの構造物が積層されたものであり、
前記「A」材、前記「D」材、及び「B」材の順に接合面が固着積層された3材からなることを特徴とする。
FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び「B」材の順に接合面が固着積層された4材からなることを特徴とする。
FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物であり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなることを特徴とする。
FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び前記「B」材の順に接合面が固着積層された4材からなり、
前記FRTP材と前記「C」材の接合法は、前記「C」材に射出接合法により、前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合した後、前記FRTP材と前記樹脂を熱融着により接合されたものであり、
前記熱融着以外の他の接合の前記接合面は、接着剤による接合されたものであることを特徴とする。
FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10 -5 K -1 以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材、前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなり、
前記FRTP材と前記「C」材の接合法は、前記「C」材に、前記FRTP材のマトリックス樹脂と同種の樹脂をインサート成形で接合した後、前記FRTP材と前記樹脂を熱融着により接合されたものであり、
前記熱融着以外の他の接合部の前記接合面は、接着剤により接合されたものであることを特徴とする。
前記同心円状の前記壁状突起の中心は、1~5cm2の部分は厚さ1~5mmの円形の厚板状であることを特徴とする。
前記「A」材、及び前記「B]材は、CFRP材とチタン合金材、CFRP材と一般鋼材、CFRP材とステンレス鋼材、CFRP材と高強度アルミニウム合金材、GFRP材と高強度アルミニウム合金材、CFRTP材とチタン合金材、CFRTP材と一般鋼材、CFRTP材とステンレス鋼材、CFRTP材と高強度アルミニウム合金材、チタン材と一般鋼材、チタン材とステンレス鋼材、チタン材と高強度アルミニウム合金材、一般鋼材とステンレス鋼材、一般鋼材と高強度アルミニウム合金材、フェライト系ステンレス鋼材とオーステナイト系ステンレス鋼材、及び、ステンレス鋼材と高強度アルミニウム合金材から選択される1種であることを特徴とする。
前記「A」材のFRTPがCFRTPであり、
前記樹脂は、0.5mm厚以上の高結晶性熱可塑性合成樹脂組成物であり、前記「C」材と前記樹脂の厚みの合計は、厚さ2mm以下の複合板であり、
前記「A」材と前記「C」材の接合は、前記CFRTPのマトリックス樹脂と高結晶性熱可塑性合成樹脂組成物を熱融着により固着したものであり、
前記「B」材は、チタン合金材、一般鋼材、ステンレス鋼材、及び、高強度アルミニウム合金材から選択される1種であることを特徴とする。
前記高強度アルミニウム合金材は、日本工業規格のA2014、A2017、A2024、及びA7075から選択されるジュラルミン類、又は、日本工業規格のA5052、A5083、A6061、及びA6063から選択される1種のアルミニウム合金であることを特徴とする。
FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び前記「B」材の順に接合面が固着積層された4材からなる異種構造材を含む接合一体化物の製造方法であって、
前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合するために、前記「C」材を金型にインサートした後、前記樹脂を射出してFRTP材と前記「C」材を接合する射出接合工程と、
前記射出接合後、前記FRTP材と前記樹脂を熱融着により接合する熱融着工程と、
他の接合部は、接着剤による接合工程法とからなることを特徴とする。
FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材、前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物[である前記「C」材]が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなる異種構造材を含む接合一体化物の製造方法であって、
前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合するために、前記「C」材を金型にインサートした後、前記樹脂を射出してFRTP材と前記「C」材を接合する射出接合工程と、
前記射出接合後、前記FRTP材と前記樹脂を熱融着により接合する熱融着工程と、
他の接合部は、接着剤による接合工程法とからなることを特徴とする
[本発明の「A」材、「B」材、「C」材、及び「D」材の概要]
本発明でいう「A」材、「B」材とは、積層体である本発明の異種構造材を含む接合一体化物の両端部の部材を意味する。「C」材、「D」材は、「A」材と「B」材の間に固着されて積層された部材を意味する。本発明の「A」材、「B」材、及び「C」材は、下記の「(1)FRP材、FRTP材」、及び「(2)構造用金属材」から選択される1種を指す。本発明の「D」材]とは後述する「(3)「D」材」を意味する。
本発明でいうFRP材は、一般的な繊維強化プラスチック(Fiber Reinforced Plastics)であり、マトリックス樹脂である熱硬化性樹脂であるエポキシ樹脂等にガラス繊維、炭素繊維等の繊維を複合して強度を向上させた成形材料、又は成形品のことである。炭素繊維を用いたFRPはCFRPであり、ガラス繊維を用いたFRPはGFRPである。一方、FRTP材(Fiber Reinforced Thermo-plastics)は、結晶性等を有する熱可塑性樹脂であるポリアミド樹脂、ポリフェニレンサルファイド樹脂(以下、PPSという。)、ポリエーテルエーテルケトン樹脂(以下、PEEK)等をマトリックス樹脂とし、ガラス
繊維、炭素繊維等の繊維を入れて強化改良した成形材料、又は成形品若しくは管材、板材等の汎用材のことである。炭素繊維を用いたFRTPはCFRTPと称されており、ガラス繊維を用いたFRTPはGFRTPと称されている。これらのFRP材、FRTP材の成形品は、板材、管材、棒材、シート等の規格化された汎用材、個々に設計された成形品を含むものである。
本発明でいう構造用金属材とは、日本工業規格等で規格化された、又は、特殊なTi合金材、各種の構造用鋼材、各種ステンレス鋼、各種アルミニウム合金等の構造用金属材を意味する。アルミニウム合金には、Al-Cu系(日本工業規格の2000系)、Al-Mn系(日本工業規格の3000系)、Al-Si系(日本工業規格の4000系)、Al-Mg系(日本工業規格の5000系)、Al-Mg-Si系(日本工業規格の6000系)、Al-Zn-Mg系(日本工業規格の7000系)、及び、純アルミニウム系アルミニウム(日本工業規格の1000系)等がある。また、本発明で使用されるアルミニウムは、日本工業規格で規定する1000~8000系の伸展用アルミニウム合金、更にはADC12等の鋳造用アルミニウム合金が含まれる。従って、本発明の構造用アルミニウム合金材は、伸展用アルミニウム合金、鋳造用アルミニウム合金の両方が含まれる。
本発明でいう「D」材は、本発明を構成する構成要素の中で重要な機能、作用を受け持っている。即ち、本発明の「D」材は、機械的性質としては展伸性を有する軟質金属であり、かつ、接合性の高いもの、例えば、前述した1液性エポキシ接着剤「EW2040」に対して、十分強い接着力(せん断接着強さ)を有している部材である。これに加えて、基本的な特性としては、前述した「A」材と「B」材の間に挟まれて、十分に高い接着力で接着されて、「A」材、「D」材、「B」材、及び「C」材の3材、又は4材で接合一体化物となるものである。その一体化物は-50℃/+150℃の温度衝撃3千サイクル試験にかけられても破壊されない特性が要求される。本発明では、「A」材、「B」材間の線膨張率に大きな差異がある。このために、激しい温度変化で、「A」材、「B」材の長さは変化する。この結果、3層3材の場合、その上下面で「A」材、「B」材と強く接着されている「D」材の両面で、長さの伸び、又は縮みが異なるので、「D」材には変形への応力が発生する。しかし、「D」材は、展性があり軟性がある部材であるので自ら変形し、その熱収縮による応力を吸収して抑制され、温度衝撃数千サイクル試験に投入されても接着状態を保つことができる。この「D」材として、金属材で最も適しているのは、純アルミニウム系アルミニウムアルミニウムであり、好ましくは日本工業規格でいうA1085、A1080、A1050等の純アルミニウム系アルミニウムアルミニウムが好ましく使用できる。
本発明でいう「C」材は、「D」材とは異なる特殊な役目を受け持っている。即ち、本発明の異種高強度構造材を含む接合一体化物は、高強度で、かつ軽量なものが求められており、それを実現するのに最適なものはCFRP材、CFRTP材等である。しかしながら、CFRP片同士を、例えば、上記1液性エポキシ接着剤「EW2040」で接着して、図1に示した試験片の接着対で試験した場合、そのせん断接着強さは約40MPaになる。その理由は前述した通りであるが、それ故に、例えば「A」材にCFRP片を使用した場合には、上述した通りその展伸性を利用した上記「D」材を使用すると良い。その「D」材に接着に最適な表面の化成処理がなされていると、金属材である「D」材と接着剤硬化物間の接着力は約60MPaになる。しかし、「A」材にCFRP片を使用した場合、「A」材と「D」材間の直接接着物では、最強度の接着力が得られたとしても、前述した理由でCFとマトリックス樹脂硬化物間の真の接着力は約40MPaとみられので、低い方の接着力に引きずられ、接合一体化物である積層体のせん断接着強さである接着力は、約40MPa以下になる。
以上の説明から理解されるように、結論として、本発明の「C」材は「D」と異なる特性の展性のある薄板金属であることが好ましい。線膨張率が大きく異なる構造材同士であっても、双方材のエポキシ接着剤に対する接着力が十分に高い場合には、一方が薄板材であれば、他方に追従してそのまま強く接着し、厳しい環境温度変化にも耐え得る。要するに「A」材と「D」材の間に、「D」材より剛性のある薄板の「C」材を挟んで接着剤接合すれば、この3者が一体化した一体化物に、大きな温度変化や温度衝撃があっても、薄板で「D」材より剛性を有する「C」材は、先ずこれより剛性のある「A」材の伸縮に追従し、「A」材の伸縮に追従して「C」材の伸縮は、そのまま軟質材の「D」材に伝わる。
本発明の接合面を固着積層する方法は、接着剤、及びクラッド接合である。
(1)接着剤
本発明の接合面を固着積層する接着剤は、本発明で使用する各種FRP材、及びFRTP材と本発明で使用する各種構造用金属材を、要求される環境下において、設計値の強度で接合できるものであればいかなる種類でも良い。ただし、本発明で重要な高強度構造材の一つはCFRP材であり、このCFRP材のマトリックス樹脂は、一般的にはエポキシ系樹脂であるので、接着剤としてはエポキシ接着剤が好ましい。しかもエポキシ接着剤は、各種金属材の接着用としても最適であるのでこの点でも好ましい。このエポキシ接着剤は、1液性、又は2液性エポキシ接着剤のどちらにも使用できる。2液性エポキシ接着剤は、主剤となる液状のエポキシ樹脂と、ポリアミン類と呼ばれる硬化剤の2液を常温で化学反応させることで共重合硬化する接着剤である。1液性エポキシ接着剤は、硬化剤を含んだもので、加熱により反応させて重合するものであり、耐熱性、強度に優れたものがあるので、耐熱性が要求される接合一体化物に用いる。
本発明でいうクラッド接合とは、各種の異種合金同士を重ね合わせて火薬の爆発力に依る方法(爆着)、熱間圧延、昇温圧延等により接合することをいう。クラッド接合に使う部材は、前述したような昇温加圧処理法であり、この処理法は溶接したが如く強接合し、一般的には接着剤による接合より接合力は高い。但し、前もって何らかの表面処理を行うことが多く、特に昇温圧延等アルミニウム合金を使用する場合には必要である。要するに、2種材をクラッド接合したい場合には、その手法にどの手法を選ぶべきか、最も簡易な昇温圧延法を選択するのであれば、接合が確実に成功するように、その各2材に対する最適な表面処理法を先ず開発する必要がある。
本発明の「異種構造材を含む接合一体化物」に用いる「A」材と「B」材の線膨張率の差は、最大で0.3×10-5K-1以上あるものをいう。その理由は、以下の通りである。本発明を構成するFRP材、例えば、CFRP材の線膨張率は(0.1~0.2)×10-5K-1とされる。一方、本発明を構成する各種の構造用金属材の線膨張率は、超々ジュラルミンと呼称されるA7075アルミニウム合金は、約2.3×10-5K-1である。汎用されている各種構造用金属材の中で、最も線膨張率が低いのはTi合金材であり、約0.8×10-5K-1である。一般鋼材及びフェライト系ステンレス鋼は約1.1×10-5K-1、オーステナイト系ステンレス鋼は約1.7×10-5K-1、ジュラルミンやアルミニウム合金は約2.3×10-5K-1である。更に構造材とは言い難いが、その他の金属材では、銅材が約1.8×10-5K-1、銀材は約1.9×10-5K-1、錫材は約2.3×10-5K-1、マグネシウム材は約2.5×10-5K-1、鉛材は約2.9×10-5K-1とされる(なお、これら数値は、文献により0.1×10-5K-1程度異なる)。
(a)電子顕微鏡観察
本実施例として用いた基材表面の観察のために電子顕微鏡を用いた。この電子顕微鏡は、走査型(SEM)の電子顕微鏡「SSM-7000F(製品名)」(日本電子株式会社(本社:日本国東京都)製)を使用し、1~2kVにて観察した。
引張り試験機「AG-500N/1kN」(株式会社 島津製作所(本社:日本国東京都))を使用し、接着剤接合物(例えば、図1の試験片)を引張り破断するときの破断力を「せん断接着強さ」(x-y平面)とした。又、端面で接着された試験片(図2参照)を引張り試験機で引っ張り、この引っ張りで破断するときの破断力を「引張り接着強さ」(y-z平面)とした。使用した引張り試験機は、引張り速度10mm/分で測定した。
本実験例でいう「せん断接着ねばり性」とは、以下の実験方法で得た結果をいう。せん断接着ねばり性の測定を行うときは、引張り試験機で試験片(図1)により、「せん断接着強さ」を前もって測定しておく。そして、この試験片に、この「せん断接着強さ」の約75%程度の引張り力を、300回だけ連続的に繰り返し与える試験を始める。この試験方法による引張り試験機による荷重方法は、その試験機の制御装置の運転ソフトで設定して行う。この運転ソフトは、最大引張り力を上記約75%、最小引張り力を前記最大引張り力の約2/3とし、かつ、引張り速度を±10mm/分を1サイクルとする。この繰り返し荷重で、せん断破断しなければ、約2MPaだけ最大引張り荷重を大きくし、かつ最小引張り力を修正して、同じ300回の繰り返し負荷を加える試験をする。それでも破断しない場合は、更に、約2MPa程を加えて同操作を繰り返し、この繰り返しを図1に示した試験片が破断するまで続ける。破断したら、破断前の最大引張り力をもって、その力量をMPa表示し、本実験ではこれを「せん断接着ねばり性」値とした。
接着面に剥離が発生しているか否かの判定、観察は、以下の方法で行った。簡易的には、着色した水性浸透液を接着層の外観部に塗布して拭き取り、この着色部が拭き取れるか否かで検査する試験法で確認できる。接着面積のどの範囲まで剥離が拡がっているか否かを詳しく確認したい場合には、接着面に超音波を照射して観察ができる非破壊検査機「MSライン(日立パワーソリューションズ式会社(本社:日本国茨城県))」を使用した。
温度衝撃サイクル試験は、温度衝撃サイクル試験機「小型冷熱衝撃装置TSE-12-A」(エスペック株式会社(本社:日本国大阪府))を使用した。標準的に行った温度衝撃サイクル試験の条件は、低温室温度-50℃、高温室温度+150℃とし、各室の滞在時間25分、移動時間約5分とした。この試験機を設置した室温は、27℃に常時温調されている室内であり、かつ、定期的に冷室温度を室温にまで昇温させて、上記試験機の氷結部を自然溶解させる自動運転に設定した。
以下、本発明を構成する構造用金属材の表面を処理する化成処理の実験例を説明する。即ち、下記に説明する実験による化成処理は、各種構造用金属材毎の最適な化成処理方法を探索するものである。
厚さ0.5~3.0mmの純アルミニウム系アルミニウムのA1050Alの板材を入手し、これを長方形片に機械加工し、この端部に孔を開けて試験片である合金片とした。この合金片の孔に、園芸用の塩ビカバー付き針金を通して、これを吊り下げて、各液処理に浸漬が出来るようにした。超音波発振端付き水槽に、アルミ用脱脂剤「NA-6」(メルテックス株式会社(本社:日本国東京都))10%含む水溶液60℃のものを満たし、前記合金片を5分浸漬した後、これを水洗した。次に別の槽に、40℃で1%濃度の塩酸水溶液を用意し、1分浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、この水酸化ナトリウム水溶液に前記Al片を4分間浸漬した後、これを水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、この硝酸水溶液に、前記Al片を3分間浸漬した後、これを水洗した。
実験例A1-1と同様に、浸漬処理が出来るようにしたA1050Al片を用意した。超音波発振端付き水槽に、アルミ用脱脂剤「NA-6」10%含む水溶液で60℃のものを満たし、前記A1050Al片を5分浸漬した後、これを水洗した。次に別の槽に、40℃で10%濃度の苛性ソーダ水溶液を用意し、1分浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の塩化アルミニウム水和物と、5%濃度の塩酸含む水溶液を用意し、これに前記Al片を10分間浸漬した後、これを水洗した。次に別の槽に、40℃とした2%濃度の1水素2弗化アンモンと10%濃度の硫酸含む水溶液を用意し、これにA1050Al片を1分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、これに前記A1050Al片を2分間浸漬した後、これを水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、これに前記A1050Al片を2分間浸漬した後、これを水洗した。
実験例A1-1と同様に、浸漬処理が出来るようにしたA1050Al片を用意した。超音波発振端付き水槽に、アルミ用脱脂剤「NA-6」10%含む水溶液を60℃のものを満たし、前記A1050Al片を5分浸漬した後、これを水洗した。次に別の槽に、40℃で10%濃度の苛性ソーダ水溶液を用意した後、これを1分浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の水和塩化アルミと5%濃度の塩酸含む水溶液を用意し、これに前記A1050片を3分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、これに前記A1050合金片を4分浸漬した後、これを水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、これに前記A1050Al片を1.5分間浸漬した後、これを水洗した。
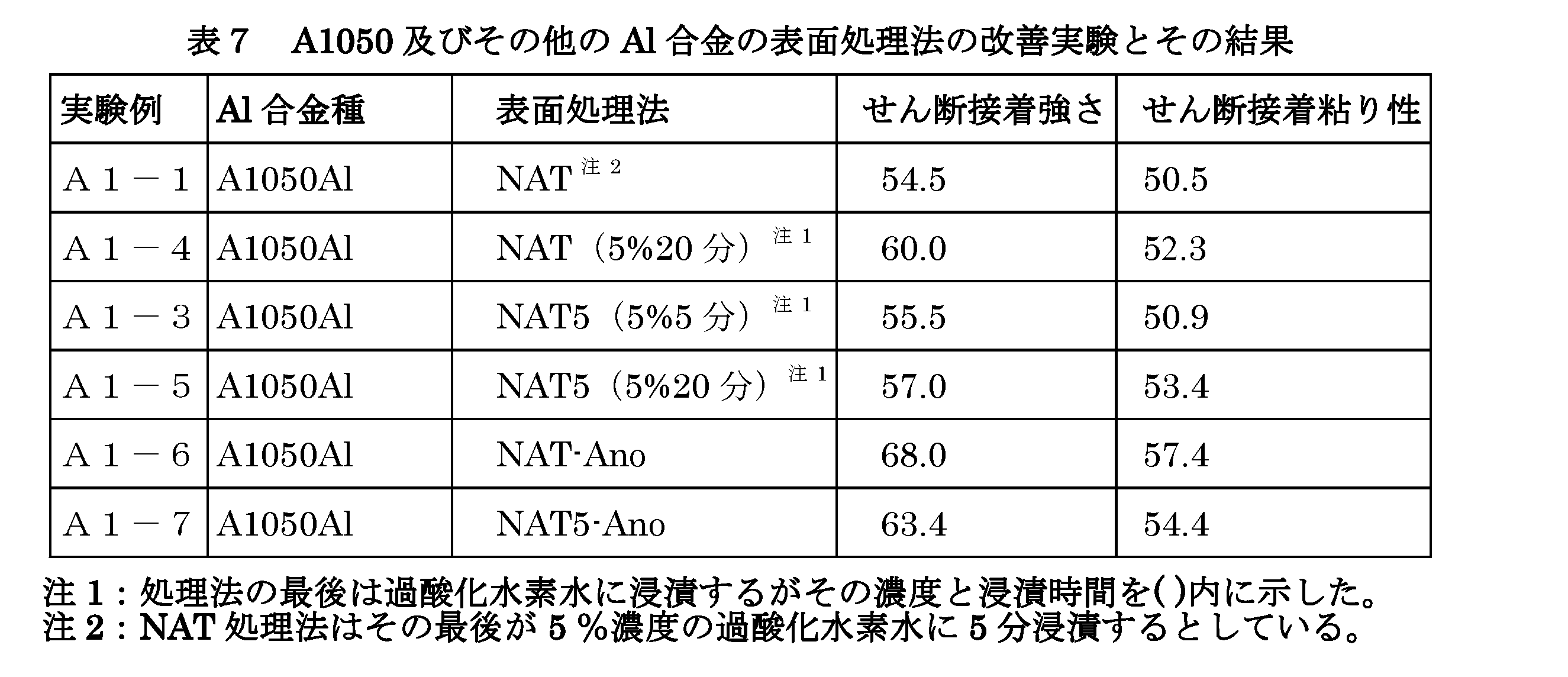
上記実験例A1-1と同様の処理を全処理工程で進め、最後の反応工程、即ち、5%濃度の過酸化水素水を用意して、A1050Al片を過酸化水素水への5分間浸漬する部分だけを変更して、20分に延長するだけが異なる。
上記実験例A1-3と同様の処理を全工程で進め、最後の反応工程、即ち、5%濃度の過酸化水素水を用意して、A1050Al片を5分間浸漬する部分だけを変更して20分に時間変更だけ異なるものにした。
[実験例A1-1]と同様の処理工程を進めて、40℃とした3%濃度の硝酸水溶液を用意して、これに前記Al片を3分間浸漬した後、これを水洗する。次に別の槽に、25℃とした10%濃度のリン酸水溶液を用意し、前記Al片をTi製の陽極に繋ぎ、炭素棒製の陰極を浸漬槽の端部に挿入し、直流20Vをかけて15分間、陽極酸化した。この陽極酸化した前記Al片を30分間水洗した後、67℃に設定した温風乾燥機に15分間入れて乾燥させ、更に100℃に設定した温風乾燥機に30分間入れて乾燥させた。
[実験例A1-3]と同様に工程を進めて、40℃とした3%濃度の硝酸水溶液を用意し、これに前記A1050Al片を1.5分間浸漬した後、これを水洗したところまでは同一の処理を行った。この処理後に、NAT5の処理法を変更し、次に別の槽に、25℃とした10%濃度のリン酸水溶液を用意し、前記A1050Al片をTi製の陽極に繋ぎ、炭素棒製の陰極を浸漬槽の端部に挿入し、直流20Vをかけて15分間、陽極酸化した。この陽極酸化された前記A1050Al片を30分間水洗した後、67℃に設定した温風乾燥機に15分間入れて乾燥させ、更に100℃に設定した温風乾燥機に30分間入れて乾燥させた。
厚さ0.5~3.0mmのA5052Al合金板材を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記A5052Al合金片の孔に園芸用の塩ビカバー付き針金を通して吊り下げ、各液で浸漬処理が出来るようにした。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記A5052Al合金片を5分間浸漬した後、これを水洗した。次に別の槽に、40℃とした10%濃度の苛性ソーダ水溶液を用意し、これに前記A5052Al合金片を1分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の塩化アルミニウム水和物と5%濃度の塩酸を含む水溶液を用意し、これに前記A5052Al合金片を6分間浸漬した後、これを水洗した。次に別の槽に、40℃とした2%濃度の1水素2弗化アンモンと10%濃度の硫酸含む水溶液を用意し、これに前記A5052Al合金片を4分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、これに前記A5052Al合金片を1分間浸漬した後、水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、これに前記A5052Al合金片を1.5分間浸漬した後、これを水洗した。次に別の槽に、60℃とした3.5%濃度の水和ヒドラジン水溶液を用意してこれに2分間浸漬した後、次に別の槽に、33℃とした0.5%濃度の水和ヒドラジン水溶液に0.5分浸漬した後、これを水洗した。そしてこれを5%濃度の過酸化水素水に5分間浸漬した後、これをよく水洗した後、67℃に設定した温風乾燥機に15分間入れて乾燥させた。
実験例A2-1と同様に、浸漬処理が出来るようにしたA5052Al合金片を用意した。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記A5052Al合金片を5分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の塩酸水溶液を用意し、これに前記A5052Al合金片を1分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、これに前記A5052Al合金片を4分間浸漬した後、これを水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、これに前記A5052Al合金片を3分間浸漬した後、これを水洗した。次に別の槽に、60℃とした3.5%濃度の水和ヒドラジン水溶液を用意してこれに2分間浸漬した後、次に別の槽に、33℃とした0.5%濃度の水和ヒドラジン水溶液に0.5分浸漬した後、これを水洗した。そして5%濃度の過酸化水素水に5分間浸漬した後、これをよく水洗した後、これを67℃に設定した温風乾燥機に15分間入れて、前記処理を終えた前記A5052Al合金片を乾燥し、清浄なアルミ箔でまとめて包み保管した。
厚さ0.5~3.0mmのA6061Al合金板材を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記A6061Al合金片の孔に園芸用の塩ビカバー付き針金を通してぶら下げ、各液で浸漬処理が出来るようにした。その後の表面処理法は、実験例A1-1に示されたNAT処理法と全く同じである。
厚さ0.5~3.0mmのA2017Al合金板材を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記A2017Al合金片の孔に園芸用の塩ビカバー付き針金を通してぶら下げ、各液で浸漬処理が出来るようにした。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記A2017Al合金片を5分間浸漬して水洗した。次に別の槽に、40℃とした10%濃度の苛性ソーダ水溶液を用意し、これに前記A2017Al合金片を1分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の塩化アルミニウム水和物と、5%濃度の塩酸を含む水溶液を用意し、これに前記A2017合金片を1分間浸漬し、水洗した。次に別の槽に、40℃とした2%濃度の1水素2弗化アンモンと10%濃度の硫酸含む水溶液を用意し、これに前記A2017Al合金片を3分間浸漬した後、これを水洗した。
厚さ0.5~3.0mmのA2017Al合金板材を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記A2017Al金属片の穴に園芸用の塩ビカバー付き針金を通してぶら下げ、各液で浸漬処理が出来るようにした。その後の表面処理法は、実験例A1-1に示されたNAT処理法と全く同じである。
厚さ1.5~3.0mmのA7075Al合金板材を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記A7075Al合金片の孔に園芸用の塩ビカバー付き針金を通して吊り下げ、各液での浸漬処理が出来るようにした。その後の表面処理法は、実験例A1に示されたNAT処理法と全く同じである。
アルミダイカスト素材である日本工業規格のADC12Al合金を使用して鋳造した、45mm×18mm×厚さ1.5mmの小片形状で端部に孔が開いている前記ADC12Al合金小片を入手し、以下の各液処理を行った。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記ADC12Al合金片を5分間浸漬した後、これを水洗した。次に別の槽に、40℃とした10%濃度の苛性ソーダ水溶液を用意し、これに前記ADC12Al合金片を1分間浸漬した後、これを水洗した。次に別の槽に、40℃とした1%濃度の塩化アルミニウム水和物と5%濃度の塩酸を含む水溶液を用意し、これに前記ADC12Al合金片を4分間浸漬した後、これを水洗した。次に別の槽に、40℃とした2%濃度の1水素2弗化アンモンと10%濃度の硫酸含む水溶液を用意し、これに前記ADC12Al合金片を1分浸漬した後、これを水洗した。次に別の槽に、40℃とした1.5%濃度の苛性ソーダ水溶液を用意し、これに前記ADC12Al合金片を4分間浸漬した後、これを水洗した。次に別の槽に、40℃とした3%濃度の硝酸水溶液を用意し、これに前記ADC12Al合金片を2分間浸漬した後、超音波発信端付きの水槽に5分浸漬した。次に、先ほどの40℃とした3%濃度の硝酸水溶液が入った浸漬槽に戻し、前記ADC12Al合金片を0.5分間浸漬した後、これを水洗した。
厚さ0.3~3.0mmのSUS304-2B鋼板を入手し、多種の大きさの長方形片に機械加工し、端部に孔を開けた。前記金属片の孔に園芸用の塩ビカバー付き針金を通して吊り下げ、各液で浸漬処理が出来るようにした。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、これに鋼片を5分間浸漬した後、これを水洗した。次に別の槽に、65℃とした10%濃度の硫酸と1%濃度の1水素2弗化アンモンを含む水溶液を用意し、これに前記SUS304ステンレス鋼片を10分間浸漬した後、これを水洗した。次に超音波発振端付き水槽に、5分浸漬し、前記SUS304ステンレス鋼片に付着しているスマットを分離した。次に別の浸漬槽に、60℃とした5%濃度の硫酸と0.5%濃度の1水素2弗化アンモンを含む水溶液を用意し、これに前記SUS304ステンレス鋼片を20分間浸漬した後、これを水洗した。次に超音波発振端付き水槽に5分浸漬して、前記SUS304ステンレス鋼片に付着したスマットを分離した。次いで40℃とした3%濃度の硝酸水溶液を用意し、これに前記SUS304ステンレス鋼片を3分間浸漬して水洗した。次に別の浸漬槽で、55℃とした10%濃度の苛性ソーダと5%濃度の亜塩素酸ソーダを含む水溶液に6分間浸漬した後、これを水洗した。そして、80℃に設定した温風乾燥機に15分間入れて乾燥させた。
市販の厚さ1.6mm及び3.2mmのSPCC(冷間圧延鋼板)を購入し、所望の種々の形状に切断したこの鋼片を試験片とした。このSPCC試験片にショットブラスト機を使用して、白色アルミナ紛(WAF100)によりブラスト処理をして、接着面となるべき部分を粗面化した。この試験片を超音波発信端付きの浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃として用意し、前記SPCC試験片を5分浸漬した後、これを水洗した。次に別の浸漬槽に、65℃とした1%濃度の1水素2弗化アンモンと10%濃度の硫酸含む水溶液を用意し、これに前記SPCC試験片を1分浸漬した後、これを水洗した。次に別の浸漬槽に、1%濃度のアンモニア水を用意し、これに前記SPCC試験片を1分間浸漬した後、これを水洗した。次に別の浸漬槽に、45℃とした2%濃度の過マンガン酸カリと1%濃度の酢酸と0.5%濃度の水和酢酸ソーダを含む水溶液を用意し、これに前記SPCC試験片を5分間浸漬した後、これを水洗した。そして超音波発振端付きの水槽に、7分間浸漬してスマットを除き水洗した。水洗したSPCC試験片を、80℃に設定した温風乾燥機に15分入れて乾燥させた。
市販の厚さ1.6mm及び3.2mmのSPCCを購入し、所望の種々の形状に機械加工により切断してSPCC鋼片を試験片とした。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記SPCC試験片を5分浸漬した後、これを水洗した。次に別の槽に、65℃とした5%濃度の1水素2弗化アンモン水溶液を用意し、これに前記SPCC試験片を25分浸漬した後、これを水洗した。次に別の槽に、1%濃度のアンモニア水を用意し、これに前記試験片を1分間浸漬した後、これを水洗した。次に別の槽に、45℃とした2%濃度の過マンガン酸カリと、1%濃度の酢酸と、0.5%濃度の水和酢酸ソーダを含む水溶液を用意し、これに前記SPCC試験片を5分間浸漬した後、これを水洗した。そして超音波発振端付きの水槽に、7分間浸漬してスマットを除き水洗した。次に別の槽に、40℃とした0.2%濃度のトリエタノールアミン含む水溶液を用意し、これに前記SPCC試験片を30分間浸漬した後、これを水洗した。そして、これを80℃に設定した温風乾燥機に15分入れて乾燥させた。
金属加工メーカーに依頼して作成した150mm×50×3mm、及び、45mm×18mm×3mm、45mm×18mm×1.5mm、等の64Ti合金片[元材は「KS6-4」(株式会社神戸製鋼所(本社:日本国兵庫県)製)]を用意した。その表面処理方法は、特許文献8等に記載の新NATと称する処理方法、表面性状をそのまま適用したものであり、公知技術であるので処理方法は省略する。この表面処理後は、清浄なアルミ箔でまとめて包み保管した。
前記の実験例と同様に、64Ti合金片を入手しこれを試験片とした。浸漬槽に、アルミ用脱脂剤「NA-6」10%を含む水溶液を60℃とし、前記64Ti合金片を5分浸漬した後、これを水洗した。次に別の槽に、65℃とした5%濃度の1水素2弗化アンモン水溶液を用意し、これに前記64Ti合金片を5分浸漬した後、これを水洗した。次に別の槽に、3%濃度の硝酸水溶液を用意し、これに前記64Ti合金片である試験片を3分間浸漬した後、これを水洗した。次に別の槽に、70℃とした2%濃度の過マンガン酸カリと3%濃度の苛性カリを含む水溶液を用意し、これに前記64Ti合金片を30分間浸漬した後、これを水洗した。そして、更に新開発した調整薬を15%含む55℃とした水溶液に20分浸漬した後、これを水洗した。そして、80℃に設定した温風乾燥機に15分入れて乾燥させた。
耐熱チタン合金である1mm厚の「KSTi-9」(株式会社神戸製鋼所(本社:日本国兵庫県)製)板材を入手し、必要な大きさに裁断して用意した。その表面処理は、前述した実験例A9と全く同一である。以上が本実験例で使用した各種金属片の表面処理方法である。次に、これらの金属片と接着するときのCFRP材の表面処理方法について説明する。
本実験で使用したCFRP材は2種あり、一つはCFとして、引張り強度が約3GPaのCF(市販品)を使用した物であり、単方向型のプリプレグを、方向を揃えて重ねて硬化した45mm×15mm×3mm厚との物である。
CFRP片とAl合金薄板の接着一体化物を、CFRPプリプレグから一挙に作成する方法も実施した。即ち、予め0.75mm厚のA5052Al合金薄板を98mm×98mmに切断し、実験例A3と全く同じ処理をした。その片面に1液性エポキシ接着剤「EW2040(スリーエム ジャパン株式会社(本社:日本国東京都)製)」を薄く塗り、その上にテフロンシートを押し付けて接着準備物とし保管した。この接着準備物とCFRPプリプレグ「P225S-25」(東レ株式会社(本社:日本国東京都)製)の双方を使って100mm×100mmA5052Al合金薄板付きの厚さ3.5mmのCFRP厚板形状物を作成した。この作成は減圧したオートクレーブ内で加熱して接着する方法であり、最高加熱条件として150℃×40分とした。得られたA5052Al合金薄板付きのCFRP厚板は、45mm×15mmの長辺にCFが平行となる様にして切断した。
[実験例B1]接着力(せん断接着強さ、引張り接着強さ)の測定
前記した[実験例A1~A12]群の物と同処理を行った45mm×18mm×(3~6)mm厚の各種試験片を使用し、図1、図2形状の接着対とした。更に詳細言えば、図1(a)に示した試験片の形状では、これは引張り荷重をかけるために、試験片の形状が45mm×18mm×(4.5~6.0)mm厚となっている。しかし、Al合金材が柔らかいとき、特に、薄い純アルミニウム系アルミニウムAl使用時は、6.0mm厚、その他は4.5mm厚で使用するようにした。このために1.5mm厚品を3枚重ねか4枚重ねに接着して、4.5mm厚か6.0mm厚にした物も多用したが、これを図1(b)に示した形状物として示している。又、実験例A11以降に記載あるCFRP片に関しては、CFRP片形状を45mm×15mm×3mm厚とした。これらはそのまま図1(a)に示す積層構造とした。
以下、図1、図2に示した試験片の作成に関する具体的な接着法を説明する。本発明者が用いた多種の金属片の基本形状は、45mm×18mm×1.5mm厚が多く、CFRP片やCFRTP片は45mm×15mm×3mm厚とした。また、金属片で元材が圧延板の場合は、圧延方向を長方形の長辺の45mmの方向とし、その直角方向が18mmの幅方向となり、厚さは元材の圧延板の厚さ方向とした。それ故に、SPCC片だけが厚さ1.6mmや3.2mm等と1.6mmの整数倍厚さとなっている。これはこの厚さ品しか生産されていないからである。厚板や塊で元材が供給されるA6063アルミニウム合金や64チタン合金では、そのような決め事はできず、金属加工の加工精度による。又、CFRP材は、束型CF入りのプリプレグ使用品で、かつCF束の並び方向が皆揃っているCFRPについては、束並び方向線が45mm長さの線とした。図1(b)に示した形状の場合、多くの金属片の枚数を積層することになるので、前述した個々の全ての金属片を、所定の処理方法で表面処理した後に接着する。

前記した実験例A1~A9と同処理を行った45mm×18mm×1.5mmの各種金属片を使用して、図2形状の試験片とした。即ち、図2に示した試験片の形状では、金属片の端部形状が18mm×1.5mmなので、ISO19095でのせん断接合強度測定用の各種金属片が試験片の作成企業で製造され、市販されている。それ故にそれをそのままその試験片を転用した。
表1示すように、例えば、実験例Alのy-z面の「引張り接着強さ」は、約95MPaと異常に高い。その理由は、上述したようにx-y面の接着面とは、金属繊維の方向が異なるためと推定される。表1に記録した純アルミニウム系アルミニウムであるAl050の数値を解析し、この板面(板面:x-y面)での「引張り接着強さ」は、図2に示した試験片で測定した板断面(y-z面)基準の「引張り接着強さ」とは異なると予測される。圧延方向である板断面(x-y面)基準の「引張り接着強さ」の測定方法は、規格化された試験方法がないので、以下に説明する方法で試験片を作成し測定した。
図16~図18は、板面(x-y面(図2))での「引張り接着強さ」の測定をするために、その試験片の作成手順の概要を示す略図である。最初に、45mm長さ×18mm幅×1.5mm厚のA5052Al合金である6枚の板材を、一液性エポキシ接着剤で接着し積層した。これを加熱硬化させた後、図16(下段)に示すように板厚方向に鋸刃で切断し、更にエンドミル加工で、18mm幅×9mm長さ×1.5mm厚に機械加工した。これを図17に示すように、この機械加工片と、肉厚と幅で同材である上記A5052Al合金の二つの板材(45mm長さ×18mm幅×1.5mm厚)の端面に、上記と同じ接着剤で接着し、硬化後に余分な部分は切削した(図17の下段)。
前述した経緯から、更に、単純な引張り負荷ではなく、接着力測定が容易に測定でき、実際の機器に用いたときその負荷に近い接着力評価法を探索した。本発明者の出した結論であり、提唱する「せん断接着粘り性」の測定である。表2は、同一材質の金属材同士を接着したとき、図1に示した試験片で前述した「せん断接着粘り性」の測定結果である。即ち、既述したように、先に測定したせん断接着強さ値を参考にして、その約75%の力量を300回かけ、破断しなければ2MPaほど力量を上げてそのまま300回加え、それでも破断しなければこれを繰り返すものである。表2に示した結果で分かるように、NAT処理品で全ての対象金属については測定し、NAT5、NAT7処理品についても「せん断接着粘り性」値を測定した。なお、実用的な判断としては、「せん断接着粘り性」は50MPa以上が好ましい。

上述の実験例A内に示したのと同じ化成処理を行った45mm×18mm×(4.5~6.0)mmの金属片を、1液性エポキシ接着剤「EW2040」を使用して、異種金属片同士の試験片(図1に示す形状物)を170℃×20分の硬化条件で作成した。その結果を表3に示した。前述したように、1液性エポキシ接着剤は、通常150~180℃、15~30分で硬化する。本発明の実験では、「EW2040」使用したとき、その硬化条件は全て170℃×20分とした。それ故、硬化を終えて熱風乾燥機から出すと、直ちに放冷され1時間も放置すれば完全に常温に戻る。即ち、接着面は170℃下で固定され、常温に戻った後は、約150℃も環境温度は下げられたことになる。図1に示した試験片である形状物が、異種金属材同士の接着対であり、その異材間に大きな線膨張率差があれば、接着剤硬化層の一部、又は全破損が進むか、又は、接着状況は変わらぬものの、目視では不明瞭でも正確にはやや変形するはずである。試験片の変形に見合った内部応力が発生して、接着力がその分だけ低下しているはずである。何れにしてもそのまま引張り試験機でせん断接着強さを測定すれば数値は必ず低下する。もし、硬化後の接着対を-50℃/+150℃の温度衝撃試験にかければ、より明確に悪化状況が分かるであろうと推定した。

本発明の異材質構造材を含む積層された接合一体化物は、「A」材と「B」材を両端部材とし、この「A」材と「B」材の間に、前述した「C」材、「D」材を挟み込んだ4層又は5層に接着剤で積層された接合一体化物である。この接合一体化物は、接着面が3面又は4面がある。そこで、これらの各接着面においての実際の接着力(せん断接着強さ)は、どのようになっているかを実測せんとした。この4層又は5層の接着物の積層例は、図5(5層)、図6(4層)に示す。しかしながら、図5(5層)、及び図6(4層)に示す積層体のままでは、せん断接着強さ、温度衝撃強さは測定できない。5層の積層体と
して図7に示す試験片、4層の積層体として図8の試験片により得られた測定結果を表4に示した。

前述した表4のデータは、高温、高湿度の環境下での試験データではない。本発明は、「A」材と「B」材の間に、「C」材、「D」材を挟み込んだ3層、4層、又は5層の積層された接着物である。この接着物でまず必要なことは、「C」材、「D」材共に、自動車等の構造材として使用されたとき、厳しい環境下において、その接着面の接着力が強度的に耐えうるか否かである。具体的には前述した温度衝撃試験で問題がないとしても、高湿度環境下での試験も必要である。一般的な高湿度試験では、温度50℃、湿度95%の湿度試験であるが、本実験では、これを加速させて、温度85℃、湿度85%の高温高湿試験機に、千時間晒す試験を実施した。但し、アルミニウム合金は、その表面に薄い水酸化物(錆)が発生し色調が変化し、かつ、試験中に試験機扉を開け閉めする時に水滴が付着すると錆がでる。そこで、試験片を試験機に投入前に、本実験では一般的に市販されているエンジンオイル(10W-30)を塗布した後、これを試験機に投入した。試料は、表5に示すように、「C」材、「D」材で使用するA1085Al、A1050Al、A6061Al合金、及びSUS304であるが、参考に「A」材、「B」材として使用する可能性が高い、64チタン合金も試験をした。接着剤は、前述した「EW2040」である。その結果を表5に示した。この表5に示すデータは、純アルミニウム系アルミニウムは、対湿熱試験にかけてもせん断接着強さは低下していないが、他の素材は低下した。

以上の実験の考察から、「D」材として純アルミニウム系アルミニウムが、積層体としての有効性を確認するために、一液性エポキシ加熱硬化型接着剤によるTi合金と純アルミアルニウム系アルミニウムとの接着強度を測定した。45mm×18mm×3mm厚の64Ti合金の[実験例A9-1]に記載の新NAT処理物と、45mm×18mm×1.5mm厚のA1080Al板の[実験例A1-1]に記載のNAT処理物を、一液性エポキシ加熱硬化型接着剤である「EW2040」でNAT接着法により面接着した。次に、45mm×18mm×3mm厚の64Ti合金の上記と同様の表面処理物と、45mm×18mm×1.5mm厚のA1050Al板のNAT処理物を、前述の「EW2040」でNMT接着法により面接着した。
図4に示す形状の3層型接着物を作成した。45mm×18mm×3mm厚の64Ti合金の新型NAT処理物と45mm×18mm×1.5mm厚のA1050AlのNAT処理物と45mm×18mm×3mm厚のA7075Al合金のNAT処理物を「EW2040」にて、NAT接着法で面接着した。3層型とは言うが、正確には本実験では、全て1.5mm厚の金属片を使用し、64Ti合金は2枚重ね、A7075Al合金も2枚重ねの積層接着物であり、全体は5枚重ねの面接着物となった。同じ物を2個作成し、これを‐50℃/+150℃の温度衝撃3千サイクル試験にかけた。
図5に示す接合一体化物は、5材、5層からなる積層体である。図6に示す接合一体化物は、4材、4層からなる積層体である。図5に示す接合一体化物は、45mm×18mm×3mm厚の64Ti合金(A材)の最新型NAT処理物、45mm×18mm×0.75mm厚のA5052Al合金薄板(C材)のNAT7処理物、45mm×18mm×1.5mm厚のA1050Al(D材)のNAT処理物、45mm×18mm×0.75mm厚のA5052Al合金(C材)薄板のNAT7処理物、及び、45mm×18mm×3mm厚のA2017Al合金(B材)のNAT7処理物を、前述した接着剤「EW2040」により積層した全5層型の接着物を作成した。
次に、構造用金属製の薄板材とチタン合金材とのせん断接着強さを計測した。これは、チタン合金材の線膨張率が0.8×10-5K-1と金属中では最も小さく、他の構造用金属材はSUS304でも1.7×10-5K-1程度、ジュラルミン含むアルミニウム合金は全て2.3×10-5K-1程度なので、これらの金属片とチタン材片とを1液性エポキシ接着剤で接着すると、通常は高いせん断接着強さは得られぬ。これは1液性エポキシ接着剤の硬化条件が150~180℃と高いからである。硬化後の放冷で常温下になると接着剤硬化層の一部が壊れるからである。唯一接着剤硬化物が破壊されず強い接着状態が得られ保たれるのは、チタン材に接着する金属素材を薄板にして剛性を低くする以外ない。ただし、どの程度の薄板が使用可能か、又、耐力と縦弾性係数がどの程度までの金属材が使用できるのか、を知るには実際に接着対を作成し、そのせん断接着強さを測定して決めるべきである。図15は、この試験のための試験片の作り方を示す説明図である。薄板材は剛性がないので、せん断試験にかけても曲げ変形するので、これを補強するために厚板材の部材を接着する(図15の下段)。なお、一般に金属片の厚さを4~6mmにはしないと、せん断破断前に薄板材側が変形し、変形による応力集中で剥がれが起きて早く破断する。又は、薄板での引き千切れ破断が起きる。チタン合金材と、SUS又はアルミニウム合金とを接着したときのせん断接着強さ、せん断接着粘り性の測定結果を表6に示す。

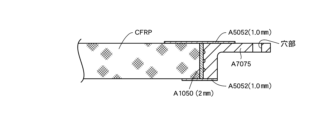
前述した表6のデータで理解されるように、「C」材として0.5mm厚のA6061アルミニウム合金が最も対応性あるものらしいことが判明した。この「C」材に接着される「D」材として、少なくとも1.5mm厚のA1050アルミニウムが使用可能とみられる。この考察を実際の接合一体化物で確認するために、図10に示すような、CFRP(A材)、アルミニウム合金(C材)、純アルミニウム系アルミニウム(D材)、及びアルミニウム合金(B材)の4材を積層した接合一体化物を作成した。そこで「A」材としてCFRP厚板、「B」材としてA2017アルミニウム合金厚板を使用した全接着構造物を作成し、そして、この積層した接合一体化物を、-50℃/+150℃の温度衝撃3千サイクル試験で試験した。
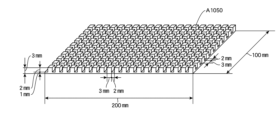
前述した本発明でいう「D」材である純アルミニウム系アルミニウムは、平板の板材の部材であった。しかしながら、この「D」材は、平板でなく図13に示すように、下面は平面又は曲面であり、上面には円形又は角状の柱状物が並列して多数林立している板状体であっても良い。なお、本例の板状体では、円形又は角状の柱状物の断面積は、0.05~0.25cm2である。この板状体の製造方法は、純アルミニウム系アルミニウムであるA1050Alの厚板を、機械加工して図13に示す寸法、形状になるように切断鋸等の工具で機械加工により製造した。この板状体を前述した実験例A1に従って、NAT処理をした。
厚さ3mm厚のA1050Al厚板を入手し、機械加工して図14に示す形状物を得た。即ち、直径10mmの中心部はそのままで、幅2mm深さ2mmの溝を円形に切って3mm幅の円周型の壁が2mm幅の間隔で沢山重なった形の200mm×100mmの厚板を作成した。そして、多数の線状の壁付きのA1050Al片を、前述した[実験例A1]と同様の化成処理に従って表面処理をした。
[実験例C1]A1050Alの接着力向上の新アイデアを実践する
前述した[実験例B7]で得た表5、そして[実験例B11]で得た表6の結果から、本発明の実際の接合一体化物は、「A」材、又は「B」材と、「C」材の接着性能が最重要であることが判明した。本発明の接合一体化物は、せん断接着強さのみでの評価ではなく、「せん断接着粘り性」値の評価法に変え、かつ、耐湿熱性などの耐久性能も確認して来た。しかし、接合一体化物として見れば、「A」材、又は「B」材と、「C」材の接着性能のみで十分ではなく、「D」材に必要な基本性能、即ち、その軟性とその表皮の接着性能につき再検討すべきと考えた。
Claims (19)
- FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「D」材、及び「B」材の順に接合面が固着積層された3材からなる
ことを特徴とする異種構造材を含む接合一体化物。 - FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び「B」材の順に接合面が固着積層された4材からなる
ことを特徴とする異種構造材を含む接合一体化物。 - FRP材、及び、構造用金属材群から選択される「A」材、及び「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接着剤で接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物であり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなる
ことを特徴とする異種構造材を含む接合一体化物。 - FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び前記「B」材の順に接合面が固着積層された4材からなり、
前記FRTP材と前記「C」材の接合法は、前記「C」材に射出接合法により、前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合した後、前記FRTP材と前記樹脂を熱融着により接合されたものであり、
前記熱融着以外の他の接合の前記接合面は、接着剤による接合されたものである
ことを特徴とする異種構造材を含む接合一体化物。 - FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10 -5 K -1 以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材、前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなり、
前記FRTP材と前記「C」材の接合法は、前記「C」材に、前記FRTP材のマトリックス樹脂と同種の樹脂をインサート成形で接合した後、前記FRTP材と前記樹脂を熱融着により接合されたものであり、
前記熱融着以外の他の接合部の前記接合面は、接着剤により接合されたものである
ことを特徴とする異種構造材を含む接合一体化物。 - 請求項1~5から選択される1項に記載の異種構造材含む接合一体化物において、
前記「D」材は、純アルミニウム系アルミニウムであり、日本工業規格A1080、A1085、及びA1050から選択される1種であることを特徴とする異種構造材を含む接合一体化物。 - 請求項2~5から選択される1項に記載の異種構造材含む接合一体化物において、
前記「C」材は、日本工業規格のA5052アルミニウム合金、A5083アルミニウム合金、A6061アルミニウム合金、及びSUS304ステンレス鋼から選択される1種であることを特徴とする異種構造材を含む接合一体化物。 - 請求項1~5から選択される1項に記載の異種構造材含む接合一体化物において、
前記接合面は、平面、曲面、及び円筒面から選択される1以上の面を含むものであることを特徴とする異種構造材を含む接合一体化物。 - 請求項1~8から選択される1項に記載の異種構造材含む接合一体化物において、
前記「D」材は、一面は平面又は曲面であり、他面には断面積0.05~0.25cm2の円形又は角状の柱状物が並列して多数林立している板状体であることを特徴とする異種構造材を含む接合一体化物。 - 請求項1~8から選択される1項に記載の異種構造材含む接合一体化物において、
前記「D」材は、一面は平面又は曲面であり、他面には厚さ3~5mmの壁が幅2~3mmの間隔あけて多数林立している壁状突起、又は、厚さ3~5mmの壁が幅2~3mmの間隔あけて同心円状の壁状突起を有する板状体であることを特徴とする異種構造材を含む接合一体化物。 - 請求項10の異種構造材含む接合一体化物において、
前記同心円状の前記壁状突起の中心は、1~5cm2の部分は厚さ1~5mmの円形の厚板状であることを特徴とする異種構造材を含む接合一体化物。 - 請求項3又は5に記載の異種構造材含む接合一体化物において、
前記「A」材、前記「B」材、前記「C」材、及び前記「D」材の5材間の接合において、接着剤で接合された接合部に存在する接着剤硬化層は、全て1液性エポキシ接着剤の硬化層、又は、2液性エポキシ接着剤の硬化層が含まれたものであることを特徴とする異種構造材を含む接合一体化物。 - 請求項2~5から選択される1項に記載の異種構造材含む接合一体化物において、
前記「A」材、前記「B」材、前記「C」材、及び前記「D」材の4材以上が接合されたものにおいて、接着剤で接合された接合部に換えて一部がクラッド結合部であることを特徴とする異種構造材を含む接合一体化物。 - 請求項12に記載の異種構造材を含む接合一体化物において、
前記1液性エポキシ接着剤は、引張り破断試験において、せん断接着強さが23℃下で50MPa以上を示し、かつ、150℃下で25MPa以上を示す耐熱型1液性エポキシ接着剤であることを特徴とする異種構造材を含む接合一体化物。 - 請求項1~14から選択される1項に記載の異種構造材を含む接合一体化物であって、
前記「A」材、及び前記「B]材は、CFRP材とチタン合金材、CFRP材と一般鋼材、CFRP材とステンレス鋼材、CFRP材と高強度アルミニウム合金材、GFRP材と高強度アルミニウム合金材、CFRTP材とチタン合金材、CFRTP材と一般鋼材、CFRTP材とステンレス鋼材、CFRTP材と高強度アルミニウム合金材、チタン材と一般鋼材、チタン材とステンレス鋼材、チタン材と高強度アルミニウム合金材、一般鋼材とステンレス鋼材、一般鋼材と高強度アルミニウム合金材、フェライト系ステンレス鋼材とオーステナイト系ステンレス鋼材、及び、ステンレス鋼材と高強度アルミニウム合金材から選択される1種であることを特徴とする異種構造材を含む接合一体化物。 - 請求項4又は5に記載の異種構造材含む接合一体化物において、
前記「A」材のFRTPがCFRTPであり、
前記樹脂は、0.5mm厚以上の高結晶性熱可塑性合成樹脂組成物であり、前記「C」材と前記樹脂の厚みの合計は、厚さ2mm以下の複合板であり、
前記「A」材と前記「C」材の接合は、前記CFRTPのマトリックス樹脂と高結晶性熱可塑性合成樹脂組成物を熱融着により固着したものであり、
前記「B」材は、チタン合金材、一般鋼材、ステンレス鋼材、及び、高強度アルミニウム合金材から選択される1種であることを特徴とする異種構造材を含む接合一体化物。 - 請求項15に記載の異種構造材含む接合一体化物において、
前記高強度アルミニウム合金材は、日本工業規格のA2014、A2017、A2024、及びA7075から選択されるジュラルミン類、又は、日本工業規格のA5052、A5083、A6061、及びA6063から選択される1種のアルミニウム合金であることを特徴とする異種構造材を含む接合一体化物。 - FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材と前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、及び前記「B」材の順に接合面が固着積層された4材からなる異種構造材を含む接合一体化物の製造方法であって、
前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合するために、前記「C」材を金型にインサートした後、前記樹脂を射出してFRTP材と前記「C」材を接合する射出接合工程と、
前記射出接合後、前記FRTP材と前記樹脂を熱融着により接合する熱融着工程と、
他の接合部は、接着剤による接合工程法と
からなることを特徴とする異種構造材を含む接合一体化物の製造方法。 - FRTP材を「A」材、構造用金属材群から選択される「B」材の異種2材を両端とし、
前記「A」材と前記「B」材の線膨張率の差が、0.3×10-5K-1以上ある部材を接合した一体化物であって、
前記一体化物は、
前記「A」材、前記「B」材の間に、「C」材である耐力が150MPaより高い金属材の1.0mm厚以下の薄板、及び「D」材である厚さ1.5~5.0mmの純アルミニウム系アルミニウムの板状物、又は構造物が積層されたものであり、
前記「A」材、前記「C」材、前記「D」材、前記「C」材、及び「B」材の順に接合面が固着積層された5材からなる異種構造材を含む接合一体化物の製造方法であって、
前記FRTP材のマトリックス樹脂と同種の樹脂を前記「C」材に接合するために、前記「C」材を金型にインサートした後、前記樹脂を射出してFRTP材と前記「C」材を接合する射出接合工程と、
前記射出接合後、前記FRTP材と前記樹脂を熱融着により接合する熱融着工程と、
他の接合部は、接着剤による接合工程法と
からなることを特徴とする異種構造材を含む接合一体化物の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018513A JP7500903B2 (ja) | 2020-02-06 | 2020-02-06 | 異種構造材を含む接合一体化物とその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020018513A JP7500903B2 (ja) | 2020-02-06 | 2020-02-06 | 異種構造材を含む接合一体化物とその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021123035A JP2021123035A (ja) | 2021-08-30 |
| JP7500903B2 true JP7500903B2 (ja) | 2024-06-18 |
Family
ID=77458637
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020018513A Active JP7500903B2 (ja) | 2020-02-06 | 2020-02-06 | 異種構造材を含む接合一体化物とその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7500903B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240136122A (ko) * | 2023-03-06 | 2024-09-13 | 삼성전자주식회사 | 알루미늄 클래드 외장 패널, 이의 제조방법, 및 이를 포함하는 가전기기 |
| CN116343964B (zh) * | 2023-03-21 | 2023-09-12 | 哈尔滨理工大学 | 一种双相不锈钢粘性本构模型构建方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009255429A (ja) | 2008-04-18 | 2009-11-05 | Taisei Plas Co Ltd | 金属合金と炭素繊維強化プラスチックの接合体及びその電食防止方法 |
| JP2016060051A (ja) | 2014-09-16 | 2016-04-25 | 合資会社アンドーコーポレーション | 金属とfrtpの複合体の製造方法とその複合体 |
| JP2018138383A (ja) | 2016-12-14 | 2018-09-06 | ザ・ボーイング・カンパニーThe Boeing Company | 材料系、及び材料系を製造する方法 |
| JP2019217704A (ja) | 2018-06-20 | 2019-12-26 | 大成プラス株式会社 | アルミニウム合金と樹脂の複合体 |
-
2020
- 2020-02-06 JP JP2020018513A patent/JP7500903B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009255429A (ja) | 2008-04-18 | 2009-11-05 | Taisei Plas Co Ltd | 金属合金と炭素繊維強化プラスチックの接合体及びその電食防止方法 |
| JP2016060051A (ja) | 2014-09-16 | 2016-04-25 | 合資会社アンドーコーポレーション | 金属とfrtpの複合体の製造方法とその複合体 |
| JP2018138383A (ja) | 2016-12-14 | 2018-09-06 | ザ・ボーイング・カンパニーThe Boeing Company | 材料系、及び材料系を製造する方法 |
| JP2019217704A (ja) | 2018-06-20 | 2019-12-26 | 大成プラス株式会社 | アルミニウム合金と樹脂の複合体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021123035A (ja) | 2021-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101161928B1 (ko) | 알루미늄 합금 복합체와 그 접합 방법 | |
| JP4965347B2 (ja) | 管状複合体とその製造方法 | |
| JP5094849B2 (ja) | ステンレス鋼複合体 | |
| CN101678648B (zh) | 钢材复合体及其制造方法 | |
| Patil et al. | Characterization of glass laminate aluminium reinforced epoxy-a review | |
| JP7500903B2 (ja) | 異種構造材を含む接合一体化物とその製造方法 | |
| JP2016221784A (ja) | Cfrpパイプと金属部品の一体組立品とその接着方法 | |
| Calabrese et al. | Durability of hybrid clinch-bonded steel/aluminum joints in salt spray environment | |
| JP7468836B2 (ja) | Frpと金属材の接着一体化物とその製造方法 | |
| JP2011073191A (ja) | Cfrpと被着材の接合体及びその製造方法 | |
| US10232587B2 (en) | Method for producing metal containing composite and metal containing composite formed by adhesion | |
| Kim et al. | An experimental study on the effect of overlap length on the failure of composite-to-aluminum single-lap bonded joints | |
| US20240123721A1 (en) | Method for producing composite of cfrtp plate material with metal plate material and composite thereof | |
| US20120246937A1 (en) | Method for enhancing the fatigue life of a structure | |
| JP2009241569A (ja) | 管状接合複合体 | |
| US11554573B2 (en) | Plastic fiber composite material/aluminum laminate, production and use thereof | |
| JP2011116950A (ja) | Cfrpプリプレグ及び接合体 | |
| Mora et al. | Fatigue strength evaluation and fracture behavior of joined dual phase steel/AA6061-T6 aluminum alloy | |
| Reneckis et al. | Investigation of technological factors influencing the strength of bonded Al–alloy | |
| Ozenc et al. | Effect of surface pre-treatment and temperature on the adhesive strength of hybrid aluminum joints | |
| Sabadka et al. | Unconventional methods of joining composites and metals in the context of weight reduction of car bodies | |
| Kubit | The effect of adhesive type on strength of inter-layer joints in fiber metal laminate composites | |
| JP2009233254A (ja) | X線診断装置用天板およびその製造方法 | |
| KR100325406B1 (ko) | 항공기 구조용 카랄 하이브리드 복합재료의 제조 방법 | |
| CANDAŞ et al. | MECHANICAL BEHAVIOR OF THE INTERFACE IN THE INDUSTRIAL JOINING OF CFRP–METAL HYBRID STRUCTURES |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230126 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240301 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240430 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240510 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7500903 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |